Способ термической обработки металла в колодцах
Текст
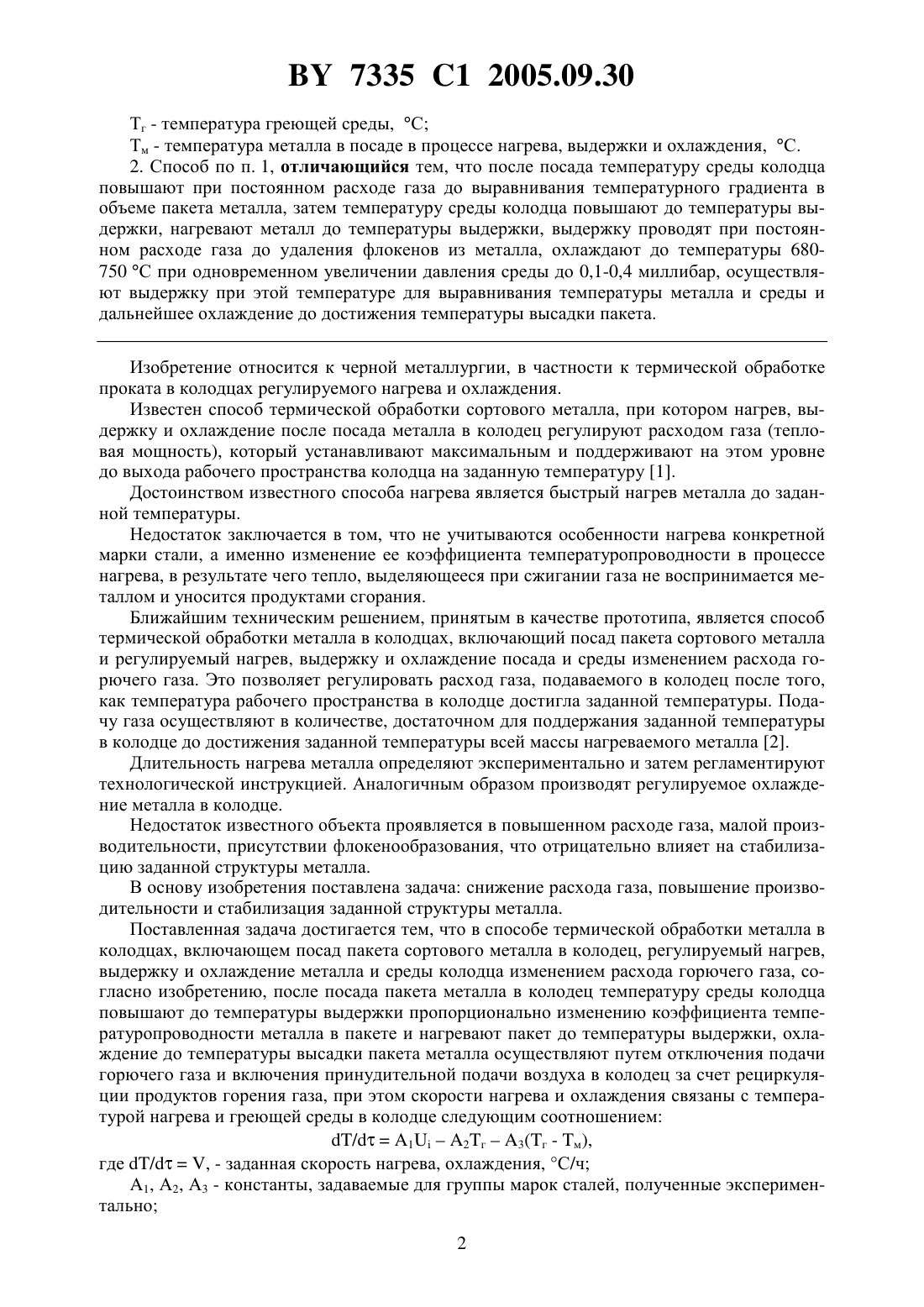
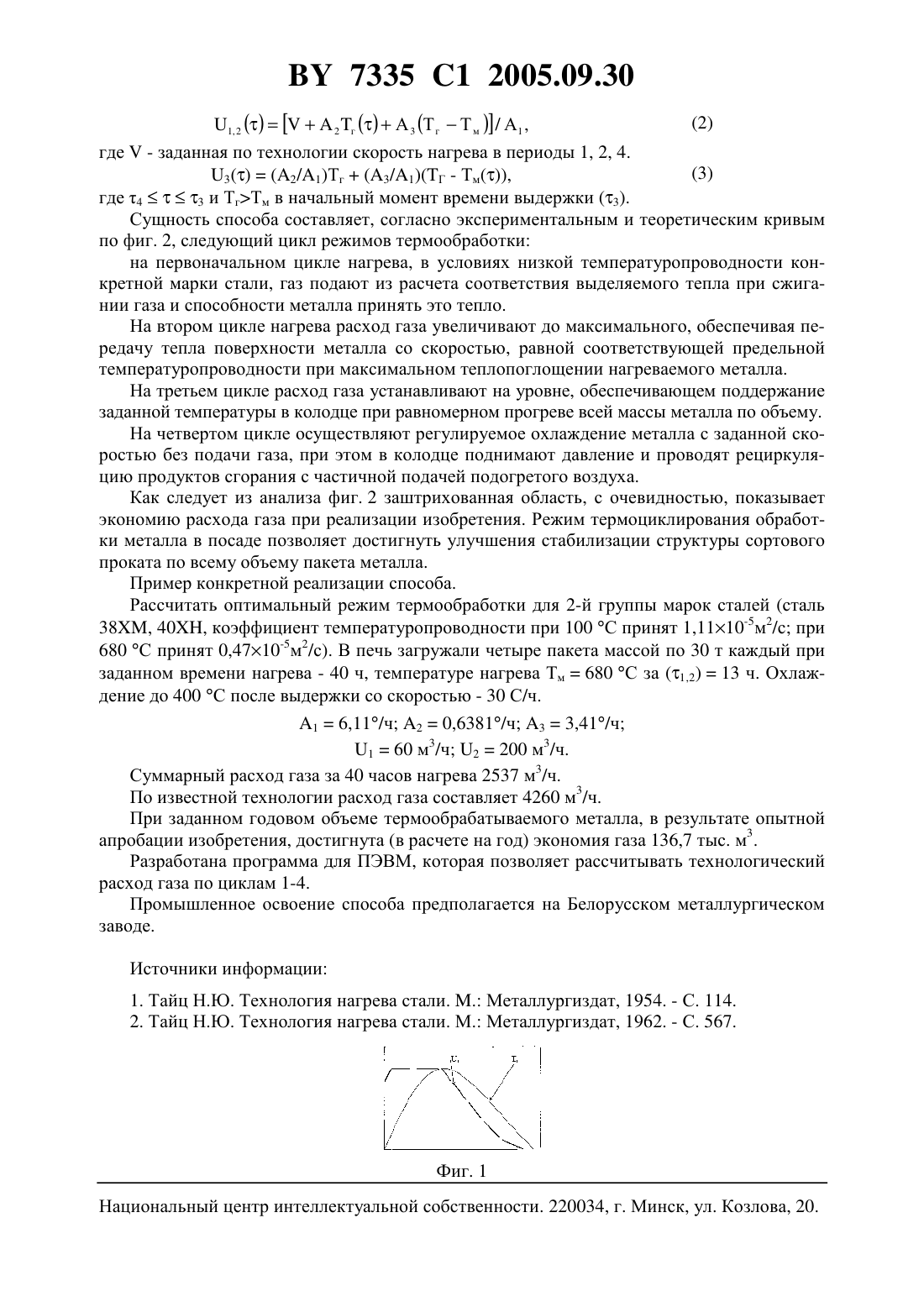
(51)21 9/70 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА В КОЛОДЦАХ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Филиппов Вадим Владимирович Тимошпольский Владимир Исаакович Стеблов Анвер Борисович Тимофеев Виктор Спиридонович Анисович Геннадий Анатольевич Трусова Ирина Александровна Тищенко Владимир Андреевич Хлебцевич Всеволод Алексеевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Способ термической обработки металла в колодцах, включающий посад пакета сортового металла в колодец, регулируемый нагрев, выдержку и охлаждение металла и среды колодца изменением расхода горючего газа, отличающийся тем, что после посада пакета металла в колодец температуру среды колодца повышают до температуры выдержки пропорционально изменению коэффициента температуропроводности металла в пакете и нагревают пакет до температуры выдержки, охлаждение до температуры высадки пакета металла осуществляют путем отключения подачи горючего газа и включения принудительной подачи воздуха в колодец за счет рециркуляции продуктов горения газа, при этом скорости нагрева и охлаждения связаны с температурой нагрева металла и греющей среды в колодце следующим соотношением/1 - А 2 Тг - А 3(Тг - Тм),где / - заданная скорость нагрева, охлаждения, С/ч А 1, А 2, А 3 - константы, задаваемые для группы марок сталей, полученные экспериментально- расход газа, задаваемый в различные периоды времени , м 3/ч 7335 1 2005.09.30 Тг - температура греющей среды, С Тм - температура металла в посаде в процессе нагрева, выдержки и охлаждения, С. 2. Способ по п. 1, отличающийся тем, что после посада температуру среды колодца повышают при постоянном расходе газа до выравнивания температурного градиента в объеме пакета металла, затем температуру среды колодца повышают до температуры выдержки, нагревают металл до температуры выдержки, выдержку проводят при постоянном расходе газа до удаления флокенов из металла, охлаждают до