Чистовой калибр для холоднодеформированной арматуры
Номер патента: U 1183
Опубликовано: 30.12.2003
Авторы: Исаевич Леонид Александрович, Тищенко Владимир Андреевич, Сидоренко Михаил Иванович, Маточкин Виктор Аркадьевич, Дуброва Игорь Валентинович, Стеблов Анвер Борисович, Хлебцевич Всеволод Алексеевич, Ленартович Дмитрий Владимирович, Степаненко Александр Васильевич, Бабков Петр Александрович, Тимошпольский Владимир Исаакович, Король Владимир Александрович

Текст
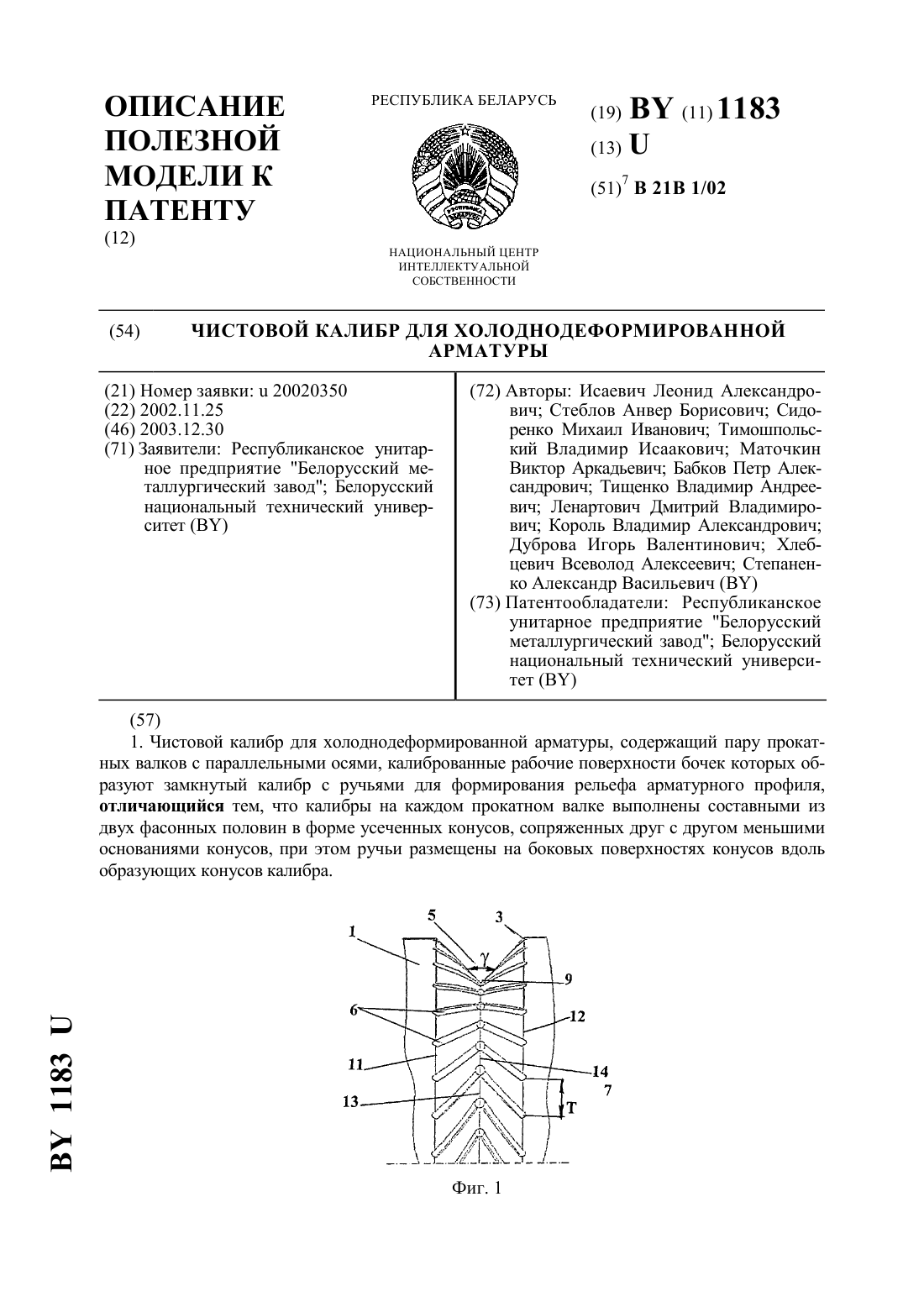
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЧИСТОВОЙ КАЛИБР ДЛЯ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Исаевич Леонид Александрович Стеблов Анвер Борисович Сидоренко Михаил Иванович Тимошпольский Владимир Исаакович Маточкин Виктор Аркадьевич Бабков Петр Александрович Тищенко Владимир Андреевич Ленартович Дмитрий Владимирович Король Владимир Александрович Дуброва Игорь Валентинович Хлебцевич Всеволод Алексеевич Степаненко Александр Васильевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) 1. Чистовой калибр для холоднодеформированной арматуры, содержащий пару прокатных валков с параллельными осями, калиброванные рабочие поверхности бочек которых образуют замкнутый калибр с ручьями для формирования рельефа арматурного профиля,отличающийся тем, что калибры на каждом прокатном валке выполнены составными из двух фасонных половин в форме усеченных конусов, сопряженных друг с другом меньшими основаниями конусов, при этом ручьи размещены на боковых поверхностях конусов вдоль образующих конусов калибра. 11832. Чистовой калибр по п. 1, отличающийся тем, что калибры в форме усеченных конусов сопряжены между собой под прямым углом. 3. Чистовой калибр по любому из пп. 1-2, отличающийся тем, что калибры в форме усеченных конусов сопряжены между собой под углом больше или меньше прямого угла. 4. Чистовой калибр по любому из пп. 1-3, отличающийся тем, что ручьи размещены эквидистантно на боковых поверхностях конусов. 5. Чистовой калибр по любому из пп. 1-3, отличающийся тем, что ручьи размещены с переменным шагом на боковых поверхностях конусов.