Система калибров валков черновой группы клетей непрерывного сортопрокатного стана
Номер патента: 12256
Опубликовано: 30.08.2009
Авторы: Андрианов Николай Викторович, Бобков Петр Александрович, Жучков Сергей Михайлович, Кириленко Олег Михайлович, Муриков Максим Анатольевич, Анелькин Николай Иванович, Маточкин Виктор Аркадьевич, Луценко Владислав Анатольевич
Текст
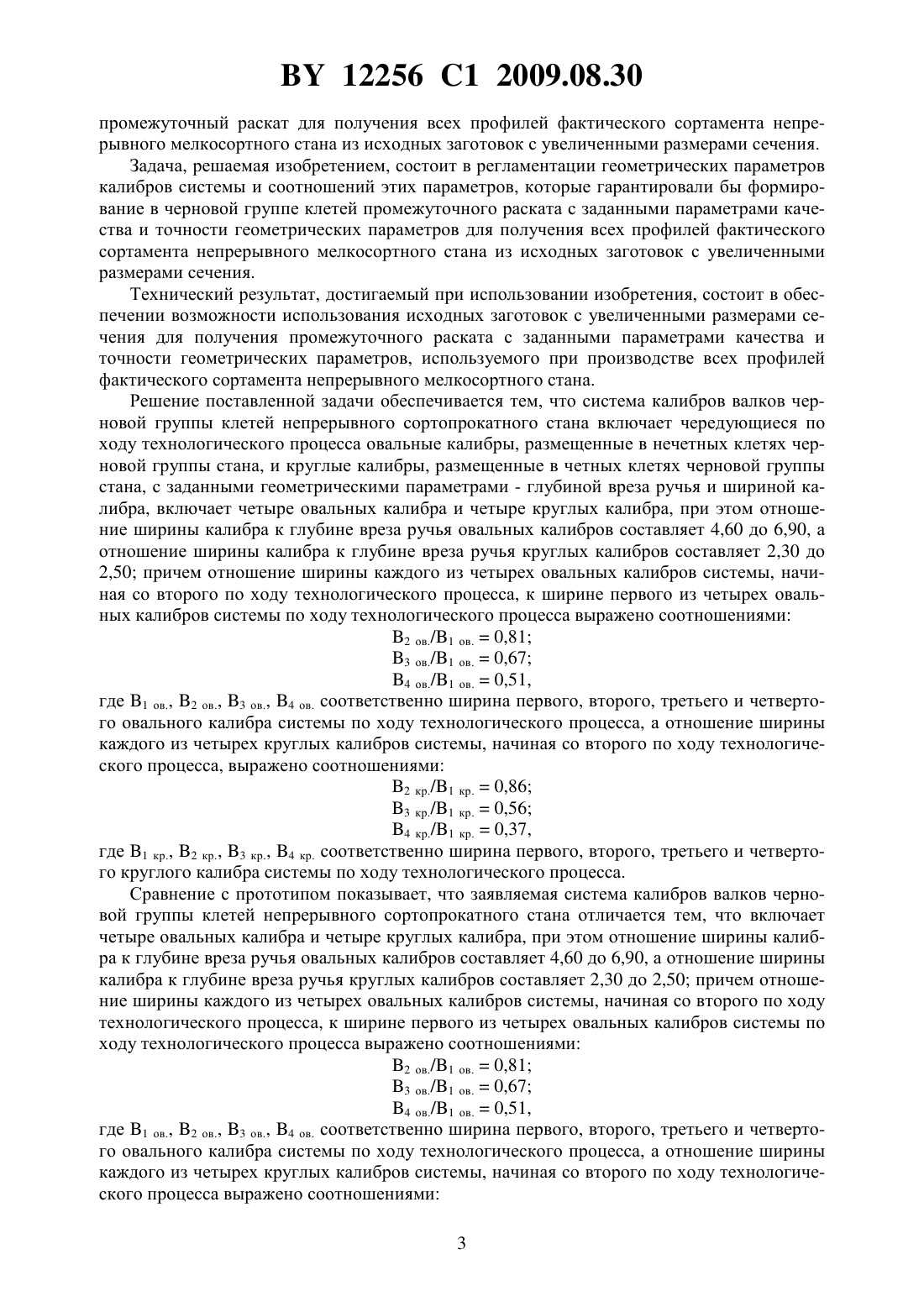
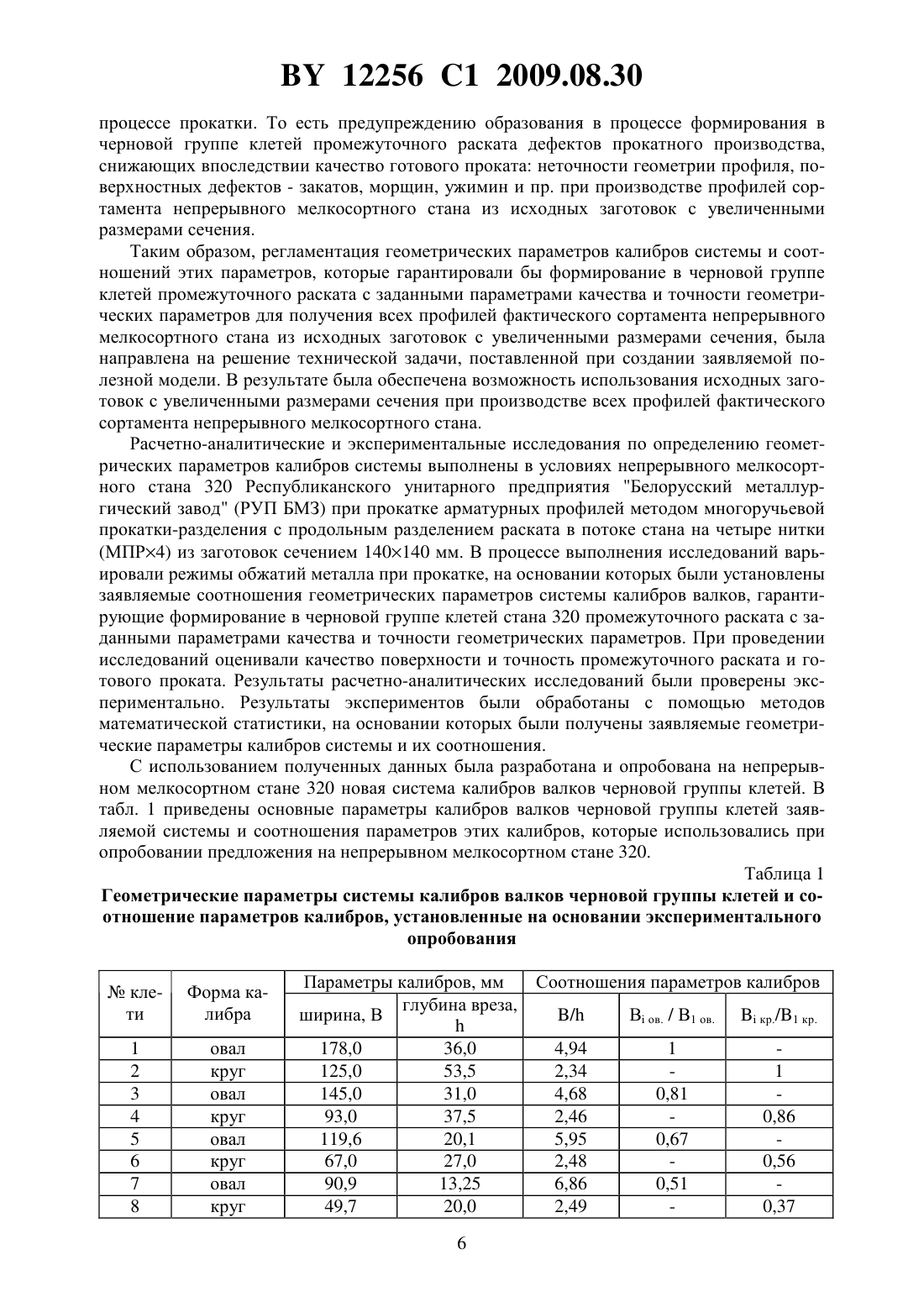
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СИСТЕМА КАЛИБРОВ ВАЛКОВ ЧЕРНОВОЙ ГРУППЫ КЛЕТЕЙ НЕПРЕРЫВНОГО СОРТОПРОКАТНОГО СТАНА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук Украины(72) Авторы Анелькин Николай ИвановичАндрианов Николай ВикторовичБобков Петр АлександровичЖучков Сергей МихайловичКириленко Олег МихайловичМаточкин Виктор АркадьевичМуриков Максим АнатольевичЛуценко Владислав Анатольевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук Украины(57) Система калибров валков черновой группы клетей непрерывного сортопрокатного стана, включающая чередующиеся по ходу технологического процесса овальные калибры,12256 1 2009.08.30 размещенные в нечетных клетях черновой группы стана, и круглые калибры, размещенные в четных клетях черновой группы стана, с заданными геометрическими параметрами глубиной вреза ручья и шириной калибра, отличающаяся тем, что включает четыре овальных калибра и четыре круглых калибра, при этом отношение ширины калибра к глубине вреза ручья овальных калибров составляет от 4,60 до 6,90, а отношение ширины калибра к глубине вреза ручья круглых калибров составляет от 2,30 до 2,50 причем отношение ширины каждого из четырех овальных калибров системы, начиная со второго по ходу технологического процесса, к ширине первого из четырех овальных калибров системы по ходу технологического процесса выражено соотношениями В 2 ов. /В 1 ов.0,81 В 3 ов./В 1 ов.0,67 В 4 ов./В 1 ов.0,51,где В 1 ов., В 2 ов., В 3 ов., В 4 ов. соответственно ширина первого, второго, третьего и четвертого овального калибра системы по ходу технологического процесса, а отношение ширины каждого из четырех круглых калибров системы, начиная со второго по ходу технологического процесса, к ширине первого из четырех круглых калибров системы по ходу технологического процесса выражено соотношениями 2 кр. /1 кр.0,86 3 кр./1 кр.0,56 4 кр./1 кр.0,37,где 1 кр., 2 кр., 3 кр., 4 кр. соответственно ширина первого, второго, третьего и четвертого круглого калибра системы по ходу технологического процесса. Изобретение относится к прокатному производству, а именно к конструкциям систем калибров валков черновых групп клетей непрерывных сортопрокатных станов, в частности непрерывных мелкосортных станов, и может быть использовано на этих станах при прокатке сортовых профилей широкого размерного и марочного сортамента, входящих в фактический сортамент каждого конкретного стана. Известны системы калибров валков черновой группы клетей сортопрокатных станов, включающие чередующиеся по ходу технологического процесса овальные и круглые калибры с заданными геометрическими параметрами - глубиной вреза ручья и шириной калибра 1-2. Недостатком известных систем калибров является отсутствие регламента соотношений геометрических параметров овальных и круглых калибров, глубины вреза ручья и ширины калибра при использовании заготовок различных размеров сечения, обеспечивающих получение их промежуточного раската, сформированного в черновой группе клетей, прокатку всех профилей фактического сортамента конкретного непрерывного сортопрокатного стана. В качестве прототипа принята система калибров валков черновой группы клетей непрерывного сортопрокатного стана, включающая чередующиеся по ходу технологического процесса четыре овальных калибра, размещенных в нечетных клетях черновой группы стана, и четыре круглых калибра, размещенных в четных клетях черновой группы стана, с заданными геометрическими параметрами - глубиной вреза ручья и шириной калибра 3. Недостатком прототипа является снижение качества и точности геометрических параметров промежуточного раската, сформированного в черновой группе клетей, при использовании исходных заготовок с увеличенными размерами сечения, для получения всех профилей фактического сортамента непрерывного мелкосортного стана. Кроме того, в ряде случаев, при использовании системы калибров валков черновой группы клетей непрерывного сортопрокатного