Прокатный стан
Номер патента: U 3772
Опубликовано: 30.08.2007
Авторы: Андрианов Дмитрий Николаевич, Шибченко Виталий Викторович, Прохоренко Виктор Николаевич, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич

Текст
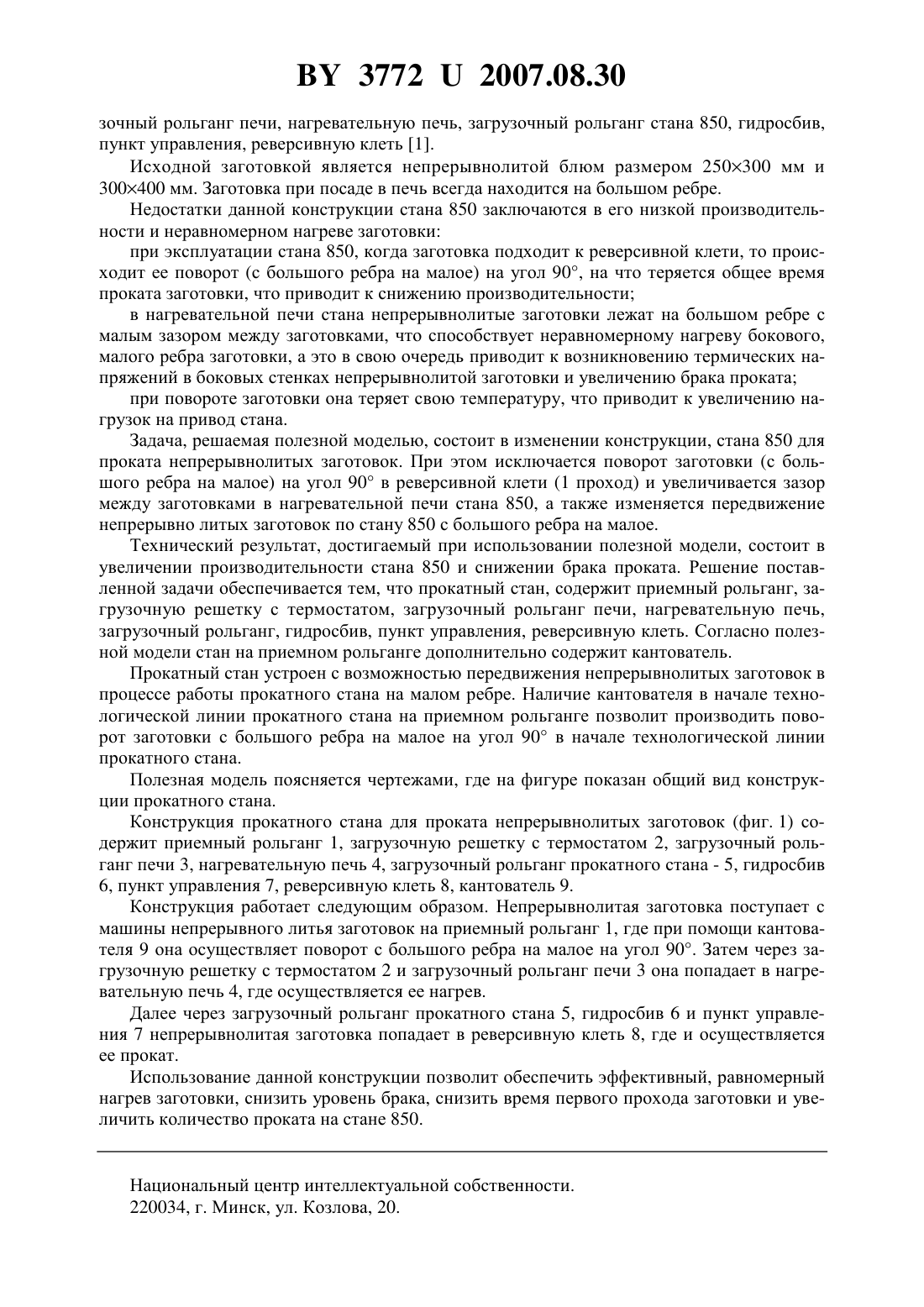
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Андрианов Николай Викторович Маточкин Виктор Аркадьевич Андрианов Дмитрий Николаевич Прохоренко Виктор Николаевич Шибченко Виталий Викторович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Прокатный стан, содержащий приемный рольганг, загрузочную решетку с термостатом, загрузочный рольганг печи, нагревательную печь, загрузочный рольганг прокатного стана, гидросбив, пункт управления, реверсивную клеть, отличающийся тем, что он на приемном рольганге дополнительно содержит кантователь. 2. Стан по п. 1, отличающийся тем, что он устроен с возможностью передвижения непрерывнолитых заготовок в процессе работы прокатного стана на малом ребре.(56) 1. Тимошпольский В.И., Андрианов Н.В., Жучков С.