(56) 1. ТУ 14-1-5372-99 Сталь холоднодеформированная периодического профиля для армирования железобетонных конструкций, ТУ 14-840-20-92 Прокат из легированной стали для штамповочного инструмента. БМЗ. - Жлобин, 1992. - с. 6. 2. Лякишев Н.П. и др. Энциклопедический словарь по металлургии. - М. Интермет Инжинириг, 2000. - Т.1. - С. 189. Полезная модель относится к обработке металлов давлением к сортопрокатным станам,чистовые калибры которых предназначены для производства холоднодеформированной арматуры периодического профиля, используемой при армированиии железобетонных конструкций. Можно выделить три группы поверхностей арматуры, изготавливаемых в чистовых калибрах сортопрокатных станов. Служебные свойства указанных поверхностей предназначены для передачи напряжений сцепления профили, заклинивающиеся при смещении в бетоне, сминающие бетон при смещении, сдвигающие бетон при смещении. Первые получают путем скручивания в калибрах стержней некруглого сечения, вторые - за счет формообразования на поверхности стержня соответствующих выступов или впадин, третьи представляют собой стержни с часто повторяющимися на их поверхностях выступами или впадинами небольших размеров. При этом арматура не должна иметь продольных прерывистых выступов, бесполезно увеличивающих поперечное сечение стержня, а профиль должен быть достаточно простым с целью обеспечения прокатки его в один проход. Известен валковый чистовой калибр для производства холоднодеформированной арматуры периоидического профиля, содержащий три прокатных валка, оси вращения которых расположены друг относительное друга под углом 120, калиброванные рабочие поверхности бочек которых образуют замкнутый калибр с ручьями для формирования рельефа арматурного профиля 1. Достоинство калибра заключается в высокой производительности получения холоднодеформированной арматуры. Недостаток проявляется в значительной погрешности размерной точности как профиля арматуры, так и рельефа на ее поверхности. Прототипом является конструкция чистового калибра для холоднодеформированной арматуры, содержащего пару прокатных валков с параллельными