Способ производства заготовок на реверсивном стане
Номер патента: 8958
Опубликовано: 28.02.2007
Авторы: Маточкин Виктор Аркадьевич, Эндерс Владимир Владимирович, Стеблов Анвер Борисович, Бондаренко Александр Николаевич, Тимошпольский Владимир Исаакович, Мандель Николай Львович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Трусова Ирина Александровна, Андрианов Николай Викторович, Горбанев Аркадий Алексеевич
Текст
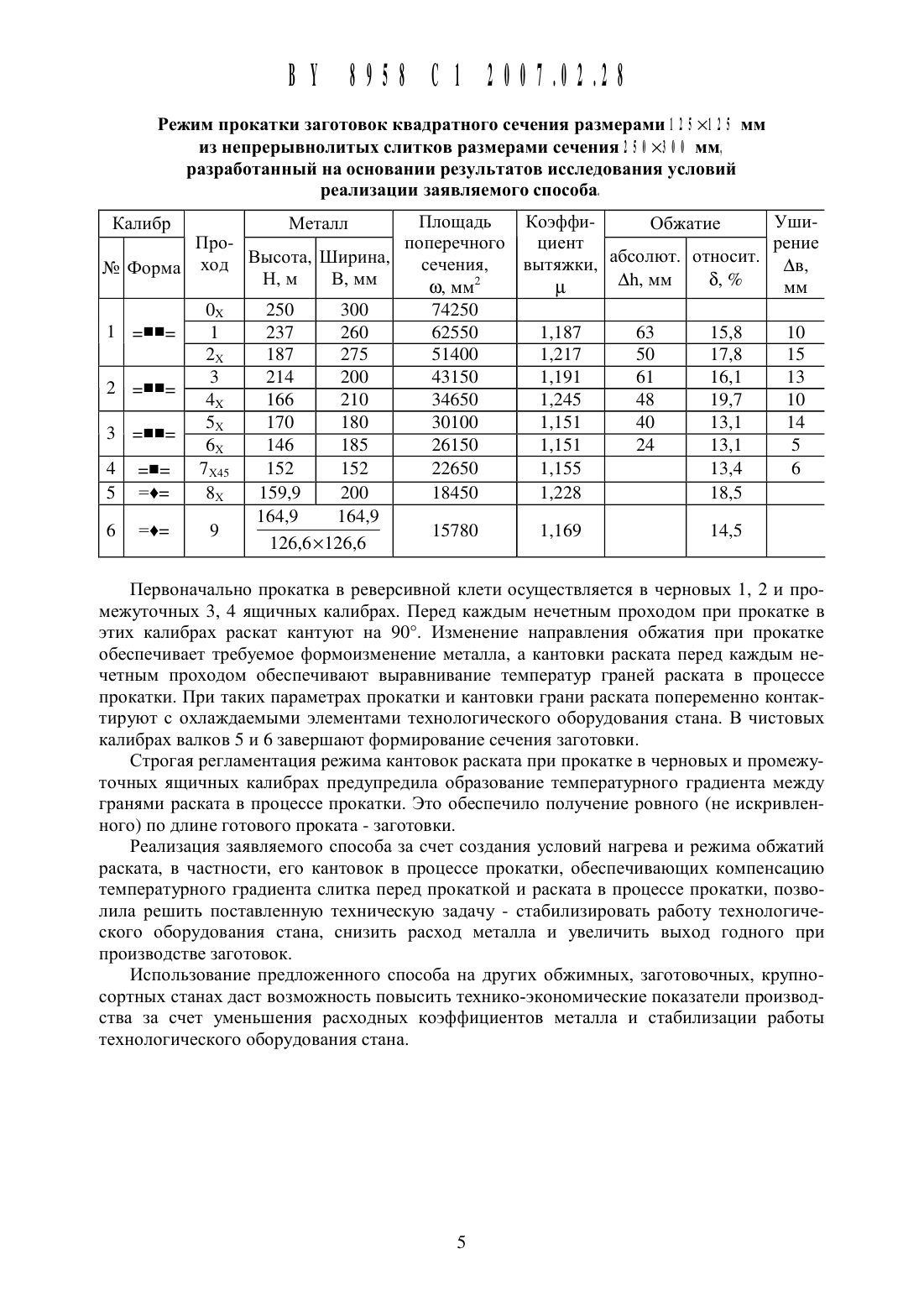
Изобретение относится К прокатному производству, в частности, К технологии прокатки заготовок И крупносортных профилей, преимущественно квадратного и круглого сечений, из слитков (блюмов), полученных непрерывной разливкой, и может быть использовано на реверсивных обжимных, заготовочнь 1 х и крупносортных прокатных станах.Известны способы производства заготовок на реверсивном стане, включающие нагрев заготовок до температуры прокатки в нагревательной печи, транспортирование к рабочей клети реверсивного стана, последовательную прокатку в черновых и промежуточных ящичнь 1 х калибрах и чистовых калибрах валков с кантовками раската при передаче из калибра в калибр перед нечетными проходами 1-4.Недостатком известных способов является снижение качества готового проката - заготовок вследствие их искривления при выходе из чистового калибра и в процессе прокатки,вызванного различием температуры граней слитка, подаваемого под прокатку, и раската в процессе прокатки. Это обусловлено тем, что при транспортировании слитка к рабочей клети, а также в процессе реверсивной прокатки температура граней слитка и раската неодинакова вследствие различия энтропии граней слитка и раската, от конвективного и лучевого теплообмена и контактного теплообмена этих граней с охлаждаемыми элементами технологического оборудования стана. Искривление по длине раската в процессе прокатки затрудняет работу технологического оборудования стана (линеек манипулятора), в отдельных случаях приводит к возникновению аварийных ситуаций на стане, что увеличивает расходный коэффициент металла и количество брака.В качестве прототипа принят способ производства заготовок на реверсивном стане,включающий нагрев заготовок до температуры прокатки в нагревательной печи, транспортирование к рабочей клети реверсивного стана, последовательную прокатку в черновых и промежуточных ящичнь 1 х калибрах и чистовых калибрах валков с кантовками раската при передаче из калибра в калибр перед нечетными проходами 5.Недостатком прототипа является сложные условия работы технологического оборудования стана при его реализации, низкий коэффициент использования металла и снижение выхода годного при производстве заготовок. Это вызвано тем, что в процессе прокатки раскат, а при выходе из чистового калибра заготовки - искривляются. Это происходит изза различия температуры различных граней слитка, подаваемого под прокатку, и раската в процессе прокатки, обусловленного различием энтропии граней слитка и раската от конвективного и лучевого теплообмена и контактного теплообмена этих граней с охлаждаемыми элементами технологического оборудования стана при транспортировании слитка к рабочей клети, а также в процессе реверсивной прокатки. Указанные обстоятельства вь 1 зывают искривление по длине раската в процессе прокатки, что затрудняет работу технологического оборудования стана (линеек манипулятора), а в отдельных случаях приводит к возникновению аварийных ситуаций на стане и расходного коэффициента металла увеличению. Искривление по длине заготовок после прокатки является браковочным признаком.