М. и др. Производство высокоуглеродистой катанки на металлургических агрегатах высшего технического уровня. - Мн. Белорусская наука, 2004. - С. 47, рис 2.1. Полезная модель относится к прокатному производству, а именно к способам прокатки на реверсивных, обжимных, непрерывно-заготовочных и крупносортных станах преимущественно для производства проката. В качестве прототипа принята конструкция стана 850 для проката непрерывнолитых заготовок, содержащая приемный рольганг, загрузочную решетку с термостатом, загру 37722007.08.30 зочный рольганг печи, нагревательную печь, загрузочный рольганг стана 850, гидросбив,пункт управления, реверсивную клеть 1. Исходной заготовкой является непрерывнолитой блюм размером 250300 мм и 300400 мм. Заготовка при посаде в печь всегда находится на большом ребре. Недостатки данной конструкции стана 850 заключаются в его низкой производительности и неравномерном нагреве заготовки при эксплуатации стана 850, когда заготовка подходит к реверсивной клети, то происходит ее поворот (с большого ребра на малое) на угол 90, на что теряется общее время проката заготовки, что приводит к снижению производительности в нагревательной печи стана непрерывнолитые заготовки лежат на большом ребре с малым зазором между заготовками, что способствует неравномерному нагреву бокового,малого ребра заготовки, а это в свою очередь приводит к возникновению термических напряжений в боковых стенках непрерывнолитой заготовки и увеличению брака проката при повороте заготовки она теряет свою температуру, что приводит к увеличению нагрузок на привод стана. Задача, решаемая полезной моделью, состоит в изменении конструкции, стана 850 для проката непрерывнолитых заготовок. При этом исключается поворот заготовки (с большого ребра на малое) на угол 90 в реверсивной клети (1 проход) и увеличивается зазор между заготовками в нагревательной печи стана 850, а также изменяется передвижение непрерывно литых заготовок по стану 850 с большого ребра на малое. Технический результат, достигаемый при использовании полезной модели, состоит в увеличении производительности стана 850 и снижении брака проката. Решение поставленной задачи обеспечивается тем, что прокатный стан, содержит приемный рольганг, загрузочную решетку с термостатом, загрузочный рольганг печи, нагревательную печь,загрузочный рольганг, гидросбив, пункт