Реечный холодильник проката мелкосортного стана
Номер патента: U 1264
Опубликовано: 30.03.2004
Авторы: Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Стеблов Анвер Борисович, Анелькин Николай Иванович, Пустовалов Анатолий Геннадьевич, Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Андреев Виктор Григорьевич, Курбатов Геннадий Александрович
Текст
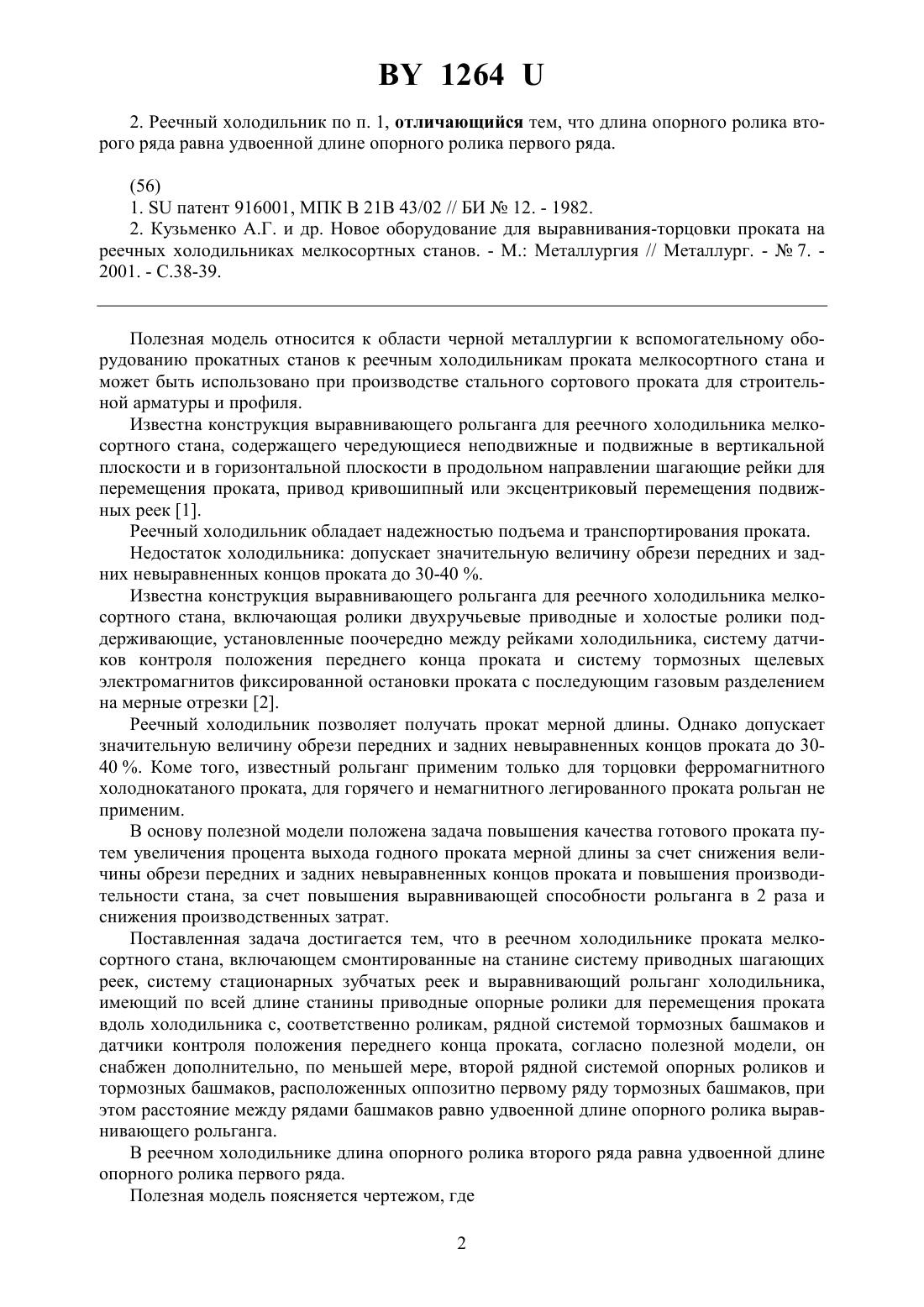
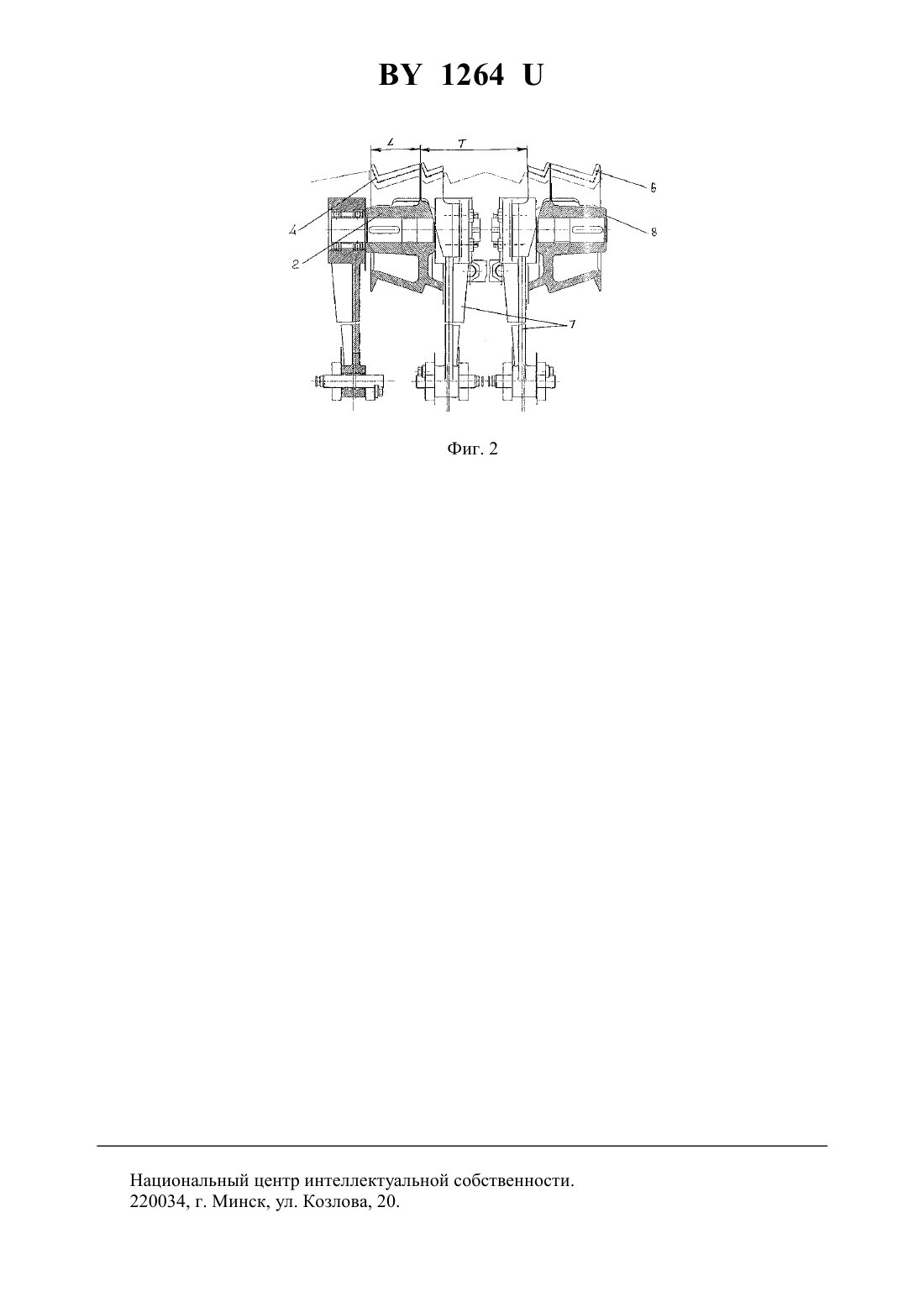
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РЕЕЧНЫЙ ХОЛОДИЛЬНИК ПРОКАТА МЕЛКОСОРТНОГО СТАНА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Бондаренко Александр НиколаевичТимошпольский Владимир ИсааковичСтеблов Анвер БорисовичМаточкин Виктор АркадьевичТищенко Владимир АндреевичКурбатов Геннадий АлександровичАнелькин Николай ИвановичАндреев Виктор ГригорьевичЖучков Сергей МихайловичПустовалов Анатолий ГеннадьевичХлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) 1. Реечный холодильник проката мелкосортного стана, включающий смонтированные на станине систему приводных шагающих реек, систему стационарных зубчатых реек и выравнивающий рольганг холодильника, имеющий по всей длине станины приводные опорные ролики для перемещения проката вдоль холодильника с, соответственно роликам, рядной системой тормозных башмаков и датчики контроля положения переднего конца проката, отличающийся тем, что он снабжен дополнительно, по меньшей мере,второй рядной системой опорных роликов и тормозных башмаков, расположенных оппозитно первому ряду тормозных башмаков, при этом расстояние между рядами башмаков равно удвоенной длине опорного ролика выравнивающего рольганга. 12642. Реечный холодильник по п. 1, отличающийся тем, что длина опорного ролика второго ряда равна удвоенной длине опорного ролика первого ряда.(56) 1.патент 916001, МПК В 21 В 43/02 // БИ 12. - 1982. 2. Кузьменко А.Г. и др. Новое оборудование для выравнивания-торцовки проката на реечных холодильниках мелкосортных станов. - М. Металлургия // Металлург. -7. 2001. - С.38-39. Полезная модель относится к области черной металлургии к вспомогательному оборудованию прокатных станов к реечным холодильникам проката мелкосортного стана и может быть использовано при производстве стального сортового проката для строительной арматуры и профиля. Известна конструкция выравнивающего рольганга для реечного холодильника мелкосортного стана, содержащего чередующиеся неподвижные и подвижные в вертикальной