осями, калиброванные рабочие поверхности бочек которых образуют замкнутый калибр с ручьями для формирования рельефа арматурного профиля, квадрат контура с закругленными вершинами которого врезан в валки по диагонали 2. Недостаток известного калибра проявляется в сложности нарезки ручьев на его гранях для формирование рельефа на боковых гранях формообразуемой арматуры, при этом угол при вершине калибра выполняют в пределах 9192, с учетом тепловой усадки профиля,что проявляется в накопленной погрешности размерной точности как профиля арматуры,так и рельефа на ее поверхности. 2 1183 Недостатком известного чистового является ограниченные технологические возможности, в связи с невозможностью получения в одном калибре арматуры с различным рельефом профиля на наружной поверхности. В основу полезной модели положена задача упрощения технологии изготовления чистового калибра, расширение технологических возможностей получения арматуры с различным профилем и рельефом и повышение качества арматуры за счет снижения погрешности размерной точности рельефа на арматуре, а также повышение эксплуатационных характеристик без снижения технологичности производства. Указанная задача решается тем, что в чистовом калибре для холоднодеформированной арматуры, содержащем пару прокатных валков с параллельными осями, калиброванные рабочие поверхности бочек которых образуют замкнутый калибр с ручьями для формирования рельефа арматурного профиля, согласно полезной модели, калибры на каждом прокатном валке выполнены составными из двух фасонных половин в форме усеченных конусов, сопряженных друг с другом меньшими основаниями конусов, при этом ручьи размещены на боковых поверхностях конусов вдоль образующих конусов калибра. В чистовом калибре калибры в форме усеченных конусов сопряжены между собой под прямым углом. В чистовом калибре калибры в форме усеченных конусов сопряжены между собой под углом больше или меньше прямого угла. В чистовом калибре ручьи размещены эквидистантно на боковых поверхностях конусов. В чистовом калибре ручьи размещены с переменным шагом на боковых. Сущность полезной модели