Дуговая сталеплавильная печь
Номер патента: U 1184
Опубликовано: 30.12.2003
Авторы: Маточкин Виктор Аркадьевич, Пишикин Вадим Серафимович, Трусова Ирина Александровна, Гуляев Михаил Павлович, Эндерс Владимир Владимирович, Стеблов Анвер Борисович, Мандель Николай Львович, Шевченко Александр Данилович, Иванов Эдуард Владимирович, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич
Текст
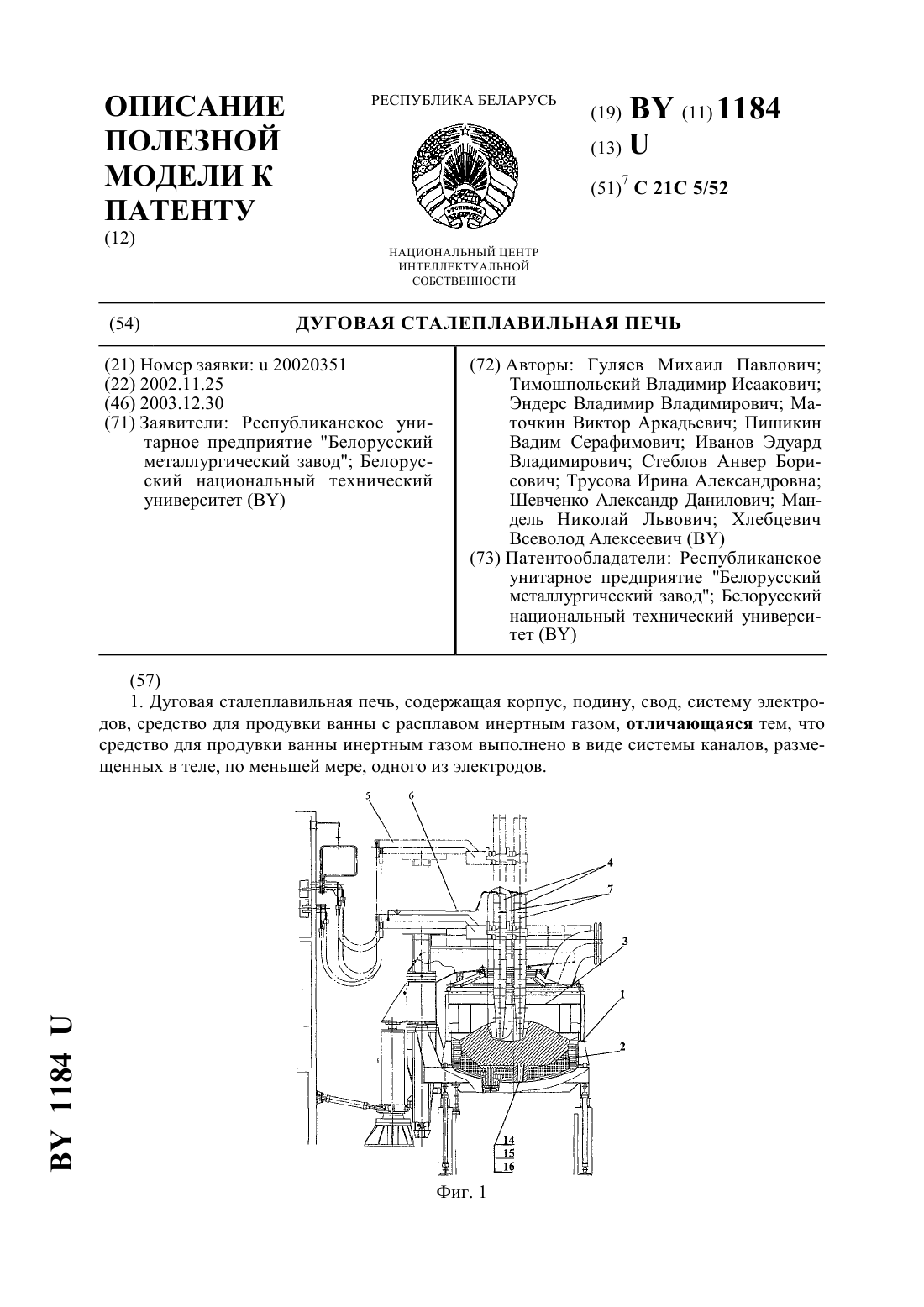
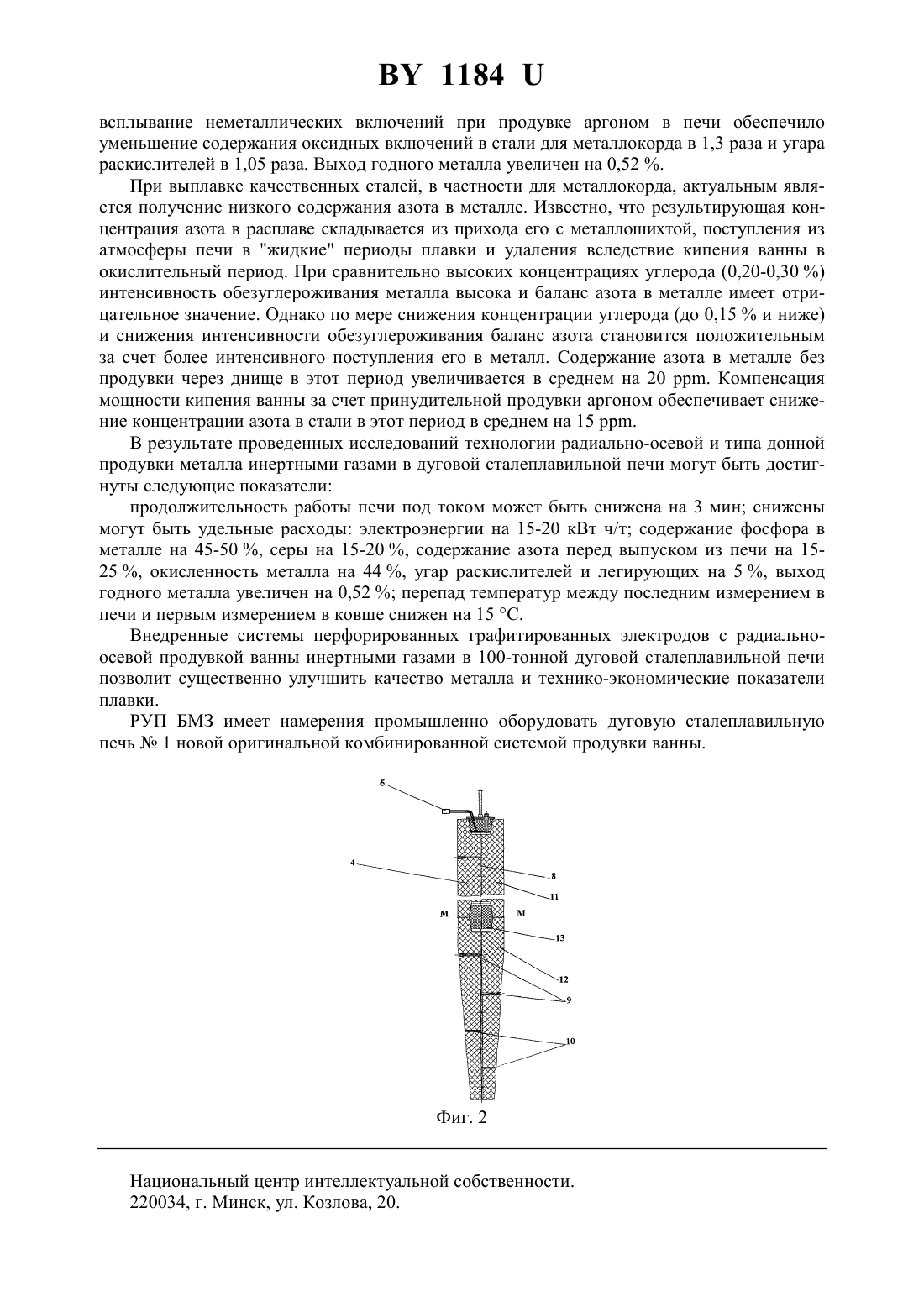
(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Гуляев Михаил Павлович Тимошпольский Владимир Исаакович Эндерс Владимир Владимирович Маточкин Виктор Аркадьевич Пишикин Вадим Серафимович Иванов Эдуард Владимирович Стеблов Анвер Борисович Трусова Ирина Александровна Шевченко Александр Данилович Мандель Николай Львович Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) 1. Дуговая сталеплавильная печь, содержащая корпус, подину, свод, систему электродов, средство для продувки ванны с расплавом инертным газом, отличающаяся тем, что средство для продувки ванны инертным газом выполнено в виде системы каналов, размещенных в теле, по меньшей мере, одного из электродов. 11842. Дуговая сталеплавильная печь по п. 1, отличающаяся тем, что система каналов в электроде выполнена в виде осевого центрального сквозного канала и радиальных каналов. 3. Дуговая сталеплавильная печь по любому из пп. 1, 2, отличающаяся тем, что радиальные каналы расположены по винтовой линии относительно вертикальной оси электродов. 4. Дуговая сталеплавильная печь по любому из пп. 1-3, отличающаяся тем, что радиальные каналы снабжены заглушками. 5. Дуговая сталеплавильная печь по любому из пп. 1-4, отличающаяся тем, что электрод выполнен составным с горизонтальной линией разъема и снабжен соединительной муфтой.(56) 1. Тимошпольский В.И. и др. Технология металлургических мини-заводов. - Мн Наука и техника, 1992. - С. 17, рис. 2.1-а. 2. Тимошпольский В.И. и др. Технология металлургических мини-заводов. - Мн Наука и техника, 1992. - С. 17, рис. 2.1-б. Полезная модель относится к металлургии, преимущественно к сталеплавильным печам для производства кордовых сталей. Известна конструкция дуговой сталеплавильной печи с чайниковым выпуском, содержащей корпус, подину, свод, систему электродов, средство для продувки ванны с расплавом кислородом в виде подовой фурмы 1. Отсутствие эркера в печи ограничивает технологические возможности, и снижает эффективность разливки и качество стали из-за невозможности полной отсечки печного шлака. Ближайшим техническим решением, принятым за прототип, является конструкция дуговой сталеплавильной печи, содержащей корпус, подину, свод, систему электродов,средство для продувки ванны с расплавом инертным газом, преимущественно аргоном, в виде подовой фурмы и эркер 2. Достоинство печи заключается в эркерном выпуске, что обеспечивает полную отсечку печного шлака. Недостаток проявляется в повышенном насыщении расплава азотом в зоне дуги,вследствие чего снижается качество кордовой стали. Нетехнологичная конструкция