Нагревательная печь прокатного стана
Номер патента: U 1461
Опубликовано: 30.09.2004
Авторы: Маточкин Виктор Аркадьевич, Сорока Борис Семенович, Мандель Николай Львович, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Жданок Сергей Александрович, Тищенко Владимир Андреевич, Стеблов Анвер Борисович, Щербаков Владимир Иванович, Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович, Котов Игорь Валентинович
Текст
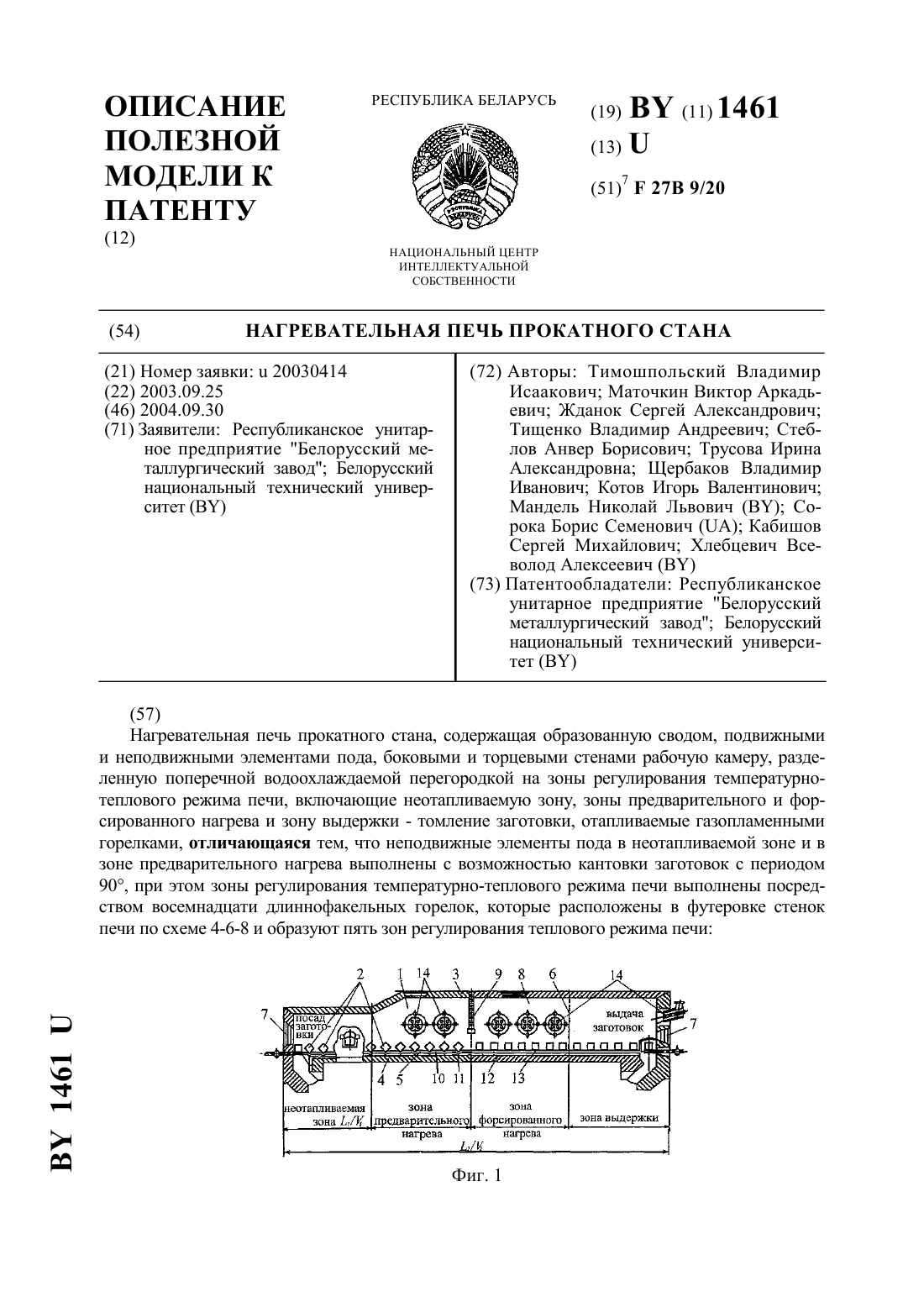
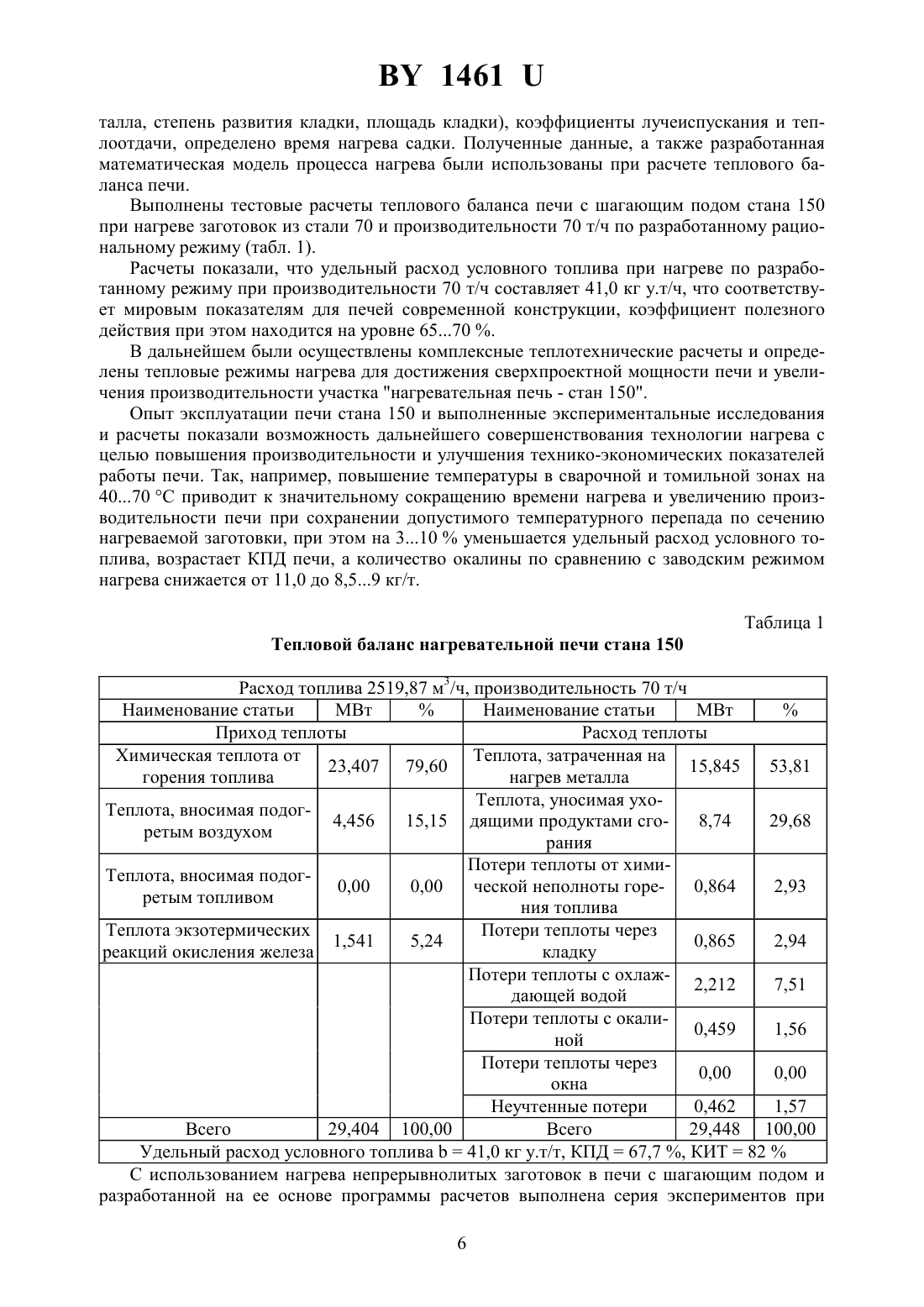
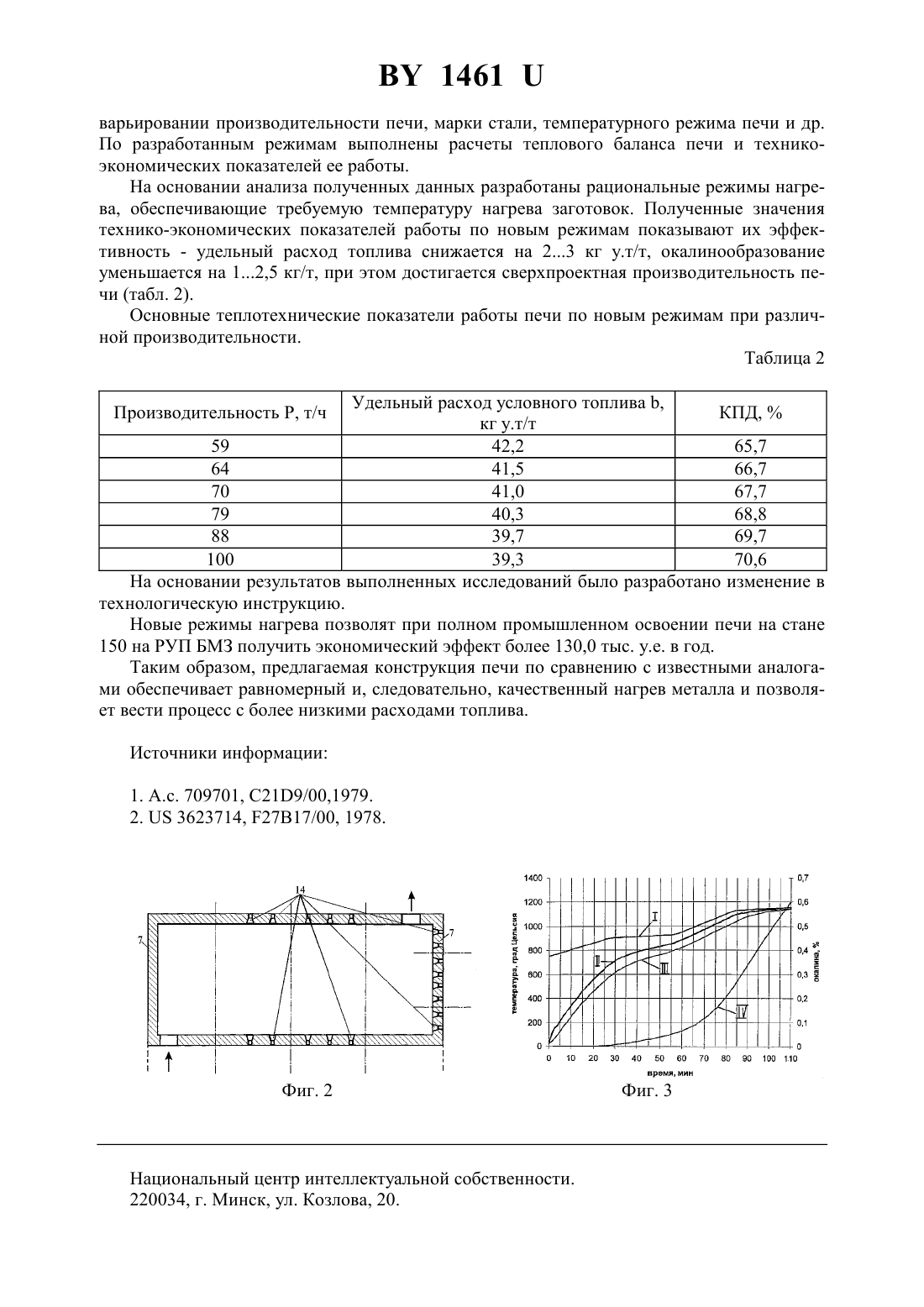
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ НАГРЕВАТЕЛЬНАЯ ПЕЧЬ ПРОКАТНОГО СТАНА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Тимошпольский Владимир Исаакович Маточкин Виктор Аркадьевич Жданок Сергей Александрович Тищенко Владимир Андреевич Стеблов Анвер Борисович Трусова Ирина Александровна Щербаков Владимир Иванович Котов Игорь Валентинович Мандель Николай ЛьвовичСорока Борис СеменовичКабишов Сергей Михайлович Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) Нагревательная печь прокатного стана, содержащая образованную сводом, подвижными и неподвижными элементами пода, боковыми и торцевыми стенами рабочую камеру, разделенную поперечной водоохлаждаемой перегородкой на зоны регулирования температурнотеплового режима печи, включающие неотапливаемую зону, зоны предварительного и форсированного нагрева и зону выдержки - томление заготовки, отапливаемые газопламенными горелками, отличающаяся тем, что неподвижные элементы пода в неотапливаемой зоне и в зоне предварительного нагрева выполнены с возможностью кантовки заготовок с периодом 90, при этом зоны регулирования температурно-теплового режима печи выполнены посредством восемнадцати длиннофакельных горелок, которые расположены в футеровке стенок печи по схеме 4-6-8 и образуют пять зон регулирования теплового режима печи 1461 зона предварительного нагрева, образованна четырьмя длиннофакельными горелками,смонтированными в боковых стенках печи зона форсированного нагрева, образованна шестью длиннофакельными горелками,смонтированными в боковых стенках печи зона выдержки содержит три зоны, образованных восемью длиннофакельными горелками, смонтированными в задней стенке печи по схеме 2-4-2,при этом длина зоны кантования заготовок на 360 печи связана с длиной зоны всего рабочего пространства печи соотношением 1/2(0,380,42), где 1 - длина зоны кантования заготовок на 360, включает длину зоны неотапливаемого участка пода и длину зоны предварительного нагрева рабочего пространства печи,2 - длина зоны всего рабочего пространства печи,а объем зоны неотапливаемого рабочего пространства печи связан с объемом зоны всего рабочего пространства печи соотношением 1/2(0,230,29), где 1 - объем зоны неотапливаемого рабочего пространства печи. 2 - объем всего рабочего пространства печи.(56) 1. А.с. 709701, 219/00, 1979. 2.3623714, Р 27 В 17/00, 1978. Полезная модель относится к металлургии к конструкциям печей для нагрева и термообработки металлических заготовок, попеременно перемещающихся относительно элементов пода, и может быть использовано в машиностроении и в промышленности строительных материалов. Известна нагревательная печь с шагающими балками, содержащая рабочую камеру,образованную сводом, боковыми стенами, подвижными и неподвижными балками, установленными с зазором между собой. Печь снабжена горелками коллекторного типа, установленными в своде балках. Коллекторные горелки по длине топочной камеры печи установлены в шахматном порядке 1. Недостатком