Как показали расчеты и экспериментальные исследования, выполненные на стане 850 Республиканского унитарного предприятия Белорусский металлургический завод (РУП БМЗ), поверхности раската, контактирующие охлаждаемыми элементами технологического оборудования стана при транспортировании слитка к рабочей клети, а также в процессе реверсивной прокатки с роликами раскатных полей, расположенных перед и за реверсивной клетью, охлаждаются интенсивнее. Температура металла перед прокаткой и в процессе прокатки не успевает выровняться за счет внутреннего тепла, и поэтому прокатка происходит при значительном температурном градиенте между гранями раската, что приводит к искривлению заготовок и раската.Задача, рещаемая изобретением, состоит в создании условий нагрева и режима обжатий раската, в частности, его кантовок в процессе прокатки, обеспечивающих компенсацию температурного градиента слитка, подаваемого под прокатку, и раската в процессе прокатки, происходящего из-за энтропии граней слитка и раската от конвективного и лу ВУ 8958 С 1 200741248чевого теплообмена И контактного теплообмена этих граней с охлаждаемыми элементами технологического оборудования стана при транспортировании слитка К рабочей клети, а также в процессе реверсивной прокатки с кантовками раската.Технический результат, Достигаемый при использовании изобретения, состоит в стабилизации работы технологического оборудования стана, повышении коэффициента использования металла и выхода годного при производстве заготовок.Решение поставленной задачи обеспечивается тем, что в способе производства заготовок на реверсивном стане, включающем нагрев слитков до температуры прокатки в нагревательной печи, транспортирование к рабочей клети реверсивного стана, последовательную прокатку в черновых и промежуточных ящичных калибрах и чистовых калибрах валков с кантовками раската при передаче из калибра в калибр перед нечетными проходами, согласно изобретению, нагрев слитков в нагревательной печи с верхним и нижним подводом тепла к слиткам ведут с дифференцированной подачей тепла на верхнюю и нижнюю грань слитка, причем температуру нагрева под прокатку верхней грани слитка поддерживают уменьшенной по отношению к температуре нагрева под прокатку нижней грани слитка, а кантовки раската при прокатке в черновых и промежуточных ящичных калибрах осуществляют перед каждым нечетным проходом.В способе температуру нагрева под прокатку верхней грани слитка устанавливают равной О,94-О,98 температуры нагрева под прокатку нижней грани слитка.Сравнение с прототипом показывает, что заявляемый способ производства заготовок на реверсивном стане отличается тем, что нагрев слитков в нагревательной печи ведут с дифференцированной подачей тепла на верхнюю и нижнюю грань слитка, причем температуру нагрева под прокатку верхней грани слитка поддерживают уменьшенной по отношению к температуре нагрева под прокатку нижней грани слитка, а кантовки раската при прокатке в черновых и промежуточных ящичных калибрах осуществляют перед каждым нечетным проходом, при этом температуру нагрева под прокатку верхней грани слитка устанавливают равной О,94-О,98 температуры нагрева под прокатку нижней грани слитка.Следовательно, заявляемый способ соответствует критерию новизна.