Устройство линии Стелмор в составе проволочного стана
Номер патента: U 3859
Опубликовано: 30.10.2007
Авторы: Муриков Максим Анатольевич, Анелькин Николай Иванович, Андрианов Николай Викторович, Савенок Анатолий Николаевич, Мандель Николай Львович, Трусова Ирина Александровна, Веденеев Александр Владимирович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович, Тимошпольский Владимир Исаакович
Текст
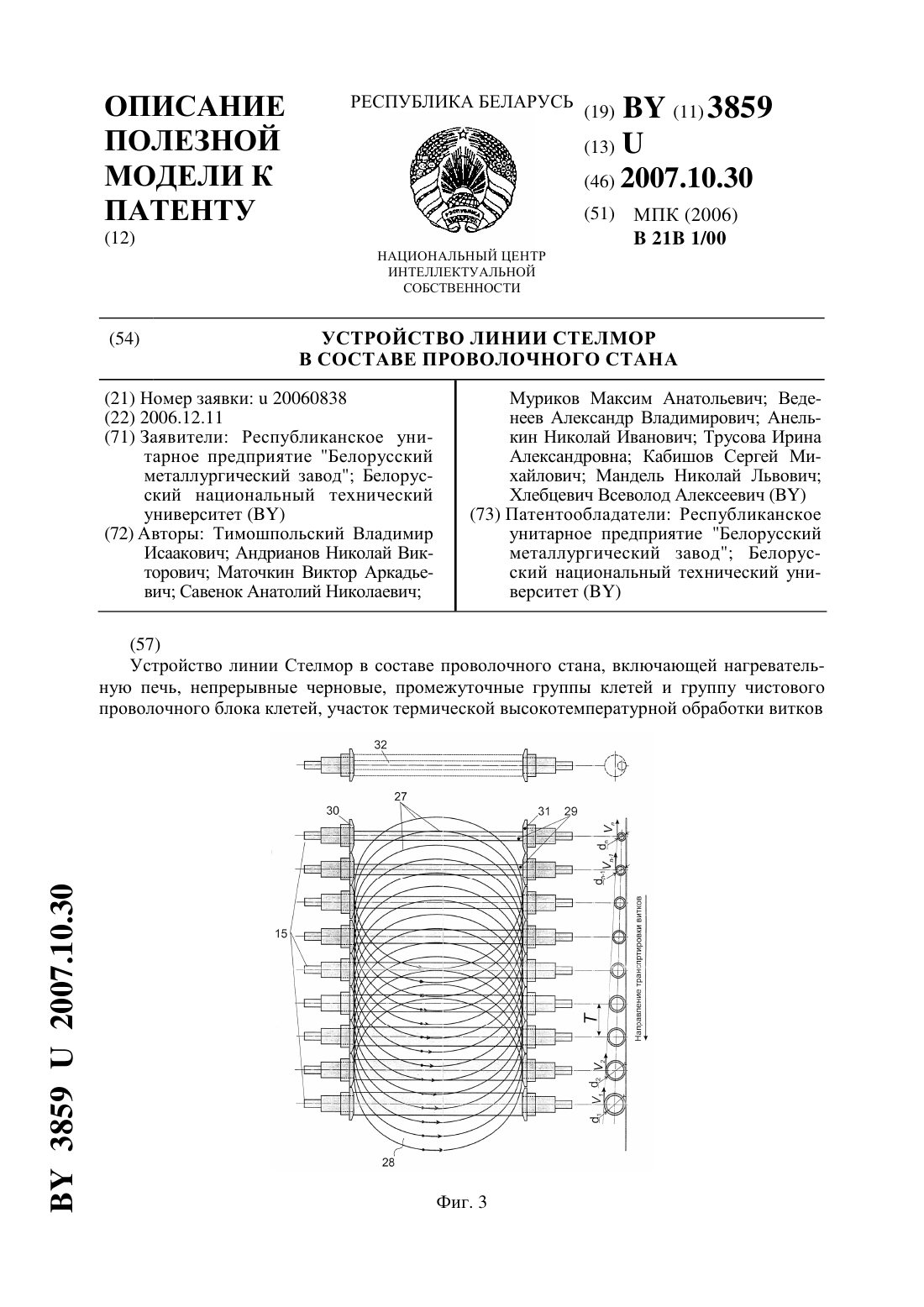
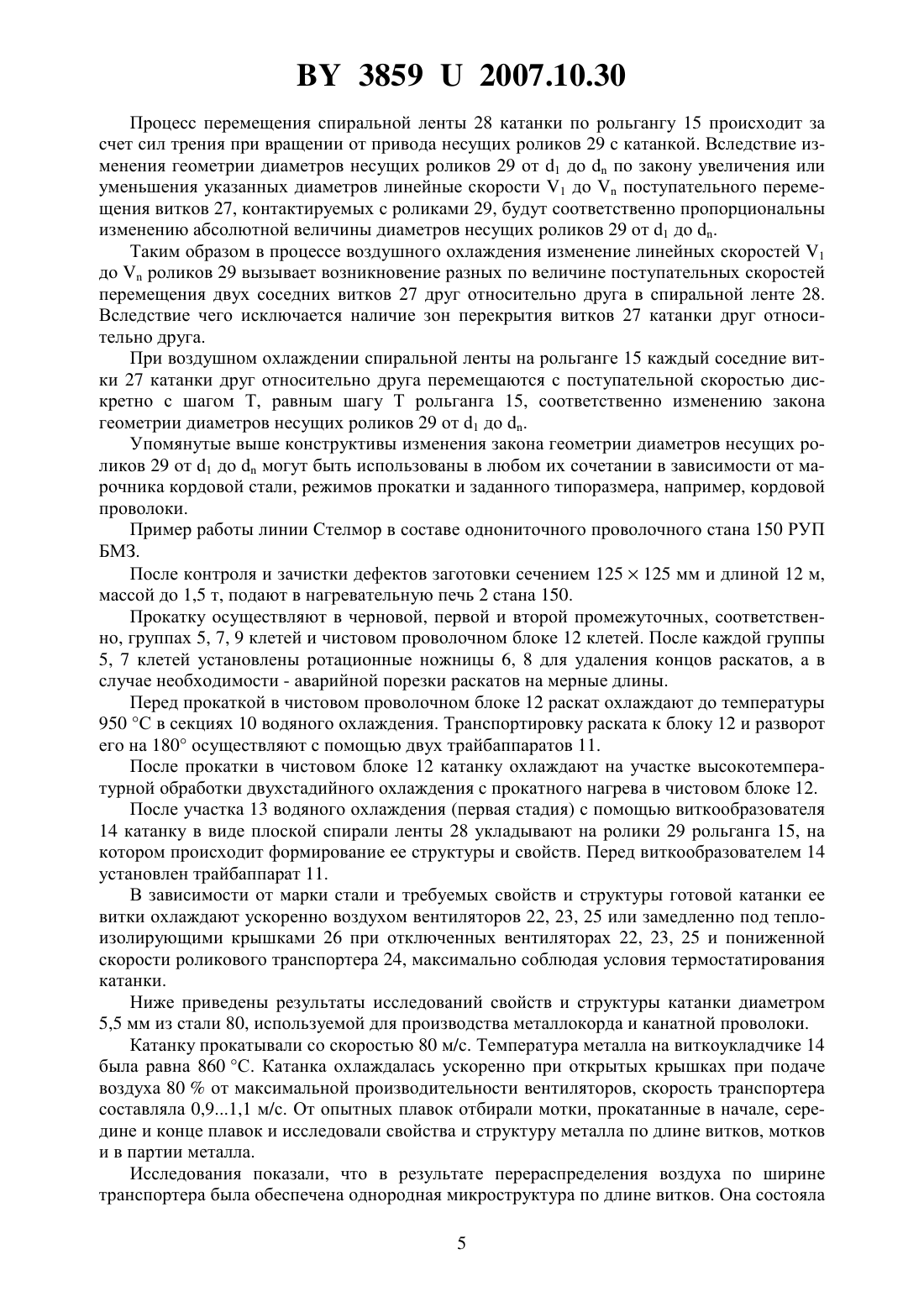
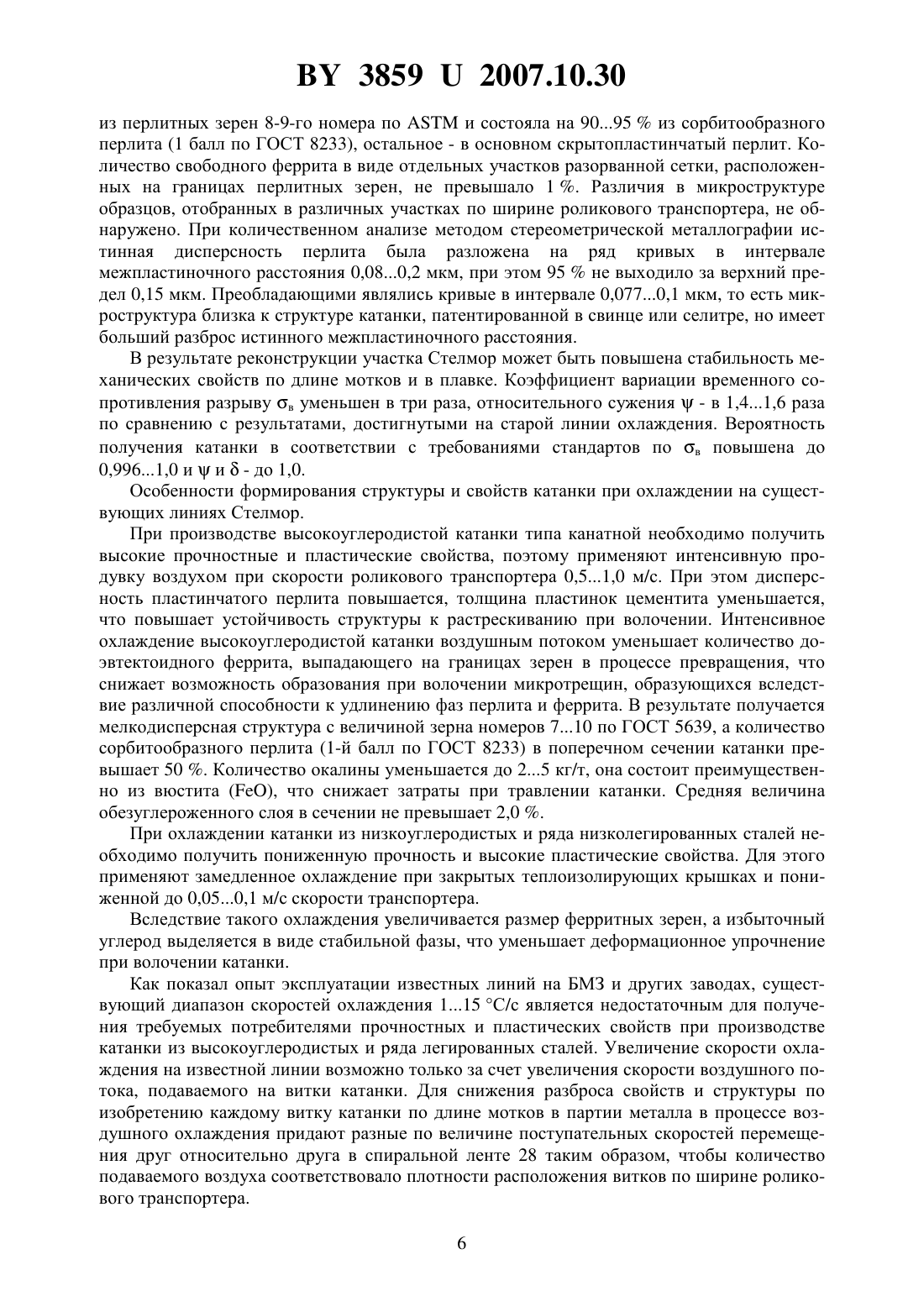
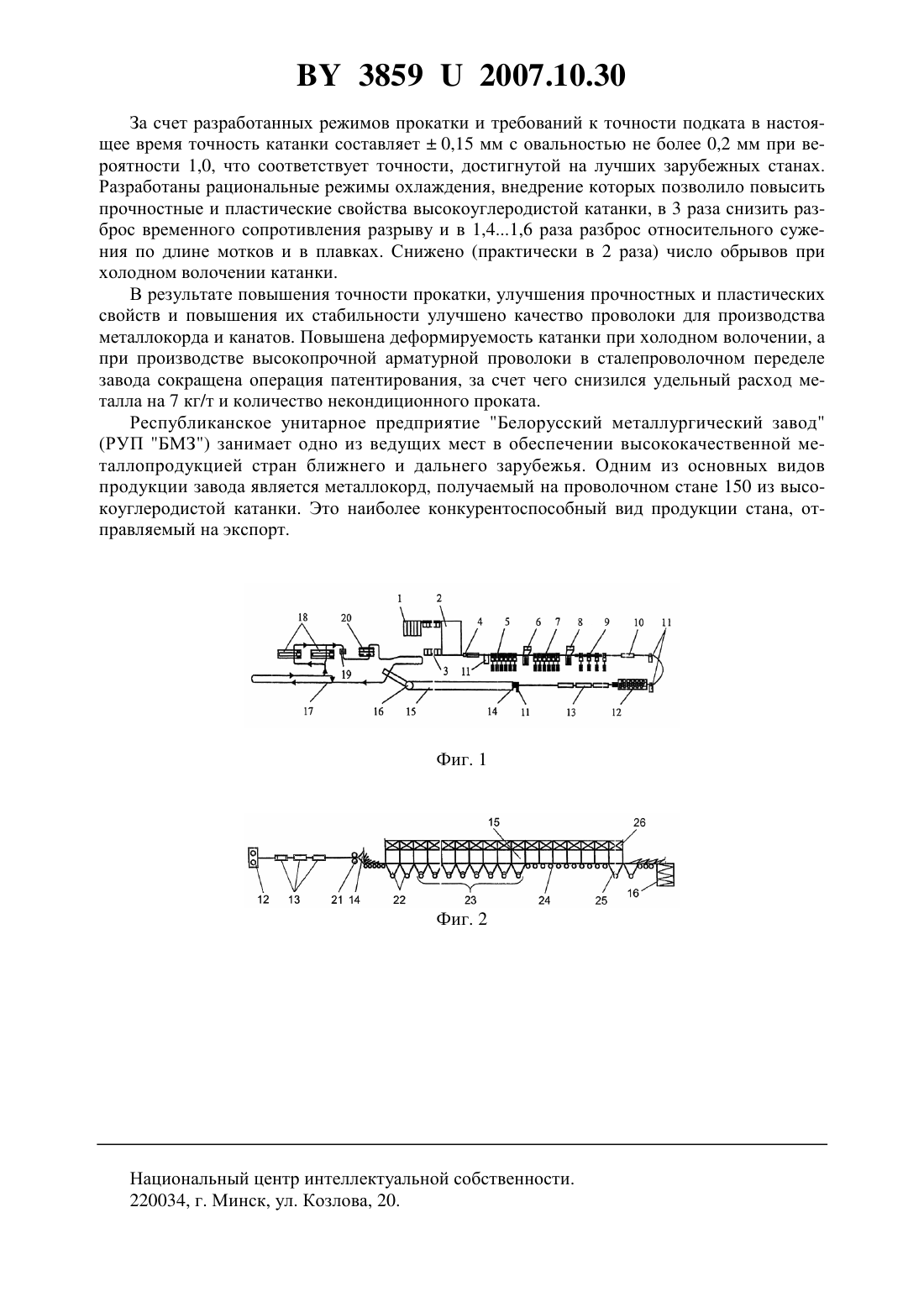
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ЛИНИИ СТЕЛМОР В СОСТАВЕ ПРОВОЛОЧНОГО СТАНА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Тимошпольский Владимир Исаакович Андрианов Николай Викторович Маточкин Виктор Аркадьевич Савенок Анатолий Николаевич Муриков Максим Анатольевич Веденеев Александр Владимирович Анелькин Николай Иванович Трусова Ирина Александровна Кабишов Сергей Михайлович Мандель Николай Львович Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) Устройство линии Стелмор в составе проволочного стана, включающей нагревательную печь, непрерывные черновые, промежуточные группы клетей и группу чистового проволочного блока клетей, участок термической высокотемпературной обработки витков 38592007.10.30 спиральной ленты катанки двухстадийным охлаждением на рольганге с прокатного нагрева, трайбаппараты, виткообразователь и камеру образования мотков, отличающееся тем,что участок термической высокотемпературной обработки катанки снабжен средством изменения скорости поступательного перемещения витков спиральной ленты катанки,выполненным, по меньшей мере, из двух участков, на каждом из которых смонтированы ролики различных диаметров.(56) 1. Горбанев А.А., Жучков С.М., Филиппов В.В., Тимошпольский В.И., Стеблов А.Б.,Юнаков А.М., Тищенко В.А. Теоретические и технологические основы высокоскоростной прокатки катанки. - Мн. Вышейшая школа, 2003. - С. 29-31. 2.1351 , МПК 21 1/00, 9/00, 43/00, 2000. Полезная модель относится к прокатному производству, в частности к технологии прокатки заготовок и мелкосортных профилей, преимущественно, круглого и квадратного сечений, из слитков, полученных непрерывной разливкой, преимущественно, легированных сталей с ограниченным ресурсом пластичности при низких температурах - инструментальных сталей и других, и может быть использована на мелкосортных проволочных станах. В мировой практике производства катанки работают современные проволочные и мелкосортно-проволочные станы, рассчитанные на прокатку заготовок сечением 100100200200 мм со скоростью до 100 м/с. Катанка производится в мотках массой 1,52,0 тонны. Катанка является основным сырьем для метизного производства. Она используется для изготовления металлокорда, используемого для изготовления шин грузовых и легковых автомобилей, стальных канатов, применяемых в различных отраслях промышленности, крепежных изделий, проволоки различного назначения, пружин, струн и других изделий. Известна линия Стелмор для обработки катанки в составе проволочного стана 150 МакМК диаметром 5,512 из