Волока для протяжки стальной проволоки с малыми величинами единичных обжатий
Номер патента: U 3247
Опубликовано: 30.12.2006
Авторы: Андрианов Николай Викторович, Игнатенко Олег Иванович, Демидов Александр Васильевич, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич

Текст
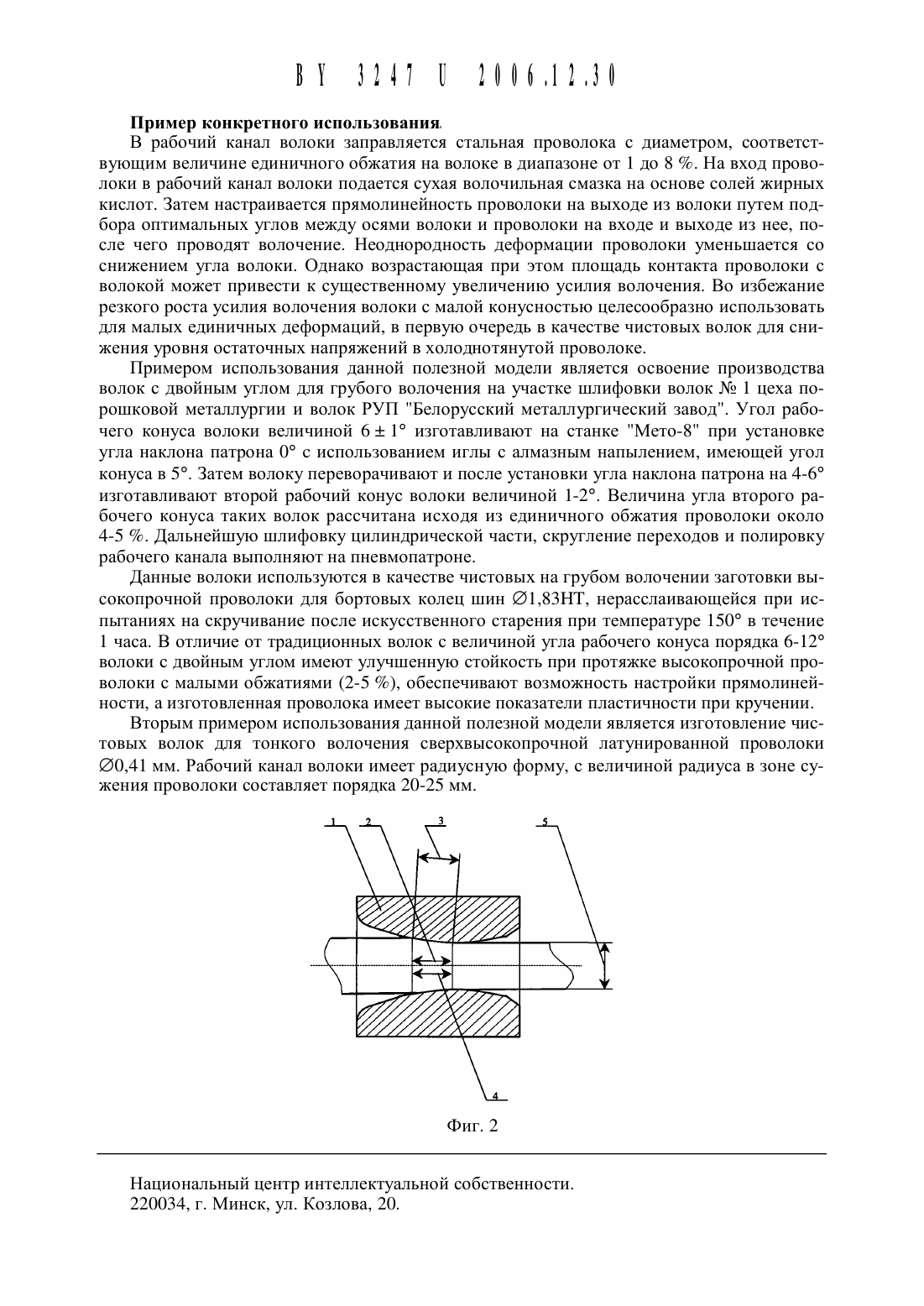
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ к ПАТЕНТУВОЛОКА ДЛЯ ПРОТЯЖКИ СТАЛЬНОЙ ПРОВОЛОКИ С МАЛЫМИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод (ВУ)(72) Авторы Демидов Александр Васильевич Игнатенко Олег Иванович Андрианов Николай Викторович Маточкин Виктор Аркадьевич Савенок Анатолий Николаевич (ВУ)(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод (ВУ)1. Волока для протяжки стальной проволоки с Малыми величинами единичных обжатий, включающая рабочий канал, обеспечивающий протяжку проволоки с величиной единичного обжатия в диапазоне от 1 до 8 , отличающаяся тем, что длина зоны сужения проволоки в рабочем канале волоки в проекции на ось волоки находится в пределах от 40 до 150 от диаметра проволоки на выходе из волоки.2. Волока по п. 1, отличающаяся тем, что рабочий канал волоки включает в себя Цилиндрическую часть, расположенную непосредственно за зоной сужения проволоки,имеющую длину от 10 до 80 от диаметра проволоки на выходе из волоки.3. Волока по п. 1, отличающаяся тем, что зона сужения проволоки в волоке имеет форму одного или более усеченных конусов, переходящих друг в друга, причем угол наименьщего конуса находится в пределах от 030 до 4.4. Волока по п. 1, отличающаяся тем, что вся зона сужения проволоки или ее отдельные участки в рабочем канале волоки имеют радиусную форму с постоянным или изменяющимся по длине радиусом.(56) 1. Патент ВУ 6035, 2004. 2. Битков В.В. Технология И Машины для производства проволоки. - ЕкатеринбургПолезная модель относится К металлургическому производству, точнее К области обработки проволоки и изготовления изделий из нее, а в частности К устройствам для волочения стальной вь 1 сокоуглеродистой проволоки.Существует ряд устройств, включающих волоку для протяжки проволоки с Малыми величинами единичных обжатий с целью улучшения пластических свойств холоднотянутой проволоки.