Сравнение с другими техническими решениями в данной области техники показало,что известен способ производства заготовок на реверсивном стане, в котором для обеспечения требуемого формоизменения металла режимом обжатий предусматривается кантовка раската перед нечетными проходами, в частности перед третьим, пятым, девятым тринадцатым и пятнадцатым 5. При реализации этого режима обжатий прокатка в пятом-восьмом и девятом-двенадцатом проходах сопровождается увеличением разницы температур между гранями раската вследствие того, что одна из его граней, контактирующая охлаждаемыми элементами технологического оборудования стана охлаждается интенсивнее. Это вызывает возникновение температурного градиента между гранями раската,приводящего к его искривлению. В этой связи режим обжатий, реализуемый в известном техническом решении не может быть рекомендован для решения поставленной задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень.Способ осуществляется следующим образом.Исходный слиток (непрерывнолитой блюм) прямоугольного сечения, нагревают до температуры прокатки в нагревательной печи с верхним и нижним подводом тепла к слиткам. Нагрев слитков в нагревательной печи осуществляют с дифференцированной подачей тепла на верхнюю и нижнюю их грани. При этом температуру нагрева под прокатку верхней грани слитка поддерживают уменьшенной по отношению к температуре нагрева под прокатку нижней грани заготовки. Исследования, выполненные в условиях реверсивного обжимного стана 850 РУП БМЗ при прокатке заготовок квадратного сечения размерами 125125 мм из непрерывнолитых слитков размерами сечения 3 ОО 4 ОО мм широкого марочного сортамента (низко-, средне- и высокоуглеродистых, подшипниковых,инструментальных, низколегированных и других марок стали), показали, что в этом слу ВУ 8958 С 1 200711218чае температура нагрева под прокатку верхней грани Твд заготовки должна составлять 0,94-0,98 температуры нагрева под прокатку нижней грани Тнд заготовки.Нагретый блюм по рольгангу транспортируют К рабочей клети реверсивного стана. В процессе транспортирования нижняя грань слитка, контактирующая охлаждаемыми элементами технологического оборудования стана, охлаждается интенсивнее. Температурный градиент между гранями слитка, созданный в процессе транспортирования, компенсируется созданной ранее неравномерностью нагрева под прокатку верхней и нижней граней слитка.В этой связи, если отношение Твд / ТЮ, будет меньше 0,94, то будет недогрета верхняя грань заготовки если ТЕ, / Т, будет больше 0,98, то она будет перегрета. И в том и в другом случае это приведет к искривлению раската в процессе прокатки, так как либо не будет компенсирован температурный градиент между гранями слитка, создаваемый в процессе транспортирования слитка к реверсивной клети, либо созданная ранее неравномерность нагрева под прокатку верхней и нижней граней слитка будет больше требуемой для компенсации этого градиента.Перед первым проходом слиток кантуют на 90. Этим предупреждается возможность увеличения градиента температур между гранями раската в процессе последующей прокатки в первом черновом ящичном калибре.Прокатку в реверсивной клети осуществляют первоначально в черновых и промежуточных ящичных калибрах. Окончательное формирование сечения заготовки осуществляют в чистовых калибрах валков. В процессе прокатки в черновых и промежуточных ящичных калибрах для изменения направления обжатия и обеспечения требуемого формоизменения металла раскат кантуют на 90. Кантовки раската при прокатке в черновых и промежуточных ящичных калибрах осуществляют перед каждым нечетным проходом. При прокатке заготовок квадратного сечения в качестве чистовых калибров используют предчистовой ромбический и чистовой квадратный диагональный калибры. Перед прокаткой в предчистовом калибре раскат кантуют на 45, а перед прокаткой в чистовом калибре раскат кантуют на 90.