Технологический участок сортопрокатного стана
Номер патента: 11061
Опубликовано: 30.08.2008
Авторы: Анелькин Николай Иванович, Лещенко Александр Иванович, Токмаков Павел Вадимович, Андрианов Николай Викторович, Горбанев Аркадий Алексеевич, Колосов Борис Николаевич, Кириленко Олег Михайлович, Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Луценко Владислав Анатольевич, Бобков Петр Александрович
Текст
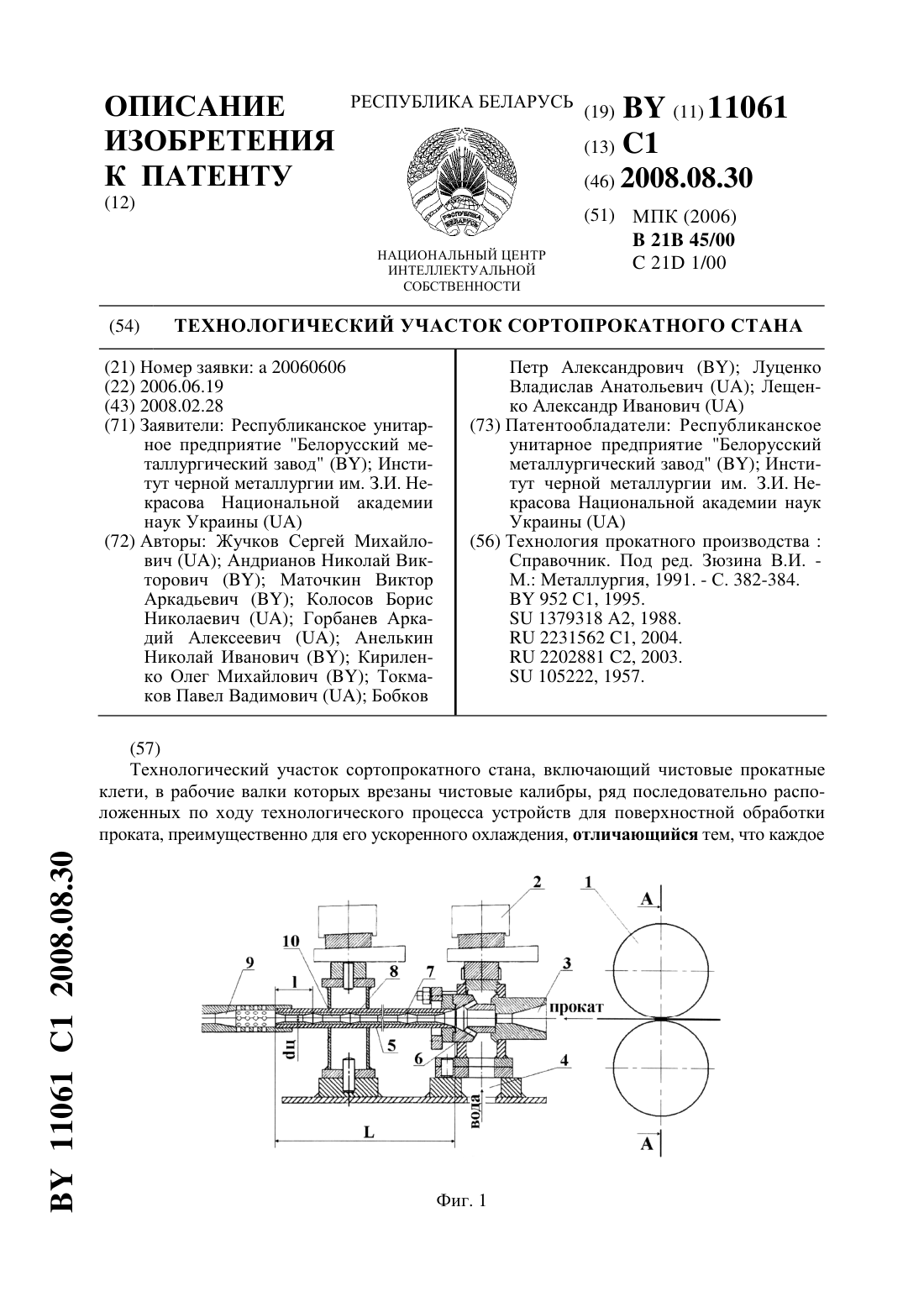
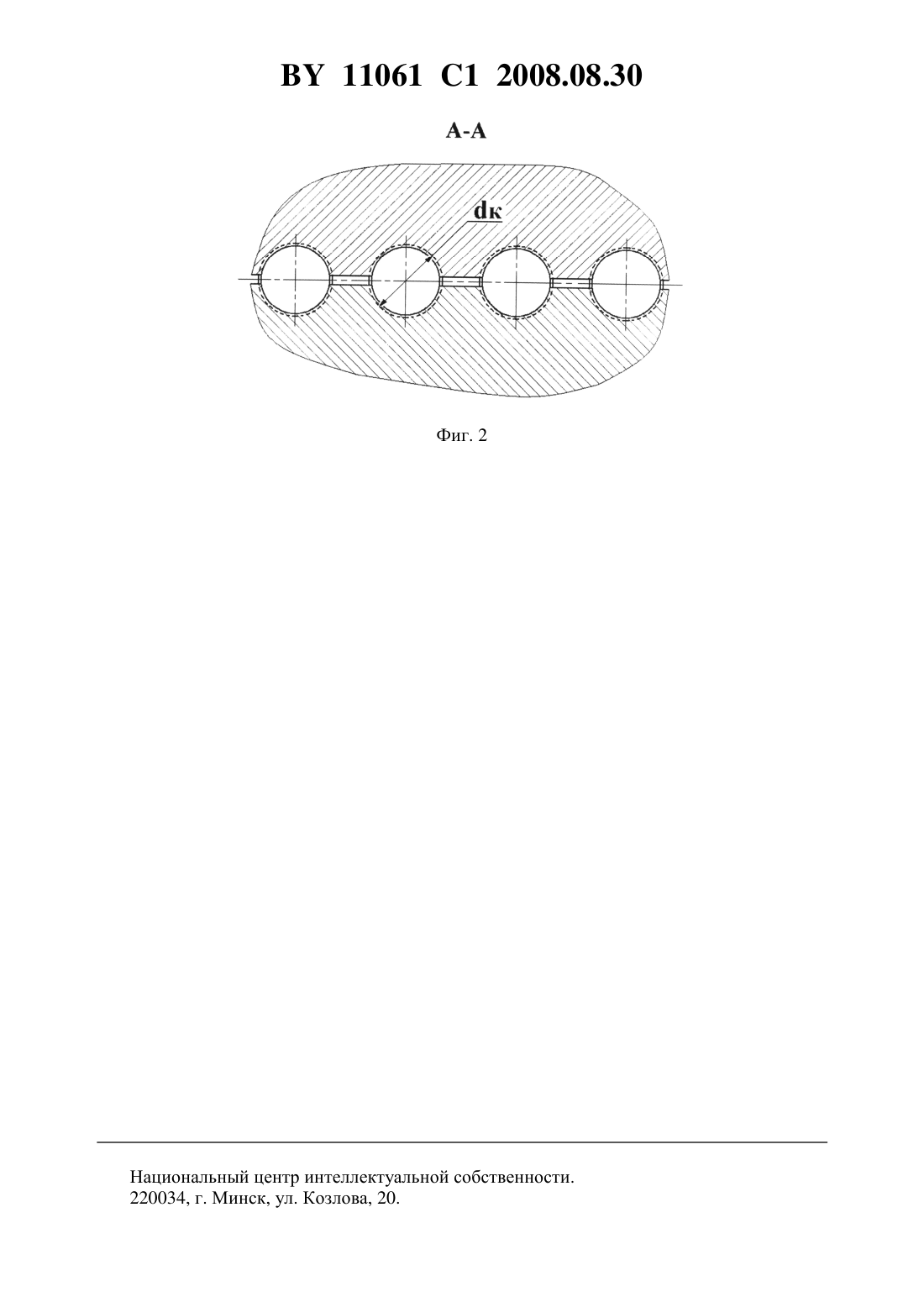
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ТЕХНОЛОГИЧЕСКИЙ УЧАСТОК СОРТОПРОКАТНОГО СТАНА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук Украины(72) Авторы Жучков Сергей МихайловичАндрианов Николай ВикторовичМаточкин Виктор АркадьевичКолосов Борис НиколаевичГорбанев Аркадий АлексеевичАнелькин Николай ИвановичКириленко Олег МихайловичТокмаков Павел ВадимовичБобков Петр АлександровичЛуценко Владислав АнатольевичЛещенко Александр Иванович(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук Украины(57) Технологический участок сортопрокатного стана, включающий чистовые прокатные клети, в рабочие валки которых врезаны чистовые калибры, ряд последовательно расположенных по ходу технологического процесса устройств для поверхностной обработки проката, преимущественно для его ускоренного охлаждения, отличающийся тем, что каждое 11061 1 2008.08.30 устройство для поверхностной обработки проката содержит вводную цилиндрическую проводку, снабженную средствами для подвода охладителя, с конической входной и выходной частями, размещенную выходной частью в одном конце рабочей камеры, и перфорированный насадок, расположенный на другом ее конце, причем рабочее пространство камеры выполнено в виде цилиндрической трубы, в которой установлены вариаторы давления, каждый из которых выполнен из трех элементов, установленных по ходу технологического процесса конфузора, цилиндрического участка и диффузора, при этом длина каждого вариатора давления составляет от 0,09 до 0,11 длины рабочей камеры, а диаметр цилиндрической части вариатора давления составляет не менее 1,5 максимального диаметра чистового калибра рабочих валков последней чистовой прокатной клети. Изобретение относится к прокатному производству, а именно к производству сортового проката и катанки на мелкосортных и проволочных станах, и может быть использовано в производстве арматурных профилей мелких сечений, термически упрочненных с прокатного нагрева в технологическом потоке стана. В качестве прототипа принят технологический участок сортопрокатного стана, включающий устанавливаемое в технологическом потоке стана за чистовой клетью устройство для ускоренного охлаждения готового проката для обеспечения заданного уровня характеристик его механических свойств 1. Недостатком известного технологического участка является то, что при его использовании не обеспечивается требуемая интенсивность теплообменных процессов, позволяющая снизить температуру поверхности