Известно устройство для изготовления стальной проволоки, включающее дополнительную волоку, обеспечивающую обжатие величиной 1-3 1. Недостаток известного устройства в быстром износе дополнительной волоки при протяжке проволоки с малой величиной единичного обжатия.В качестве прототипа принято устройство, включающее волоку, имеющую величину рабочего Конуса от 6 до 8 для протяжки стальной проволоки с величиной единичного обжатия 5-8 2.Недостаток прототипа заключается в том, что длина зоны контакта проволоки с волокой в рабочем конусе мала. Максимальная длина зоны контакта при величине единичного обжатия 8 и величине угла рабочего конуса волоки 6 составляет около 38 от диаметра проволоки на выходе из волоки. Как следствие этого получается нестабильная настройка прямолинейности проволоки на выходе из волоки, повышенный уровень остаточных напряжений проволоки, интенсивный износ волок, склонность проволоки К образованию трещин в центре из-за завышенного уровня растягивающих напряжений при волочении.Задача, решаемая полезной моделью, заключается в использовании малых единичных обжатий на чистовой волоке при производстве сверх- и ультравысокопрочной проволоки для металлокорда и нерасслаивающейся проволоки для бортовых колец шин.Технический результат, достигаемый при использовании полезной модели, заключается в повышении стойкости волок за счет уменьшения радиальных напряжений между проволокой и волокой в очаге деформации, снижении уровня обрывности проволоки при последующей свивке, оплетке. А также в отсутствии расслоений при кручении, улучшение условий захвата смазки при волочении, облегчении настройки и улучшении стабильности прямолинейности проволоки на выходе из волоки.Решение поставленной задачи достигается тем, что волока для протяжки стальной проволоки с малыми величинами единичных обжатий включает рабочий канал, который обеспечивает протяжку проволоки с величиной единичного обжатия в диапазоне от 1 до 8 .По полезной модели рабочий канал волоки содержит зону сужения проволоки. Длина зоны сужения проволоки в рабочем канале волоки в проекции на ось волоки находится в пределах от 40 до 150 от диаметра проволоки на выходе из волоки. Цилиндрическая часть, расположенная непосредственно за зоной сужения проволоки, имеет длину от 10 до 80 от диаметра проволоки на выходе из волоки. Зона сужения проволоки в волоке может иметь форму одного или более усеченных конусов, переходящих друг в друга, причем угол наименьшего конуса может быть в пределах от 030 до 4. Вся зона сужения проволоки или ее отдельные участки в рабочем канале волоки могут иметь радиусную форму с постоянным или изменяющимся по длине радиусом.