температуры 680750 С при одновременном увеличении давления среды до 0,1-0,4 миллибар, осуществляют выдержку при этой температуре для выравнивания температуры металла и среды и дальнейшее охлаждение до достижения температуры высадки пакета. Изобретение относится к черной металлургии, в частности к термической обработке проката в колодцах регулируемого нагрева и охлаждения. Известен способ термической обработки сортового металла, при котором нагрев, выдержку и охлаждение после посада металла в колодец регулируют расходом газа (тепловая мощность), который устанавливают максимальным и поддерживают на этом уровне до выхода рабочего пространства колодца на заданную температуру 1. Достоинством известного способа нагрева является быстрый нагрев металла до заданной температуры. Недостаток заключается в том, что не учитываются особенности нагрева конкретной марки стали, а именно изменение ее коэффициента температуропроводности в процессе нагрева, в результате чего тепло, выделяющееся при сжигании газа не воспринимается металлом и уносится продуктами сгорания. Ближайшим техническим решением, принятым в качестве прототипа, является способ термической обработки металла в колодцах, включающий посад пакета сортового металла и регулируемый нагрев, выдержку и охлаждение посада и среды изменением расхода горючего газа. Это позволяет регулировать расход газа, подаваемого в колодец после того,как температура рабочего пространства в колодце достигла заданной температуры. Подачу газа осуществляют в количестве, достаточном для поддержания заданной температуры в колодце до достижения заданной температуры всей массы нагреваемого металла 2. Длительность нагрева металла определяют экспериментально и затем регламентируют технологической инструкцией. Аналогичным образом производят регулируемое охлаждение металла в колодце. Недостаток известного объекта проявляется в повышенном расходе газа, малой производительности, присутствии флокенообразования, что отрицательно влияет на стабилизацию заданной структуры металла. В основу изобретения поставлена задача