стана с известными геометрическими параметрами калибров и соотношениями этих параметров, невозможно сформировать в черновой группе клетей 2 12256 1 2009.08.30 промежуточный раскат для получения всех профилей фактического сортамента непрерывного мелкосортного стана из исходных заготовок с увеличенными размерами сечения. Задача, решаемая изобретением, состоит в регламентации геометрических параметров калибров системы и соотношений этих параметров, которые гарантировали бы формирование в черновой группе клетей промежуточного раската с заданными параметрами качества и точности геометрических параметров для получения всех профилей фактического сортамента непрерывного мелкосортного стана из исходных заготовок с увеличенными размерами сечения. Технический результат, достигаемый при использовании изобретения, состоит в обеспечении возможности использования исходных заготовок с увеличенными размерами сечения для получения промежуточного раската с заданными параметрами качества и точности геометрических параметров, используемого при производстве всех профилей фактического сортамента непрерывного мелкосортного стана. Решение поставленной задачи обеспечивается тем, что система калибров валков черновой группы клетей непрерывного сортопрокатного стана включает чередующиеся по ходу технологического процесса овальные калибры, размещенные в нечетных клетях черновой группы стана, и круглые калибры, размещенные в четных клетях черновой группы стана, с заданными геометрическими параметрами - глубиной вреза ручья и шириной калибра, включает четыре овальных калибра и четыре круглых калибра, при этом отношение ширины калибра к глубине вреза ручья овальных калибров составляет 4,60 до 6,90, а отношение ширины калибра к глубине вреза ручья круглых калибров составляет 2,30 до 2,50 причем отношение ширины каждого из четырех овальных калибров системы, начиная со второго по ходу технологического процесса, к ширине первого из четырех овальных калибров системы по ходу технологического процесса выражено соотношениями 2 ов./1 ов.0,81 3 ов./1 ов.0,67 4 ов./1 ов.0,51,где 1 ов., 2 ов., 3 ов., 4 ов. соответственно ширина первого, второго, третьего и четвертого овального калибра системы по ходу технологического процесса, а отношение ширины каждого из четырех круглых калибров системы, начиная со второго по ходу технологического процесса, выражено соотношениями 2 кр./1 кр.0,86 3 кр./1 кр.0,56 4 кр./1 кр.0,37,где 1 кр., 2 кр., 3 кр., 4 кр. соответственно ширина первого, второго, третьего и четвертого круглого калибра системы по ходу технологического процесса. Сравнение с прототипом показывает, что заявляемая система калибров валков черновой группы клетей непрерывного сортопрокатного стана отличается тем, что включает четыре овальных калибра и четыре круглых калибра, при этом отношение ширины калибра к глубине вреза ручья овальных калибров составляет 4,60 до 6,90, а отношение ширины калибра к глубине вреза ручья круглых калибров составляет 2,30 до 2,50 причем отношение ширины каждого из четырех овальных калибров системы, начиная со второго по ходу технологического процесса, к ширине первого из четырех овальных калибров системы по ходу технологического процесса выражено соотношениями 2 ов./1 ов.0,81 3 ов./1 ов.0,67 4 ов./1 ов.0,51,где 1 ов., 2 ов., 3 ов., 4 ов. соответственно ширина первого, второго, третьего и четвертого овального калибра системы по ходу технологического процесса, а отношение ширины каждого из четырех круглых калибров системы, начиная со второго по ходу технологического процесса выражено соотношениями 3 12256 1 2009.08.30 2 кр./1 кр.0,86 3 кр./1 кр.0,56 4 кр./1 кр.0,37,где 1 кр., 2 кр., 3 кр., 4 кр. соответственно ширина первого, второго, третьего и четвертого круглого калибра системы по ходу технологического процесса. Следовательно, заявляемая система калибров валков черновой группы клетей непрерывного сортопрокатного стана соответствует критерию новизна. Сравнение с другими техническими решениями в данной области техники не выявило в известных технических решениях признаков, отличающих заявляемое техническое решение от прототипа. Поэтому известные технические решения не обеспечивают решения поставленной технической задачи. Учитывая это, заявляемое решение соответствует критерию изобретательский уровень. Изобретение поясняется чертежом, где на фиг. 1 представлена схема заявляемой системы калибров