углеродистых и низколегированных сталей в мотках массой до 2 т из заготовок 150150 мм длиной 910 м. Работа линии включает нагрев непрерывно-литой заготовки в нагревательной печи, непрерывную прокатку в черновых,промежуточных и чистовых группах клетей, протягивание через линию водяного охлаждения, термическую высокотемпературную обработку катанки с температуры деформации последней клети чистового проволочного блока путем двухстадийного водяного охлаждения с последующей укладкой на рольганг витков катанки в спиральную ленту воздушное охлаждение витков катанки на рольганге и загрузку катанки в камеру образования мотков 1. Недостатком известной линии является прокатка по двухниточной схеме в первой и промежуточной группах клетей прокатку производят в две нитки, далее - в одну, в связи с этим наблюдается необоснованное требование наличия значительных производственных площадей и дискретный разброс равномерности свойств и микроструктуры катанки по длине мотка. В качестве прототипа принята линия Стелмор для обработки катанки, включающая проволочный стан, нагревательную печь, непрерывные черновые, промежуточные группы клетей и группу чистового проволочного блока клетей, участок термической высокотемпературной обработки катанки двухстадийного охлаждения на рольганге с прокатного нагрева, трайбаппараты, виткообразователь и камеру образования мотков 2. Работа известной линии характеризуется тем, что термомеханическую высокотемпературную обработку катанки осуществляют по технологии Стелмор, применяемую на 2 38592007.10.30 большинстве современных проволочных станов, которая включает охлаждение катанки водой после выхода из чистового блока (1-я стадия) и воздухом в витках, разложенных на рольганге транспортера (2-я стадия). В зависимости от марки стали и требуемых свойств и структуры готовой катанки ее витки охлаждают на рольганге ускоренно вентиляторным воздухом или замедленно под теплоизолирующими крышками при отключенных вентиляторах и пониженной скорости роликового транспортера. Недостаток прототипа проявляется в следующем. Несмотря на то, что на рольгангетранспортере витков осуществляют воздушное охлаждение спиральной ленты углеродистой катанки при скорости охлаждения около 10 С/с, что в 2 раза выше, чем при охлаждении в спокойном воздухе, на участках наложения друг на друга витков в спиральной ленте наблюдается снижение скорости охлаждения. Снижение скорости охлаждения приводит к отклонению сорбитообразной микроструктуры до скрытопластинчатого перлита,что проявляется в разбросе средней величины коэффициента вариации временного сопротивления разрыву в по сечению в зоне перекрытия витков и ухудшает прочностные показатели, например, металлокордовой нити, а именно повышает ее склонность к излому при знакопеременных нагрузках в автомобильной шине. В основу полезной модели поставлена задача улучшения качества металлопродукции с учетом особенностей процесса непрерывной высокоскоростной прокатки, а после деформационного охлаждения задача состоит в регламентации микроструктуры непрерывного мотка углеродистой катанки по длине и снижении обрывности при производстве