снижение расхода газа, повышение производительности и стабилизация заданной структуры металла. Поставленная задача достигается тем, что в способе термической обработки металла в колодцах, включающем посад пакета сортового металла в колодец, регулируемый нагрев,выдержку и охлаждение металла и среды колодца изменением расхода горючего газа, согласно изобретению, после посада пакета металла в колодец температуру среды колодца повышают до температуры выдержки пропорционально изменению коэффициента температуропроводности металла в пакете и нагревают пакет до температуры выдержки, охлаждение до температуры высадки пакета металла осуществляют путем отключения подачи горючего газа и включения принудительной подачи воздуха в колодец за счет рециркуляции продуктов горения газа, при этом скорости нагрева и охлаждения связаны с температурой нагрева и греющей среды в колодце следующим соотношением/12 г 3(г - м),где /, - заданная скорость нагрева, охлаждения, С/ч 1, А 2, А 3 - константы, задаваемые для группы марок сталей, полученные экспериментально 2- расход газа, задаваемый в различные периоды времениг - температура греющей среды м - температура металла в посаде в процессе нагрева, выдержки и охлаждения. В способе после посада температуру среды колодца повышают при постоянном расходе газа до выравнивания температурного градиента в объеме пакета металла, затем температуру среды колодца повышают до температуры выдержки, нагревают металл до температуры выдержки, выдержку проводят при постоянном расходе газа до удаления флокенов из металла, охлаждают до температуры 680-750 С при одновременном увеличении давления среды до 0,1-0,4 миллибар осуществляют выдержку при этой температуре для выравнивания температуры металла и среды и дальнейшее охлаждение до достижения температуры высадки пакета. Для лучшего понимания изобретение поясняют чертежом, где фиг. 1 - изменение расхода газа и температуры рабочего пространства колодца и металла по прототипу фиг. 2 - изменение расхода газа и температуры рабочего пространства колодца и металла по