термически упрочняемого проката от температуры конца прокатки до температур значительно ниже точки мартенситного превращения для углеродистых сталей при одновременном уменьшении давления охладителя. Это не обеспечивает требуемых характеристик механических свойств высокопрочного термоупрочненного арматурного проката. Задача, решаемая изобретением, состоит в создании технологического участка сортопрокатного стана для поверхностной обработки проката, использование которого обеспечит интенсивный теплообмен между горячим металлом и охладителем. Это даст возможность охлаждать арматурный прокат малых сечений до температур ниже точки мартенситного превращения для сталей углеродистых и низколегированных типа 25 Г 2 С при одновременном уменьшении давления охладителя. Технический результат, достигаемый при реализации предлагаемого технического решения, состоит в том, что за счет интенсификации теплообменных процессов между горячим с прокатного нагрева металлом и охладителем будет снижен расход охладителя,уменьшена длина технологического участка и обеспечена возможность расширения сортамента термически упрочненного проката, в частности, при производстве высокопрочной арматуры малых сечений. Решение поставленной задачи обеспечивается тем, что технологический участок сортопрокатного стана включает чистовые прокатные клети, в рабочие валки которых врезаны чистовые калибры, ряд последовательно расположенных по ходу технологического процесса устройств для поверхностной обработки проката, преимущественно для его ускоренного охлаждения. По изобретению, каждое устройство для поверхностной обработки проката содержит вводную цилиндрическую проводку, снабженную средствами для подвода охладителя, с конической входной и выходной частями, размещенную выходной частью в одном конце рабочей камеры, и перфорированный насадок, расположенный на другом ее конце, причем рабочее пространство камеры выполнено в виде цилиндрической трубы, в которой установлены вариаторы давления, каждый из которых выполнен из трех элементов, установленных по ходу технологического процесса конфузора, цилиндрического участка и диффузора, при этом длина каждого вариатора давления составляет 0,09 2 11061 1 2008.08.30 0,11 длины рабочей камеры, а диаметр цилиндрической части вариатора давления составляет не менее 1,5 максимального диаметра чистового калибра рабочих валков последней чистовой прокатной клети. Заявляемый технологический участок сортопрокатного стана иллюстрируется чертежами, где на фиг. 1 и фиг. 2 представлены его конструктивные параметры. Технологический участок включает чистовую прокатную клеть 1, в рабочие валки которой врезаны чистовые калибры и ряд последовательно расположенных по ходу технологического процесса однотипных устройств для поверхностной обработки проката 2 (на чертеже показано одно устройство). Каждое устройство для поверхностной обработки проката 2 содержит вводную цилиндрическую проводку 3, снабженную