Кантовки раската перед каждым нечетным проходом при прокатке в черновых и промежуточных ящичнь 1 х калибрах обеспечивает выравнивание температур граней раската в процессе прокатки за счет того, что все грани попеременно контактируют с охлаждаемь 1 ми элементами технологического оборудования стана (роликами раскатных полей) в процессе реверсивной прокатки. Это предупреждает искривление раската по его длине в процессе прокатки. Указанные обстоятельства благоприятно сказываются на работе технологического оборудования стана, предупреждает возможность создания аварийной ситуации на стане, вызванной манипуляциями с искривленным раскатом, что предупреждает увеличение расходного коэффициента металла. Выравнивание температур граней раската в процессе прокатки способствует получению ровного (не искривленного) по длине готового проката - заготовки, что предупреждает увеличение количества брака.На основании результатов экспериментальных исследований, определяющих условия реализации заявляемого способа, выполненных на стане 850 РУП БМЗ при прокатке заготовок квадратного сечения размерами 125125 мм из непрерывнолитых слитков размерами сечения 250300 мм из различных марок стали, широкого сортамента разработаны новые режимы прокатки заготовок, опробованные на этом стане. В таблице приведен типовой режим прокатки, разработанный на основании результатов исследования условий реализации заявляемого способа.Средняя температура нагрева блюмов под прокатку сталей сортамента стана 850 РУП БМЗ колеблется в пределах 1160-1270 С. По абсолютной величине температурный перепад между верхней Твд и нижней Т, гранями заготовки составлял при прокатке различных марок стали порядка 30-50 С. Это обеспечило компенсацию температурного градиента между гранями слитка, созданного в процессе транспортирования.Режим прокатки заготовок квадратного сечения размерами 1 2 5 1 2 5 ммиз непрерывнолитых слитков размерами сечения 2 5 0 3 0 0 мм,разработанный на основании результатов исследования условий реализации заявляемого способа.поперечного циент рение же Высота, Ширина, сечения ВЫТЯЖКИ абсолют. относит. АВ Н, м В, мм и А 11, мм б, ММ 74250 2Первоначально прокатка в реверсивной клети осуществляется в черновых 1, 2 и промежуточных 3, 4 ЯЩИЧНЬ 1 Х калибрах. Перед каждым нечетным проходом при прокатке в этих калибрах раскат кантуют на 9 О. Изменение направления обжатия при прокатке обеспечивает требуемое формоизменение металла, а кантовки раската перед каждым нечетным проходом обеспечивают выравнивание температур граней раската в процессе прокатки. При таких параметрах прокатки и кантовки грани раската попеременно контактируют с охлаждаемыми элементами технологического оборудования стана. В чистовых калибрах валков 5 и 6 завершают формирование сечения заготовки.Строгая регламентация режима кантовок раската при прокатке в черновых и промежуточных ЯЩИЧНЬ 1 Х калибрах предупредила образование температурного градиента между гранями раската в процессе прокатки. Это обеспечило получение ровного (не искривленного) по длине готового проката - заготовки.Реализация заявляемого способа за счет создания условий нагрева и режима обжатий раската, в частности, его кантовок в процессе прокатки, обеспечивающих компенсацию температурного градиента слитка перед прокаткой и раската в процессе прокатки, позволила решить поставленную техническую задачу - стабилизировать работу технологического оборудования стана, снизить расход металла и увеличить выход годного при производстве заготовок.Использование предложенного способа на других обжимных, заготовочных, крупносортнь 1 х станах даст возможность повысить технико-экономические показатели производства за счет уменьшения расходных коэффициентов металла И стабилизации работы технологического оборудования стана.