поясняется чертежами, где на фиг. 1 общий вид чистового валкового составного калибра на фиг. 2 - сечение формы чистового валкового составного калибра на фиг. 3 - общий вид арматурного стержня, получаемого в чистовом калибре. Чистовой калибр по фиг. 1, 2 для холоднодеформированной арматуры по фиг. 3, содержит пару прокатных валков 1, 2 с параллельными осями вращения, калиброванные рабочие поверхности 3, 4 бочек которых образуют замкнутый калибр 5 с ручьями 6, 7 для формирования рельефа арматурного профиля 8. Калибры 9, 10 на каждом прокатном валке 1, 2 выполнены составными из двух фасонных половин в форме усеченных конусов 11, 12,сопряженных друг с другом меньшими основаниями конусов 13, 14, при этом ручьи 6, 7 размещены на боковых поверхностях конусов 13, 14 вдоль их образующих калибра 9, 10. Выполнение калибров составными позволяет высокотехнологично осуществлять нарезку ручьев 6 и 7 раздельно на фасонных половинках усеченных конусов 11, 12 с высоким классом точности и сложнопрофильным рельефом, что в известном чистовом калибре не всегда технически возможно и, следовательно, не всегда возможно получить арматуру с требуемыми от заказчика служебными свойствами. Калибры 9, 10 в форме усеченных конусов сопряжены между собой под прямым углом . В зависимости от формы профиля арматуры калибры 9, 10 могут быть сопряжены между собой под угломбольше или меньше прямого угла, что на чертеже условно не показано, в данном случае можно получать ромбические профили арматуры с круглыми или острыми вершинами профиля арматуры. Ручьи 6 и 7 могут быть размещены эквидистантно на боковых поверхностях конусов для получения высокоточного рельефа, что особенно характерно для мелкосортовой арматуры малого диаметра 38 мм. Конструкция нового разъемного чистового калибра позволяет нарезать в нем ручьи 6,7 размещены с переменным шагом Т на боковых поверхностях конусов 9 и 10, что расширяет ассортимент получаемого рельефа на арматуре в одном калибре, что в известном калибре вообще недостижимо. Данная задача осуществляется путем несимметричной сборки - сопряжения конусов 9, 10. Получаемая арматура 8 с направлением выступов 15 с 3 1183 разным шагом на полуповерхностях стержня способствует заклиниванию арматуры 8 в бетоне при смещении, т.