средствами для подвода охладителя, с конической входной и выходной частями, камеру с рабочим пространством,выполненным в виде цилиндрической трубы 5, и перфорированный насадок 9. Вводная цилиндрическая проводка 3 размещена выходной частью в одном конце рабочей камеры 5, а перфорированный насадок 9 расположен на другом ее конце. Рабочая камера каждого устройства снабжена вариаторами давления, установленными в ее рабочем пространстве. Каждый вариатор давления выполнен из трех элементов, установленных по ходу технологического процесса конфузора 7, цилиндрического участка 10 и диффузора 8. Заявляемый технологический участок сортопрокатного стана работает следующим образом. Горячий прокат после выхода из чистового калибра последней клети стана 1 поступает в устройство для поверхностной обработки проката 2 через вводную проводку 3. Одновременно в устройство 2 через патрубок (рабочий канал) 4 вводится обрабатывающая среда, в качестве которой могут быть использованы вода, пар, растворы, сжатые газы, газожидкостная смесь и пр. Обрабатывающая среда, например вода, под давлением от 3 до 15 бар (практически используемое давление на мелкосортных станах) подается в охлаждающую трубу 5 в направлении движения проката через сопла 6. Механизм процесса охлаждения при использовании заявляемого технического решения следующий. Сформированный центральный поток охладителя поступает в охлаждающую трубу 5,примыкая непосредственно к поверхности горячего проката в виде кольца одинаковой толщины. При соприкосновении с горячей поверхностью тонкодисперсные капли охладителя интенсивно испаряются и эффективно отбирают тепло от нагретого проката. Вблизи обрабатываемой поверхности создается ламинарный слой смеси охлаждающей воды и пара. В результате этого отвод тепла от поверхности проката замедляется за счет действия так называемой паровой рубашки. Вариаторы давления, расположенные в рабочей камере 5, выполненные в виде конфузора 7, диффузора 8 и расположенной между ними цилиндрической части 10, образуют местные сужения и расширения рабочего пространства камеры 5. Наличие в рабочей камере 5 вариаторов давления, выполненных в виде конфузора 7,диффузора 8 и расположенной между ними цилиндрической части 10, способствует изменению давления охладителя по длине трубы, в частности повышению давления в цилиндрической части. При повышении давления охладителя соответственно повышается температура кипения жидкости. В результате этого затрудняется образование паровой рубашки на поверхности проката и, следовательно, интенсифицируется теплоотдача от горячего проката к охлаждающей жидкости. Кроме этого, рабочая камера 5 со сложным профилем рабочего пространства способствует меньшему расходу воды за счет повышения коэффициента теплоотдачи в турбулентном потоке. Интенсивность теплоотдачи меняется при изменении соотношения диаметров цилиндрических частей 10 вариаторов давления (ц) рабочей камеры и максимального диаметра чистового калибра последней клети стана (к). 