Полезная модель поясняется чертежами, где на фиг. 1 показана волока с рабочим каналом в виде усеченного конуса и с цилиндрической частью, а на фиг. 2 - волока с радиусной формой рабочего канала. Волока 1 включает в себя рабочий канал 2 зону сужения проволоки в рабочем канале волоки 3 с проекцией на ось волоки 4 длиной в пределах от 40 до 150 от диаметра проволоки на выходе из волоки 5. Рабочий канал волоки на фиг. 1 имеет цилиндрическую часть 6.В рабочий канал волоки заправляется стальная проволока с диаметром, соответствующим величине единичного обжатия на волоке в диапазоне от 1 до 8 . На вход проволоки в рабочий канал волоки подается сухая волочильная смазка на основе солей жирных кислот. Затем настраивается прямолинейность проволоки на выходе из волоки путем подбора оптимальных углов между осями волоки и проволоки на входе и выходе из нее, после чего проводят волочение. Неоднородность деформации проволоки уменьшается со снижением угла волоки. Однако возрастающая при этом площадь контакта проволоки с волокой может привести К существенному увеличению усилия волочения. Во избежание резкого роста усилия волочения волоки с малой конусностью целесообразно использовать для малых единичных деформаций, в первую очередь в качестве чистовых волок для снижения уровня остаточных напряжений в холоднотянутой проволоке.Примером использования данной полезной модели является освоение производства волок с двойным углом для грубого волочения на участке щлифовки волок Не 1 цеха порощковой металлургии и волок РУП Белорусский металлургический завод. Угол рабочего конуса волоки величиной 6 1 1 изготавливают на станке Мето-8 при установке угла наклона патрона 0 с использованием иглы с алмазным напылением, имеющей угол конуса в 5. Затем волоку переворачивают и после установки угла наклона патрона на 4-6 изготавливают второй рабочий конус волоки величиной 1-2. Величина угла второго рабочего конуса таких волок рассчитана исходя из единичного обжатия проволоки около 4-5 . Дальнейшую щлифовку цилиндрической части, скругление переходов и полировку рабочего канала выполняют на пневмопатроне.