конструкции является неравномерный нагрев металлических заготовок,вследствие температурного перепада между поверхностью заготовки, контактирующей с подом и свободной поверхностью заготовки, контактирующей с атмосферой печи и низкая стойкость металлоконструкции пода. Наиболее близким аналогом является конструкция нагревательной печи с шагающим подом, содержащая образованную сводом, подвижными и неподвижными элементами пода, боковыми и торцевыми стенами рабочую камеру, разделенную поперечной водоохлаждаемой перегородкой на зону предварительного нагрева, зону форсированного нагрева и зону выдержки, и газогорелочные устройства. Между подвижными и неподвижными элементами пода установлен коллектор с соплами для подачи в зазор дымовых газов, отводимых из рабочей камеры печи 2. Однако, для известной нагревательной печи характерен недостаточно равномерный нагрев металла по объему тела заготовки сечением 125125 до 12 м, что снижает качество продукции и увеличивает расход топлива на процесс нагрева, кроме того печь характеризует низкая стойкость металлоконструкции пода. Техническая задача, на решение которой направлена полезная модель заключается в создании объекта, характеристики которого удовлетворяют заданным требованиям к нагревательной печи. Техническая задача реализуется техническим результатом, определяющим новое свойство улучшающее технические характеристики, проявляющиеся при использовании 2 1461 объекта полезной модели в виде повышения качества нагрева металла, сокращения удельного расхода топлива и снижения угара. Сущность полезной модели выражается новой совокупностью признаков, необходимых и достаточных для осуществления полезной модели с достижением указанного технического результата и реализована тем, что в нагревательной печи прокатного стана, содержащей образованную сводом, подвижными и неподвижными элементами пода, боковыми и торцевыми стенами рабочую камеру, разделенную поперечной водоохлаждаемой перегородкой на зоны регулирования температурно-теплового режима печи, включающие неотапливаемую зону, зоны предварительного и форсированного нагрева и зону выдержки - томление, отапливаемые газопламенными горелками, согласно полезной модели, неподвижные элементы пода в неотапливаемой зоне и в зоне предварительного нагрева выполнены с возможностью кантовки заготовок с периодом 90, при этом зоны регулирования температурно-теплового режима печи выполнены посредством восемнадцати длиннофакельных горелок, которые расположены в футеровке стенок печи по схеме 4-6-8 и образуют пять зон регулирования теплового режима печи зона предварительного нагрева, образованна четырьмя длиннофакельными горелками,смонтированными в боковых стенках печи зона форсированного нагрева, образованна шестью длиннофакельными горелками, смонтированными в боковых стенках печи зона выдержки содержит три зоны, образованных восемью длиннофакельными горелками, смонтированными в задней стенке печи по схеме 2-4-2,при этом длина зоны кантования заготовок на 360 печи связана с длиной зоны всего рабочего пространства печи соотношением 1/2(0,380,42), где 1 - длина зоны кантования заготовок на 360, включает длину зоны неотапливаемого участка пода и длину зоны предварительного нагрева рабочего пространства печи,2 - длина зоны всего рабочего пространства печи,а объем зоны неотапливаемого рабочего пространства печи связан с объемом зоны всего рабочего пространства печи соотношением 1/2(0,230,29), где 1 - объем зоны неотапливаемого рабочего пространства печи 2 - объем всего