11061 1 2008.08.30 Экспериментально установлено, что длина каждого вариатора давления должна составлять 0,09-0,11 длины рабочей камеры, а отношение ц/к должно быть не менее 1,5. При указанных соотношениях геометрических и конструктивных параметров устройства обеспечивается интенсивный теплообмен между горячим металлом и охладителем, позволяющий охлаждать арматурный прокат малых сечений до температур ниже точки мартенситного превращения для сталей углеродистых и низколегированных типа 25 Г 2 С. Причем одновременно с этим уменьшается давление охлаждающей жидкости и ее расход, а также уменьшается длина технологического участка. В целом это способствует реализации возможности расширения сортамента термически упрочненного проката, в частности, при производстве высокопрочной арматуры малых сечений. Увеличение длины вариаторов давления больше 0,11 длины рабочей камеры приведет к снижению интенсивности охлаждения и соответствующему повышению температуры поверхности арматурного проката при том же давлении. Увеличение давления охлаждающей воды при этой длине вариатора давления снизит температуру поверхности проката, однако увеличит расход охладителя. Уменьшение длины вариаторов давления меньше 0,09 длины рабочей камеры существенно усложнит конструкцию устройства для поверхностной обработки проката без дополнительного повышения эффективности охлаждения. Выполнение диаметра цилиндрической части вариаторов давления с отношением ц/к должно быть не менее 1,5. Уменьшение диаметра цилиндрической части (ц) вариаторов давления менее 1,5 к может привести к застреванию арматурного профиля в рабочей камере устройства для поверхностной обработки проката и бурежке в трассе термоупрочнения. Таким образом, при использовании заявляемого технологического участка сортопрокатного стана обеспечивается решение поставленной технической задачи. Обеспечивается интенсификация теплообменных процессов между горячим прокатом и охладителем при одновременном уменьшении давления, подаваемого в рабочую камеру охладителя. Снижается расход охладителя и уменьшается длина трассы термоупрочнения. Обеспечивается снижение температуры проката, в частности, арматурных профилей малых сечений от температуры конца прокатки (1000-1050 С) до температур ниже точки мартенситного превращения углеродистых и низколегированных сталей. Пример конкретной реализации. Промышленная проверка параметров заявляемого технического решения выполнена на мелкосортном стане 320 РУП БМЗ при производстве термически упрочненных арматурных профилей 10 и 12 из стали 25 Г 2 С, прокатываемых со скоростью 13,5 м/с. Технологический участок термического упрочнения проката с прокатного нагрева этого стана включает чистовую прокатную клеть 320, в рабочие валки которой были врезаны чистовые калибры для прокатки арматурного профиля 12. За чистовой клетью в технологическом потоке стана установлено четыре последовательно расположенных однотипных