е. увеличивает сопротивление скручивания. Технологическая схема формообразования такой арматуры заключается в обжатии в валковом разъемном чистовом калибре круглого холоднотянутого или холоднокатаного прутка. Формирование рельефа на боковых гранях конусов 9, 10 формообразуемого профиля является процессом заполнения ручьев 6, 7 на стенках калибра деформируемым металлом. Арматура 8 по фиг. 3, получаемая в новой конструкции чистового калибра, представляет собой стержни без продольных ребер с расположенными под углом к продольной оси стержня поперечными выступами 15. Таким образом, новая конструкция чистового калибра упрощает технологию его изготовления, расширяет технологические возможности получения арматуры с различным профилем и рельефом и направлена на повышение качества арматуры за счет оптимизации геометрических параметров путем снижения погрешности размерной точности рельефа на арматуре. Чистовой калибр новой конструкции предполагается ввести в промышленный оборот на мелкосортовых станах в условиях РУП БМЗ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21B 1/02
Метки: чистовой, холоднодеформированной, калибр, арматуры
Код ссылки
<a href="https://by.patents.su/4-u1183-chistovojj-kalibr-dlya-holodnodeformirovannojj-armatury.html" rel="bookmark" title="База патентов Беларуси">Чистовой калибр для холоднодеформированной арматуры</a>
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Бобренок Геннадий Людвигович, Токмаков Вадим Анатольевич, Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Асанов Валерий Николаевич, Сокиркин Сергей Николаевич
МПК: B21H 1/02
Метки: заготовок, устройство, многоручьевой, прокатки, сортовых
Текст:
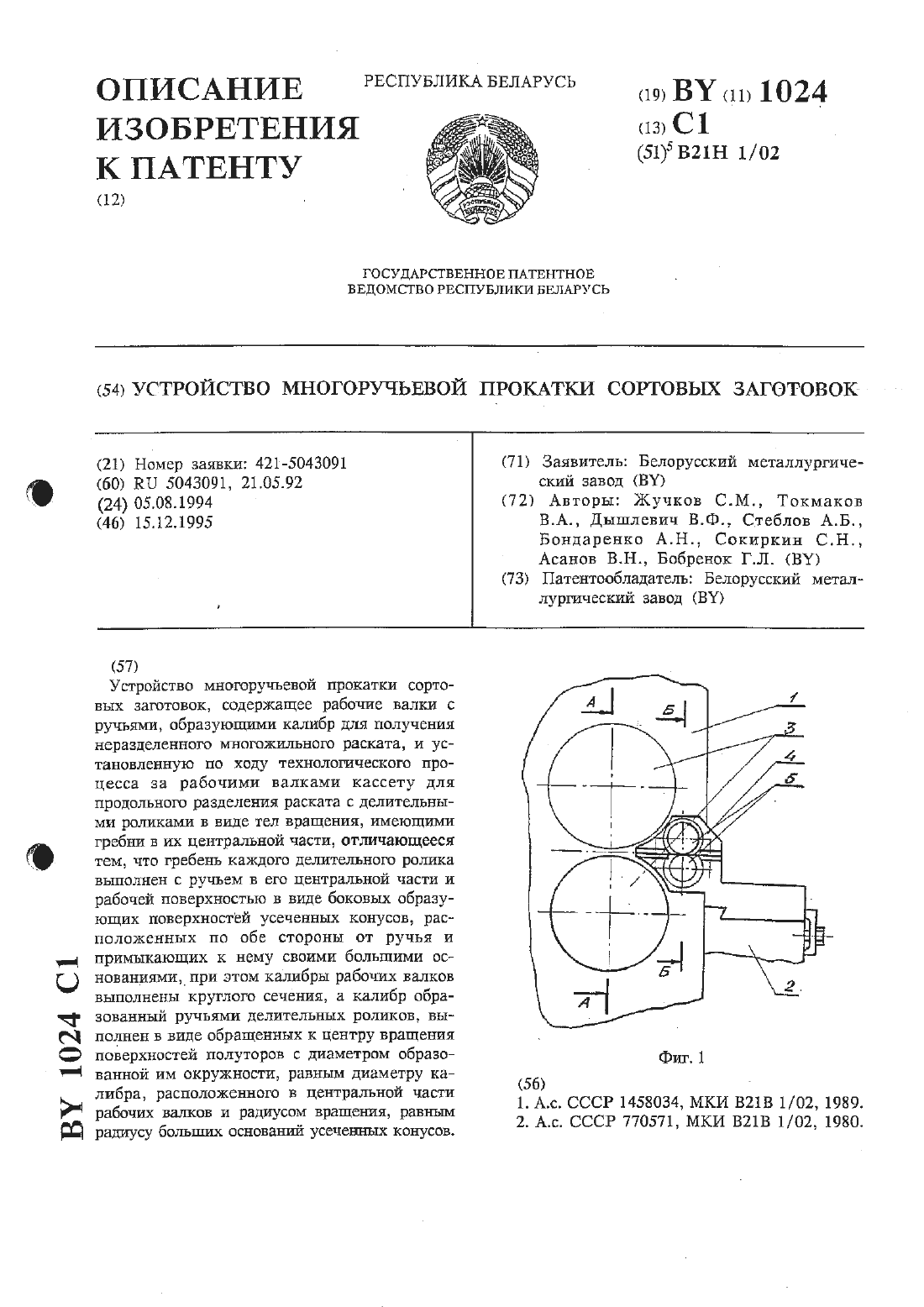
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
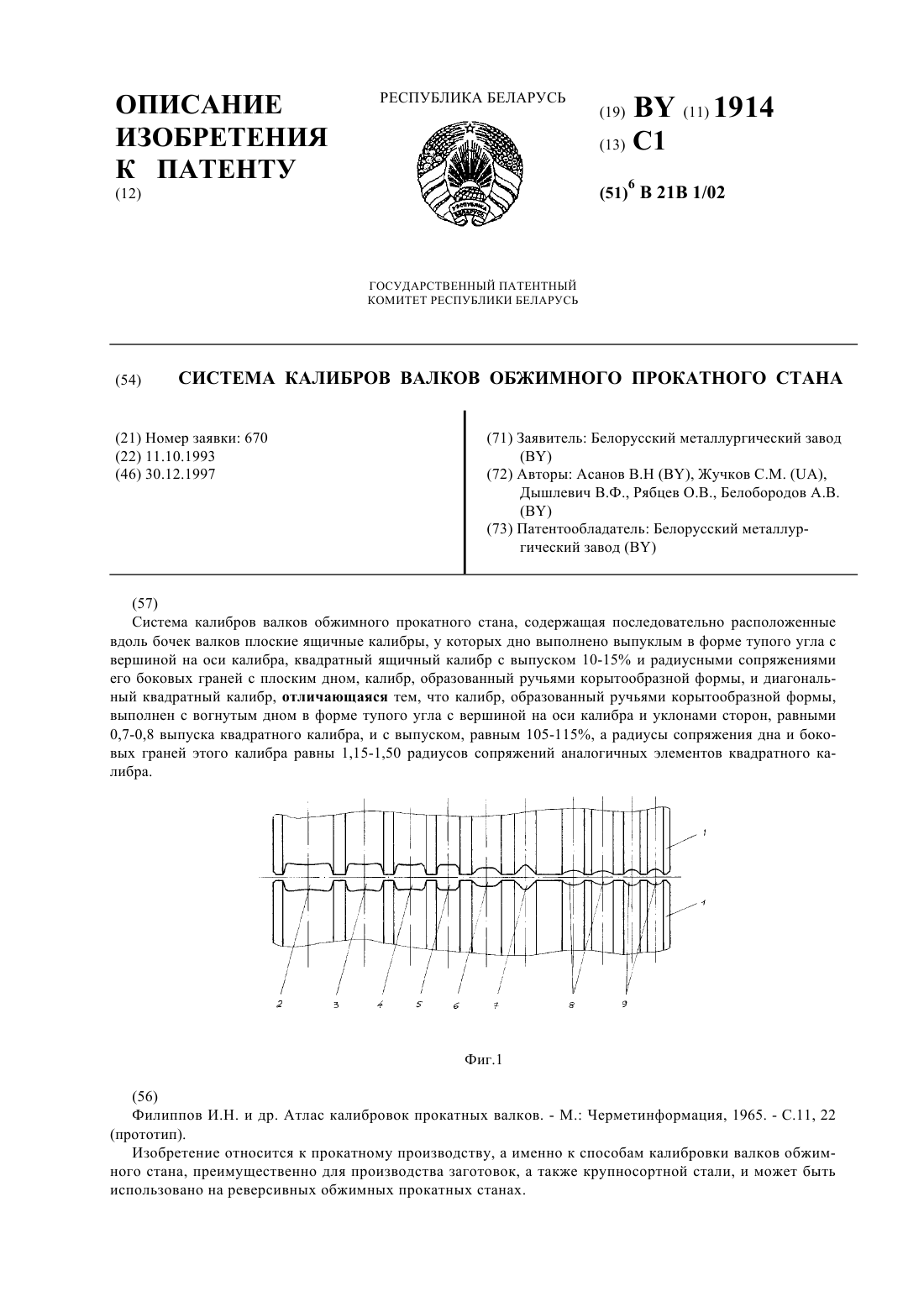
Система калибров валков обжимного прокатного стана
Номер патента: 1914
Опубликовано: 30.12.1997