изобретению. Способ термической обработки металла осуществляют путем посада пакета сортового металла с комнатной температуры в колодец с заданной температурой среды. После посада по фиг. 2, кривая г, температуру среды колодца повышают до температуры выдержки пропорционально изменению коэффициента температуропроводности для заданной группы стали в пакете. Охлаждение металла после выдержки производят путем отключения подачи газа и включения принудительной подачи воздуха в колодец за счет рециркуляции продуктов горения газа до достижения температуры выгрузки пакета. После посада температуру среды колодца повышают при постоянном расходе газа по фиг. 2, кривая г, до выравнивания температурного градиента в объеме пакета, а нагрев до температуры выдержки производят путем увеличения расхода газа до достижения температуры выдержки со скоростью, соответствующей предельной температуропроводности металла посада, затем осуществляют выдержку при постоянном расходе газа для удаления флокенов, при этом охлаждение осуществляют с одновременным увеличением давления среды до 0,1-0,4 миллибар с выдержкой при температуре 680-750 С для выравнивания температуры посада и среды и дальнейшим охлаждением до достижения температуры высадки пакета. Увеличение давления среды до 0,1-0,4 миллибар с выдержкой при температуре 680-750 С способствует стабилизации структуры металлической решетки в центральной части объема пакета металла и в периферийной части. Заданную скорость нагрева, охлаждения в зависимости от массы металла и марки стали связывают с температурой нагрева и греющей среды в колодце следующим экспериментально найденным соотношением/12 г 3(г - м),где /, С/ч - заданная скорость нагрева, охлаждения в зависимости от массы металла и марки стали г - температура греющей среды м - температура металла в посаде в процессе нагрева, выдержки и охлаждения 1, 2, А 3 - константы, задаваемые для группы марок сталей, полученные экспериментально- расход газа, задаваемый в различные периоды времени .. 