устройства для поверхностной обработки проката, каждое из которых содержало вводную цилиндрическую проводку 3, снабженную средствами для подвода охладителя, с конической входной и выходной частями, камеру с рабочим пространством,выполненным в виде цилиндрической трубы, и перфорированный насадок. Вводная цилиндрическая проводка размещена выходной частью в одном конце рабочей камеры, а перфорированный насадок расположен на другом ее конце. В процессе проведения экспериментов рабочие камеры двух устройств для поверхностной обработки проката были оснащены вариаторами давления, установленными в рабочем пространстве указанных рабочих камер. Вариаторы давления состояли из конфузора,цилиндрического участка и диффузора, размещенных по ходу технологического процесса в рабочей камере устройства (цилиндрической трубе) длиной 1040 мм. При проведении экспериментов кроме прочего были установлены конструктивные параметры устройства и определены соотношения геометрических параметров вариаторов давления. 4 11061 1 2008.08.30 При прокате арматурного профиля 12 из стали 25 Г 2 С со скоростью 13,5 м/с и охлаждении его после чистовой клети в секции, оснащенной устройствами с длиной рабочей камеры 1040 мм и длиной вариатора давления 100 мм (10 штук в каждой охлаждающей трубе), после первой ступени, вариатор давления которой был выполнен с диаметром цилиндрической части ц 18 мм (соотношение диаметров ц/к 1,5), температура поверхности проката составляла 310-330 С при давлении охлаждающей воды на входе в рабочий канал 11 бар. То есть обеспечивалось решение проставленной задачи - снижение температуры поверхности арматурных профилей малых сечений от температуры конца прокатки (1000-1050 С) до температур ниже точки мартенситного превращения углеродистых и низколегированных сталей за счет интенсификации теплообменных процессов при охлаждении проката при одновременном расходе охладителя и без увеличения длины трассы термоупрочнения. Уменьшение диаметра цилиндрической части вариаторов давления до 17,5 мм(ц/к 1,42) привело к застреванию арматурного профиля 12 и бурежке в трассе. Увеличение длины вариаторов давления до 130 мм (10,125) привело к повышению температуры поверхности арматурного профиля 12 до 450 С при том же давлении. Увеличение давления охлаждающей воды до 15 бар при этой длине вариатора давления снизило температуру поверхности проката от 1030 до 440 С. Дальнейшее снижение температуры могло бы быть обеспечено за счет увеличения общей длины рабочей камеры,что связано с существенным усложнением конструкции, также с дополнительным расходом охладителя. Таким образом, увеличение длины вариаторов давления больше 0,11 длины рабочей камеры приводит к снижению интенсивности охлаждения, соответствующему повышению температуры арматурного проката после охлаждения при том же давлении. Увеличение давления охлаждающей воды в этом случае способствует снижению температуры проката, однако увеличит расход охладителя. Уменьшение