из катанки метиза,например, металлокордовой нити. Решение поставленной задачи достигается тем, что в устройстве линии Стелмор в составе проволочного стана, включающей нагревательную печь, непрерывные черновые,промежуточные группы клетей и группу чистового проволочного блока клетей, участок термической высокотемпературной обработки витков спиральной ленты катанки двухстадийным охлаждением на рольганге с прокатного нагрева, трайбаппараты, виткообразователь и камеру образования мотков, согласно полезной модели, участок термической высокотемпературной обработки витков спиральной ленты катанки снабжен средством изменения скорости поступательного перемещения витков спиральной ленты катанки,выполненным, по меньшей мере, из двух участков, на каждом из которых смонтированы ролики различных диаметров. Технический результат, достигаемый при использовании объекта, состоит в повышении качества получаемого из катанки метиза за счет исключения трещинообразования на поверхности метиза. Сравнение с известным уровнем техники и прототипом показывает, что заявляемый объект для производства катанки отличается тем, что участок термической высокотемпературной обработки катанки снабжен средством изменения скорости поступательного перемещения витков спиральной ленты катанки по рольгангу двухстадийного охлаждения,следовательно, заявленный объект соответствует критериям изобретения неочевидность и новизна. Заявленный объект поясняется чертежом, где на фиг. 1 схематично изображен общий вид проволочного стана фиг. 2 - вид участка Стелмор термической высокотемпературной обработки катанки обработки катанки с температуры деформации чистового проволочного блока. фиг. 3 - схема способа изменения поступательной скорости перемещения витков спиральной ленты катанки на рольганге транспортера участка Стелмор. По фиг. 1 представлен общий вид линии Стелмор для изготовления катанки в составе проволочного стана, на котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3(аварийный) установка 4 удаления окалины черновая группа 5 клетей ротационные ножницы 6 первая промежуточная группа 7 клетей ротационные ножницы 8 вторая 3 38592007.10.30 промежуточная группа 9 клетей секция водяного охлаждения 10 подката, трайбаппараты 11 перед чистовым проволочным блоком 12 и далее участок 13 водяного охлаждения катанки участок Стелмор, содержащий виткообразователь 14 рольганг 15 для воздушного охлаждения витков катанки камера образования мотков 16-виткосборник, крюковой конвейер 17 устройство 18 для прессования и обвязки мотков весы 19 станция разгрузки 20 мотков. По фиг. 2 участок Стелмор термической обработки катанки с температуры деформации чистового проволочного блока включает последнюю клеть чистового проволочного блока 12 участок 13 водяного охлаждения трайбаппарат 21 виткообразователь 14 первую группу из двух вентиляторов 22 производительностью по 96 тыс.м 3/ч вторую группу из восьми вентиляторов 23 производительностью по 154 тыс.м 3/ч роликовый транспортер 24, третью группу вентиляторов 25 производительностью по 65 тыс.