плоскости и в горизонтальной плоскости в продольном направлении шагающие рейки для перемещения проката, привод кривошипный или эксцентриковый перемещения подвижных реек 1. Реечный холодильник обладает надежностью подъема и транспортирования проката. Недостаток холодильника допускает значительную величину обрези передних и задних невыравненных концов проката до 30-40 . Известна конструкция выравнивающего рольганга для реечного холодильника мелкосортного стана, включающая ролики двухручьевые приводные и холостые ролики поддерживающие, установленные поочередно между рейками холодильника, систему датчиков контроля положения переднего конца проката и систему тормозных щелевых электромагнитов фиксированной остановки проката с последующим газовым разделением на мерные отрезки 2. Реечный холодильник позволяет получать прокат мерной длины. Однако допускает значительную величину обрези передних и задних невыравненных концов проката до 3040 . Коме того, известный рольганг применим только для торцовки ферромагнитного холоднокатаного проката, для горячего и немагнитного легированного проката рольган не применим. В основу полезной модели положена задача повышения качества готового проката путем увеличения процента выхода годного проката мерной длины за счет снижения величины обрези передних и задних невыравненных концов проката и повышения производительности стана, за счет повышения выравнивающей способности рольганга в 2 раза и снижения производственных затрат. Поставленная задача достигается тем, что в реечном холодильнике проката мелкосортного стана, включающем смонтированные на станине систему приводных шагающих реек, систему стационарных зубчатых реек и выравнивающий рольганг холодильника,имеющий по всей длине станины приводные опорные ролики для перемещения проката вдоль холодильника с, соответственно роликам, рядной системой тормозных башмаков и датчики контроля положения переднего конца проката, согласно полезной модели, он снабжен дополнительно, по меньшей мере, второй рядной системой опорных роликов и тормозных башмаков, расположенных оппозитно первому ряду тормозных башмаков, при этом расстояние между рядами башмаков равно удвоенной длине опорного ролика выравнивающего рольганга. В реечном холодильнике длина опорного ролика второго ряда равна удвоенной длине опорного ролика первого ряда. Полезная модель поясняется чертежом, где 2 1264 фиг. 1 - общий вид реечного холодильника