Данные волоки используются в качестве чистовых на грубом волочении заготовки вь 1 сокопрочной проволоки для бортовых колец щин 1,83 НТ, нерасслаивающейся при испытаниях на скручивание после искусственного старения при температуре 15 О в течение 1 часа. В отличие от традиционных волок с величиной угла рабочего конуса порядка 6-12 волоки с двойным углом имеют улучщенную стойкость при протяжке высокопрочной проволоки с малыми обжатиями (2-5 ), обеспечивают возможность настройки прямолинейности, а изготовленная проволока имеет высокие показатели пластичности при кручении.Вторым примером использования данной полезной модели является изготовление чистовых волок для тонкого волочения сверхвысокопрочной латунированной проволоки 0,41 мм. Рабочий канал волоки имеет радиусную форму, с величиной радиуса в зоне сужения проволоки составляет порядка 20-25 мм.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21C 1/00
Метки: волока, малыми, величинами, обжатий, протяжки, единичных, проволоки, стальной
Код ссылки
<a href="https://by.patents.su/3-u3247-voloka-dlya-protyazhki-stalnojj-provoloki-s-malymi-velichinami-edinichnyh-obzhatijj.html" rel="bookmark" title="База патентов Беларуси">Волока для протяжки стальной проволоки с малыми величинами единичных обжатий</a>
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2064
Опубликовано: 30.09.2005
Авторы: Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич, Зиновенко Андрей Владимирович, Демидов Александр Васильевич, Игнатенко Олег Иванович
МПК: B21C 1/00
Метки: волочения, устройство, мокрого, высокоуглеродистой, стальной, проволоки
Текст:
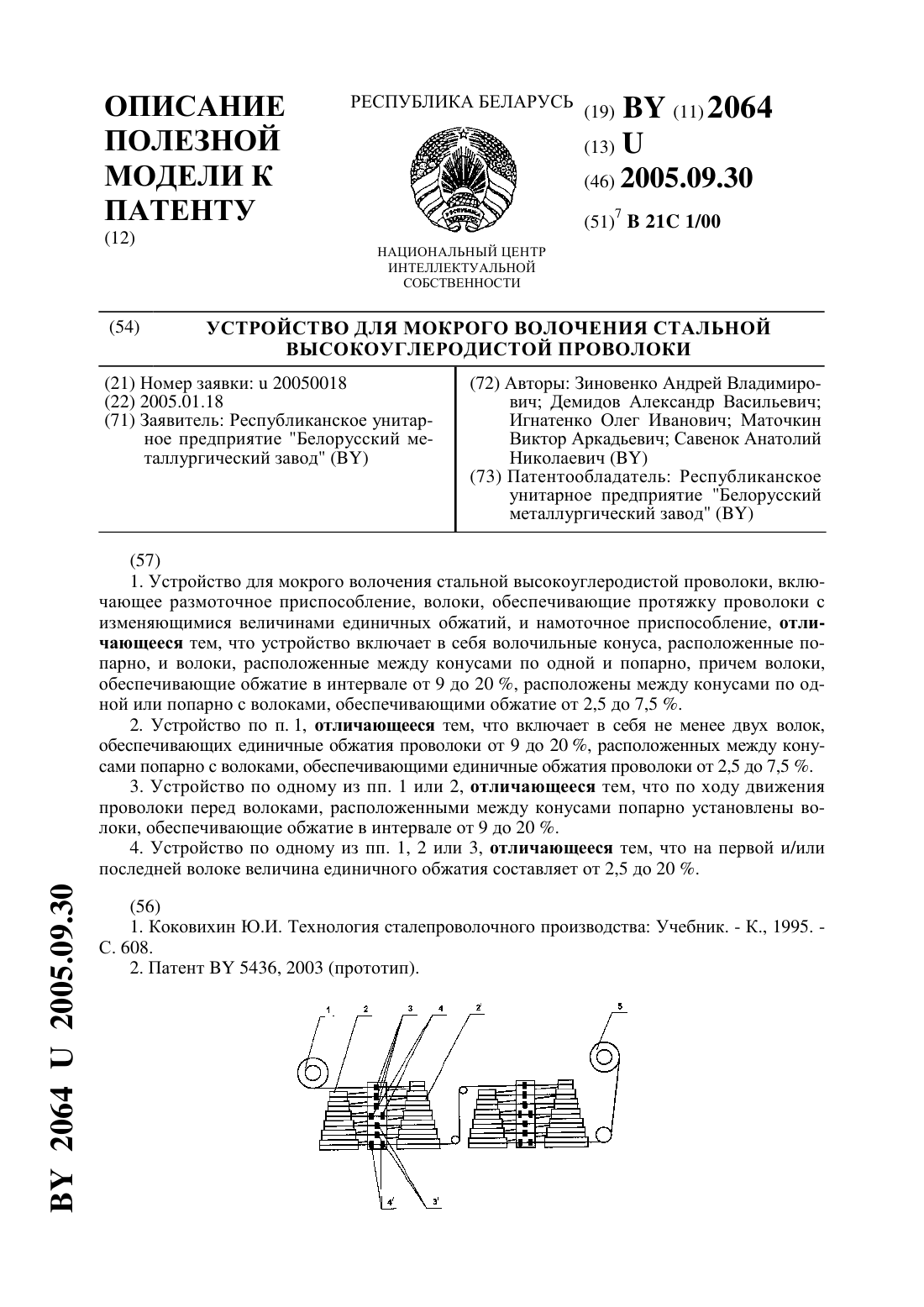
...данной полезной моделью, является изготовление высокоуглеродистой проволоки с повышенной пластичностью без существенного увеличения количества волок. Техническим результатом, достигаемым при использовании устройства, является снижение уровня обрывности проволоки при последующей свивке, оплетке, отсутствие расслоений при кручении, увеличении числа скручиваний. Решение поставленной задачи достигается тем, что устройство для мокрого волочения...