валков черновой группы клетей непрерывного сортопрокатного стана применительно непрерывному мелкосортному стану 320 Республиканского унитарного предприятия Белорусский металлургический завод (РУП БМЗ). Заявляемая система калибров валков черновой группы клетей непрерывного сортопрокатного стана состоит из чередующихся по ходу технологического процесса четырех овальных и четырех круглых калибров. Овальные калибры размещены в нечетных клетях черновой группы стана, а круглые калибры - в четных клетях. Основным существенным признаком заявляемой системы калибров валков является строгая регламентация геометрических параметров калибров и соотношений этих параметров, так как эти положения определяют формоизменение металла в очагах деформации рабочих клетей при прокатке, обеспечивающее требуемое качество промежуточного раската и точность его геометрических параметров. В частности, в настоящем техническом решении регламентируются соотношения глубины вреза ручья и ширины калибров, а также соотношения ширин овальных и круглых калибров системы. Так, отношение ширины к глубине вреза ручья овальных калибров составляет Вов. / ов 4,60-6,90, а отношение ширины к глубине вреза ручья круглых калибров составляет Вкр. /кр.2,30-2,50. При этом ширины овальных калибров системы, начиная с первого, по ходу технологического процесса, то есть калибров, расположенных в нечетных клетях черновой группы стана (первой, третьей, пятой и седьмой) соотносятся каков./1 ов.10,810,670,51. Ширины круглых калибров системы, начиная с первого, по ходу технологического процесса, то есть калибров, расположенных в четных клетях черновой группы стана (второй, четвертой, шестой и восьмой) соотносятся каккр./1 кр.10,860,560,37,где В ов. - ширина каждого из четырех овальных калибров системы, начиная с первого, по ходу технологического процесса В 1 ов. - ширина первого из четырех овальных калибров системы по ходу технологического процесса В кр. - ширина каждого из четырех круглых калибров системы, начиная с первого, по ходу технологического процесса В 1 кр. - ширина первого из четырех круглых калибров системы по ходу технологического процесса ов. - глубина вреза ручья овальных калибров системы кр. - глубина вреза ручья круглых калибров системы. Прокатка при использовании заявляемой системы калибров валков осуществляется следующим образом. 12256 1 2009.08.30 Исходную непрерывнолитую заготовку квадратного сечения, нагретую до температуры прокатки, последовательно прокатывают в системе калибров валков черновой, промежуточной и чистовой групп клетей непрерывного мелкосортного стана. Прокатку осуществляют с одним проходом в каждом калибре. В процессе прокатки в черновой группе стана в его межклетьевых промежутках осуществляют кантовку раската между проходами. Сформированный в овальном калибре первой клети стана раскат овального сечения, скантованный на 90, задают в последующий калибр второй клети, в валки которой врезан круглый калибр. Полученный во втором калибре раскат круглого сечения без кантовки деформируют в последующем овальном калибре третьей клети. Полученный в овальном калибре третьей клети стана раскат овального сечения также кантуют на 90 и деформируют в круглом калибре последующей четвертой клети. Далее, при прокатке в последующих пятой - восьмой клетях черновой группы стана указанные операции повторяются. Процесс деформации металла в калибрах сопровождается соответствующим формоизменением, которое определяется формой калибра, его геометрическими параметрами и соотношениями этих параметров. Выполнение отношений ширины овальных и круглых калибров к глубине вреза их ручьев, равными соответственно Вов. / ов.4,60 - 6,90 и Вкр. / кр.2,30-2,50, обеспечивает правильное заполнение калибров, не допуская их переполнения или незаполнения, определяющими впоследствии качество поверхности и точность проката. Так, если отношения ширины овальных калибров к глубине вреза их ручьев будут меньшими указанного диапазона их изменения Вов. / ов.4,60, то это приведет к незаполнению по ширине последующих круглых калибров если же эти отношения будут большими указанного диапазона их изменения Вов. / ов.