выравнивающего рольганга однорядного фиг. 2 - вид выравнивающего рольганга реечного холодильника. Реечный холодильник выравнивающего рольганга однорядного мелкосортного стана включает смонтированные на станине 1 приводные опорные ролики 2, например, с карданным приводом для перемещения проката 3 вдоль холодильника с, соответствующей им, системой тормозных башмаков 4 и систему датчиков 5 контроля положения передних концов проката 3. Приводные опорные ролики 2 с, соответствующей им, системой тормозных башмаков 4 образуют первую рядную систему рольганга. Рольганг снабжен, по меньшей мере, одной дополнительной рядной системой тормозных башмаков 6, расположенной оппозитно первой рядной системе тормозных башмаков 4, с шагом Т между ними, равным удвоенной длинеопорного ролика 2. Каждый ряд башмаков 4, 6 соединен между собой общей тягой 7 и имеет свой исполнительный механизм, например, в виде пневматического привода, на чертеже условно не показанного. Опорные ролики 8 второго ряда в новой конструкции рольганга выполнены по сравнению с прототипом удвоенной длины, т.е. длина опорного ролика 8 второго ряда равна удвоенной длине опорного ролика 2 первого ряда. Рольганг для приема и перемещения проката 3 снабжен системой стационарных зубчатых реек 9 и системой шагающих зубчатых реек 10. Пример. Работу рольганга осуществляют по следующей технологии. На общей оси установлены два ролика 2, 8, имеющие общий привод. В процессе работы холодильника рольганг постоянно вращается. На каждом профилированном ролике 2, 8 установлены тормозные башмаки 4, 6, каждый ряд башмаков 4, 6 соединен между собой общей тягой 7 и имеет свой исполнительный механизм, например, в виде пневматического привода. На выходе холодильника датчики 5 контроля положения-фотодатчики, которые разнесены между собой на расстояние в пределах зоны чувствительности до 1,01,5 м. Прокат 3 со стана 320 попадает на первый ряд выравнивающего рольганга и движется до достижения первого датчика 5, при приближении к датчику 5 сигнал подают на исполнительный механизм первого ряда тормозных башмаков 4, которые поднимаются и останавливают заготовку проката 3. Если прокат 3 не достиг датчика 5, то заготовка проката 3 снимается с рольганга рейками 10 холодильника, т.