рабочего пространства печи. Технический результат при использовании полезной модели связан причинноследственной связью с новой совокупностью признаков устройства печи. В зоне рабочего пространства печи с кантовочными элементами пода рабочая поверхность поперечного сечения неподвижных элементов пода выполнена в виде периодических выступов и впадин углового профиля с возможностью кантовки заготовок с периодом 90 по впадинам в процессе их перемещения в рабочем пространстве. В печи водоохлаждаемая перегородка размешена с образованием проема с подом печи. Выполнение зон регулирования температурно-теплового режима печи посредством трех групп в соответствие с зонами печи из восемнадцати длиннофакельных горелок, расположенных в футеровке стенок печи по схеме 4-6-8 и создание пяти зон регулирования температурно-теплового режима печи с заданным новым соотношением объемов и длин зон рабочего пространства печи позволяет снизить время нагрева, увеличить производительность печи с одновременным уменьшением удельного расхода условного топлива и снижением окалинообразования. Для лучшего понимания полезная модель поясняется чертежом где фиг. 1 представлен общий вид печи фиг. 2 представлена конструкция схемы рабочего пространства печи со снятым сводом, вид в плане фиг. 3 представлен график процесса нагрева непрерывнолитых заготовок из стали 70 К в печи в печи стана 150 с учетом окалинообразования по полезной модели. Нагревательная печь 1 прокатного стана с шагающим подом для прокатного стана предназначена для нагрева сортовых заготовок 2 перед прокаткой. Нагревательная печь 3 1461 прокатного стана содержит, образованную сводом 3, подвижными элементами 4 и неподвижными элементами 5 пода, боковыми стенами 6 и торцевыми стенами 7, рабочую камеру 8, разделенную поперечной водоохлаждаемой перегородкой 9 на зоны регулирования температурно-теплового режима печи, включающие неотапливаемую зону, отапливаемые зоны предварительного и форсированного нагрева и зону выдержки - томление заготовки 2. В неотапливаемой зоне посада заготовок 2 и в зоне предварительного нагрева рабочая поверхность поперечного сечения неподвижных элементов 4 пода выполнена в виде периодических выступов 10 и впадин 11 углового профиля с возможностью кантовки заготовок 2 с периодом 90 по впадинам 11 в процессе перемещения в рабочем пространстве камеры 8, а в зонах форсированного нагрева и выдержки заготовок 2 поверхность подвижных элементов 12 и неподвижных элементов 13 пода выполнена горизонтальной. Зоны регулирования температурно-теплового режима печи выполнены посредством трех групп из восемнадцати длиннофакельных горелок 14, которые расположены в футеровке стенок печи 1 по схеме 4-6-8 и образуют пять зон регулирования теплового режима печи зона предварительного нагрева, которая образованна четырьмя длиннофакельными горелками 14, смонтированными в боковых стенках печи 1 зона форсированного нагрева, которая образованна шестью длиннофакельными горелками 14, смонтированными в боковых стенках печи 1 зона выдержки содержит три зоны, образованных восемью длиннофакельными горелками 14, смонтированными в торцевой задней стенке 7 печи 1 по трехзонной схеме 2-4-2, т.