- 6,90, то это приведет к их переполнению по ширине. Выполнение отношений ширины круглых калибров к глубине вреза их ручьев меньше указанного диапазона их изменения Вкр. / кр.2,30 ухудшит заполнение по ширине этих же круглых калибров если же эти отношения будут большими указанного диапазона их изменения Вкр. / кр.2,50, то это приведет к их незаполнению по высоте и переполнению по ширине. Незаполнение или переполнение калибров в процессе прокатки приводят к образованию дефектов прокатного производства, снижающих качество проката неточности геометрии профиля, поверхностных дефектов - закатов, морщин, ужимин и пр. Этими же причинами обусловлена необходимость регламентации соотношений ширин овальных и круглых калибров системы. Если ширины овальных калибров системы, начиная с первого, по ходу технологического процесса, то есть калибров, расположенных в нечетных клетях черновой группы стана (первой, третьей, пятой и седьмой), не будут выполнены в соответствии с заявляемым соотношениемов./1 ов.10,810,670,51,а ширины круглых калибров системы, начиная с первого, по ходу технологического процесса, то есть калибров, расположенных в четных клетях черновой группы стана (второй,четвертой, шестой и восьмой) не будут выполнены в соответствии с заявляемым соотношением./.0,86 0,56 0,37,то возможно незаполнение или переполнение калибров в процессе прокатки. Это приведет к образованию дефектов прокатного производства, снижающих качество проката. Заявляемые соотношения геометрических параметров системы калибров валков(фиг. 1) получены на основании результатов расчетно-аналитических и экспериментальных исследований, целью которых было определение оптимальных условий деформации металла при прокатке в черновой группе клетей непрерывного сортопрокатного стана. Результаты этих исследований были обработаны с помощью методов математической статистики. Критериями оптимизации условий деформации металла при прокатке в заявляемой системе калибров валков были отсутствие незаполнения или переполнения калибров в 5 12256 1 2009.08.30 процессе прокатки. То есть предупреждению образования в процессе формирования в черновой группе клетей промежуточного раската дефектов прокатного производства,снижающих впоследствии качество готового проката неточности геометрии профиля, поверхностных дефектов - закатов, морщин, ужимин и пр. при производстве профилей сортамента непрерывного мелкосортного стана из исходных заготовок с увеличенными размерами сечения. Таким образом, регламентация геометрических параметров калибров системы и соотношений этих параметров, которые гарантировали бы формирование в черновой группе клетей промежуточного раската с заданными параметрами качества и точности геометрических параметров для получения всех профилей фактического сортамента непрерывного мелкосортного стана из исходных заготовок с увеличенными размерами сечения, была направлена на решение технической задачи, поставленной при создании заявляемой полезной модели. В результате была обеспечена возможность использования исходных заготовок с увеличенными размерами сечения при производстве всех профилей фактического сортамента непрерывного мелкосортного стана. Расчетно-аналитические и экспериментальные исследования по определению геометрических параметров калибров системы выполнены в условиях непрерывного мелкосортного стана 320 Республиканского унитарного предприятия Белорусский металлургический завод (РУП БМЗ) при прокатке арматурных профилей методом многоручьевой прокатки-разделения с продольным разделением раската в потоке стана на четыре нитки(МПР 4) из заготовок сечением 140140 мм. В процессе выполнения исследований варьировали режимы обжатий металла при прокатке, на основании которых были установлены заявляемые соотношения геометрических параметров системы калибров валков, гарантирующие формирование в черновой группе клетей стана 320 промежуточного раската с заданными параметрами качества и точности геометрических параметров. При проведении исследований оценивали качество поверхности и точность промежуточного раската и готового проката. Результаты расчетно-аналитических исследований были проверены экспериментально. Результаты экспериментов были обработаны с помощью методов математической статистики, на основании которых были получены заявляемые геометрические параметры калибров системы и их соотношения. С использованием полученных данных была разработана и опробована на непрерывном мелкосортном стане 320 новая система калибров валков черновой группы клетей. В табл. 1 приведены основные параметры калибров валков черновой группы клетей заявляемой системы и соотношения параметров этих