управления, реверсивную клеть. Согласно полезной модели стан на приемном рольганге дополнительно содержит кантователь. Прокатный стан устроен с возможностью передвижения непрерывнолитых заготовок в процессе работы прокатного стана на малом ребре. Наличие кантователя в начале технологической линии прокатного стана на приемном рольганге позволит производить поворот заготовки с большого ребра на малое на угол 90 в начале технологической линии прокатного стана. Полезная модель поясняется чертежами, где на фигуре показан общий вид конструкции прокатного стана. Конструкция прокатного стана для проката непрерывнолитых заготовок (фиг. 1) содержит приемный рольганг 1, загрузочную решетку с термостатом 2, загрузочный рольганг печи 3, нагревательную печь 4, загрузочный рольганг прокатного стана - 5, гидросбив 6, пункт управления 7, реверсивную клеть 8, кантователь 9. Конструкция работает следующим образом. Непрерывнолитая заготовка поступает с машины непрерывного литья заготовок на приемный рольганг 1, где при помощи кантователя 9 она осуществляет поворот с большого ребра на малое на угол 90. Затем через загрузочную решетку с термостатом 2 и загрузочный рольганг печи 3 она попадает в нагревательную печь 4, где осуществляется ее нагрев. Далее через загрузочный рольганг прокатного стана 5, гидросбив 6 и пункт управления 7 непрерывнолитая заготовка попадает в реверсивную клеть 8, где и осуществляется ее прокат. Использование данной конструкции позволит обеспечить эффективный, равномерный нагрев заготовки, снизить уровень брака, снизить время первого прохода заготовки и увеличить количество проката на стане 850. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 2
МПК / Метки
МПК: B21B 1/00
Код ссылки
<a href="https://by.patents.su/2-u3772-prokatnyjj-stan.html" rel="bookmark" title="База патентов Беларуси">Прокатный стан</a>
Прокатный стан
Номер патента: U 164
Опубликовано: 30.09.2000
Автор: Рудович Александр Олегович
МПК: B21H 1/18
Текст:
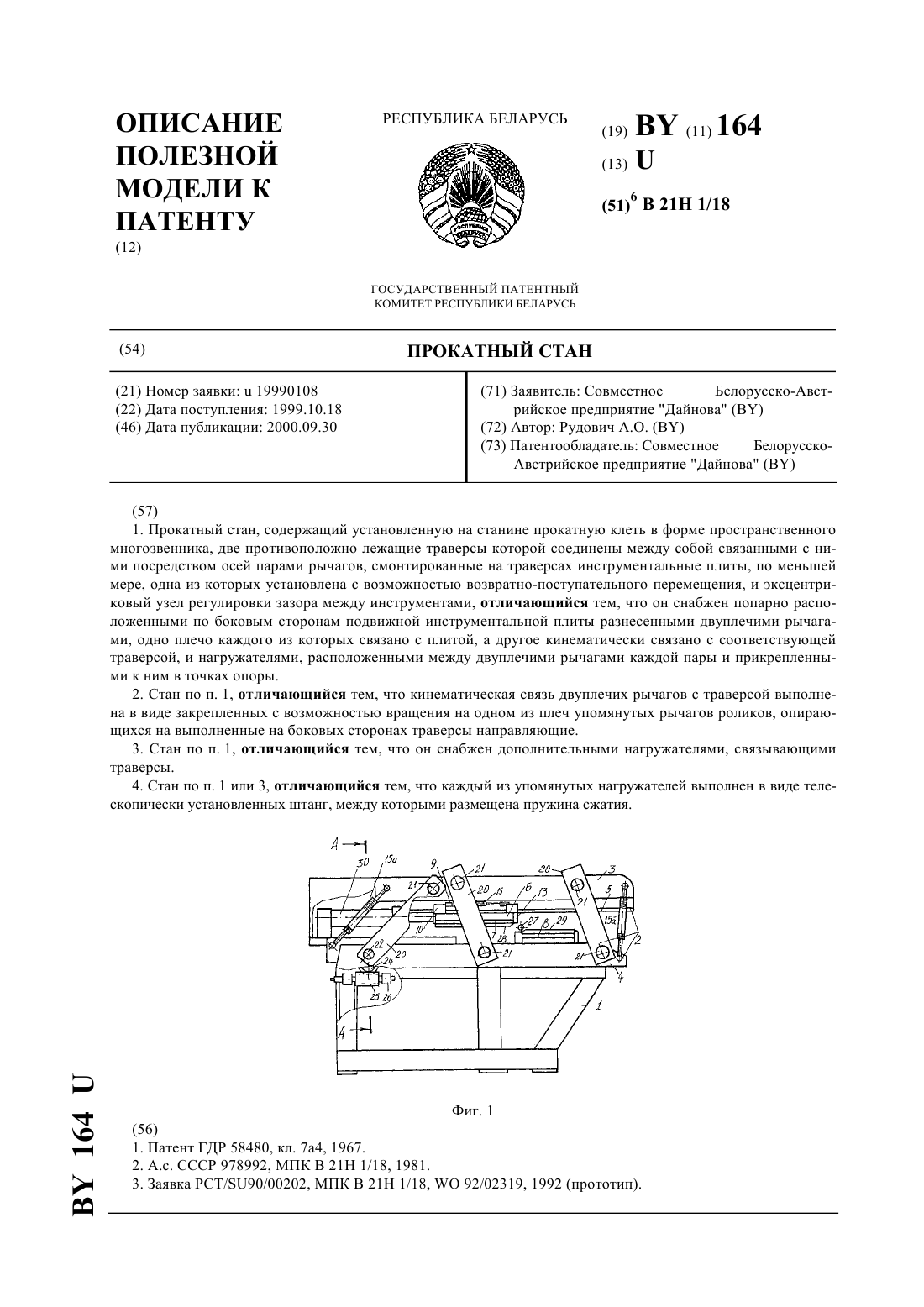
...связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг. 1 на фиг.4...
Прокатный стан Маковича
Номер патента: U 165
Опубликовано: 30.09.2000
Авторы: Рудович Александр Олегович, Макович Олег Дмитриевич