е. четыре горелки 14 сгруппированы к центральной части задней торцевой стенки 7 и по паре горелок 14 образуют две зоны нагрева заготовок 2 в периферийной части задней торцевой стенки 7. Длина зоны кантования заготовок 2 в печи 1 связана с длиной всего рабочего пространства печи экспериментально и теоретически выявленным соотношением 1/2(0,380,42), где 1 - длина зоны кантования заготовок на 360, включает сумму длин зоны неотапливаемого участка пода и длину зоны предварительного нагрева рабочего пространства печи,2 - длина зоны всего рабочего пространства печи. Объем неотапливаемой зоны рабочего пространства печи 1 связан с объемом зоны всего рабочего пространства печи 1 экспериментально и теоретически выявленным соотношением 1/2(0,230,29), где 1 - объем зоны неотапливаемого рабочего пространства печи 2 - объем зоны всего рабочего пространства печи. Таким образом посредством трех групп из 18-ти длиннофакельных горелок, расположенных в стенках 6, 7 печи 1 по схеме 4-6-8, образовано пять зон регулирования теплового режима печи 2. Посад и выдача металла - боковые. Печь работает следующим образом. Посад сортовых заготовок 2 (фиг. 1) производят в не отапливаемую зону печи. Первую сортовую заготовку 2 размещают на неподвижных элементах 5 пода, которые осуществляют пошаговую кантовку на 360 заготовок 2 с полным их оборотом в рабочем пространстве топочной камеры печи посредством периодических выступов 10 и впадин 11 углового профиля с возможностью кантовки заготовок 2 с периодом 90 в процессе перемещения в рабочем пространстве камеры 8. Кинематику кантовки заготовки 2 с периодом на 90 осуществляют подвижными элементами 4 пода. Заготовку 2 вертикальным перемещением подвижных элементов 4 поднимают над неподвижными элементами 5 пода, при этом заготовку 2 квадратного сечения из ромбического положения перекатывают в горизонтальное положение поступательным шагающим движением подвижного элемента 4, меняя при этом ориентацию граней относительно горизонтальной плоскости. Далее траектория движения-кантовки заготовки 2 транспортируется к последующей впадине 11, в которую она садится с кантовкой на 90. Кантовку заготовки 2 производят до выравнивания температурного поля по объему заготовки 2. Пример. 4 1461 После предварительного контроля и зачистки дефектов заготовки сечением 125125 мм и длиной 12 м, массой до 1,5 т, подают в нагревательную печь стана 150. Нагревательная печь с шагающим подом имеет 5 зон регулирования теплового режима. Посад и выдача металла - боковые. В качестве топлива используют природный газ с теплотой сгорания 33,5 МДж/м 3 (8000 ккал/м 3). Нагрев осуществляют с помощью 18-ти длиннофакельных горелок, температура подогрева воздуха - до 530 С. В процессе нагрева производится кантовка заготовок. Процесс кантовки заготовок 2 в печи производят восемь раз на 360 С периодом 90. Для разработки ресурсосберегающих режимов нагрева расчитывают материальный и тепловой балансы при нагреве заготовок при различных производительности печи, марках стали, распределении температуры по зонам перемещения заготовки и др. параметрах,при этом обеспечивают заданную температуру нагрева заготовок 2. На фиг. 3 представлен график процесса нагрева непрерывнолитых заготовок из стали 70 К в печи в печи стана 150 с учетом окалинообразования по полезной модели. На графике представлены кривые изменения температуры- Т печи,- Т грани заготовки,Т центра заготовки,-- количество окалины. Как следует из графика, новая конструкция печи, реализующая кантовку и экпериментально и теоретически обоснованные соотношения между длиной зоны кантовки и длиной печи и объемом зоны неотапливаемого рабочего пространства печи и объемом зоны всего рабочего пространства печи в комплексе тепловым режимом нагрева позволяет обеспечить равномерный нагрев заготовки по сечению, уменьшить температурный перепад и, как следствие, снизить