графитизированных электродов исключает их оперативную замену, снижает технологические параметры печи в целом и повышает себестоимость электродов. В основу полезной модели поставлена задача расширения технологических возможностей печи, оперативное восстановление работоспособности электродов и повышение качества плавки стали путем выравнивания температуры и химического состава объема ванны расплава металла. Поставленная задача достигается тем, что в известной конструкции дуговой сталеплавильной печи, содержащей корпус, подину, свод, систему электродов, средство для продувки ванны с расплавом инертным газом, согласно полезной модели, средство для продувки ванны инертным газом выполнено в виде системы каналов, размещенных в теле, по меньшей мере, одного из электродов. В дуговой сталеплавильной печи система каналов в электроде выполнена в виде осевого центрального сквозного канала и радиальных каналов. В дуговой сталеплавильной печи радиальные каналы расположены по винтовой линии относительно вертикальной оси электродов. В дуговой сталеплавильной печи радиальные каналы снабжены заглушками. В дуговой сталеплавильной печи электрод выполнен составным с горизонтальной линией разъема и снабжен соединительной муфтой. Для лучшего восприятия полезной модели она поясняется чертежом, где фиг. 1 - общий вид печи фиг. 2 - новая конструкция графитизированного перфорированного электрода. 2 1184 Конструкция дуговой сталеплавильной печи - ДСП содержит корпус 1, подину 2, свод 3,систему графитизированных электродов 4, средство 5 подъема электродов 4, средство 6 подачи инертного газа-аргона в электроды 4, средство для продувки ванны инертным газом, выполненное в виде системы каналов 7, размещенных в теле, по меньшей мере, одного из электродов 4. В дуговой сталеплавильной печи система каналов 7 в электроде 4 может быть выполнена в виде осевого центрального сквозного канала 8 и радиальных каналов 9. В дуговой сталеплавильной печи радиальные каналы 9 могут быть расположены по винтовой линии относительно вертикальной оси электродов 4, т.е каналы 9 для улучшения технологичности работы электродов 4, как показала практика, оптимальное расположение имеют по наружной поверхности электрода 4 по винтовой траектории. Такое расположение обеспечивает равнопрочные сечения в процессе работы электрода 4, то есть обеспечивают его конструктивную прочность по мере износа. В дуговой сталеплавильной печи радиальные каналы 9 снабжены технологическим заглушками 10, которые по мере износа электрода открываются для радиальной подачи аргона в зону горения дуги путем ускоренного выгорания материала заглушки при температуре дугового разряда. В дуговой сталеплавильной печи, оперативного восстановления рабочей длины электрода 4 выполнен составным из технологических модулей 11, 12 с горизонтальной линией М- М разъема и снабжен соединительной муфтой 13 для объединения модулей 11, 12 в единый рабочий электрод 4. Дуговая сталеплавильная печь при необходимости может быть снабжена средством газового барботажа