Устройство для сухого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2065
Опубликовано: 30.09.2005
Авторы: Демидов Александр Васильевич, Игнатенко Олег Иванович, Савенок Анатолий Николаевич, Зиновенко Андрей Владимирович, Маточкин Виктор Аркадьевич
МПК: B21C 1/00
Метки: высокоуглеродистой, устройство, проволоки, сухого, волочения, стальной
Текст:
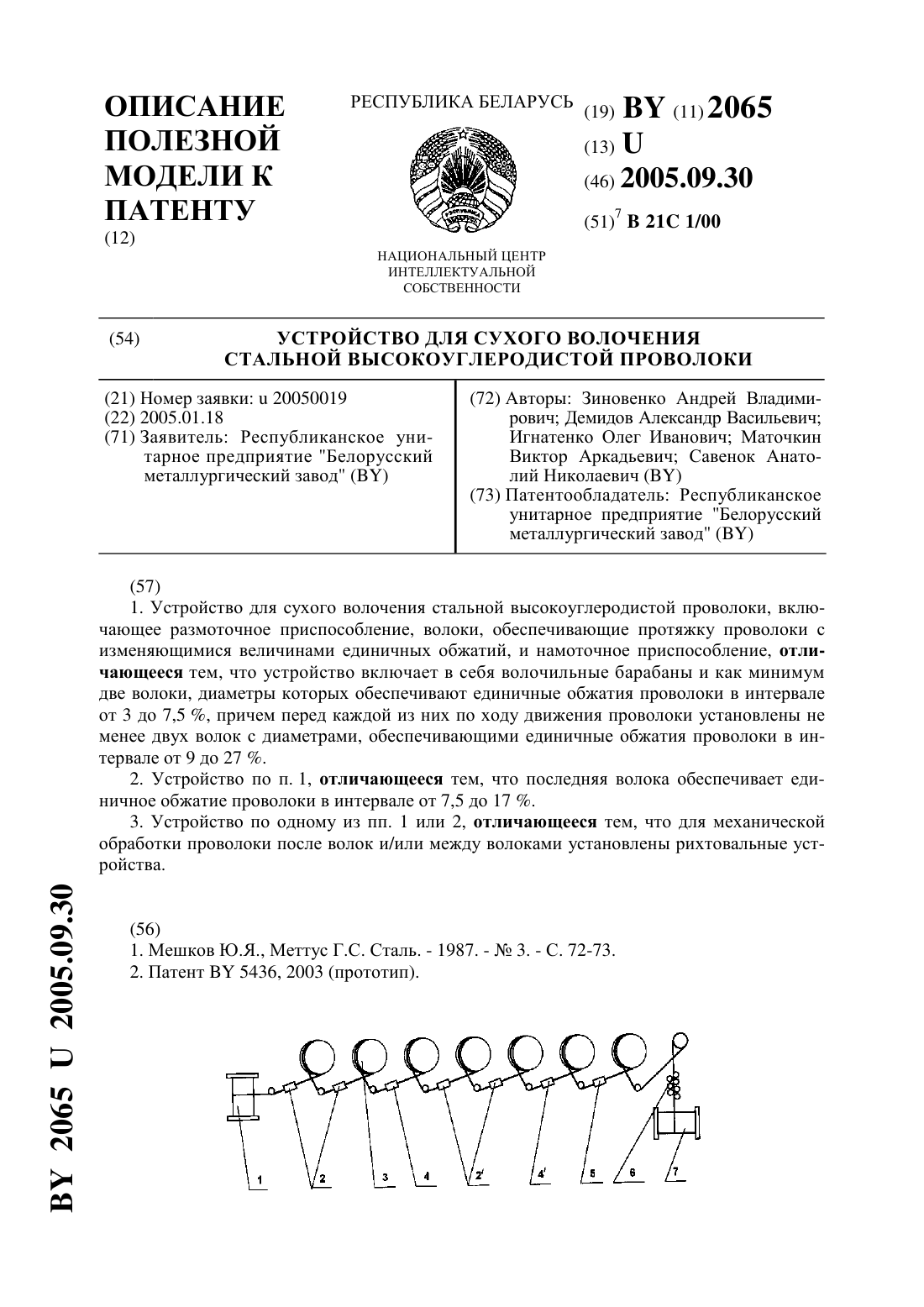
...устройства, состоит в повышении пластичности, изготовлении высокоуглеродистой проволоки с пониженной расслаиваемостью при кручении и высоким числом скручиваний. Решение поставленной задачи достигается тем, что устройство для сухого волочения стальной высокоуглеродистой проволоки включает размоточное приспособление, волоки,обеспечивающие протяжку проволоки с изменяющимися величинами единичных обжатий, и намоточное приспособление. Устройство...
