Высокоскоростная многоблочная линия по производству проката и катанки
Номер патента: U 3382
Опубликовано: 28.02.2007
Авторы: Муриков Максим Анатольевич, Пишикин Вадим Серафимович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Кириленко Олег Михайлович, Анелькин Николай Иванович, Бобков Петр Александрович

Текст
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУНАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИВЫСОКОСКОРОСТНАЯ МНОГОБЛОЧНАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПРОКАТА И КАТАНКИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод (ВУ)(72) Авторы Андрианов Николай Викторович Пишикин Вадим Серафимович Маточкин Виктор Аркадьевич Муриков Максим Анатольевич Кириленко Олег Михайлович Анелькин Николай Иванович Бобков Петр Александрович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод (ВУ)Высокоскоростная многоблочная линия по Производству проката и катанки, содержашая участок загрузки и аварийной выгрузки проката, нагревательную печь, участок гидросбива окалины и термоколпака, черновую группу клетей, ротационные ножницы, первую промежуточную группу клетей, вторую промежуточную группу клетей, первую секцию водяного охлаждения, десятиклетьевой проволочный блок, вторую секцию водяного охлаждения, третью секцию водяного охлаждения, трайбаппарат, виткообразователь,рольганг с воздушным охлаждением, камеру формирования бунтов, крюковой конвейер,устройство для прессования и обвязки бунтов, весы, станцию разгрузки бунтов, отличающаяся тем, что между второй промежуточной группой клетей и первой секцией водяного охлаждения установлен двухклетьевой предчистовой блок с диаметрами прокатных шайб от 205 до 230 мм для обеспечения деформации подката и увеличения скорости, а между второй и третьей секциями водяного охлаждения установлен высокоскоростной четырехклетьевой редукционно-калибровочнь 1 й блок чистовых клетей с диаметрами прокатных шайб от 140 до 230 мм и максимальной скоростью прокатки 120 метров в секунду.(56) 1. Горбанев А.А., Жучков С.М., Филиппов В.В., Тимошпольский В.И. И др. Теорети ческие и технологические основы высокоскоростной прокатки катанки. - Мн. Вышэйшая школа, 2003. - С. 29-31 40. 2. ВУ 1350 П, 2004 (прототип).Полезная модель относится к прокатному производству, в частности к конструкциям технологических линий сортопрокатнь 1 х станов, и может быть использована в черной металлургии на предприятиях по производству сортового проката и катанки.Известна технологическая линия проволочного стана 150 Молдавского металлургического завода, обеспечивающая производство катанки диаметром от 5,5 до 12 мм из углеродистых и низколегированных сталей в мотках массой до 1,5 т, из заготовок сечением 125 125 мм и длиной до 12 м.Технологическая линия стана включает следующие агрегаты нагревательную печь,черновые и промежуточные группы клетей, десятиклетьевой чистовой блок, линию водяного охлаждения, трайбаппарат, виткообразователь, линию воздушного охлаждения, камеру образования мотков. Стан двухниточный, непрерывный. В черновой и промежуточной группах клетей прокатку осуществляют в две нитки со своим конечным размером, а в проволочном блоке - в одну нитку 1.Недостатком известного устройства является ограничение в работе на высокой скорости прокатки из-за динамических нагрузок.В качестве прототипа принята технологическая линия проволочного стана 150 БМ 3. Линия содержит загрузочную решетку, нагревательную печь, разгрузочный рольганг, установку гидросбива для удаления окалины, черновую группу клетей, ротационные ножницы, первую промежуточную группу клетей, ротационные ножницы, вторую промежуточную группу клетей, секцию водяного охлаждения подката. В том числе линия включает трайбаппарат, чистовой проволочный блок, участок водяного охлаждения катанки, виткообразователь, рольганг для воздушного охлаждения катанки, камеру формирования бунтов, крюковой конвейер, устройство для прессования и обвязки бунтов, весы,станцию разгрузки бунтов 2.