калибров, которые использовались при опробовании предложения на непрерывном мелкосортном стане 320. Таблица 1 Геометрические параметры системы калибров валков черновой группы клетей и соотношение параметров калибров, установленные на основании экспериментального опробованияклети овал круг овал круг овал круг овал круг Параметры калибров, мм Соотношения параметров калибров глубина вреза,ширина, В 12256 1 2009.08.30 Эта система опробовалась при производстве арматурных профилей 10-14 из заготовок сечением 140140 мм. Причем арматурные профили 10-12 получали методом многоручьевой прокатки-разделения с продольным разделением раската в потоке стана на четыре нитки (МПР 4), а арматурный профиль 14 - с продольным разделением раската на три нитки (МПР 3). Анализ результатов опробования новой системы калибров валков черновой группы клетей показал возможность ее использования при производстве остальных профилей сортамента стана, получаемых как традиционным способом однониточной прокатки, так и с помощью технологий, основанных на использовании нетрадиционного процесса многоручьевой прокатки-разделения с продольным разделением раската в потоке стана на две(МПР 2), три (МПР 3) и четыре (МПР 4) нитки. Результаты опробования показали, что применение новой системы калибров валков черновой группы клетей непрерывного сортопрокатного стана, разработанной в соответствии заявляемыми соотношениями геометрических параметров, обеспечивает решение поставленной технической задачи - формирование в черновой группе клетей промежуточного раската с заданными параметрами качества и точности геометрических параметров для получения всех профилей фактического сортамента непрерывного мелкосортного стана из исходных заготовок с увеличенными размерами сечения. Кроме того, использование этого технического решения обеспечивает снижение расходных коэффициентов и улучшение технико-экономических показателей работы стана, в частности уменьшение удельных величин угара металла при нагреве в печи, количества окалины, обрези в готовом прокате за счет увеличения размеров заготовки увеличение производительности стана за счет увеличения машинного времени и сокращения времени пауз уменьшение удельного расхода валков улучшение проработки непрерывнолитого металла за счет увеличения суммарного коэффициента вытяжки, способствующего снижению осевой рыхлости и улучшению структуры металла. В результате использования этого технического решения в условиях стана 320 РУП БМЗ обеспечивается увеличение выхода годного проката за счет увеличения массы исходной заготовки, увеличение производительности стана за счет сокращения общего времени пауз, имеющих место при прокатке смежных заготовок, снижение удельного расхода валков и повышение стабильности процесса прокатки за счет сокращения частоты захвата раската валками клетей стана, повышения коэффициента полезного действия методической нагревательной печи и пр. Кроме того, предлагаемая система калибров в условиях РУП БМЗ позволяет использование при прокатке всех профилей фактического сортамента заготовок различного сечения - от 125125 мм до 140140 мм. Это обеспечивает универсальность технологической схемы прокатки в линии стана и существенно сокращает время на подготовку производства. Таким образом, интегрально в условиях РУП БМЗ обеспечивается повышение технико-экономических показателей работы стана. Реализация заявляемого технического решения на непрерывных сортопрокатных станах даст возможность повысить технико-экономические показатели производства за счет уменьшения расходных коэффициентов при производстве профилей сложившегося сортамента стана из исходных заготовок различного сечения, в том числе с увеличенными размерами сечения. Источники информации 1. Бахтинов Б.П., Штернов М.М. Калибровка прокатных валков.- М. Металлургиздат,1953.- 783 с. 7 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: B21B 1/00
Метки: стана, валков, калибров, клетей, группы, сортопрокатного, система, черновой, непрерывного
Код ссылки
<a href="https://by.patents.su/8-12256-sistema-kalibrov-valkov-chernovojj-gruppy-kletejj-nepreryvnogo-sortoprokatnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Система калибров валков черновой группы клетей непрерывного сортопрокатного стана</a>
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Мачулин В. М., Рассадин В. М., Зиберт В. П., Силантьев М. А., Дышлевич В. Ф.