расплава ванны металла, размещенным в подине в форме одной или трех подовых фурм 14, 15, 16, расположенных под углом 12020 друг относительно друга. Оптимальные значения углов расположения трех подовых фурм 14, 15, 16 друг относительно друга в интервале 12020 определено экспериментально и задано в зависимости от конструкции подины 2 печи и условий равномерности продувки ванны с расплавом для обеспечения состояния расплава, близкого к гомогенному. В процессе работы ДСП осуществляют продувку инертным газом ванны с расплавом путем подачи аргона через средство 6 в осевой центральный сквозной канал 8 в зону горения дуги. Продувку металла инертными газами осуществляют под давлением потока газа в зону горения дуги ванны с расплавом металла и насыщение слоев металла инертным газом. По мере износа рабочего торца электрода 4, который изнашивается по коническому закону формы электрода снизу-вверх, открывается заглушка 10 первого снизу радиального канала 9 и осуществляют кроме осевой продувки расплава аргоном дополнительную радиальную продувку через радиальный канал 9, тем самым интенсифицируя процесс барботирования расплава аргоном и гомогенизацию расплава, которая выражена в интенсивном перемешивании металла со шлаком, мелкие пузыри оказывают фильтрующее воздействие на металл. Слои металла, насыщенные инертным газом, вследствие снижения плотности,получают вертикальное перемещение, вызывая противоположное перемещение соседних слоев стали, в результате выравнивается температура и химический состав в объеме ванны. Перепад температуры металла снижают при этом на 15 С. Заявленная конструкция может предусматривать так же прямую систему продувки через канальные донные огнеупорные фурмы 14, 15, 16. Проблема локального перегрева расплава в зоне действия электрических дуг при плавке стали в мощных сталеплавильных дуговых печах ДСП постоянно находится в центре внимания. Радиально-осевая продувка инертными газами через каналы 10, 8 системы электродов 4 способствует получению чистой по неметаллическим включениям стали с низким содержанием газов, быстрой и эффективной гомогенизации и ускорению массообменных процессов. Наряду с улучшением качества стали радиально-осевая продувка в ванне ДСП снижает расход электроэнергии и электродов, раскислителей и легирующих, увеличивает производительность печной установки. 3 1184 Пример. Белорусский металлургический завод осваивает системы радиально-осевой продувки ванны инертными газами на двух 100-тонных ДСП 2, 3. Дуговые сталеплавильные печи БМЗ оснащены эркерным выпуском металла и оборудованы трансформаторами мощностью 75 МВА и могут быть оснащены стеновыми газокислородными горелками. ДСП могут быть дополнительно оборудованы дверной газокислородной горелкой мощностью 5 МВт, манипуляторами для вдувания кислорода и углеродосодержащих материалов, консолями фирмыи установкой для вдувания в печь доломитовой муки фирмы. Большую часть в сортаменте выплавки занимают качественные углеродистые, легированные стали и сталь для металлокорда с жесткими требованиями