длины вариаторов давления до 80 мм (10,077) привело к повышению температуры поверхности арматурного профиля 12 до 460 С при давлении охлаждающей воды 11 бар. Увеличение давления охлаждающей воды до 15 бар при этой длине вариатора давления снизило температуру поверхности проката от 1030 до 400 С. Кроме того, при таком соотношении геометрических параметров вариаторов давления (меньше 0,09 длины рабочей камеры) усложняется конструкция устройства для поверхностной обработки проката без дополнительного повышения эффективности охлаждения. То есть, при выполнении вариаторов давления с геометрическими параметрами и их соотношениями, отличными от заявляемых, не обеспечивается решение поставленной задачи. Аналогичные результаты получены и при прокатке и охлаждении арматурного профиля 10. Таким образом, экспериментальные исследования и опыт опробования заявляемого технологического участка показал, что его использование в линии непрерывного сортопрокатного стана обеспечивает решение поставленной технической задачи - за счет интенсификации теплообменных процессов в процессе охлаждения проката обеспечена возможность получения арматурного проката малых сечений с температурой поверхности ниже точки мартенситного превращения, при одновременном уменьшении давления охладителя. Это позволило снизить расход охладителя без увеличения габаритов технологического участка, в частности, трассы термоупрочнения. Тем самым обеспечена возможность расширения сортамента термически упрочненного проката, в частности, при производстве высокопрочной арматуры малых сечений. Источники информации 1. Технология прокатного производстваСправочник в двух книгах. Книга 1. Под ред. В.И. Зюзина. - М. Металлургия, 1991. - С. 382-384 (прототип). 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21B 45/00, C21D 1/00
Метки: участок, стана, сортопрокатного, технологический
Код ссылки
<a href="https://by.patents.su/6-11061-tehnologicheskijj-uchastok-sortoprokatnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Технологический участок сортопрокатного стана</a>
Технологический участок проволочного стана по производству высокоуглеродистой катанки
Номер патента: U 4489
Опубликовано: 30.06.2008
Авторы: Кравцов Юрий Геннадьевич, Кириленко Олег Михайлович, Муриков Максим Анатольевич, Анелькин Николай Иванович, Щербаков Владимир Иванович
МПК: C21D 1/02
Метки: стана, технологический, производству, проволочного, катанки, высокоуглеродистой, участок
Текст:
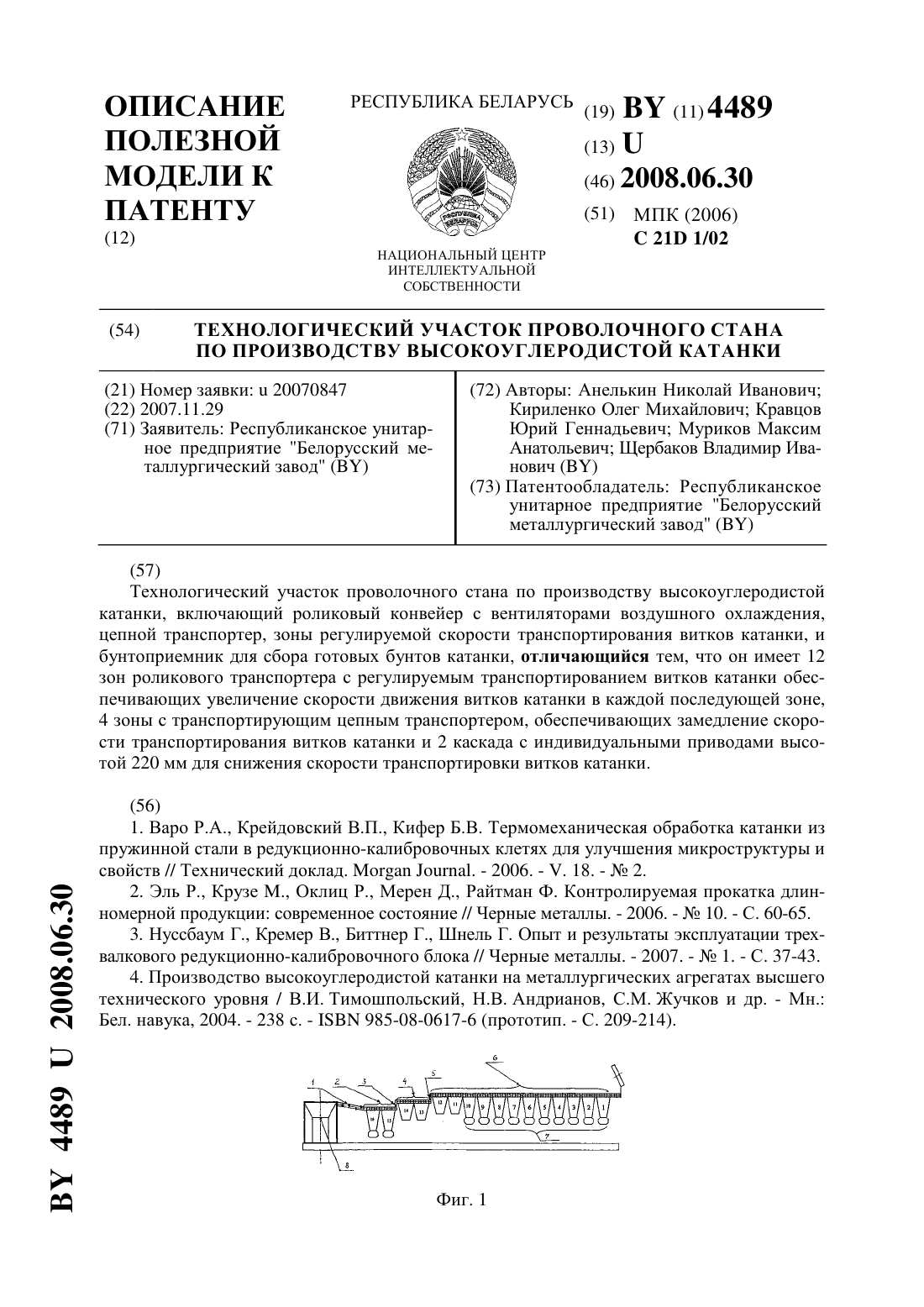
...превращения в металле установлены 2 каскада, на которых 2 44892008.06.30 можно варьировать замедлением скорости (от 60 до 90 ) транспортировки витков катанки к зоне структурного превращения, и тем самым избегать снижения транспортировки по всему рольгангу и вызывать в структуре катанки нежелательные превращения. Заявляемый технологический участок по производству высокоуглеродистой катанки проволочного стана иллюстрируется чертежом, где на...