МПК / Метки
МПК: B21B 1/02
Метки: реверсивном, способ, производства, стане, заготовок
Код ссылки
<a href="https://by.patents.su/6-8958-sposob-proizvodstva-zagotovok-na-reversivnom-stane.html" rel="bookmark" title="База патентов Беларуси">Способ производства заготовок на реверсивном стане</a>
Способ прокатки заготовок на реверсивном стане
Номер патента: 8306
Опубликовано: 30.08.2006
Авторы: Ленартович Дмитрий Владимирович, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Горбанев Аркадий Алексеевич, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Рябцев Олег Викторович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Стеблов Анвер Борисович
МПК: B21B 1/02
Метки: реверсивном, прокатки, способ, стане, заготовок
Текст:
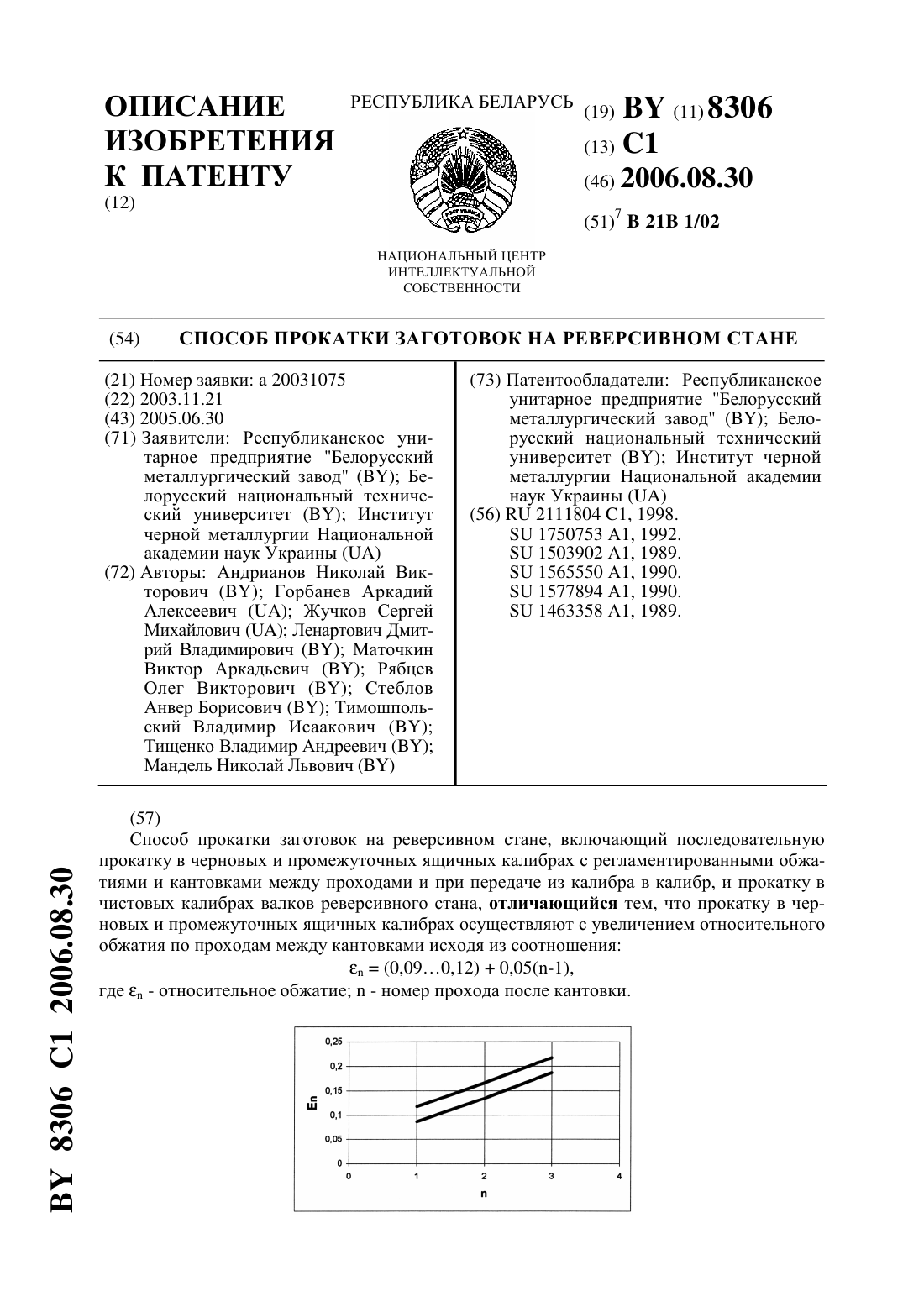
...способа приведет к невозможности получения заготовок с одинаковыми размерами по длине. Поэтому известное техническое решение не может быть рекомендовано для решения поставленной задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень. Изобретение поясняется чертежом, где на фигуре представлена зависимость изменения относительного обжатия по проходам между кантовками, полученная на основании...