е. происходит цикл предварительного выравнивания проката 3. Далее прокат 3 поступает на второй ряд холодильника выравнивающего рольганга и продолжает движение до достижения второго датчика 5. При достижении второго датчика 5 включают тормозные башмаки 6 второго ряда и рейками 10 поднимают прокат 3 над выравнивающим рольгангом, в результате чего процесс выравнивания проката 3 завершен. При ручном режиме работы возможно визуальное выравнивание проката 3 оператором в ручном управлении подъема проката 3. Проводили сравнительные испытания охлаждения и торцовки проката арматурных профилей 10 и 12. Разброс передних концов проката на известном холодильнике составил до 1,52 м, что увеличило выход годного мерного товарного проката на 1,52,5 . При этом торцовка проката диаметром до 10 мм как необладающего продольной жесткостью на известном холодильнике не привела вообще к повышению процента выхода годного проката. Величина обрези передних и задних невыравненных концов проката составляла до 30-40 . При использовании заявленной конструкции выравнивающего рольганга увеличения процента выхода годного проката мерной длины путем снижения величины обрези передних и задних невыравненных концов проката снизилась до 15-20 , что выразилось в повышении производительности стана в 2 раза, за счет повышения выравнивающей способности рольганга. На дату подачи заявки заявленный рольганг проходит промышленные испытания в условиях РУП БМЗ. 3 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 43/02
Метки: реечный, проката, мелкосортного, стана, холодильник
Код ссылки
<a href="https://by.patents.su/4-u1264-reechnyjj-holodilnik-prokata-melkosortnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Реечный холодильник проката мелкосортного стана</a>
Ротационные ножницы для обрезки переднего конца проката мелкосортного стана

Номер патента: U 1181
Опубликовано: 30.12.2003
Авторы: Курбатов Геннадий Александрович, Анелькин Николай Иванович, Хлебцевич Всеволод Алексеевич, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Бобренок Геннадий Людвигович
МПК: B23B 27/12
Метки: ротационные, стана, конца, ножницы, обрезки, проката, переднего, мелкосортного
Текст:
...в желоб следующей клети и, как следствие, приводит к повышению брака и снижению производительности. В основу полезной модели поставлена задача безаварийной и качественной обрезки концов катанки при высоких скоростях ее перемещения для повышения качества мелкосортной прокатки путем исключения попадания переднего конца обрези в желоб следующей клети. Поставленная задача достигается тем, что в ротационных ножницах для обрезки переднего конца...