уровень термических напряжений во время структурных превращений, а также снизить уровень окалинообразования за счет того, что металл заготовки меньше находится в зонах с высокими температурами. Описанная выше технология работы печи позволила обеспечить заданный температурный перепад по сечению заготовок сечением 125125 мм при нагреве в топочной камере печи по действующему режиму при производительности 4080 т/ч. Заготовки перемещают в рабочем пространстве камеры с определенными промежутками и равномерно нагревают со всех четырех граней. Поскольку целью выбора рациональных режимов тепловой работы печи являлась разработка ресурсосберегающих режимов нагрева, обеспечивающих наряду с освоением проектных мощностей оборудования, экономию удельного расхода топлива и снижение угара металла при нагреве, основное внимание было уделено детальному исследованию процессов внутреннего теплообмена. Отработка рациональных теплотехнических режимов печи включала следующие этапы. Разработаны теплотехнические характеристики длиннофакельных горелок и их расположение по зонам печи, что позволило в полном объеме оценить их возможности. Путем пирометрирования были измерены температуры наружной поверхности печи на боковых стенках печи, по зонам на своде печи, по зонам на торцевых стенах печи на окнах подачи и выдачи на смотровых окнах печи возле роликов в области пережима. Определены параметры работы печи при различных тепловых нагрузках температура воздуха температура уходящих газов до и после рекуператора расход газа по зонам общий расход газа расход воздуха по зонам общий расход воздуха температура печи по зонам соотношение топливо-воздух конечная температура металла. Для различных марок сталей при установившихся режимах работы печи был рассчитан удельный расход топлива. Анализ результатов исследования теплотехнических характеристик нагревательной печи стана 150 показал, что средний удельный расход топлива при работе печи по проектной технологии находится на уровне 4048 кг у.т/т в зависимости от производительности,что свидетельствует о имеющихся резервах печи с точки зрения интенсификации процесса нагрева. При составлении теплового баланса для нагревательной печи стана 150 предварительно были определены основные характеристики садки и футеровки (степень черноты ме 5 1461 талла, степень развития кладки, площадь кладки), коэффициенты лучеиспускания и теплоотдачи, определено время нагрева садки. Полученные данные, а также разработанная математическая модель процесса нагрева были использованы при расчете теплового баланса печи. Выполнены тестовые расчеты теплового баланса печи с шагающим подом стана 150 при нагреве заготовок из стали 70 и производительности 70 т/ч по разработанному рациональному режиму (табл. 1). Расчеты показали, что удельный расход условного топлива при нагреве по разработанному режиму при производительности 70 т/ч составляет 41,0 кг у.т/ч, что соответствует мировым показателям для печей современной конструкции, коэффициент полезного действия при этом находится на уровне 6570 . В дальнейшем были осуществлены комплексные теплотехнические расчеты и определены тепловые режимы нагрева для достижения сверхпроектной мощности печи и увеличения производительности участка нагревательная печь - стан 150. Опыт эксплуатации печи стана 150 и выполненные экспериментальные исследования и расчеты показали возможность дальнейшего совершенствования технологии нагрева с целью повышения производительности и улучшения технико-экономических показателей работы