МПК: B21B 37/00, B21B 37/06
Метки: система, раската, группе, регулирования, натяжения, прокатного, черновой, стана, непрерывного, клетей
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
Система калибров валков обжимного прокатного стана
Номер патента: 1914
Опубликовано: 30.12.1997
Авторы: Белобородов Александр Витальевич, Рябцев Олег Викторович, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Асанов Валерий Николаевич
МПК: B21B 1/02
Метки: система, обжимного, прокатного, стана, валков, калибров
Текст:
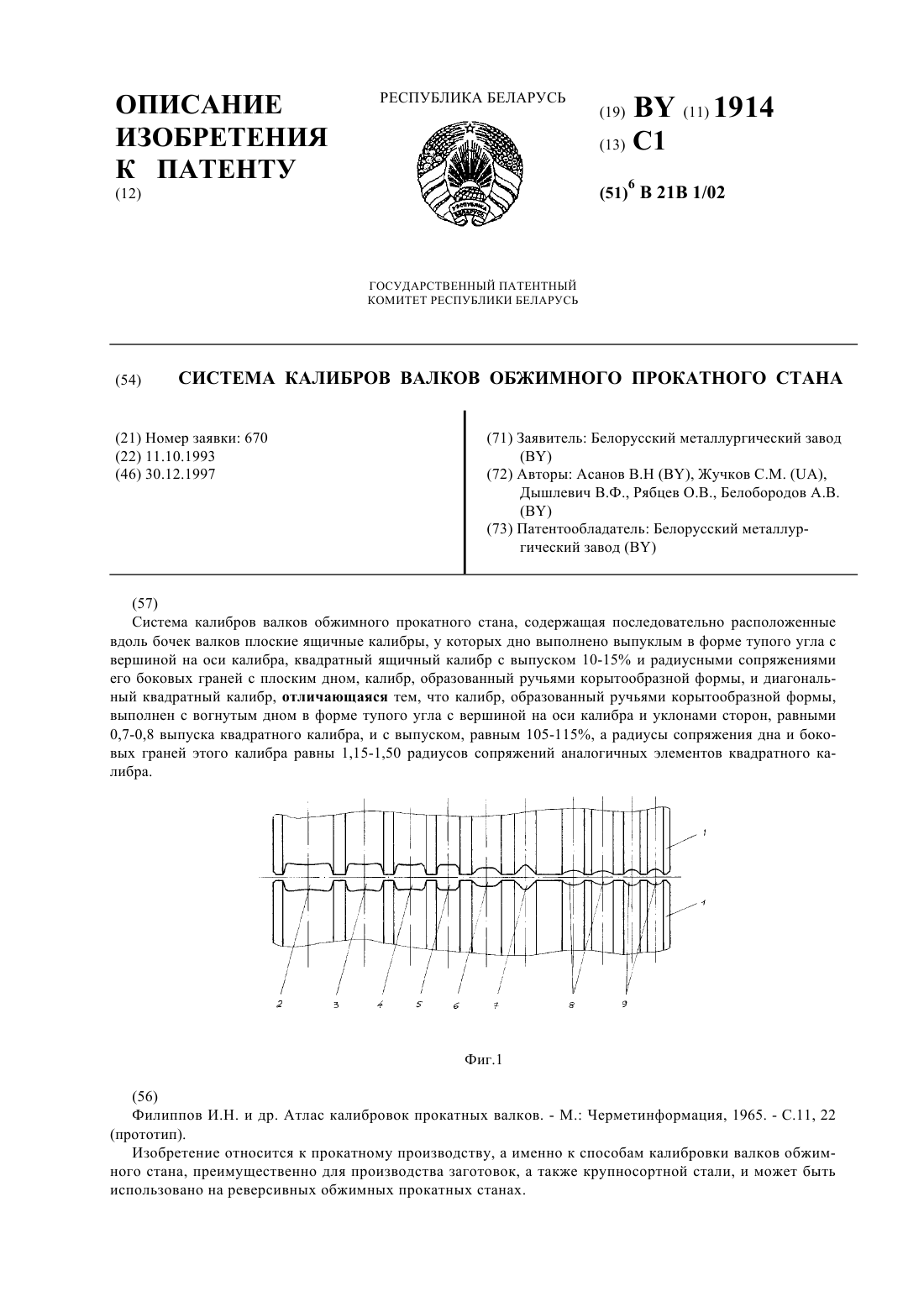
...раската, уменьшает удары раската о валки при захвате. Полученный в плоских ящичных калибрах раскат кантуют на 90 и прокатывают в квадратном ящичном калибре 5. Раскат, поступающий из квадратного ящичного калибра 5 (фиг.2), выполненного с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам 1, кантуют также на 90 и прокатывают в калибре 6, образованном ручьями корытообразной формы в их...