Авторы: Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Рябцев Олег Викторович, Жучков Сергей Михайлович, Белобородов Александр Витальевич
МПК: B21B 1/02
Метки: стана, прокатного, валков, система, калибров, обжимного
Текст:
...раската, уменьшает удары раската о валки при захвате. Полученный в плоских ящичных калибрах раскат кантуют на 90 и прокатывают в квадратном ящичном калибре 5. Раскат, поступающий из квадратного ящичного калибра 5 (фиг.2), выполненного с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам 1, кантуют также на 90 и прокатывают в калибре 6, образованном ручьями корытообразной формы в их...
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Асанов Валерий Николаевич, Бондаренко Александр Николаевич, Ходырев Владимир Александрович
МПК: B21C 47/04, B21B 1/02
Метки: способ, профилей, арматурных, раската, разделением, продольным, прокатки
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Состав для антикоррозионного покрытия арматуры в ячеистом бетоне автоклавного твердения
Номер патента: 5320
Опубликовано: 30.06.2003
Авторы: Губская Алла Геннадьевна, Баньковский Леонид Данилович, ЦЫБУЛЬКО Надежда Николаевна
МПК: C04B 28/02, C09D 5/08
Метки: арматуры, покрытия, антикоррозионного, ячеистом, бетоне, твердения, автоклавного, состав
Текст:
...жизнеспособности состава покрытия. Поставленная задача решается путем использования для антикоррозионной защиты арматуры в ячеистом бетоне автоклавного твердения состава, содержащего в качестве органического связующего смесь сложного олигоэфира и бутадиенстирольного латекса, в качестве наполнителя - пыль из электрофильтров печей обжига цементного клинкера, а в качестве ингибитора коррозии - щелочной сток производства капролактама (ЩСПК)...
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Горбанев Аркадий Алексеевич
МПК: B21B 1/02
Метки: непрерывного, система, калибровки, прокатного, стана, сортового, валков
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
Предыдущий патент: Устройство для термической обработки птицы, мяса и мясных изделий
Следующий патент: Дуговая сталеплавильная печь
Случайный патент: Стабилизатор термоокислительной деструкции полиэтилена