по содержанию неметаллических включений и газов. Так, содержание серы и фосфора в кордовой стали должна быть не более 0,015 каждого, содержание азота и кислорода не более 50 каждого. В условиях электросталеплавильных цехов РУП БМЗ опробованы и детально изучена донная продувка металла в печи прямая и промоделирована радиально-осевая продувка инертными газами. Газораспределительная установка для продувочных устройств укомплектована свободно программируемым 5 и автоматическим байпасом на случай непредвиденного отключения электроэнергии или снижения давления инертного газа в системе,что гарантирует постоянный проход газа через каналы системы электродов или через фурмы при прямой продувке. В случае износа электрода 4 он автоматически поднимается средством 5 и посредством соединительной муфты 13 осуществляют наращивание электрода 4 модулями 11, 12 до заданной технологической длины. Результаты апробации продувки сведены в таблицу. Температурный режим плавок Температура металла Температура металла в печи перед выпуском, С в ковше, С 1712 1658 1711 1642 Указанный эффект может быть использован для снижения температуры стали в печи перед выпуском примерно на 15 С, что позволит сократить продолжительность работы печи под током на 1,5-2 мин и сэкономить до 15-20 кВт ч/т электроэнергии. Положительное влияние радиально-осевой продувки в совокупности с донной продувкой ванны существенно влияет на ускорение массообменных процессов между металлом и шлаком вследствие существенного увеличения удельной поверхности контакта фаз. Причем благотворное влияние продувки сказывается уже в период плавления. Исследования показали, что в случае продувки аргоном содержание фосфора по расплаву в 1,3-1,5 раза, а серы в 1,2 раза меньше, чем без продувки. В целом продувка аргоном расплава позволяет получить более низкие содержания фосфора в 1,4 раза, а серы в 1,13 раза в готовой стали, чем при обычной плавке. Постоянное эффективное перемешивание металла и шлака способствует более раннему образованию гомогенного высокоосновного шлака. Интенсивное кипение и дополнительное перемешивание металлической ванны оказывает значительное влияние на термодинамику и кинетику процесса обезуглероживания и эффективную концентрацию кислорода в металле. Дополнительный поток газов при продувке ванны аргоном или азотом, во-первых, увеличивает массоперенос кислорода вовторых, создает надшлаковый слой, обогащенный нейтральными газами и окисью углерода, и этим затормаживает переход кислорода из печных газов в шлак. В целом данное явление и интенсивное взаимодействие фаз приближает систему к равновесию содержание кислорода снижается в среднем на 150 . Снижение концентрации кислорода в металле и 4 1184 всплывание неметаллических включений при продувке аргоном в печи обеспечило уменьшение содержания оксидных включений в стали для металлокорда в 1,3 раза и угара раскислителей в 1,05 раза. Выход годного металла увеличен на 0,52 . При выплавке качественных сталей, в частности для металлокорда, актуальным является