МПК: B21H 1/18
Метки: прокатный, стан, маковича
Текст:
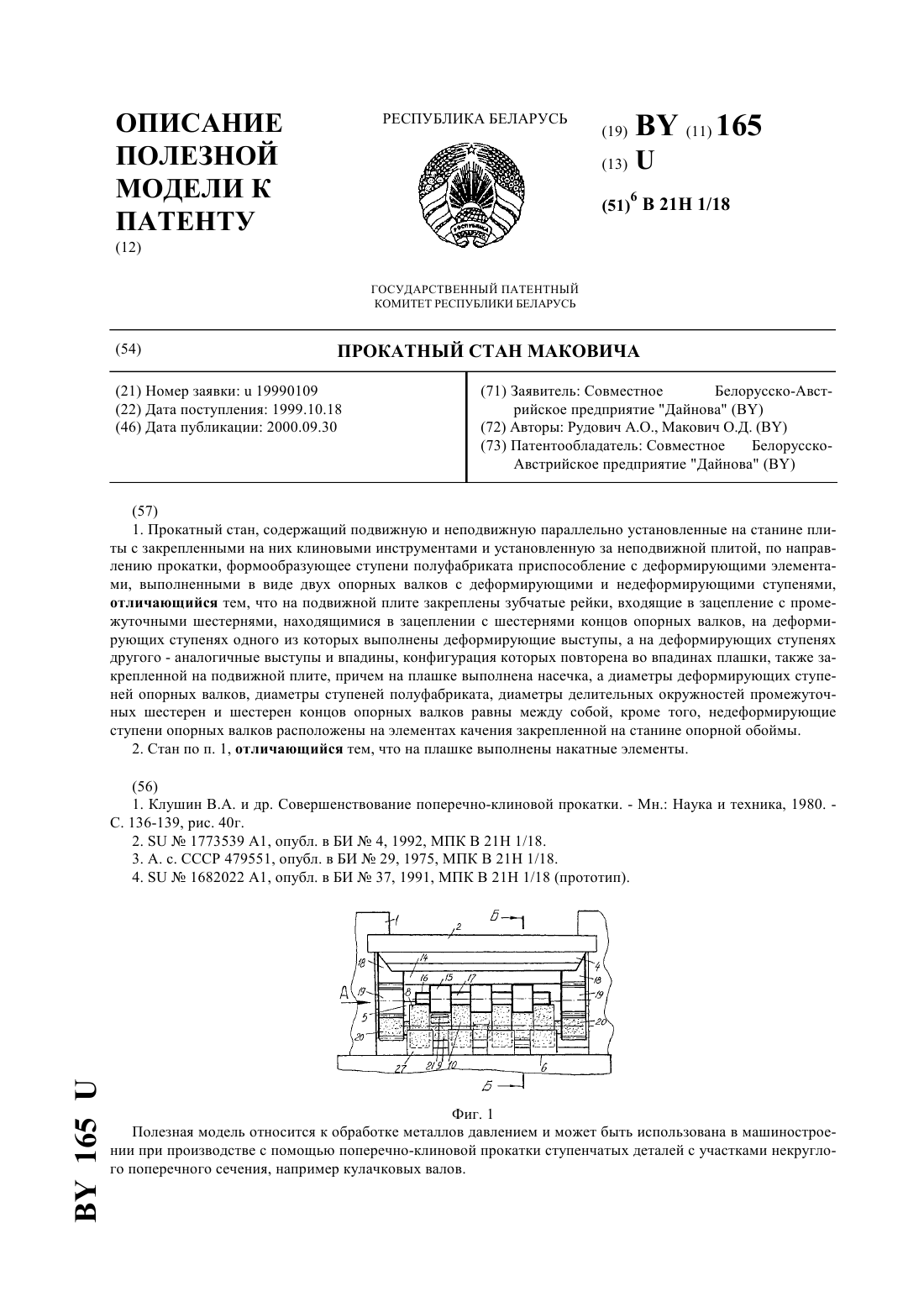
...концов опорных валков, направлено на получение одинаковых окружных скоростей вращения проскальзывания полуфабриката при обработке. 165 Расположение недеформирующих ступеней опорных валков на элементах качения, закрепленной на станине опорной обоймы, направлено как на снижение действия вредных сил трения, так и на устранение нежелательного изгиба полуфабриката. Выполнение накатных элементов на плашке позволит выполнять на ступенях...
Прокатный стан
Номер патента: U 507
Опубликовано: 30.03.2002
Автор: Рудович Александр Олегович
Текст:
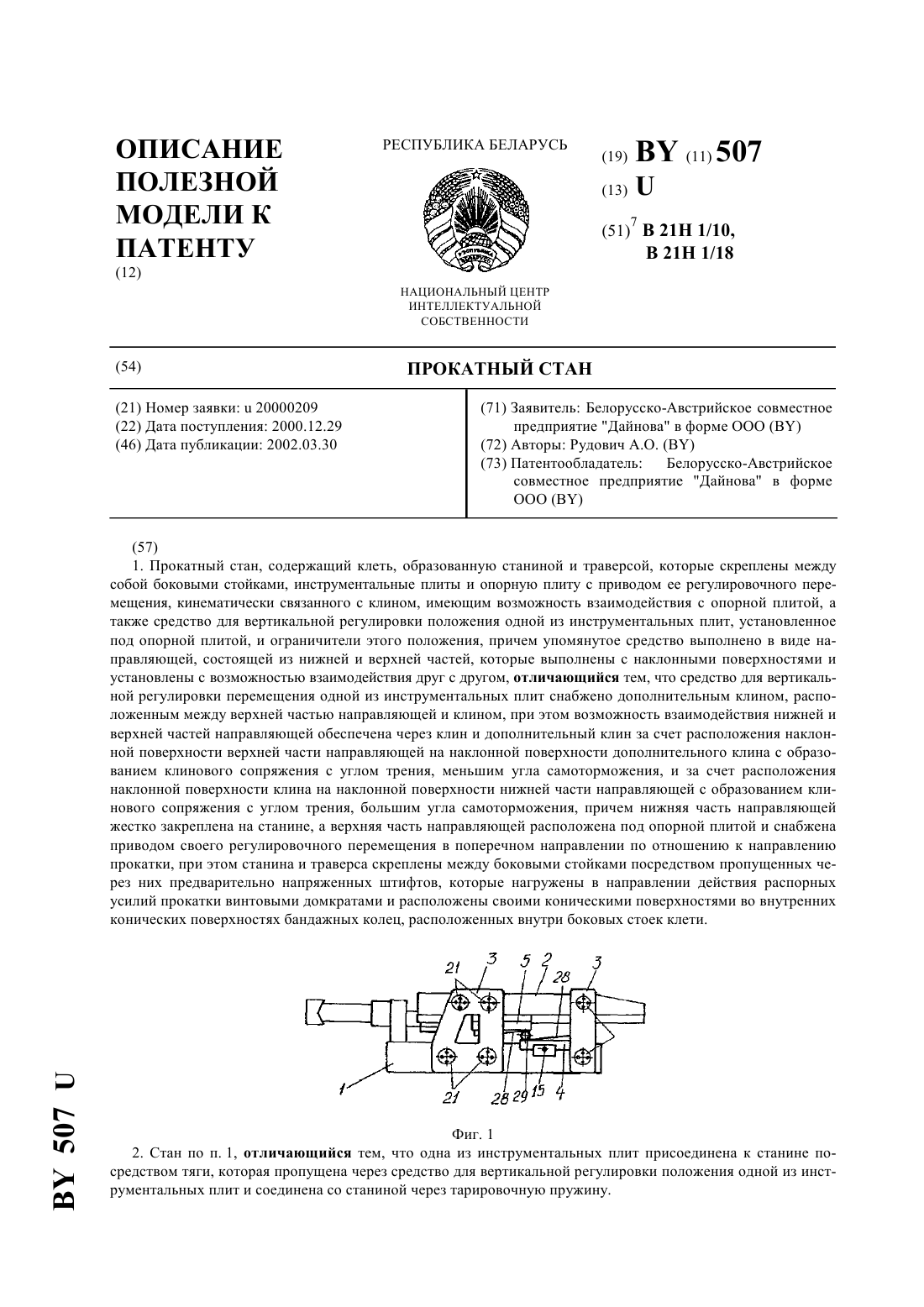
...и за счет расположения наклонной поверхности клина на наклонной поверхности нижней части направляющей с образованием клинового сопряжения с углом трения, большим угла самоторможения,и способствует быстродействию расклинивания прокатного стана. В результате сократится время контакта рабочих поверхностей инструментальных плит с обрабатываемой заготовкой, высокая температура которой может отрицательно влиять на точность получения из...