1, 2 ( )периоды нагрева 1 и 2,( )3 период выдержки, ( )период охлаждения.4(2) 1, 2 ( )2 гА 3 (Т гТ м ) / А 1 ,где- заданная по технологии скорость нагрева в периоды 1, 2, 4.(3) 3(2/1)Тг(3/1)(Г - Тм(,где 43 и ТгТм в начальный момент времени выдержки (3). Сущность способа составляет, согласно экспериментальным и теоретическим кривым по фиг. 2, следующий цикл режимов термообработки на первоначальном цикле нагрева, в условиях низкой температуропроводности конкретной марки стали, газ подают из расчета соответствия выделяемого тепла при сжигании газа и способности металла принять это тепло. На втором цикле нагрева расход газа увеличивают до максимального, обеспечивая передачу тепла поверхности металла со скоростью, равной соответствующей предельной температуропроводности при максимальном теплопоглощении нагреваемого металла. На третьем цикле расход газа устанавливают на уровне, обеспечивающем поддержание заданной температуры в колодце при равномерном прогреве всей массы металла по объему. На четвертом цикле осуществляют регулируемое охлаждение металла с заданной скоростью без подачи газа, при этом в колодце поднимают давление и проводят рециркуляцию продуктов сгорания с частичной подачей подогретого воздуха. Как следует из анализа фиг. 2 заштрихованная область, с очевидностью, показывает экономию расхода газа при реализации изобретения. Режим термоциклирования обработки металла в посаде позволяет достигнуть улучшения стабилизации структуры сортового проката по всему объему пакета металла. Пример конкретной реализации способа. Рассчитать оптимальный режим термообработки для 2-й группы марок сталей (сталь 38, 40, коэффициент температуропроводности при 100 С принят 1,1110-5 м 2/с при 680 С принят 0,4710-5 м 2/с). В печь загружали четыре пакета массой по 30 т каждый при заданном времени нагрева - 40 ч, температуре нагрева Тм 680 С за (1,2)13 ч. Охлаждение до 400 С после выдержки со скоростью - 30 С/ч. 16,11/ч 20,6381/ч 33,41/ч 160 м 3/ч 2200 м 3/ч. Суммарный расход газа за 40 часов нагрева 2537 м 3/ч. По известной технологии расход газа составляет 4260 м 3/ч. При заданном годовом объеме