м 3/ч теплоизолирующие крышки 26 и виткосборник 16. Соотношение суммарной производительности вентиляторов 22, 23, 25 между группами,соответственно, (190195)/(12301235)/125135) тыс.м 3/ч выявлено экспериментально. Участок Стелмор термической обработки катанки снабжен средством изменения скорости от 1 допоступательного перемещения витков 27 спиральной ленты 28 катанки на рольганге 15 двухстадийного охлаждения, выполненным в виде, по меньшей мере, из двух участков, на каждом из которых смонтированы ролики 29 различных диаметров от 1 до . В зависимости от сортамента проволоки диаметр рольганга 15 может быть разбит на участки, диаметры роликов 29 на которых могут быть расположены по длине двухстадийного охлаждения как в сторону увеличения абсолютной величины диаметров от 1 до ,так и в сторону уменьшения абсолютной величины диаметров от 1 до , или по циклическому закону в одной из групп диаметры роликов 29 размещены по закону уменьшения диаметров от 1 до , в последующей группе диаметры роликов 29 размещены по закону увеличения диаметров от 1 до , далее - по закону уменьшения диаметров от 1 до , затем - по закону увеличения диаметров от 1 дои так далее. Количество циклов определяют экспериментально или путем математического моделирования. На консольных участках роликов 29 рольганга 15 размещены направляющие реборды 30, 31. Рабочая бочка 32 несущих роликов 29 выполнена в виде цилиндра. В линии каждая секция участка 13 водяного охлаждения катанки оборудована охлаждающими, отсекающими водяными форсунками и воздушными форсунками для фиксации измельченной в процессе деформации структуры аустенита. Реализация применения технологической линии Стелмор иллюстрируется на примере работы стана 150 РУП БМЗ. Нагретые до температуры прокатки заготовки выдают в линию стана из печи 2. С помощью устройства 4 гидросбива с поверхности заготовок удаляют окалину. В процессе производства катанки в составе проволочного стана, включающем нагрев заготовки, раскат в непрерывных черновых, промежуточных группах клетей и группах клетей чистового проволочного блока 12, термическую высокотемпературную обработку катанки по фиг. 2, 3 с температуры деформации последней клети чистового проволочного блока 12, осуществляют путем двухстадийного охлаждения с последующей укладкой на рольганг 15 витков 27 катанки в спиральную ленту 28 посредством виткообразователя 14 по фиг. 2 воздушного охлаждения витков катанки на рольганге 15 и загрузки катанки в камеру 16 образования мотков. Виткообразователь 14 укладывает ленту 28 на рольганг 15 так, чтобы диаметральные участки витков 27 витки катанки опирались на цилиндрические поверхности рабочих бочек несущих роликов 29. 4 38592007.10.30 Процесс перемещения спиральной ленты 28 катанки по рольгангу 15 происходит за счет сил трения при вращении от привода несущих роликов 29 с катанкой. Вследствие изменения геометрии диаметров несущих роликов 29 от 1 допо закону увеличения или уменьшения указанных диаметров линейные скорости 1 допоступательного перемещения витков 27, контактируемых с роликами 29, будут соответственно пропорциональны изменению абсолютной величины диаметров несущих роликов 29 от 1 до . Таким образом в