получение низкого содержания азота в металле. Известно, что результирующая концентрация азота в расплаве складывается из прихода его с металлошихтой, поступления из атмосферы печи в жидкие периоды плавки и удаления вследствие кипения ванны в окислительный период. При сравнительно высоких концентрациях углерода (0,20-0,30 ) интенсивность обезуглероживания металла высока и баланс азота в металле имеет отрицательное значение. Однако по мере снижения концентрации углерода (до 0,15 и ниже) и снижения интенсивности обезуглероживания баланс азота становится положительным за счет более интенсивного поступления его в металл. Содержание азота в металле без продувки через днище в этот период увеличивается в среднем на 20 . Компенсация мощности кипения ванны за счет принудительной продувки аргоном обеспечивает снижение концентрации азота в стали в этот период в среднем на 15 . В результате проведенных исследований технологии радиально-осевой и типа донной продувки металла инертными газами в дуговой сталеплавильной печи могут быть достигнуты следующие показатели продолжительность работы печи под током может быть снижена на 3 мин снижены могут быть удельные расходы электроэнергии на 15-20 кВт ч/т содержание фосфора в металле на 45-50 , серы на 15-20 , содержание азота перед выпуском из печи на 1525 , окисленность металла на 44 , угар раскислителей и легирующих на 5 , выход годного металла увеличен на 0,52 перепад температур между последним измерением в печи и первым измерением в ковше снижен на 15 С. Внедренные системы перфорированных графитированных электродов с радиальноосевой продувкой ванны инертными газами в 100-тонной дуговой сталеплавильной печи позволит существенно улучшить качество металла и технико-экономические показатели плавки. РУП БМЗ имеет намерения промышленно оборудовать дуговую сталеплавильную печь 1 новой оригинальной комбинированной системой продувки ванны. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C21C 5/52
Метки: дуговая, печь, сталеплавильная
Код ссылки
<a href="https://by.patents.su/5-u1184-dugovaya-staleplavilnaya-pech.html" rel="bookmark" title="База патентов Беларуси">Дуговая сталеплавильная печь</a>
Дуговая сталеплавильная печь
Номер патента: U 557
Опубликовано: 30.06.2002
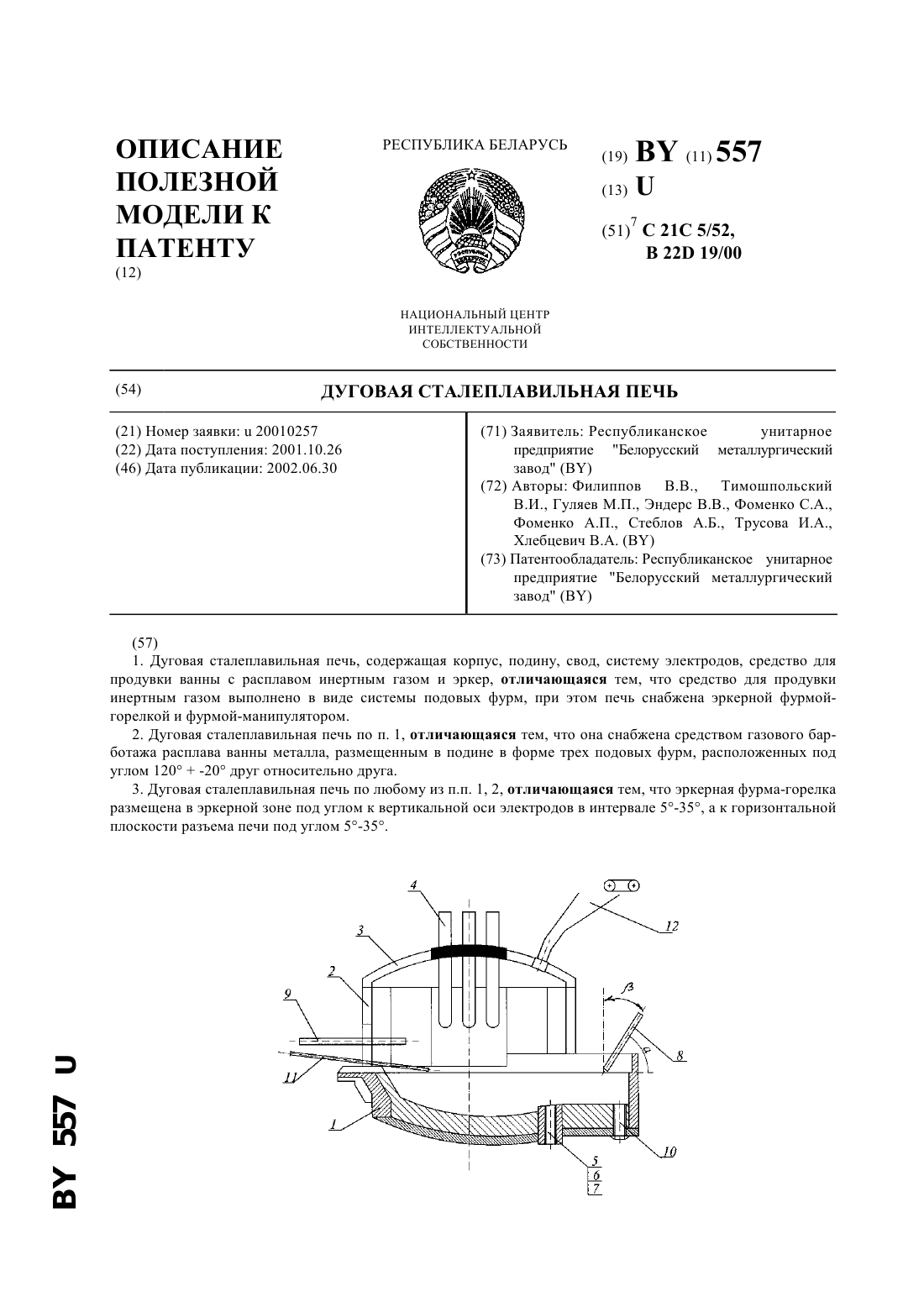
Авторы: Фоменко Александр Петрович, Стеблов Анвер Борисович, Фоменко Сергей Александрович, Хлебцевич Всеволод Алексеевич, Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Гуляев Михаил Павлович, Трусова Ирина Александровна
МПК: B22D 19/00, C21C 5/52
Метки: дуговая, сталеплавильная, печь
Текст:
...мощностью 5 МВт, фурмой манипулятором 9, кислородным копьем 11 для вдувания кислорода и углеродосодержащих материалов, консолями и установкой для вдувания в печь доломитовой муки фирмы. Основная технология выплавки - одношлаковый процесс с жидким стартом с использованием в шихте углеродистого металлолома и металлизованных окатышей. Большую часть в сортаменте выплавки занимают качественные углеродистые, легированные стали и сталь для...