Охлаждающий участок линии проволочного стана
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Стеблов Анвер Борисович, Токмаков Вадим Анатольевич, Сокиркин Сергей Николаевич, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич
МПК: B21B 45/02
Метки: стана, участок, линии, охлаждающий, проволочного
Текст:
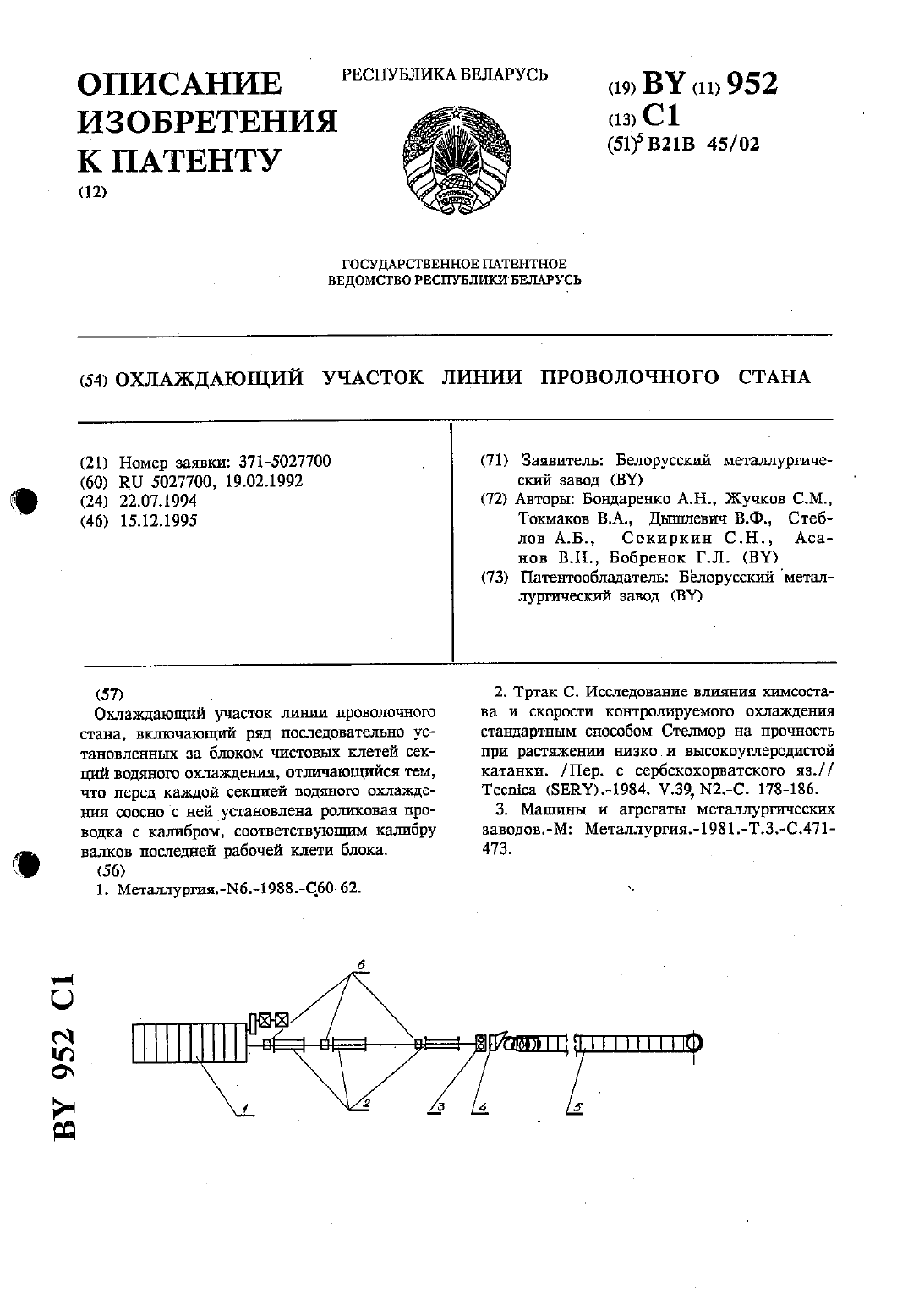
...задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО...