термообрабатываемого металла, в результате опытной апробации изобретения, достигнута (в расчете на год) экономия газа 136,7 тыс. м 3. Разработана программа для ПЭВМ, которая позволяет рассчитывать технологический расход газа по циклам 1-4. Промышленное освоение способа предполагается на Белорусском металлургическом заводе. Источники информации 1. Тайц Н.Ю. Технология нагрева стали. . Металлургиздат, 1954. - С. 114. 2. Тайц Н.Ю. Технология нагрева стали. М. Металлургиздат, 1962. - С. 567. Фиг. 1 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C21D 9/70
Метки: обработки, способ, колодцах, металла, термической
Код ссылки
<a href="https://by.patents.su/4-7335-sposob-termicheskojj-obrabotki-metalla-v-kolodcah.html" rel="bookmark" title="База патентов Беларуси">Способ термической обработки металла в колодцах</a>
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Фридрих Прайсер, Ральф Шустер, Пауль Хайльманн
МПК: C21D 1/74
Метки: способ, изделий, термической, обработки
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Способ термической обработки сталей
Номер патента: 1129
Опубликовано: 14.03.1996
Авторы: Тявловский Михаил Доминикович, Ракитский Владимир Михайлович, Лось Мечислав Николаевич, Бондарь Олег Владимирович, Степанович Павел Павлович
Метки: сталей, обработки, способ, термической
Текст:
...решение которой направлено изобретение, состоит в том, чтобы повысить твердость и стойкость изделия.разом в способе термической обработки сталей обработку холодом ведут в три этапа, на первом из которых изделшя охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 шт толщины изделия, на третьем этапе изделия...
Способ термической обработки проката
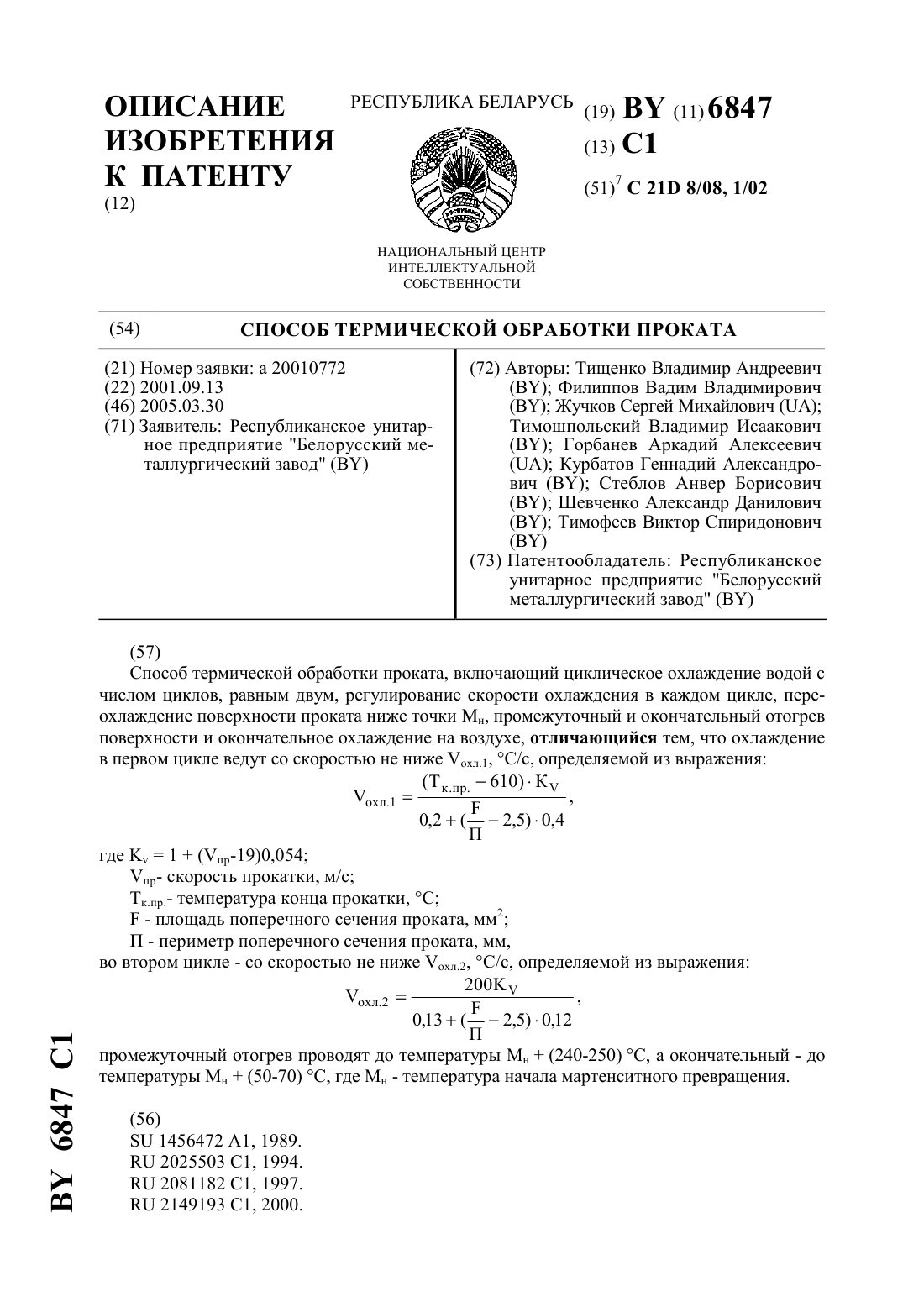
Номер патента: 6847
Опубликовано: 30.03.2005
Авторы: Курбатов Геннадий Александрович, Тищенко Владимир Андреевич, Горбанев Аркадий Алексеевич, Шевченко Александр Данилович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Тимофеев Виктор Спиридонович, Жучков Сергей Михайлович, Филиппов Вадим Владимирович
Метки: обработки, проката, способ, термической