Способ эксплуатации прокатного стана для производства проката
Номер патента: 1918
Опубликовано: 30.12.1997
Авторы: Герд Байземанн, Хорст Гэртнер, Хуго Фельдманн, Фридрих Холльманн
МПК: B21B 13/14
Метки: стана, проката, способ, производства, эксплуатации, прокатного
Текст:
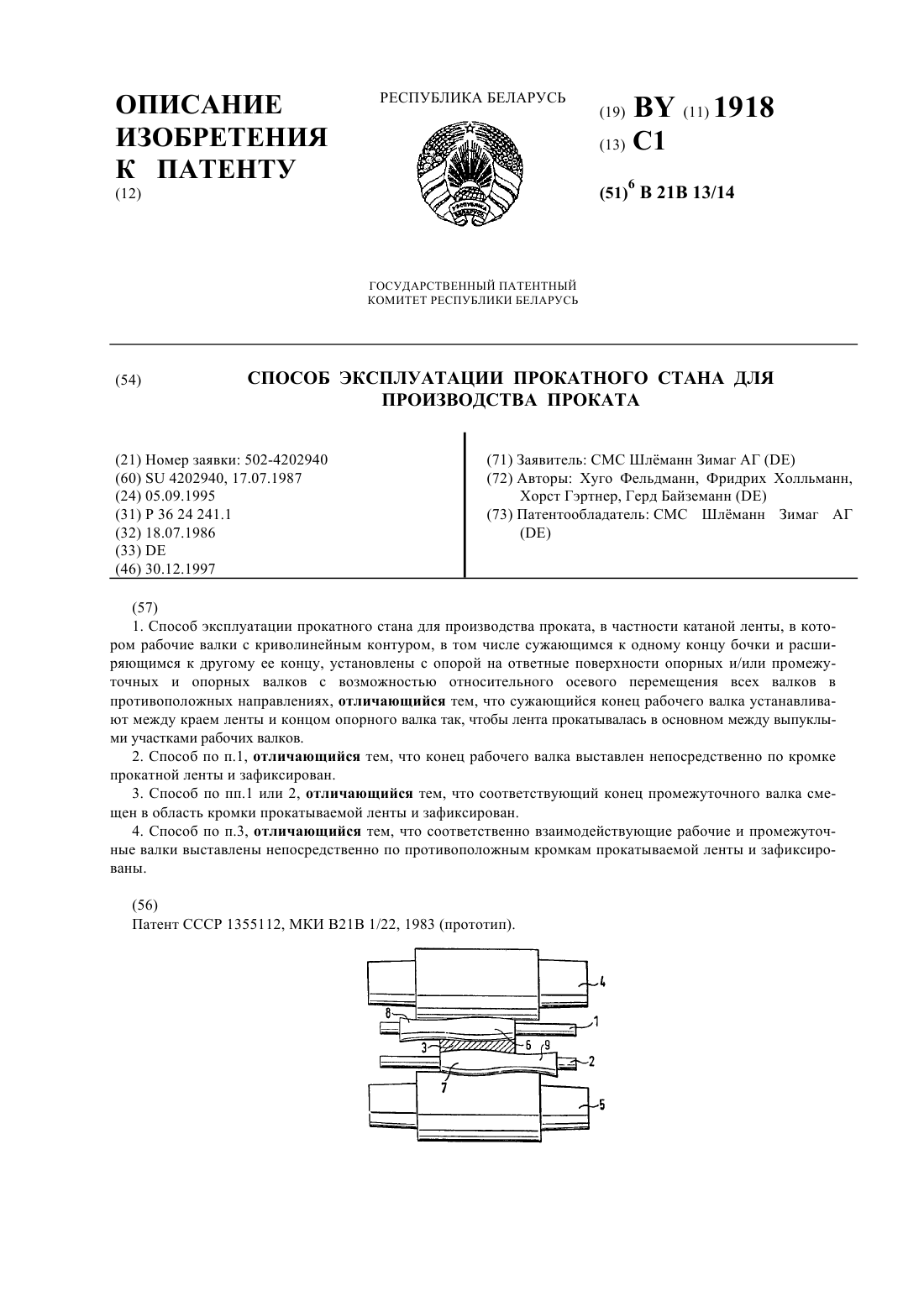
...фиг.1, размещенные перпендикулярно друг над другом два рабочих валка 1 и 2, непосредственно обжимающие прокатываемую ленту 3, известным способом закреплены установленными в станине клети подушками (не изображено). Рабочие валки 1, 2 опираются на один верхний и один нижний опорные валки 4, 5. Каждый из рабочих валков 1, 2 сужен на одном конце, т.е. конец 6 рабочего валка 1 и конец 7 рабочего валка 2 имеют выпуклую, сужающуюся к концу бочки...
Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана

Номер патента: 438
Опубликовано: 30.03.1995
Авторы: Светличный В. Ф., Цатуров А. Г., Овчинникова Т. А., Гулько А. И., Лютов В. Д., Кузьмин В. М., Чувильдеева Т. И.
МПК: B21D 5/06
Метки: рабочий, стана, способ, столе, настройки, профилегибочного, стол, рабочем, инструмента
Текст:
...на верхней поверхности Ползунов 45 и 46 дополнительные технологические устройства в виде многороликовых блоков. например блока дополнительной пары роликов 63 или направляющих планок 71 для формовки или направления контактных профилей 74 и 75,фиксируя насадку роликовую установочными пальцами 61 и 62 и закрепляя болтами 60. уГабариты боковых роликов 5-8 определяются из размеров а посадочного диаметра и ь длины посадочной шейки. где...
Устройство для продольного разделения проката
Номер патента: 953
Опубликовано: 15.12.1995
Авторы: Иванов Геннадий Нариманович, Рогачев Владимир Иванович, Карцев Юрий Иванович
МПК: B21B 1/02
Метки: разделения, устройство, проката, продольного
Текст:
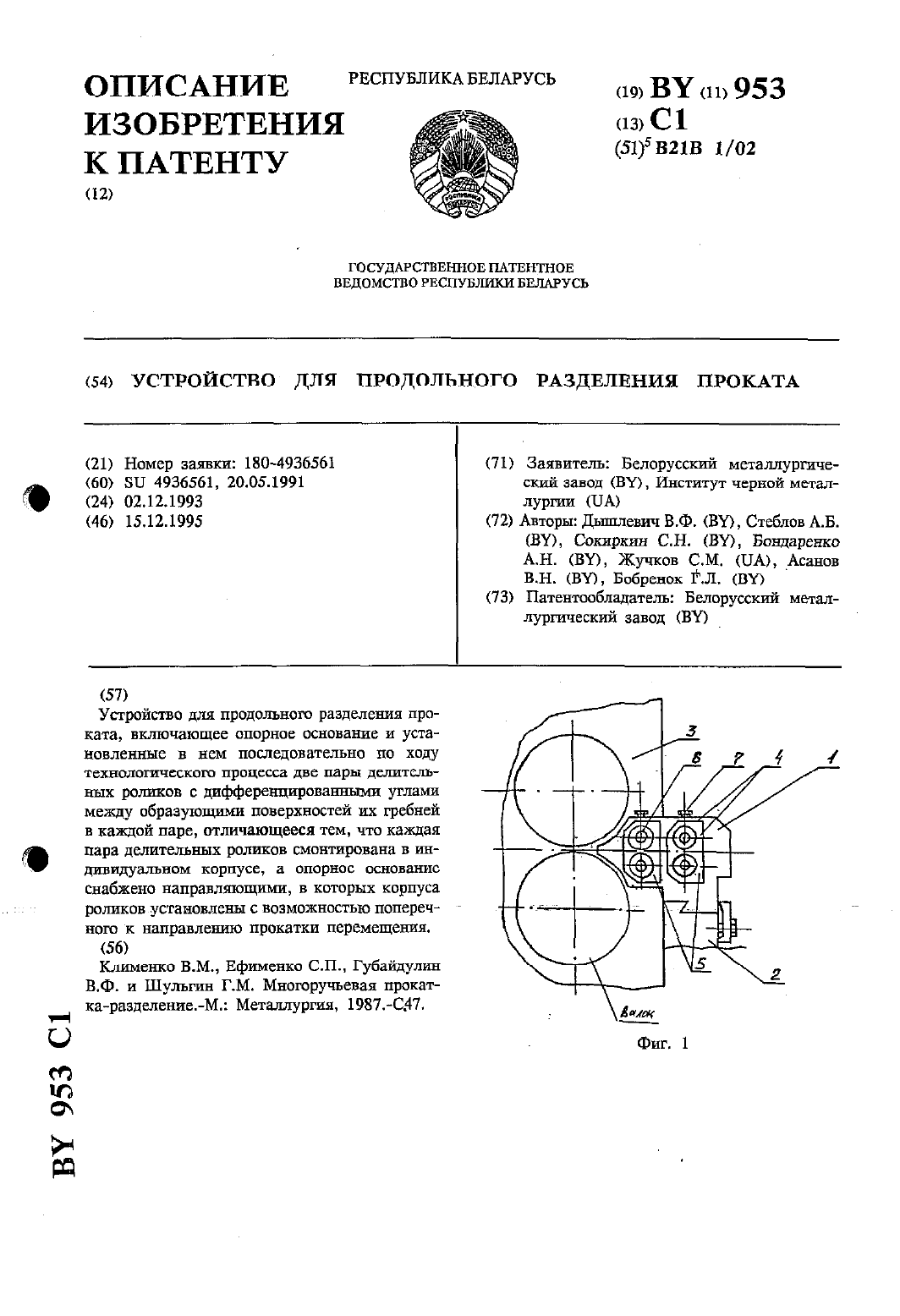
...пар делительных роликов,ЧТО также сокращает время На ЗЗМСНУ ДЕЛИ ТСЛЬНЫХ РОЛИКОВ И ПОВЬППЗСТ ПРОИЗВОДИТЕЛЬНОСТЬ СТННЗ.Идентичность корпусов каждой пары делительных роликов, позволяющая устанавливать в них любую пару делительных роликов, а также устанавливать собственно корпуса в любом окне опорного основания сокращает их количество, необходимое для стабильной работы на стане корпусов, обеспечивая, кроме прочего, следующее преимущество. В...