процессе воздушного охлаждения изменение линейных скоростей 1 дороликов 29 вызывает возникновение разных по величине поступательных скоростей перемещения двух соседних витков 27 друг относительно друга в спиральной ленте 28. Вследствие чего исключается наличие зон перекрытия витков 27 катанки друг относительно друга. При воздушном охлаждении спиральной ленты на рольганге 15 каждый соседние витки 27 катанки друг относительно друга перемещаются с поступательной скоростью дискретно с шагом Т, равным шагу Т рольганга 15, соответственно изменению закона геометрии диаметров несущих роликов 29 от 1 до . Упомянутые выше конструктивы изменения закона геометрии диаметров несущих роликов 29 от 1 домогут быть использованы в любом их сочетании в зависимости от марочника кордовой стали, режимов прокатки и заданного типоразмера, например, кордовой проволоки. Пример работы линии Стелмор в составе однониточного проволочного стана 150 РУП БМЗ. После контроля и зачистки дефектов заготовки сечением 125125 мм и длиной 12 м,массой до 1,5 т, подают в нагревательную печь 2 стана 150. Прокатку осуществляют в черновой, первой и второй промежуточных, соответственно, группах 5, 7, 9 клетей и чистовом проволочном блоке 12 клетей. После каждой группы 5, 7 клетей установлены ротационные ножницы 6, 8 для удаления концов раскатов, а в случае необходимости - аварийной порезки раскатов на мерные длины. Перед прокаткой в чистовом проволочном блоке 12 раскат охлаждают до температуры 950 С в секциях 10 водяного охлаждения. Транспортировку раската к блоку 12 и разворот его на 180 осуществляют с помощью двух трайбаппаратов 11. После прокатки в чистовом блоке 12 катанку охлаждают на участке высокотемпературной обработки двухстадийного охлаждения с прокатного нагрева в чистовом блоке 12. После участка 13 водяного охлаждения (первая стадия) с помощью виткообразователя 14 катанку в виде плоской спирали ленты 28 укладывают на ролики 29 рольганга 15, на котором происходит формирование ее структуры и свойств. Перед виткообразователем 14 установлен трайбаппарат 11. В зависимости от марки стали и требуемых свойств и структуры готовой катанки ее витки охлаждают ускоренно воздухом вентиляторов 22, 23, 25 или замедленно под теплоизолирующими крышками 26 при отключенных вентиляторах 22, 23, 25 и пониженной скорости роликового транспортера 24, максимально соблюдая условия термостатирования катанки. Ниже приведены результаты исследований свойств и структуры катанки диаметром 5,5 мм из стали 80, используемой для производства металлокорда и канатной проволоки. Катанку прокатывали со скоростью 80 м/с. Температура металла на виткоукладчике 14 была равна 860 С. Катанка охлаждалась ускоренно при открытых крышках при подаче воздуха 80 от максимальной производительности вентиляторов, скорость транспортера составляла 0,91,1 м/с. От опытных плавок отбирали мотки, прокатанные в начале, середине и конце плавок и исследовали свойства и структуру металла по длине витков, мотков и в партии металла. Исследования показали, что в результате перераспределения воздуха по ширине транспортера была обеспечена однородная