Способ прокатки заготовок на обжимном стане
Номер патента: 8805
Опубликовано: 30.12.2006
Авторы: Рябцев Олег Викторович, Бондаренко Александр Николаевич, Горбанев Аркадий Алексеевич, Анелькин Николай Иванович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Бабков Петр Александрович, Луценко Владислав Анатольевич
МПК: B21B 1/02
Метки: способ, заготовок, прокатки, стане, обжимном
Текст:
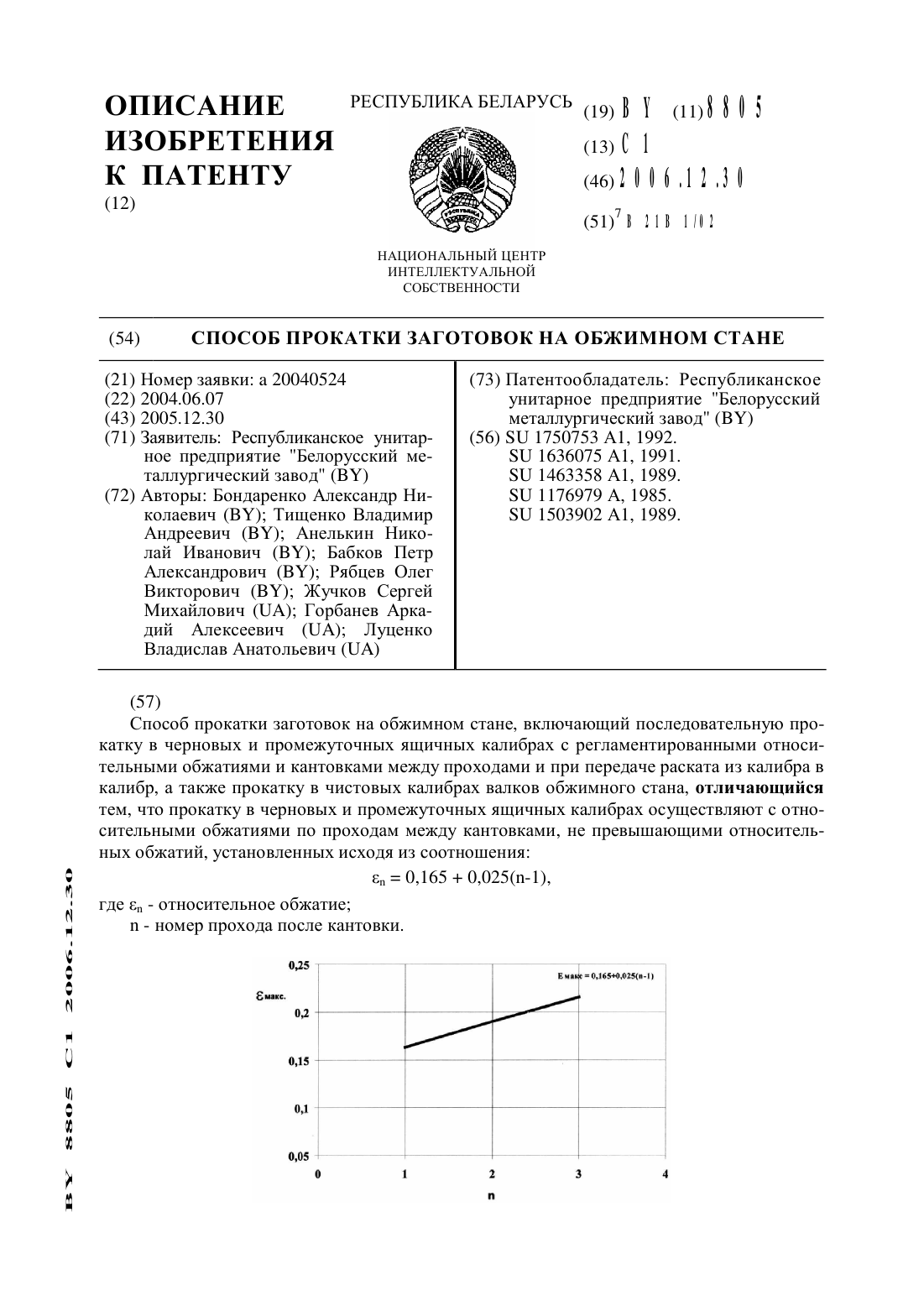
...- номер прохода после кантовки.Зависимость, устанавливающая величины максимальных относительных обжатий, превышение которых приведет к трещинообразованию при прокатке, получена на основании результатов экспериментальных исследований, результаты которых были обработаны с помощью методов математической статистики. Целью этих исследований было определение оптимальных условий деформации металла при прокатке заготовок из непрерывнолитых...
Способ производства сортового проката и катанки на непрерывном стане
Номер патента: 6987
Опубликовано: 30.06.2005
Авторы: Курбатов Геннадий Александрович, Филиппов Вадим Владимирович, Жучков Сергей Михайлович, Стеблов Анвер Борисович, Бобренок Геннадий Людвигович, Шевченко Александр Данилович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич
МПК: B21B 1/18
Метки: непрерывном, сортового, катанки, проката, стане, производства, способ
Текст:
...ее переднему концу. При этом градиент увеличения температуры нагрева заготовки от ее переднего конца к заднему концуустанавливают исходя из соотношения 2,пр полученного в результате статистической обработки экспериментальных данных при производстве сортового проката и катанки широкого размерного сортамента из заготовок квадратного сечения размерами 8080, 100100, 125125, 150150 мм на непрерывных проволочных станах 250 Енакиевского метзавода,...