Способ изготовления стальной проволоки
Номер патента: 5436
Опубликовано: 30.09.2003
Авторы: Желтков Александр Сергеевич, Филиппов Вадим Владимирович
МПК: B21C 1/00
Метки: стальной, проволоки, способ, изготовления
Текст:
...скручивании проволоки в этом случае практически не отличается от прочности проволоки, полученной без дополнительной деформации. В качестве прототипа принят способ изготовления проволоки, включающий деформацию заготовки волочением с единичными обжатиями величиной более 20 и последним обжатием -2-32. 5436 1 Недостатком данного способа является быстрый износ последней волоки, что приводит к ухудшению качества протягиваемой проволоки, и...
Стан мокрого волочения стальной высокоуглеродистой проволоки
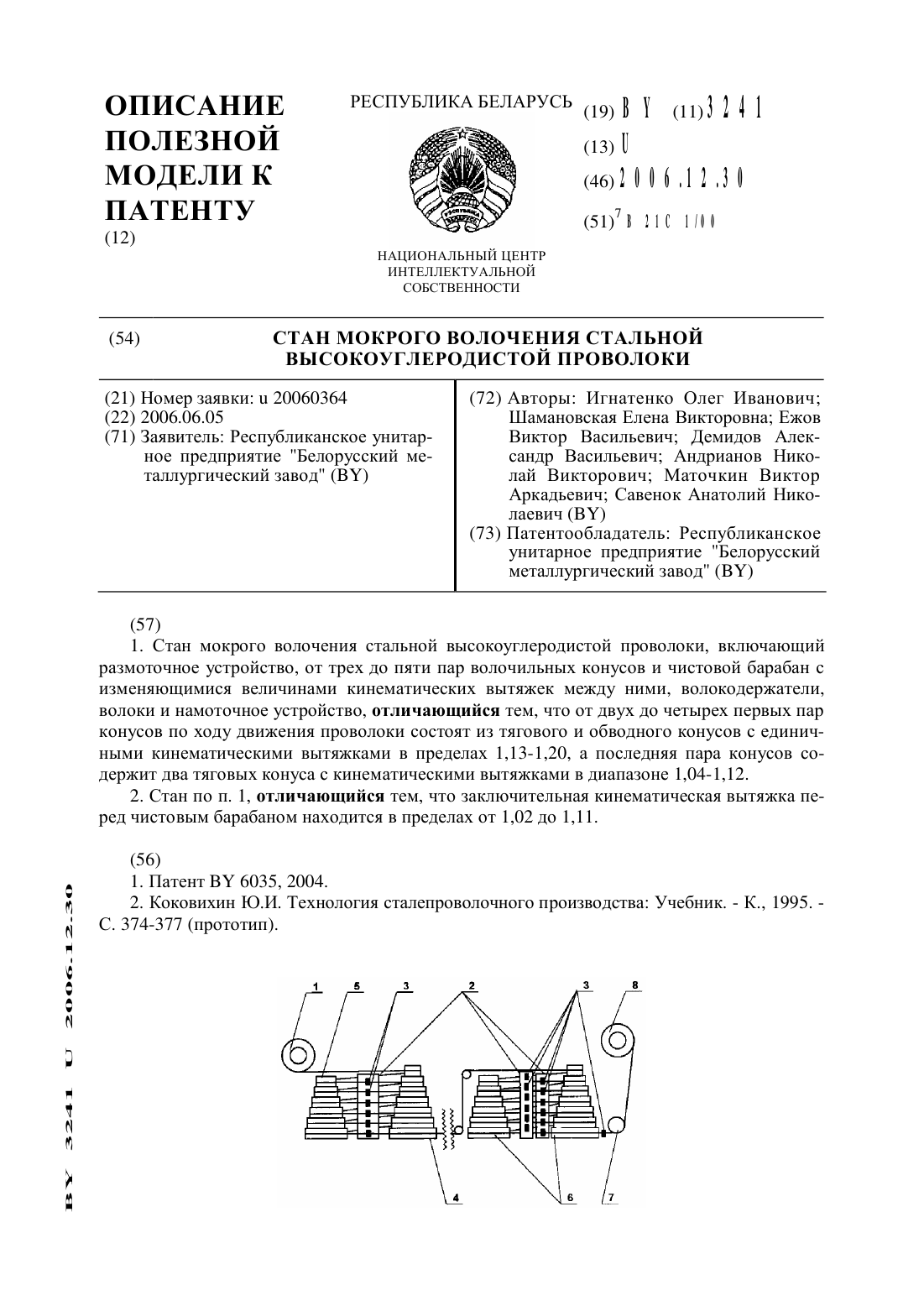
Номер патента: U 3241
Опубликовано: 30.12.2006
Авторы: Демидов Александр Васильевич, Савенок Анатолий Николаевич, Игнатенко Олег Иванович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Шамановская Елена Викторовна, Ежов Виктор Васильевич
МПК: B21C 1/00
Метки: стальной, высокоуглеродистой, волочения, проволоки, мокрого, стан
Текст:
...проволоки, возможности повышения скоростей волочения и освоения производства сверх- и ультравысокопрочной проволоки для металлокорда.Технический результат, достигаемый при использовании устройства, состоит в снижении уровня обрывности проволоки при последующей свивКе, оплетке, отсутствии расслоений при кручении и увеличении числа скручиваний.Решение поставленной задачи достигается тем, что стан мокрого волочения стальной...