Текст:
...и температуру конца прокатки на стане, а также геометрические параметры прокатываемого профиля. Заявляемые зависимости, определяющие скорости охлаждения проката в каждом цикле установлены на основании математической обработки экспериментальных данных, полученных в процессе проведения исследований по разработке заявляемого способа. Результаты исследований показали, что для решения поставленной в изобретении задачи - повышения...
Литейный сплав для седел клапанов и способ его термической обработки
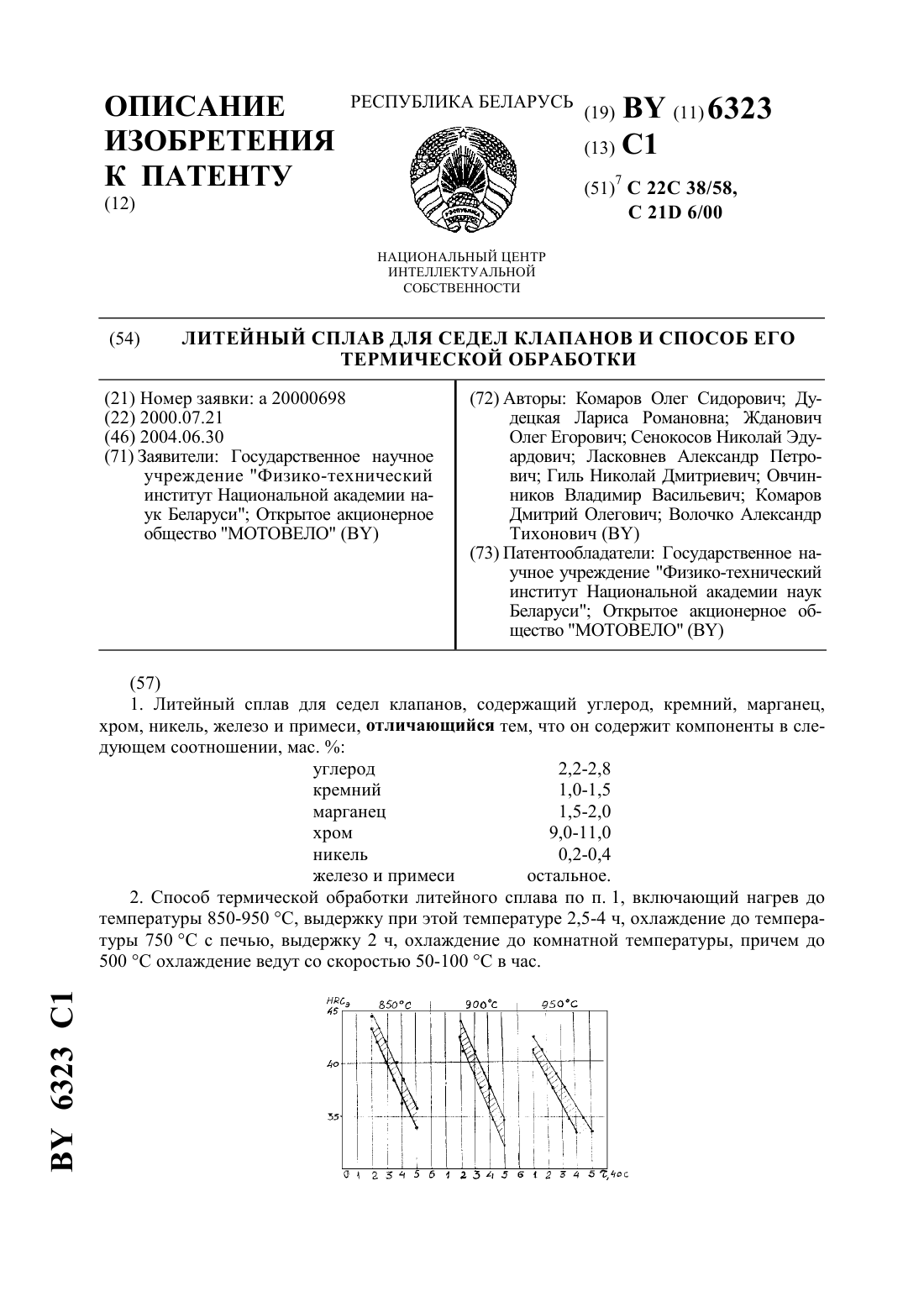
Номер патента: 6323
Опубликовано: 30.06.2004
Авторы: Ласковнев Александр Петрович, Жданович Олег Егорович, Комаров Дмитрий Олегович, Гиль Николай Дмитриевич, Сенокосов Николай Эдуардович, Комаров Олег Сидорович, Волочко Александр Тихонович, Овчинников Владимир Васильевич, Дудецкая Лариса Романовна
МПК: C21D 6/00, C22C 38/58
Метки: седел, сплав, термической, способ, клапанов, обработки, литейный
Текст:
...по сравнению со сплавом - прототипом компенсируется по 3 6323 1 вышенным содержанием марганца, оба эти элемента повышают устойчивость аустенита в критической области и способствуют сфероидизации карбидов при эвтектоидном превращении. При содержании никеля менее 0,2 его положительное влияние на свойства сплава не проявляется, при содержании более 0,4 и повышенном содержании марганца происходит стабилизация аустенита и падает износостойкость....
Способ термической обработки рельсов
Номер патента: 2041
Опубликовано: 30.03.1998
Авторы: Альфред Мозер, Георг ПРСКАВЕТЦ, Петер Пойнтер
МПК: C21D 6/04
Метки: обработки, термической, рельсов, способ
Текст:
...медленного охлаждения к относительно быстрому охлаждению в ванне. При достижении или сразу после достижения точки кипения заготовку необходимо извлекать, если необходимо избежать чрезмерно быстрого охлаждения, и установления пленочного кипения таким образом, что зона головки рельса до глубины от 20 до 25 мм позволяет добиться оптимального образования перлита, приводит после извлечения к тому, что расположенные более глубоко зоны...