микроструктура по длине витков. Она состояла 5 38592007.10.30 из перлитных зерен 8-9-го номера пои состояла на 9095 из сорбитообразного перлита (1 балл по ГОСТ 8233), остальное - в основном скрытопластинчатый перлит. Количество свободного феррита в виде отдельных участков разорванной сетки, расположенных на границах перлитных зерен, не превышало 1 . Различия в микроструктуре образцов, отобранных в различных участках по ширине роликового транспортера, не обнаружено. При количественном анализе методом стереометрической металлографии истинная дисперсность перлита была разложена на ряд кривых в интервале межпластиночного расстояния 0,080,2 мкм, при этом 95 не выходило за верхний предел 0,15 мкм. Преобладающими являлись кривые в интервале 0,0770,1 мкм, то есть микроструктура близка к структуре катанки, патентированной в свинце или селитре, но имеет больший разброс истинного межпластиночного расстояния. В результате реконструкции участка Стелмор может быть повышена стабильность механических свойств по длине мотков и в плавке. Коэффициент вариации временного сопротивления разрыву в уменьшен в три раза, относительного сужения- в 1,41,6 раза по сравнению с результатами, достигнутыми на старой линии охлаждения. Вероятность получения катанки в соответствии с требованиями стандартов по в повышена до 0,9961,0 ии- до 1,0. Особенности формирования структуры и свойств катанки при охлаждении на существующих линиях Стелмор. При производстве высокоуглеродистой катанки типа канатной необходимо получить высокие прочностные и пластические свойства, поэтому применяют интенсивную продувку воздухом при скорости роликового транспортера 0,51,0 м/с. При этом дисперсность пластинчатого перлита повышается, толщина пластинок цементита уменьшается,что повышает устойчивость структуры к растрескиванию при волочении. Интенсивное охлаждение высокоуглеродистой катанки воздушным потоком уменьшает количество доэвтектоидного феррита, выпадающего на границах зерен в процессе превращения, что снижает возможность образования при волочении микротрещин, образующихся вследствие различной способности к удлинению фаз перлита и феррита. В результате получается мелкодисперсная структура с величиной зерна номеров 710 по ГОСТ 5639, а количество сорбитообразного перлита (1-й балл по ГОСТ 8233) в поперечном сечении катанки превышает 50 . Количество окалины уменьшается до 25 кг/т, она состоит преимущественно из вюстита , что снижает затраты при травлении катанки. Средняя величина обезуглероженного слоя в сечении не превышает 2,0 . При охлаждении катанки из низкоуглеродистых и ряда низколегированных сталей необходимо получить пониженную прочность и высокие пластические свойства. Для этого применяют замедленное охлаждение при закрытых теплоизолирующих крышках и пониженной до 0,050,1 м/с скорости транспортера. Вследствие такого охлаждения увеличивается размер ферритных зерен, а избыточный углерод выделяется в виде стабильной фазы, что уменьшает деформационное упрочнение при волочении катанки. Как показал опыт эксплуатации известных линий на БМЗ и других заводах, существующий диапазон скоростей