Способ прокатки заготовок
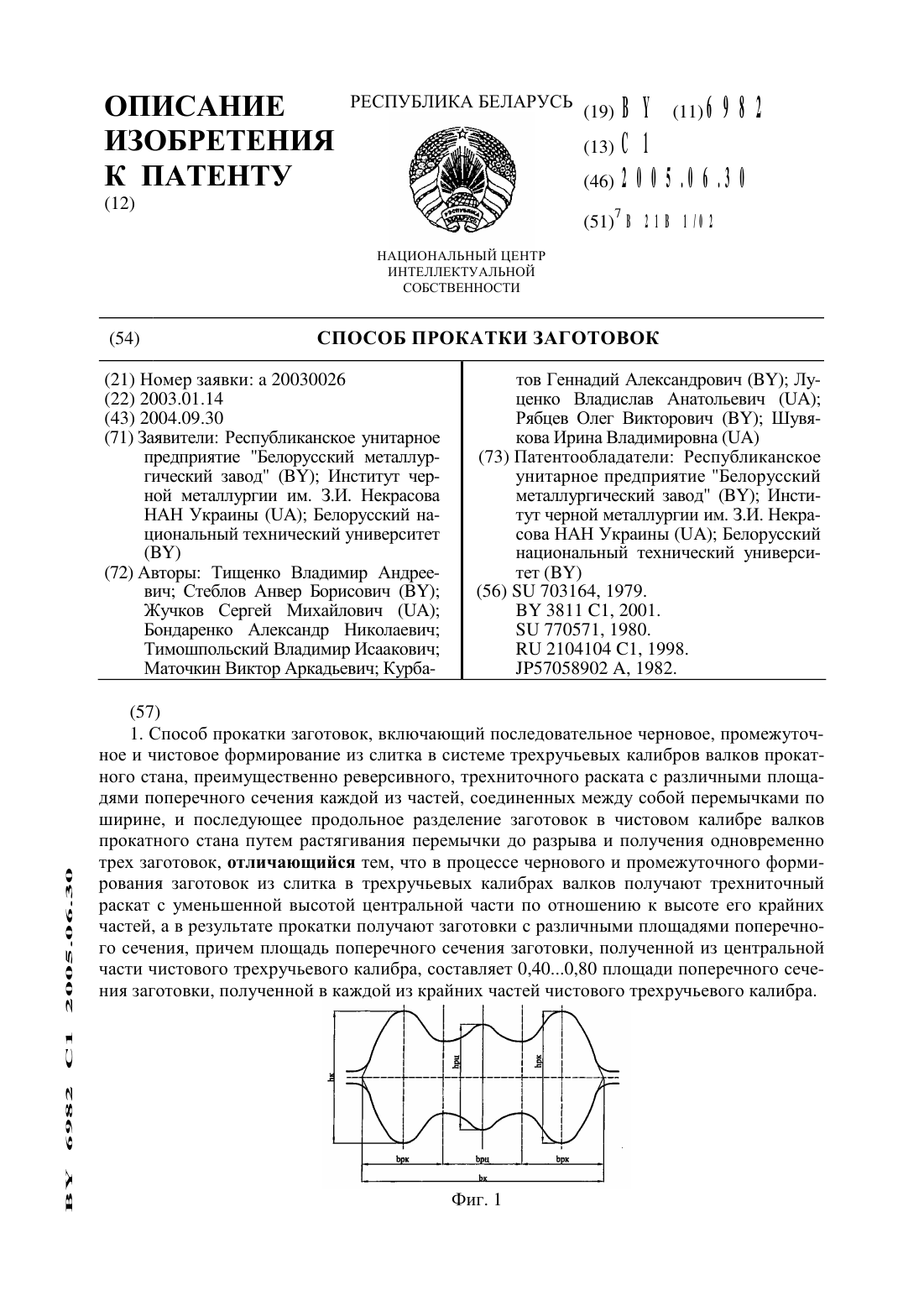
Номер патента: 6982
Опубликовано: 30.06.2005
Авторы: Тищенко Владимир Андреевич, Шувякова Ирина Владимировна, Луценко Владислав Анатольевич, Бондаренко Александр Николаевич, Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Тимошпольский Владимир Исаакович, Рябцев Олег Викторович, Стеблов Анвер Борисович, Курбатов Геннадий Александрович
МПК: B21B 1/02
Метки: прокатки, заготовок, способ
Текст:
...процессе чернового формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной 0,75. . .О,9 О, а в процессе промежуточного формирования заготовок из слитка в трехручьевых калибрах валков получают трехниточный раскат с высотой центральной части по отношению к высоте его крайних частей, равной О,85 О,95.Изобретение поясняется...