Водоохлаждаемый электрод дуговой сталеплавильной печи
Номер патента: U 627
Опубликовано: 30.09.2002
Авторы: Шевченко Александр Данилович, Иванов Эдуард Владимирович, Пишикин Вадим Серафимович, Стеблов Анвер Борисович, Паршин Виктор Петрович, Филиппов Вадим Владимирович, Гуляев Михаил Павлович, Букин Виктор Александрович, Тимошпольский Владимир Исаакович, Паршиков Анатолий Николаевич, Пирогов Александр Александрович
МПК: B22D 19/00, C21C 5/52
Метки: печи, дуговой, электрод, сталеплавильной, водоохлаждаемый
Текст:
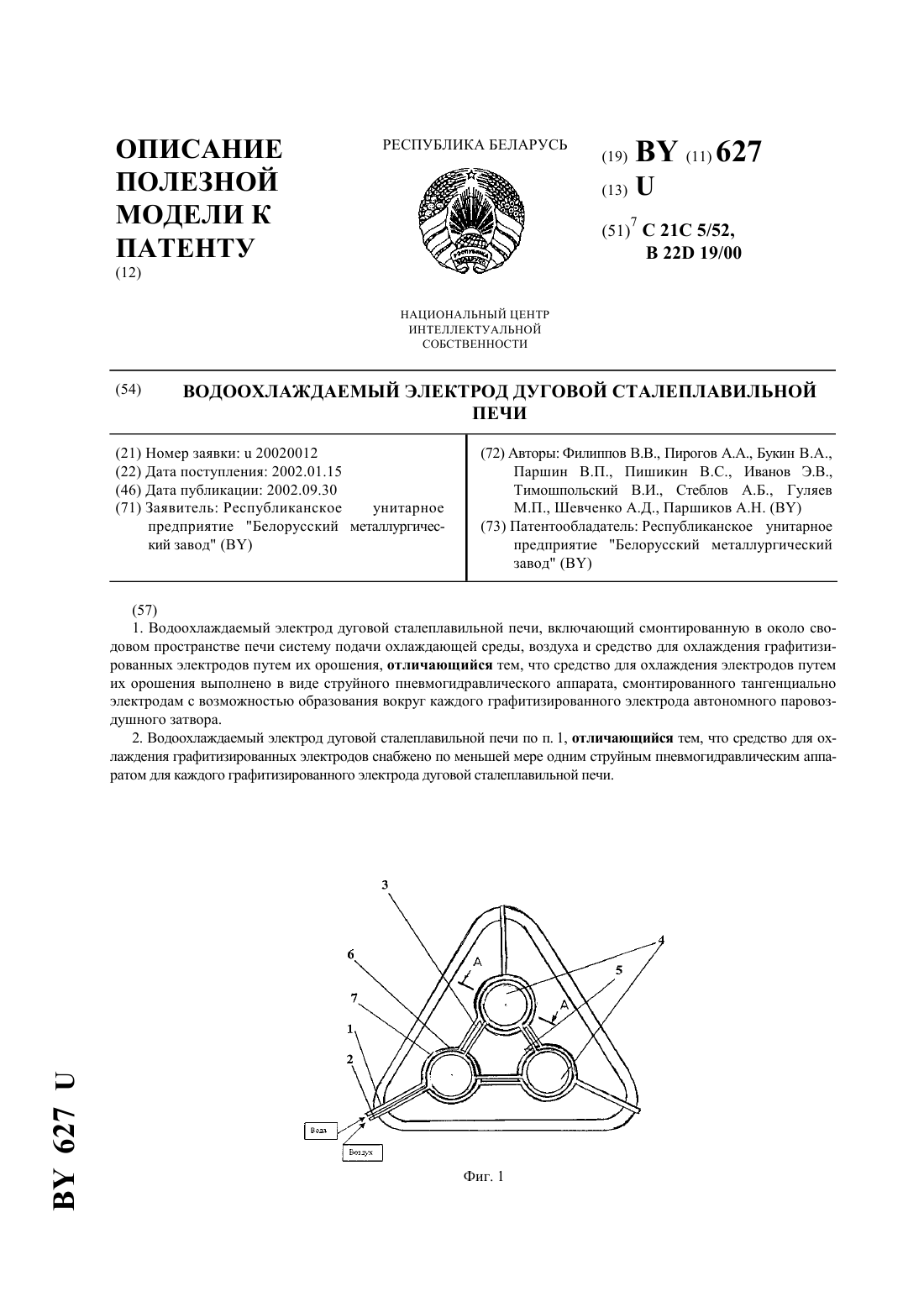
...графитизированных электродов снабжено по меньшей мере одним струйным пневмогидравлическим аппаратом для каждого графитизированного электрода дуговой сталеплавильной печи. В водоохлаждаемом электроде дуговой сталеплавильной печи струйный пневмогидравлический аппарат выполнен в виде системы, концентрично расположенных относительно графитизированных электродов и одна относительно другой, торообразных гидравлических и пневматических пар...