печи. Так, например, повышение температуры в сварочной и томильной зонах на 4070 С приводит к значительному сокращению времени нагрева и увеличению производительности печи при сохранении допустимого температурного перепада по сечению нагреваемой заготовки, при этом на 310 уменьшается удельный расход условного топлива, возрастает КПД печи, а количество окалины по сравнению с заводским режимом нагрева снижается от 11,0 до 8,59 кг/т. Таблица 1 Тепловой баланс нагревательной печи стана 150 Расход топлива 2519,87 м 3/ч, производительность 70 т/ч Наименование статьи МВт Приход теплоты Расход теплоты Химическая теплота от Теплота, затраченная на 23,407 79,60 15,845 53,81 горения топлива нагрев металла Теплота, уносимая ухоТеплота, вносимая подог 4,456 15,15 дящими продуктами сго 8,74 29,68 ретым воздухом рания Потери теплоты от химиТеплота, вносимая подог 0,00 0,00 ческой неполноты горе 0,864 2,93 ретым топливом ния топлива Теплота экзотермических Потери теплоты через 1,541 5,24 0,865 2,94 реакций окисления железа кладку Потери теплоты с охлаж 2,212 7,51 дающей водой Потери теплоты с окали 0,459 1,56 ной Потери теплоты через 0,00 0,00 окна Неучтенные потери 0,462 1,57 Всего 29,404 100,00 Всего 29,448 100,00 Удельный расход условного топлива 41,0 кг у.т/т, КПД 67,7 , КИТ 82 С использованием нагрева непрерывнолитых заготовок в печи с шагающим подом и разработанной на ее основе программы расчетов выполнена серия экспериментов при 6 1461 варьировании производительности печи, марки стали, температурного режима печи и др. По разработанным режимам выполнены расчеты теплового баланса печи и техникоэкономических показателей ее работы. На основании анализа полученных данных разработаны рациональные режимы нагрева, обеспечивающие требуемую температуру нагрева заготовок. Полученные значения технико-экономических показателей работы по новым режимам показывают их эффективность - удельный расход топлива снижается на 23 кг у.т/т, окалинообразование уменьшается на 12,5 кг/т, при этом достигается сверхпроектная производительность печи (табл. 2). Основные теплотехнические показатели работы печи по новым режимам при различной производительности. Таблица 2 Удельный расход условного топлива ,КПД,кг у.т/т 59 42,2 65,7 64 41,5 66,7 70 41,0 67,7 79 40,3 68,8 88 39,7 69,7 100 39,3 70,6 На основании результатов выполненных исследований было разработано изменение в технологическую инструкцию. Новые режимы нагрева позволят при полном промышленном освоении печи на стане 150 на РУП БМЗ получить экономический эффект более 130,0 тыс. у.е. в год. Таким образом, предлагаемая конструкция печи по сравнению с известными аналогами обеспечивает равномерный и, следовательно, качественный нагрев металла и позволяет вести процесс с более низкими расходами топлива. Производительность Р, т/ч Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: F27B 9/20
Метки: стана, печь, нагревательная, прокатного
Код ссылки
<a href="https://by.patents.su/7-u1461-nagrevatelnaya-pech-prokatnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Нагревательная печь прокатного стана</a>
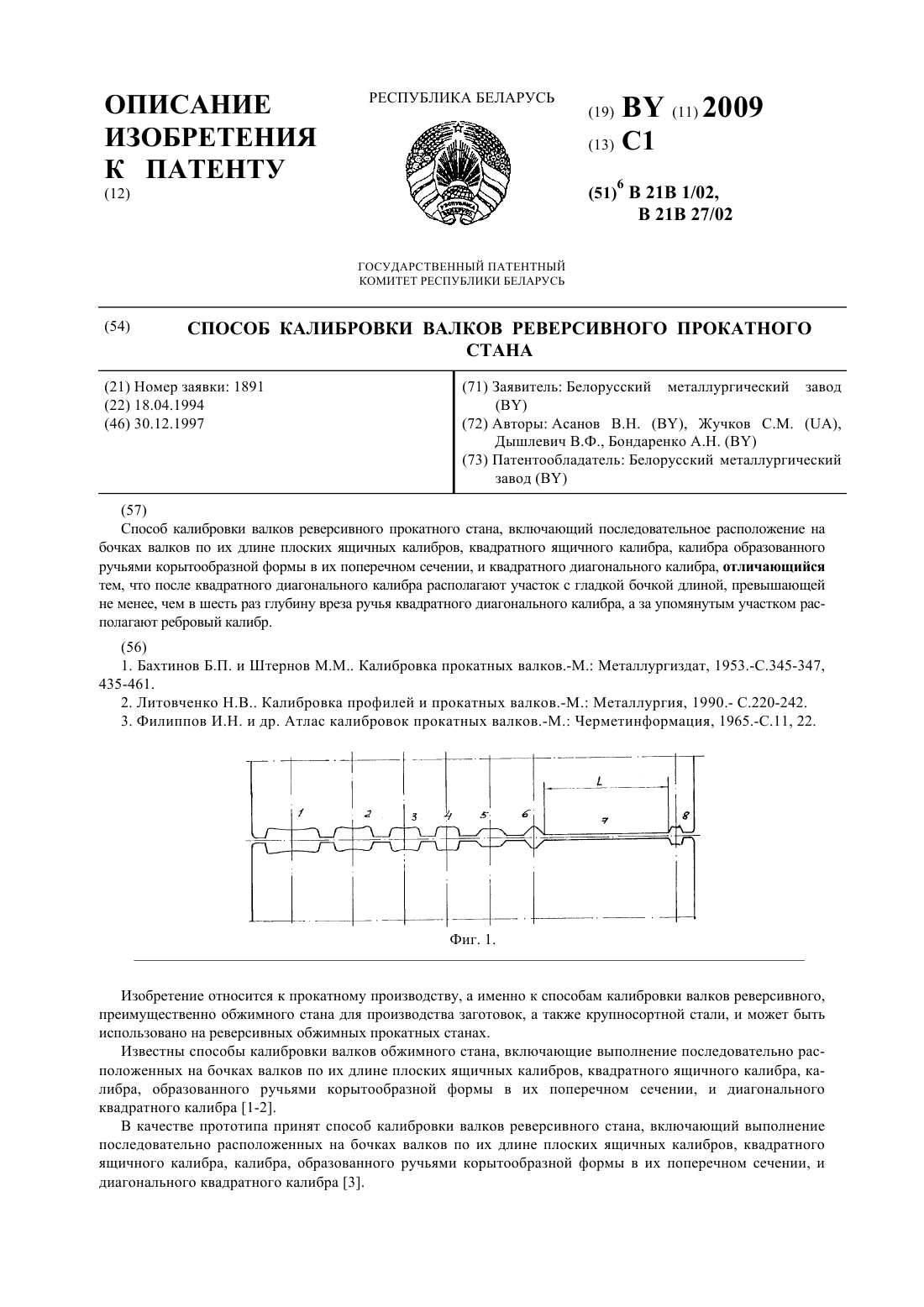
Способ калибровки валков реверсивного прокатного стана
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Жучков Сергей Михайлович, Асанов Валерий Николаевич, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович
МПК: B21B 1/02, B21B 27/02
Метки: реверсивного, калибровки, прокатного, стана, валков, способ
Текст:
...раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки,...