Проводка проволочного стана
Номер патента: U 997
Опубликовано: 30.09.2003
Авторы: Бабенко Михаил Антонович, Ковтуненко Владимир Евгеньевич, Слугин Алексей Георгиевич, Петрусенко Леонид Александрович, Смияненко Игорь Михайлович, Дарда Юрий Антонивич
МПК: B21B 39/14
Метки: проволочного, проводка, стана
Текст:
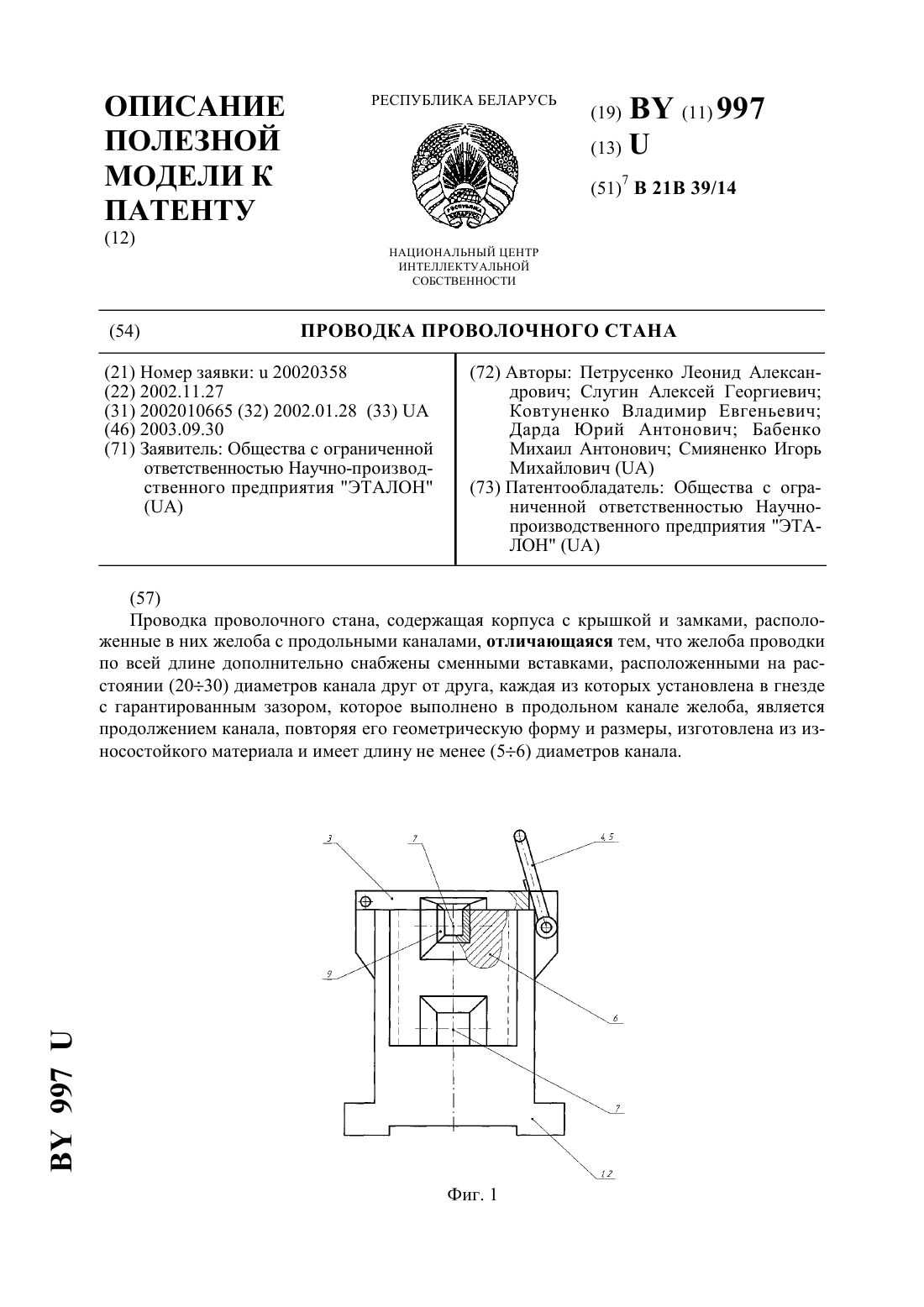
...повышает вероятность бурежек. А это значит, что через сравнительно небольшое время желоба достигнут критического износа, выйдут из строя и 2 997 потребуют замены. А замена связана с большой материалоемкостью, так как заменять необходимо желоба полностью. Задачей предлагаемого технического решения является увеличение срока службы проводки за счет выполнения желобов составными, обеспечения их ремонтопригодности и упрощения операции замены...
Предыдущий патент: Способ гидрофобирования неорганических окисей, преимущественно двуокиси кремния
Следующий патент: Лестница пожарная ручная трехколенная металлическая удлиненная ЛР-3А-149
Случайный патент: Способ шунтирования передней камеры глаза при антиглаукомной операции