Походная печь Королева
Номер патента: U 428
Опубликовано: 30.12.2001
Автор: Королев Геннадий Витальевич
МПК: F24C 1/16
Метки: походная, печь, королева
Текст:
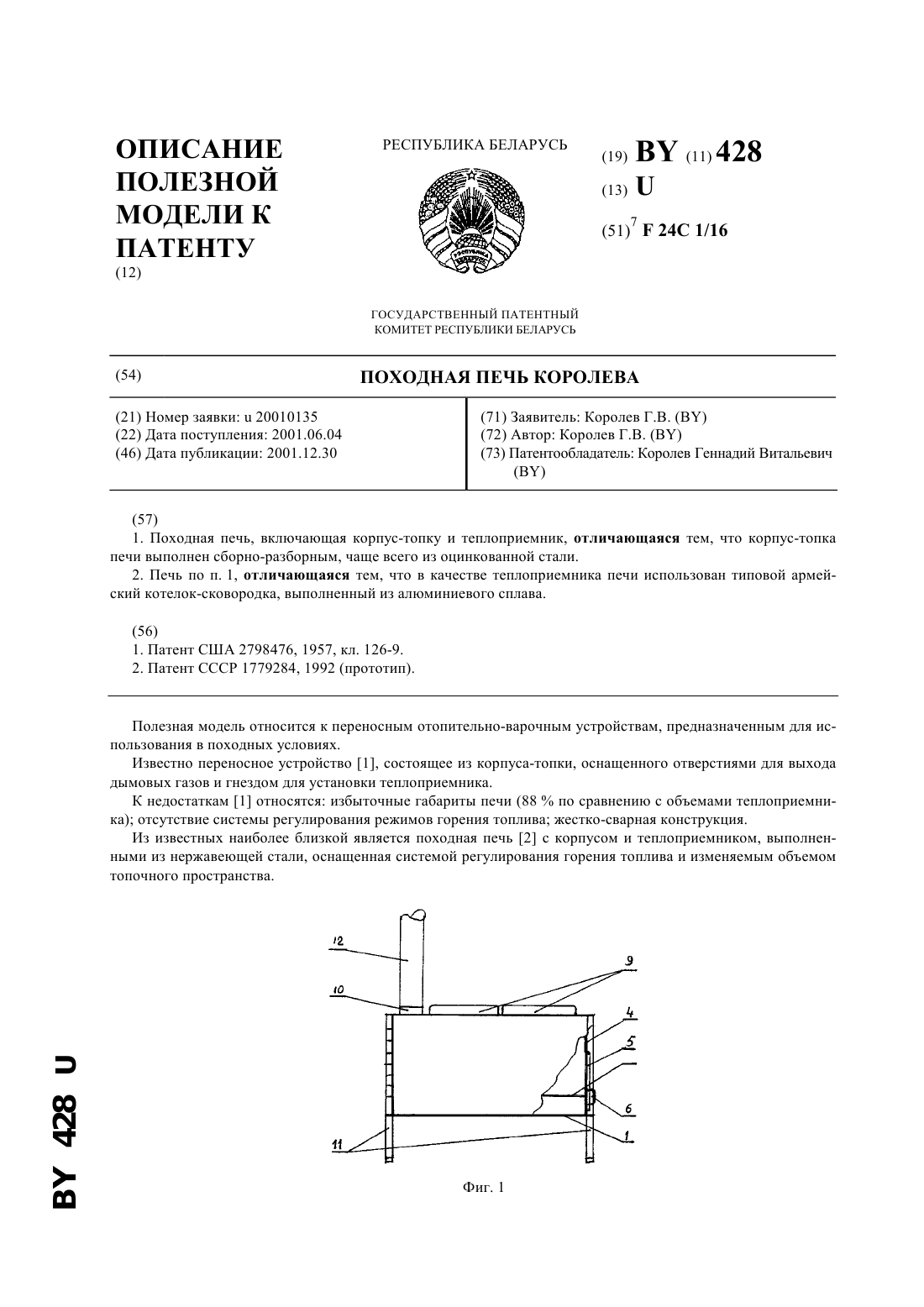
...в походных условиях. Общими признаками аналогов являются жесткая сварная конструкция, затрудняющая транспортировку печи в рюкзаке или вещевом мешке предназначение печи для использования в походных условиях. Задачей, решаемой полезной моделью, является расширение области применения переносных печей за счет снижения стоимости и упрощения их транспортировки. Для этого корпус-топка походной печи, выполняемой, чаще всего, из оцинкованной...