Способ прокатки заготовок разделением
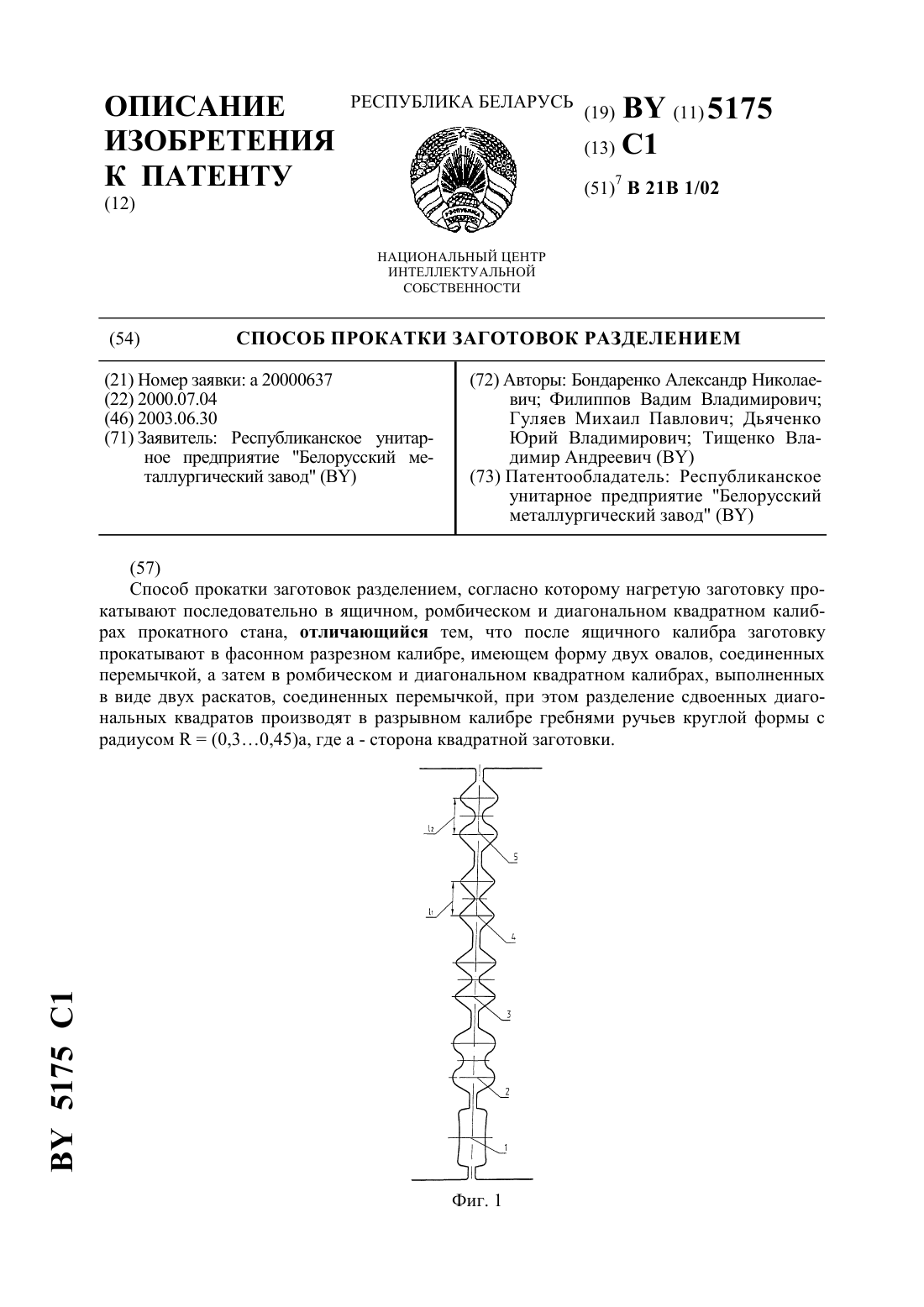
Номер патента: 5175
Опубликовано: 30.06.2003
Авторы: Тищенко Владимир Андреевич, Дьяченко Юрий Владимирович, Гуляев Михаил Павлович, Филиппов Вадим Владимирович, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: прокатки, разделением, заготовок, способ
Текст:
...диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом(0,30,45)а, где а - сторона квадратной заготовки. Изобретение поясняется чертежом, где на фиг. 1 представлена система калибров валков, состоящая из пяти калибров на фиг. 2 - схема калибра двух диагональных квадратов соединенных перемычкой на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на...
Предыдущий патент: Лазер
Следующий патент: Способ изготовления кольцевой поковки
Случайный патент: Разбавитель для сухой живой культуры грибов трихофитон или микроспорум или сухой вакцины против трихофитии или микроспории