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
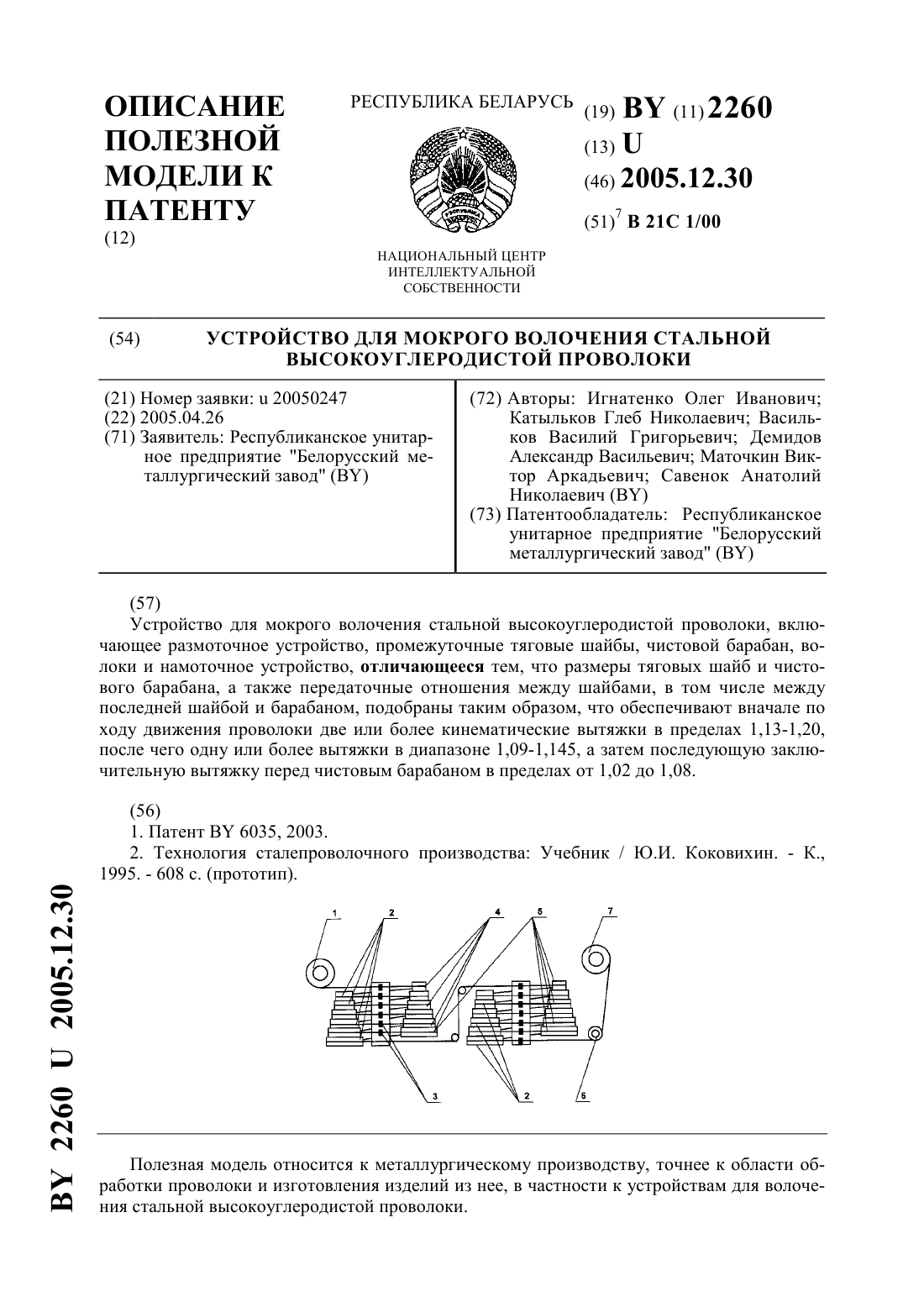
Номер патента: U 2260
Опубликовано: 30.12.2005
Авторы: Савенок Анатолий Николаевич, Игнатенко Олег Иванович, Демидов Александр Васильевич, Васильков Василий Григорьевич, Катыльков Глеб Николаевич, Маточкин Виктор Аркадьевич
МПК: B21C 1/00
Метки: мокрого, волочения, устройство, высокоуглеродистой, проволоки, стальной
Текст:
...повышенный износ и нерациональный тепловой режим на последних волоках, что также отрицательно влияет на пластичность готовой проволоки. Задача, решаемая полезной моделью, состоит в обеспечении возможности повышения скоростей волочения и освоения производства сверх- и ультравысокопрочной проволоки для металлокорда. Технический результат, достигаемый при использовании устройства, заключается в улучшении пластичности высокоуглеродистой...
Предыдущий патент: Складная картонная коробка
Следующий патент: Полунавесной многокорпусной плуг
Случайный патент: Многоуровневая механизированная стоянка для хранения автомобилей