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Горбанев Аркадий Алексеевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович
МПК: B21B 1/02
Метки: калибровки, непрерывного, сортового, валков, система, стана, прокатного
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
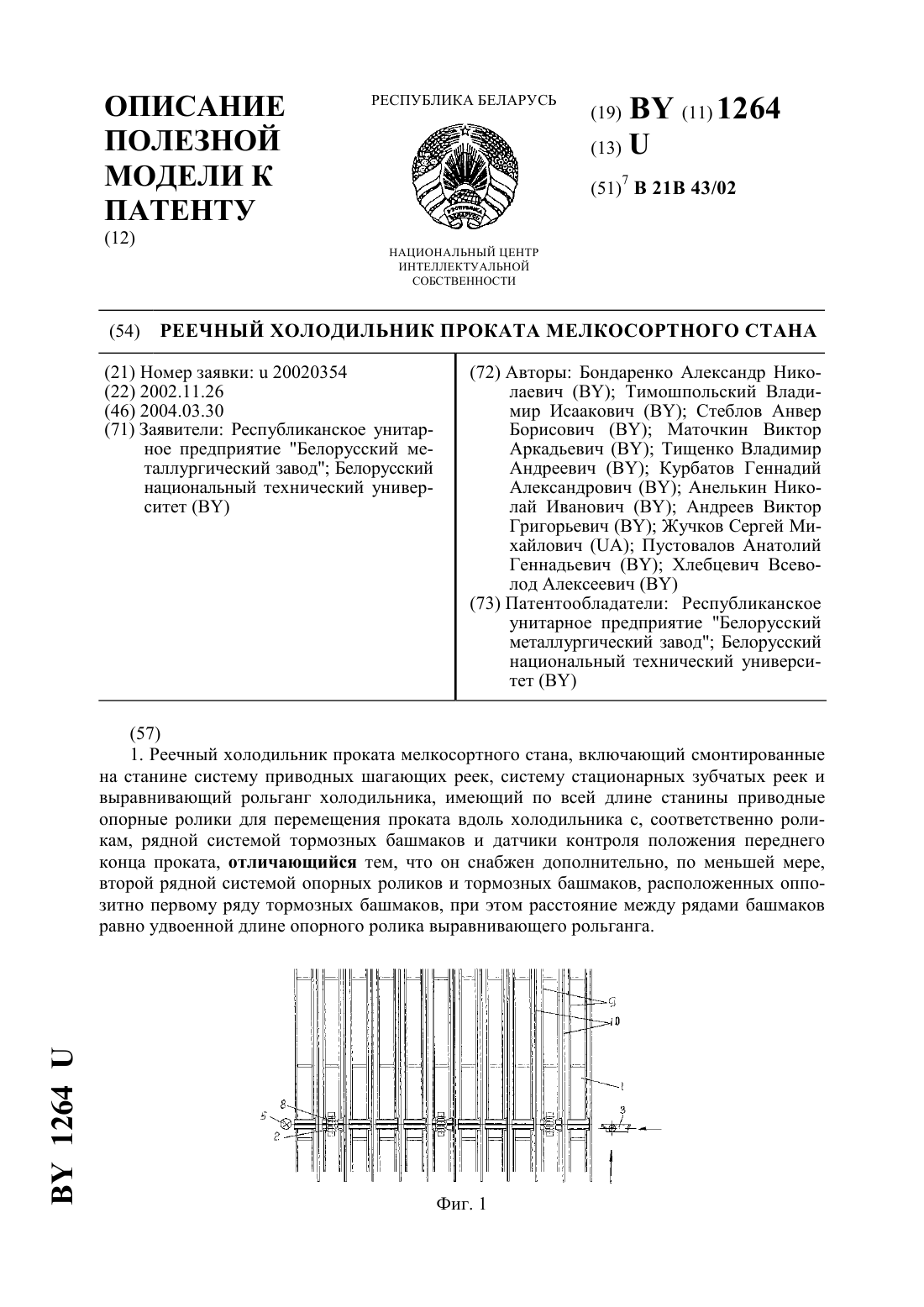
Реечный холодильник проката мелкосортного стана
Номер патента: U 1264
Опубликовано: 30.03.2004
Авторы: Курбатов Геннадий Александрович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Анелькин Николай Иванович, Хлебцевич Всеволод Алексеевич, Пустовалов Анатолий Геннадьевич, Бондаренко Александр Николаевич, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Андреев Виктор Григорьевич
МПК: B21B 43/02
Метки: проката, реечный, стана, мелкосортного, холодильник
Текст:
...перемещения проката вдоль холодильника с, соответственно роликам, рядной системой тормозных башмаков и датчики контроля положения переднего конца проката, согласно полезной модели, он снабжен дополнительно, по меньшей мере, второй рядной системой опорных роликов и тормозных башмаков, расположенных оппозитно первому ряду тормозных башмаков, при этом расстояние между рядами башмаков равно удвоенной длине опорного ролика выравнивающего...
Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана

Номер патента: 438
Опубликовано: 30.03.1995
Авторы: Цатуров А. Г., Кузьмин В. М., Гулько А. И., Овчинникова Т. А., Светличный В. Ф., Лютов В. Д., Чувильдеева Т. И.
МПК: B21D 5/06
Метки: столе, способ, настройки, профилегибочного, инструмента, рабочий, стана, стол, рабочем
Текст:
...на верхней поверхности Ползунов 45 и 46 дополнительные технологические устройства в виде многороликовых блоков. например блока дополнительной пары роликов 63 или направляющих планок 71 для формовки или направления контактных профилей 74 и 75,фиксируя насадку роликовую установочными пальцами 61 и 62 и закрепляя болтами 60. уГабариты боковых роликов 5-8 определяются из размеров а посадочного диаметра и ь длины посадочной шейки. где...
Предыдущий патент: Способ определения минералогического состава фракций физической глины почв
Следующий патент: Комбинированная энергетическая установка
Случайный патент: Способ формирования перестраиваемого псевдо-бесселева светового пучка