охлаждения 115 С/с является недостаточным для получения требуемых потребителями прочностных и пластических свойств при производстве катанки из высокоуглеродистых и ряда легированных сталей. Увеличение скорости охлаждения на известной линии возможно только за счет увеличения скорости воздушного потока, подаваемого на витки катанки. Для снижения разброса свойств и структуры по изобретению каждому витку катанки по длине мотков в партии металла в процессе воздушного охлаждения придают разные по величине поступательных скоростей перемещения друг относительно друга в спиральной ленте 28 таким образом, чтобы количество подаваемого воздуха соответствовало плотности расположения витков по ширине роликового транспортера. 6 38592007.10.30 За счет разработанных режимов прокатки и требований к точности подката в настоящее время точность катанки составляет 0,15 мм с овальностью не более 0,2 мм при вероятности 1,0, что соответствует точности, достигнутой на лучших зарубежных станах. Разработаны рациональные режимы охлаждения, внедрение которых позволило повысить прочностные и пластические свойства высокоуглеродистой катанки, в 3 раза снизить разброс временного сопротивления разрыву и в 1,41,6 раза разброс относительного сужения по длине мотков и в плавках. Снижено (практически в 2 раза) число обрывов при холодном волочении катанки. В результате повышения точности прокатки, улучшения прочностных и пластических свойств и повышения их стабильности улучшено качество проволоки для производства металлокорда и канатов. Повышена деформируемость катанки при холодном волочении, а при производстве высокопрочной арматурной проволоки в сталепроволочном переделе завода сокращена операция патентирования, за счет чего снизился удельный расход металла на 7 кг/т и количество некондиционного проката. Республиканское унитарное предприятие Белорусский металлургический завод(РУП БМЗ) занимает одно из ведущих мест в обеспечении высококачественной металлопродукцией стран ближнего и дальнего зарубежья. Одним из основных видов продукции завода является металлокорд, получаемый на проволочном стане 150 из высокоуглеродистой катанки. Это наиболее конкурентоспособный вид продукции стана, отправляемый на экспорт. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B21B 1/00
Метки: составе, стана, устройство, линии, стелмор, проволочного
Код ссылки
<a href="https://by.patents.su/7-u3859-ustrojjstvo-linii-stelmor-v-sostave-provolochnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Устройство линии Стелмор в составе проволочного стана</a>
Технологическая линия Стелмор в составе проволочного стана
Номер патента: U 3715
Опубликовано: 30.08.2007
Авторы: Савань Павел Николаевич, Анелькин Николай Иванович, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Веденеев Александр Владимирович, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Кабишов Сергей Михайлович, Мандель Николай Львович
МПК: B21B 1/00
Метки: стана, составе, проволочного, технологическая, линия, стелмор
Текст:
...изобретения неочевидность и новизна.Заявленный объект поясняется чертежом, гдефиг. 1 - схематично изображен общий вид технологической линии Стелмор в составе проволочного станафиг. 2 - вид линии типа Стелмор обработки катанки с температуры деформации чистового проволочного блокафиг. 3 - схема способа осцилляции и перемещения витков спиральной ленты катанки на рольганге транспортера линии Стелмор.На фиг. 1 представлен общий вид...
Охлаждающий участок линии проволочного стана
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Асанов Валерий Николаевич, Стеблов Анвер Борисович, Токмаков Вадим Анатольевич, Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Сокиркин Сергей Николаевич, Дышлевич Виктор Федорович
МПК: B21B 45/02
Метки: линии, охлаждающий, стана, участок, проволочного
Текст:
...задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО...
Проводка проволочного стана
Номер патента: U 997
Опубликовано: 30.09.2003
Авторы: Смияненко Игорь Михайлович, Бабенко Михаил Антонович, Слугин Алексей Георгиевич, Дарда Юрий Антонивич, Ковтуненко Владимир Евгеньевич, Петрусенко Леонид Александрович
МПК: B21B 39/14
Метки: проволочного, проводка, стана
Текст:
...повышает вероятность бурежек. А это значит, что через сравнительно небольшое время желоба достигнут критического износа, выйдут из строя и 2 997 потребуют замены. А замена связана с большой материалоемкостью, так как заменять необходимо желоба полностью. Задачей предлагаемого технического решения является увеличение срока службы проводки за счет выполнения желобов составными, обеспечения их ремонтопригодности и упрощения операции замены...
Технологическая линия сортопроволочного стана
Номер патента: U 1350
Опубликовано: 30.06.2004
Авторы: Жданок Сергей Александрович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Мандель Николай Львович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: технологическая, стана, линия, сортопроволочного
Текст:
...подачи в группу чистового проволочного блока после которой размещена термическая линия обработки катанки, выполненная в виде кинематически связанных средства водяного охлаждения катанки, виткообразователя и рольганга воздушного охлаждения витков катанки, за которыми смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 схематично изображен общий...
Способ изготовления двухслойного витого проволочного изделия
Номер патента: 8131
Опубликовано: 30.06.2006
Авторы: Баглай Геннадий Валерьянович, Савенок Анатолий Николаевич, Худолей Юрий Леонидович
Метки: витого, изделия, способ, изготовления, двухслойного, проволочного
Текст:
...Проволоки сердечника имеют одинаковый или разный диаметр с проволоками наружного слоя витого изделия. Предпочтительно используются проволоки с покрытием или без покрытия, изготовленные из высококачественной стали с содержанием углерода 0,65-1,0 . Таким образом, при изготовлении двухслойного витого проволочного изделия с одинаковым направлением проволок сердечника и наружного слоя ( или ) количество кручений необходимое для формирования...
Предыдущий патент: Устройство для упрочнения поверхности металлических деталей
Следующий патент: Загортач
Случайный патент: Габаритный фонарь транспортного средства с несменным источником света