Универсальная переносная печь Королева
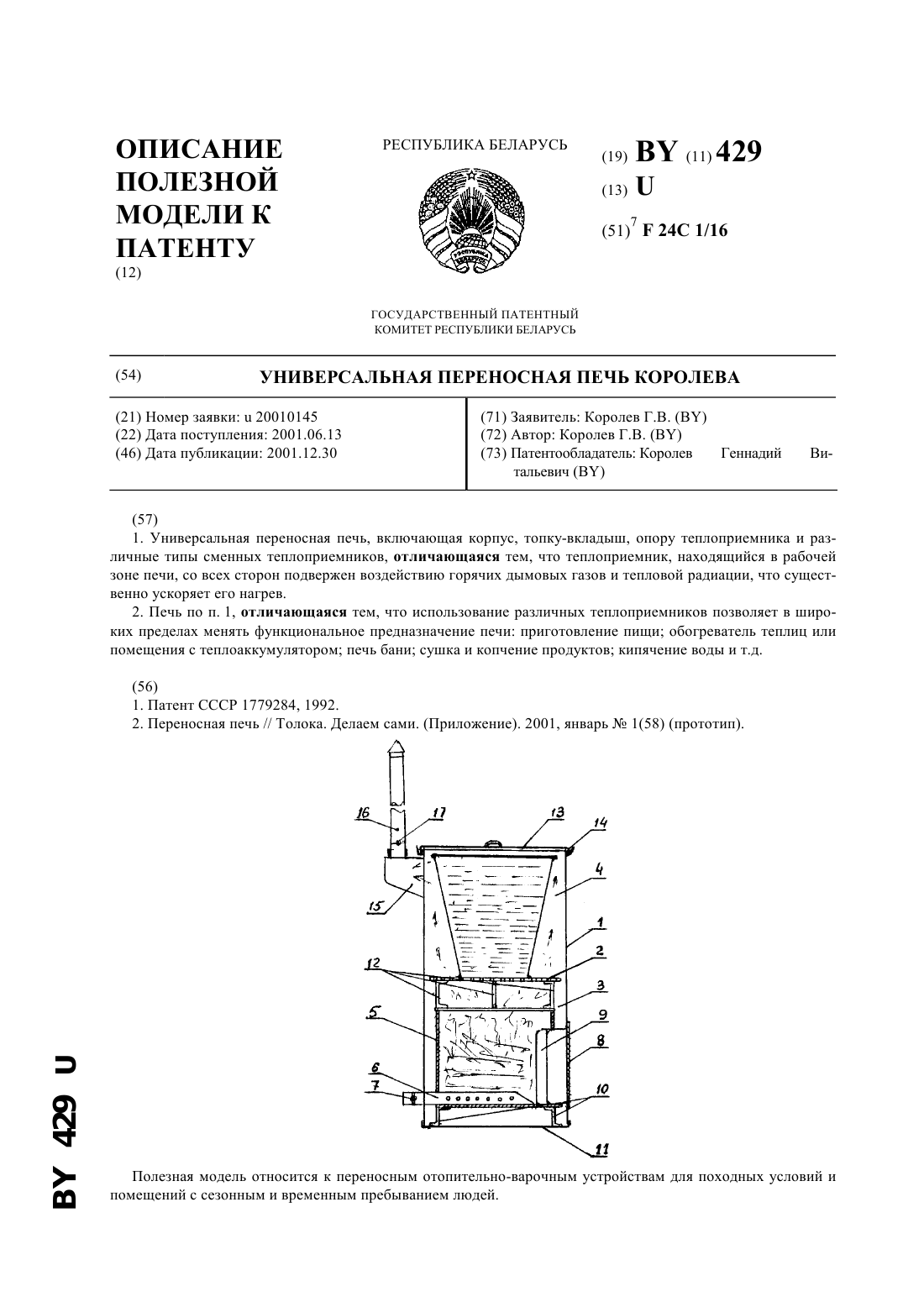
Номер патента: U 429
Опубликовано: 30.12.2001
Автор: Королев Геннадий Витальевич
МПК: F24C 1/16
Метки: королева, переносная, универсальная, печь
Текст:
...теплоприемник устанавливается на расположенной внутри печи решетчатой опоре. Благодаря этому конструктивному решению в качестве теплоприемника можно использовать стандартные ведра из оцинкованной стали кастрюли, баки,горшки соответствующих размеров заполненные булыжниками или щебенкой теплоприемникитеплоаккумуляторы и т.д., в связи с чем существенно расширяются функциональные возможности печи, которую можно использовать для сушки и копчения...
Утилизационная печь Королева

Номер патента: U 472
Опубликовано: 30.03.2002
Автор: Королев Геннадий Витальевич
МПК: F24B 1/00
Метки: печь, королева, утилизационная
Текст:
...после сгорания топлива освобождать вне помещения топливную емкость от зольных компонентов при использовании блока и ручной лебедки для подъема достаточно тяжелого топочного колпака, обслуживание этой печи осуществлять одним человеком. Сущность полезной модели поясняется чертежом, на котором представлена в собранном виде утилизационная печь в разрезе. Топка печи, в которой в качестве топлива используют торф или опилки, формируется из топочного...
Предыдущий патент: Чистовой калибр для холоднодеформированной арматуры
Следующий патент: Арматурный стержень для железобетонных конструкций
Случайный патент: Поршень двигателя внутреннего сгорания