Система калибров валков прокатного стана
Номер патента: 6743
Опубликовано: 30.12.2004
Авторы: Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович, Бондаренко Александр Николаевич, Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Шувякова Ирина Владимировна, Луценко Владислав Анатольевич, Тищенко Владимир Андреевич, Стеблов Анвер Борисович, Рябцев Олег Викторович
МПК: B21B 1/02
Метки: валков, прокатного, система, стана, калибров
Текст:
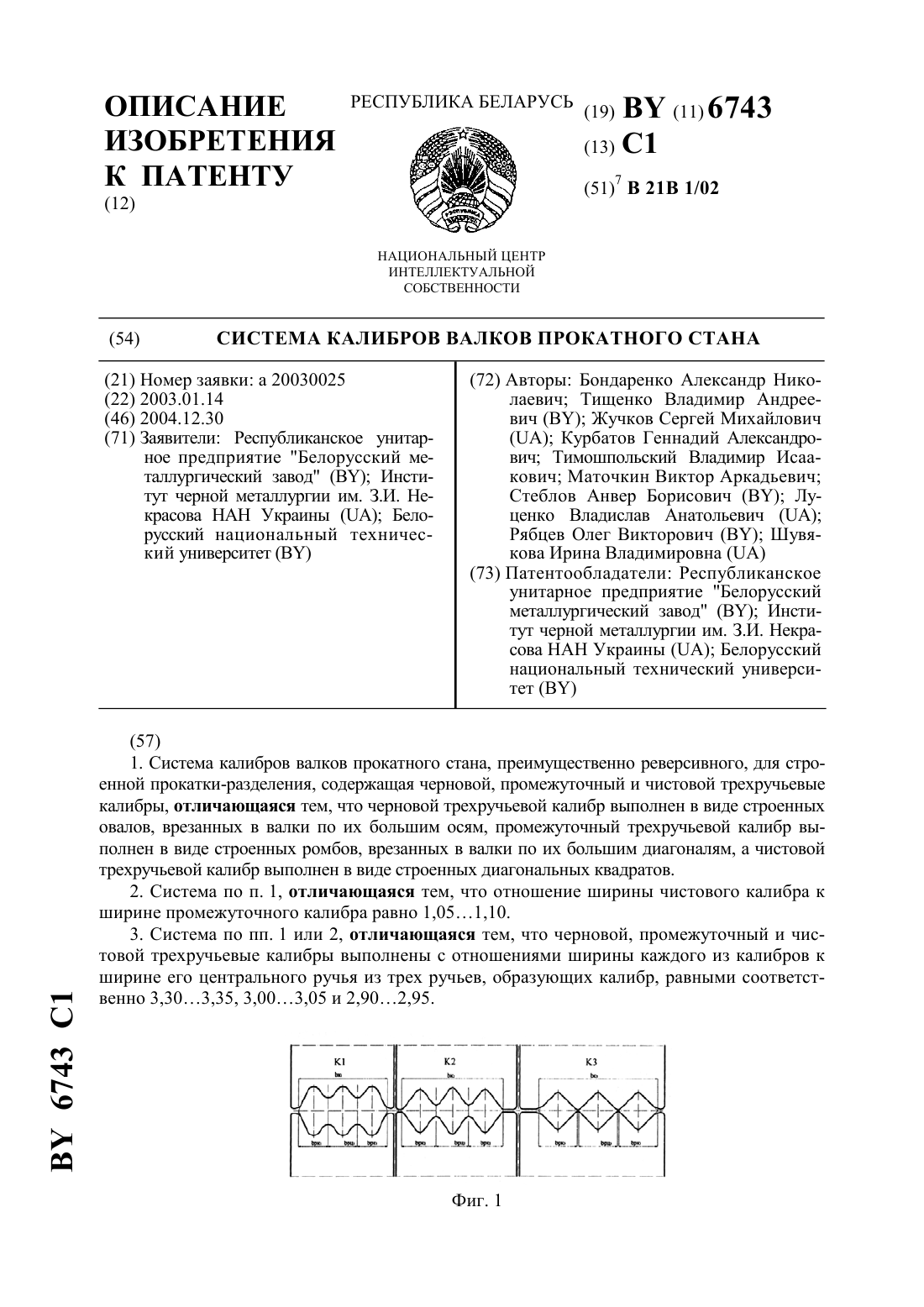
...1 раскат в виде строенного ребрового овала, соединенного перемычками по меньшим осям, в несколько проходов прокатывают в промежуточном калибре К 2, выполненном в виде строенных ромбов, врезанных по их большим диагона 3 6743 1 лям. Прокатка строенного ребрового овала в таком калибре происходит с достаточно высокой равномерностью деформации по сечению раската, несмотря на то, что осуществляется формирование раската весьма сложной формы....