Способ эксплуатации прокатного стана для производства проката
Номер патента: 1918
Опубликовано: 30.12.1997
Авторы: Хорст Гэртнер, Фридрих Холльманн, Герд Байземанн, Хуго Фельдманн
МПК: B21B 13/14
Метки: эксплуатации, проката, прокатного, стана, способ, производства
Текст:
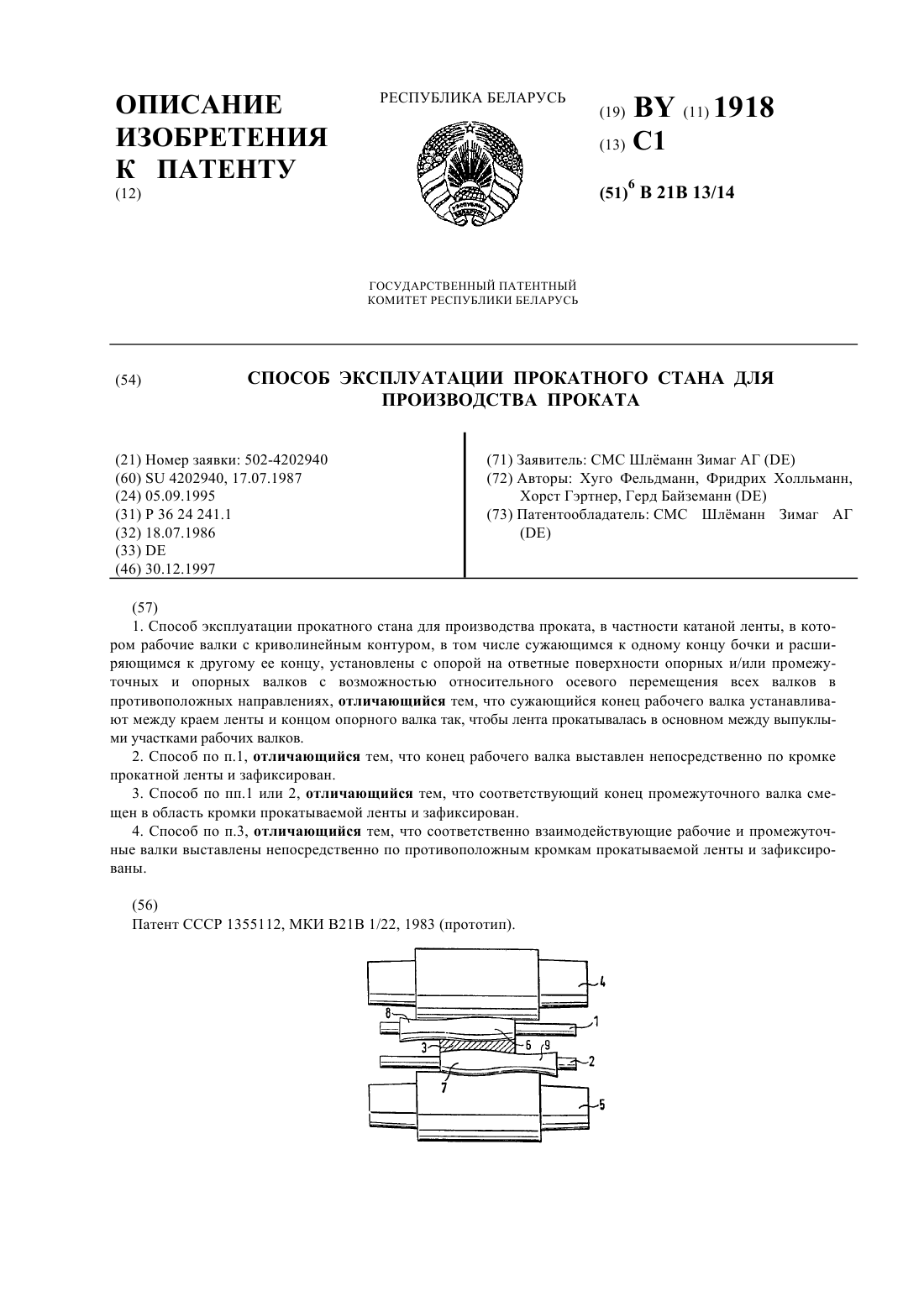
...фиг.1, размещенные перпендикулярно друг над другом два рабочих валка 1 и 2, непосредственно обжимающие прокатываемую ленту 3, известным способом закреплены установленными в станине клети подушками (не изображено). Рабочие валки 1, 2 опираются на один верхний и один нижний опорные валки 4, 5. Каждый из рабочих валков 1, 2 сужен на одном конце, т.е. конец 6 рабочего валка 1 и конец 7 рабочего валка 2 имеют выпуклую, сужающуюся к концу бочки...
Чистовая клеть прокатного стана
Номер патента: U 1363
Опубликовано: 30.06.2004
Авторы: Хлебцевич Всеволод Алексеевич, Перин Петр Сафонович, Курбатов Геннадий Александрович, Бабков Петр Александрович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Бобренок Геннадий Людвигович, Тищенко Владимир Андреевич, Чернов Анатолий Ефимовия, Маточкин Виктор Аркадьевич, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: клеть, стана, чистовая, прокатного
Текст:
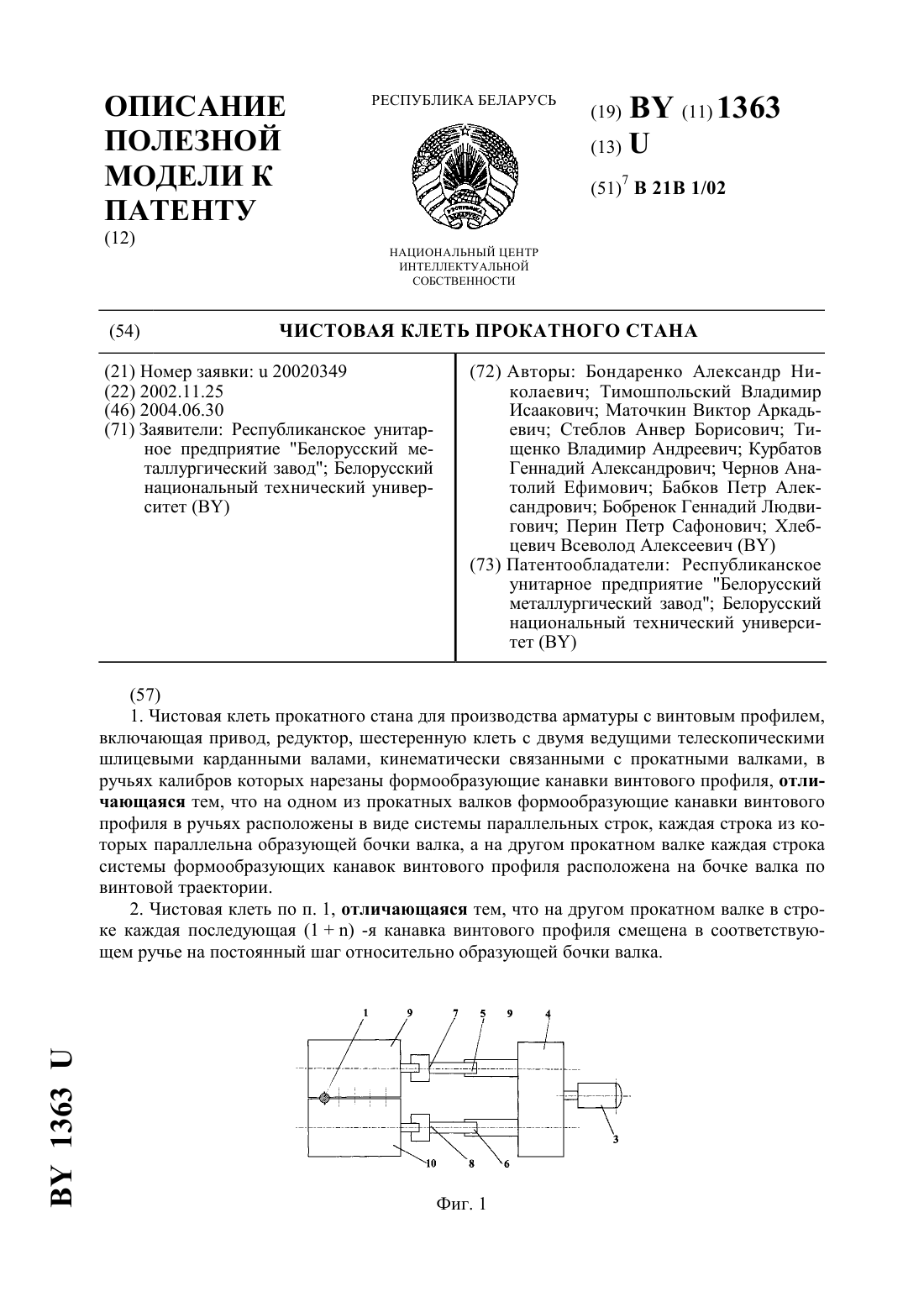
...арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с винтовым профилем, включающей привод, редуктор, шестеренную клеть с двумя ведущими...