Линия изготовления стального проката
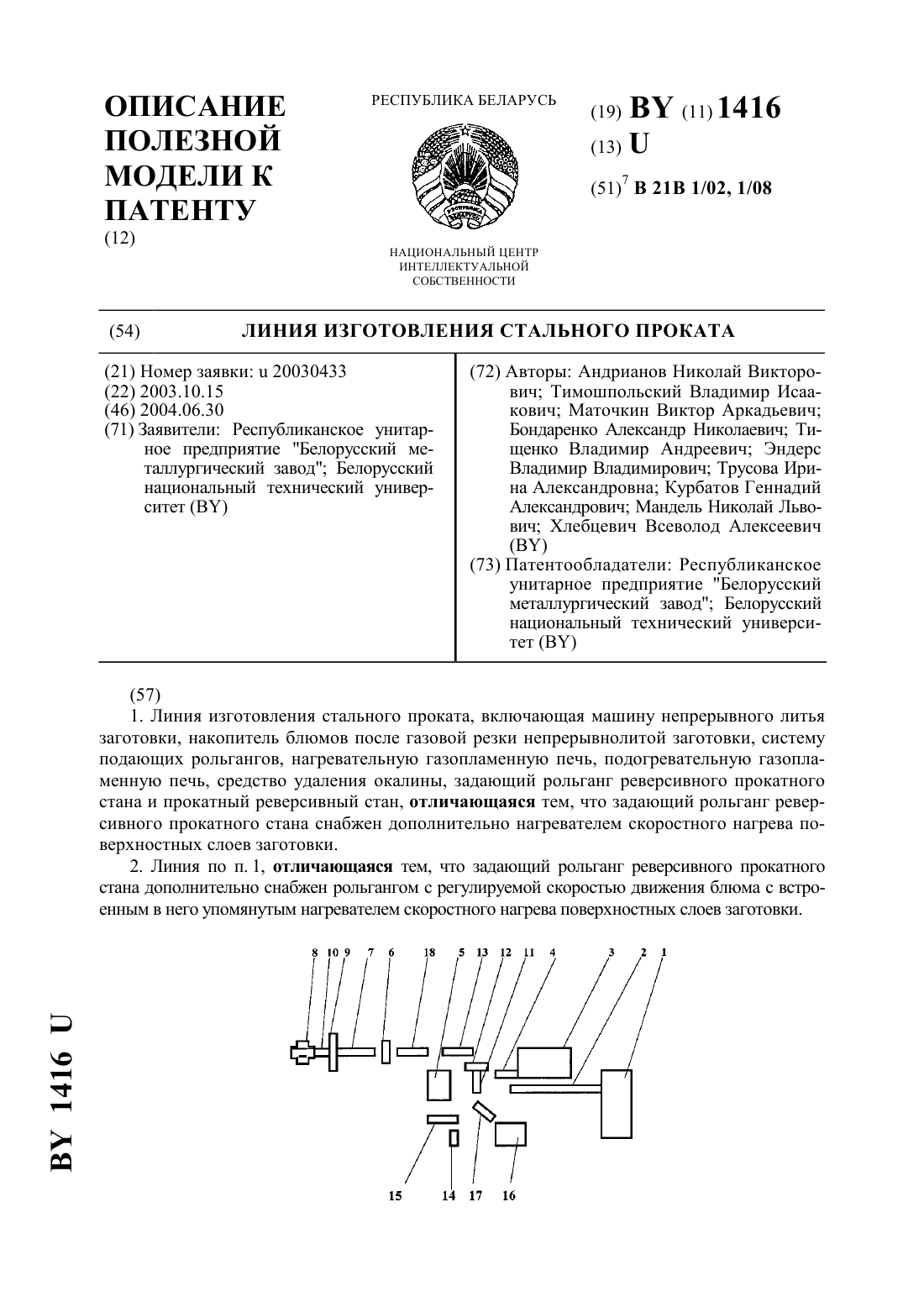
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Бондаренко Александр Николаевич, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Мандель Николай Львович, Эндерс Владимир Владимирович, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович
Метки: стального, линия, проката, изготовления
Текст:
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
Проволочный стан горячей прокатки
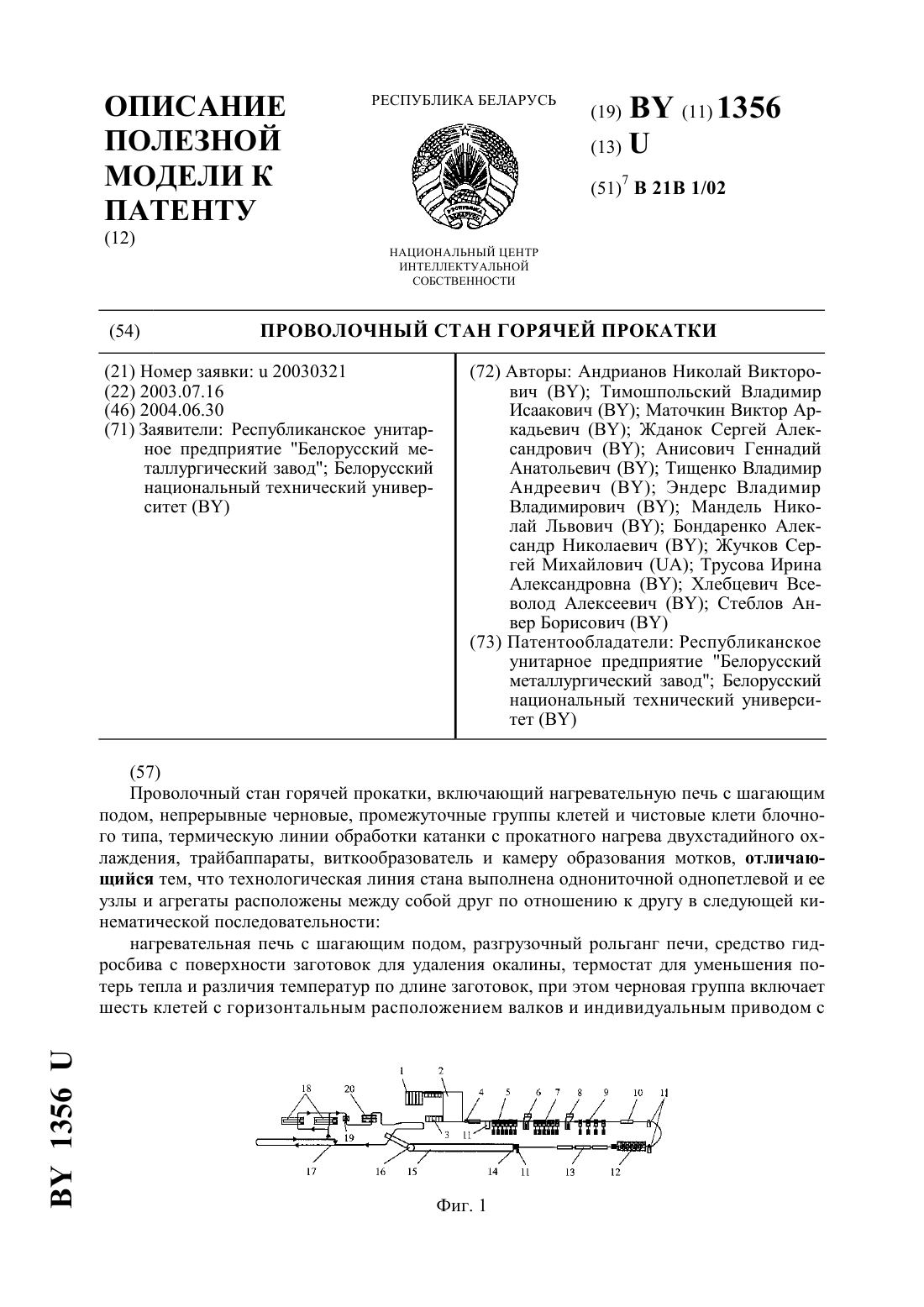
Номер патента: U 1356
Опубликовано: 30.06.2004
Авторы: Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Андрианов Николай Викторович, Анисович Геннадий Анатольевич, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Жданок Сергей Александрович, Тищенко Владимир Андреевич, Хлебцевич Всеволод Алексеевич, Маточкин Виктор Аркадьевич, Эндерс Владимир Владимирович, Мандель Николай Львович, Жучков Сергей Михайлович
МПК: B21B 1/02
Метки: прокатки, проволочный, стан, горячей
Текст:
...смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 - схематично изображен общий вид устройства фиг. 2 - схематично изображен общий вид черновой группы клетей. На фиг. 1 приведено устройство, в котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3...
Предыдущий патент: Гидроциклон
Следующий патент: Промежуточный ковш
Случайный патент: Тепловая труба