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Асанов Валерий Николаевич, Горбанев Аркадий Алексеевич
МПК: B21B 1/02
Метки: сортового, валков, стана, калибровки, система, непрерывного, прокатного
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
Блок клетей сортопрокатного стана
Номер патента: 12066
Опубликовано: 30.06.2009
Авторы: Маточкин Виктор Аркадьевич, Жучков Сергей Михайлович, Муриков Максим Анатольевич, Андрианов Николай Викторович, Лещенко Александр Иванович, Луценко Владислав Анатольевич, Бобков Петр Александрович, Анелькин Николай Иванович
МПК: B21B 1/00
Метки: сортопрокатного, стана, клетей, блок
Текст:
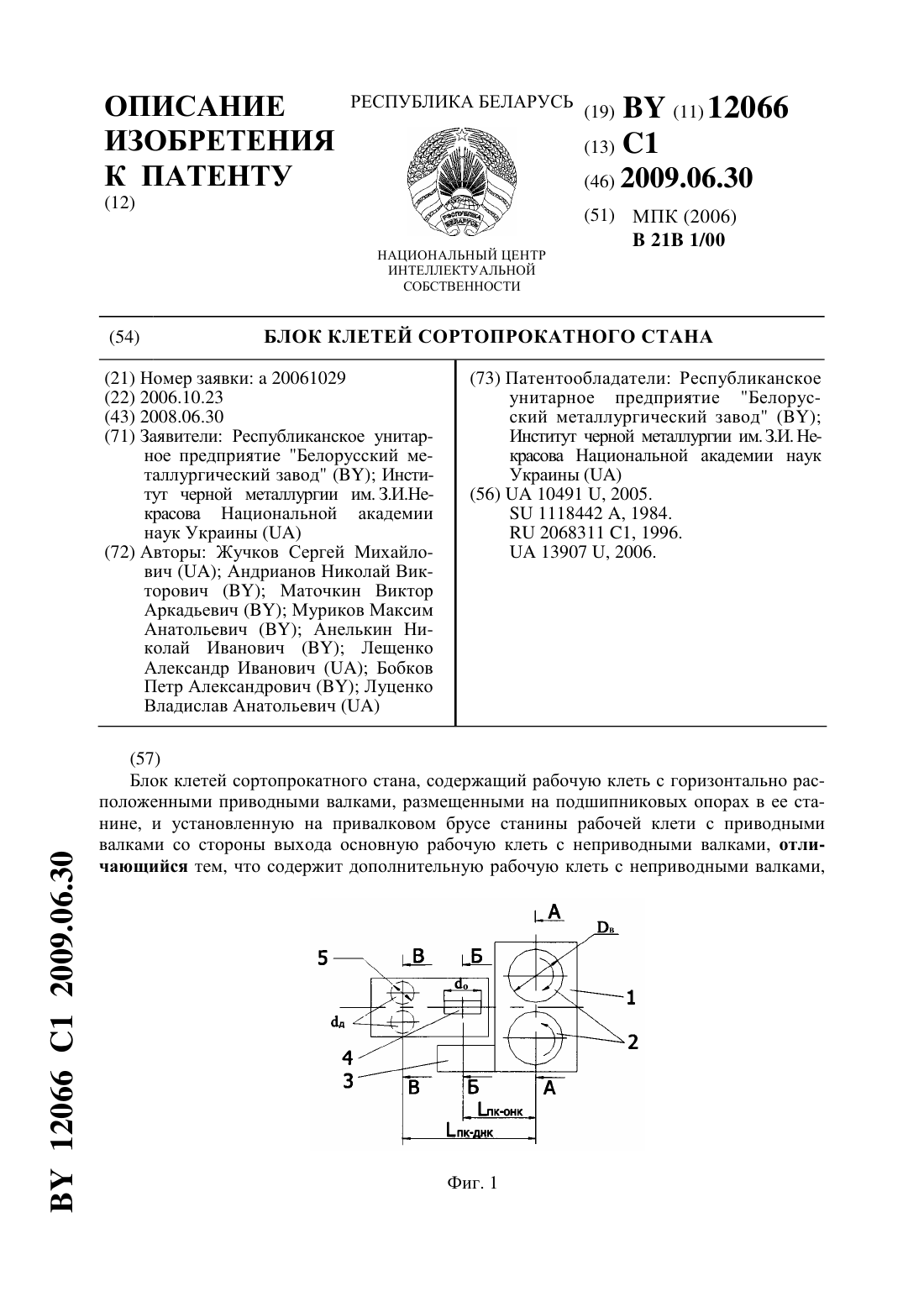
...из функционального назначения заявляемого блока клетей сортопрокатного стана с учетом особенностей реализации процесса многоручьевой прокатки-разделения. Так, расстояния между плоскостями осей приводных рабочих валков и неприводных рабочих валков основной и дополнительной неприводных рабочих клетей, составляющие соответственно(0,40-0,50)в и (0,90-1,10)в, равно как и диаметры неприводных валков основной и дополнительной клетей, составляющие...
Предыдущий патент: Способ получения водорода
Следующий патент: Корнеизвлекающее устройство для корнеплодов
Случайный патент: Способ термообработки жидкости