Система калибров валков обжимного прокатного стана
Номер патента: 1914
Опубликовано: 30.12.1997
Авторы: Белобородов Александр Витальевич, Рябцев Олег Викторович, Жучков Сергей Михайлович, Асанов Валерий Николаевич, Дышлевич Виктор Федорович
МПК: B21B 1/02
Метки: стана, система, обжимного, калибров, валков, прокатного
Текст:
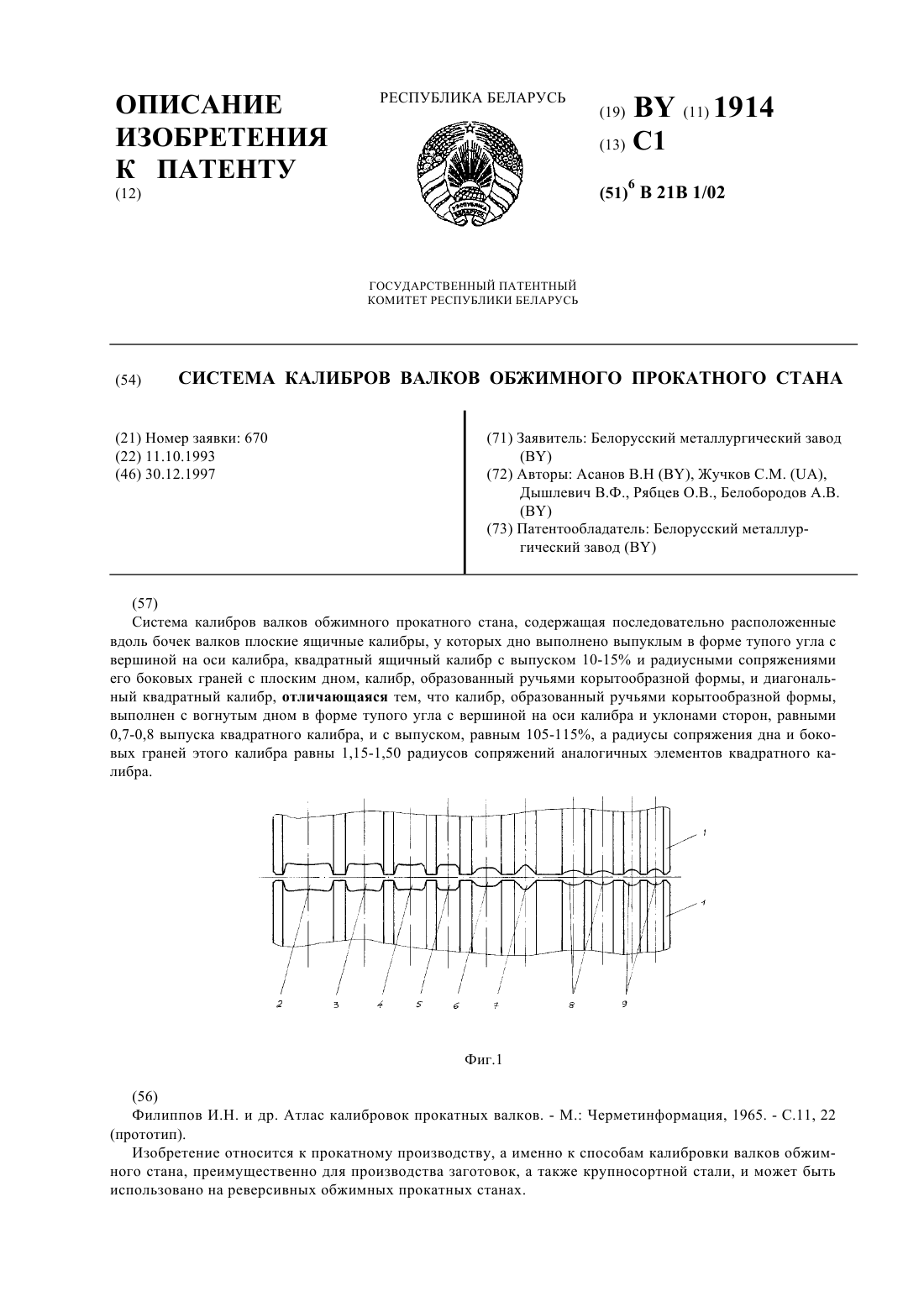
...раската, уменьшает удары раската о валки при захвате. Полученный в плоских ящичных калибрах раскат кантуют на 90 и прокатывают в квадратном ящичном калибре 5. Раскат, поступающий из квадратного ящичного калибра 5 (фиг.2), выполненного с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам 1, кантуют также на 90 и прокатывают в калибре 6, образованном ручьями корытообразной формы в их...
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Рассадин В. М., Мачулин В. М., Зиберт В. П., Дышлевич В. Ф., Силантьев М. А.
МПК: B21B 37/06, B21B 37/00
Метки: стана, натяжения, клетей, система, непрерывного, регулирования, прокатного, группе, раската, черновой
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
Предыдущий патент: Термопечатающая головка
Следующий патент: Распределитель сыпучих материалов
Случайный патент: Способ получения алмазного порошка