Недостаток прототипа заключается в ограничении работы технологической линии на высоких скоростях прокатки из-за динамических нагрузок, возникающих при работе оборудования. Опыт работы Республиканского унитарного предприятия Белорусский металлургический завод и других проволочных станов зарубежных стран в области производства проката показывает, что с целью обеспечения стабильной работы оборудования скоростные и динамические нагрузки не должны быть более 90 от расчетных. Увеличение нагрузок приводит к выходу из строя оборудования, проблемам в системе смазки и увеличению виброскоростей. Проволочные блоки, как правило, представляют собой единую и жесткую систему, поэтому выход из строя одной единицы оборудования приводит к простою всего агрегата и потерям производства.Задача, решаемая полезной моделью, состоит в создании высокоскоростной многоблочной линии по производству проката и катанки, обеспечивающей увеличение скорости прокатки, снижение удельного расхода энергоносителей, повышение производительности линии, увеличение объема производства, улучшение качества проката, расширение сортамента выпускаемой продукции, повышение эффективности производства и потребления продукции с учетом особенностей процесса высокоскоростной прокатки.Технический результат, получаемый от использования полезной модели, заключается в увеличении конечных скоростей прокатки уменьшении виброскорости, повышении надежности работы оборудования, уменьшении допусков на геометрические размеры проката до 1 0,1 мм и уменьшении овальности до 0,12 мм. В том числе уменьшается разбросвременного сопротивления разрыву вь 1 сокоуглеродистой катанки до 40 Н/мм 2, увеличивается сортамент производимой продукции диаметром от 4,5 до 22 мм с шаговым интервалом в 0,5 мм за счет увеличения количества проходов на линии стана.Решение поставленной задачи обеспечивается тем, что высокоскоростная многоблочная линия по производству проката и катанки содержит участок загрузки и аварийной вь 1 грузки проката, нагревательную печь, участок гидросбива окалины и термоколпака, черновую группу клетей, ротационные ножницы. А также включает первую промежуточную группу клетей, вторую промежуточную группу клетей, первую секцию водяного охлаждения, десятиклетьевой проволочный блок, вторую секцию водяного охлаждения, третью секцию водяного охлаждения, трайбаппарат, виткообразователь, рольганг с воздушным охлаждением, камеру формирования бунтов, крюковой конвейер, устройство для прессования и обвязки бунтов, весы и станцию разгрузки бунтов. Согласно полезной модели,между второй промежуточной группой клетей и первой секцией водяного охлаждения установлен двухклетьевой предчистовой блок с диаметрами прокатных шайб от 205 до 230 мм для обеспечения деформации подката и увеличения скорости. А между второй и третьей секциями водяного охлаждения установлен высокоскоростной четырехклетьевой редукционно-калибровочнь 1 й блок чистовых клетей с диаметрами прокатных шайб от 140 до 230 мм и максимальной скоростью прокатки 120 метров в секунду.Полезная модель поясняется чертежом, где на фигуре показан обший вид вь 1 сокоскоростной многоблочной линии по производству проката и катанки.На чертеже, в кинематической связи, последовательно даны узлы и агрегаты вь 1 сокоскоростной многоблочной линии. Линия содержит участок загрузки и аварийной вь 1 грузки проката 1, нагревательную печь 2, участок гидросбива окалины и термоколпака 3, черновую группу клетей 4, ротационные ножницы 5, первую промежуточную группу клетей 6, вторую промежуточную группу клетей 7. В состав линии входят двухклетьевой предчистовой блок 8, первая секция водяного охлаждения 9, десятиклетьевой проволочный блок 10 и вторая секция водяного охлаждения 11. Затем расположены высокоскоростной четырехклетьевой редукционно-калибровочнь 1 й блок чистовых клетей 12, третья секция водяного охлаждения 13, трайбаппарат 14, виткообразователь 14, рольганг с воздушным охлаждением 15, камера формирования бунтов 16, крюковой конвейер 17, устройство для прессования и обвязки бунтов 18, весы 19 и станция разгрузки бунтов 20.Основные операции технологического процесса на высокоскоростной многоблочной линии по производству проката и катанки состоят в следующем непрерывно-литые или горячекатаные заготовки сечением 125 125 мм - 140 140 мм и длиной 10-12 м вначале попадают на участок загрузки, а затем в нагревательную печь. Нагревательная печь имеет шагаюший водоохлаждаемый под и кантовку заготовок в зоне подогрева, боковой нагрев,боковую загрузку и выдачу заготовок.Нагретые до температуры прокатки заготовки проходят участок гидросбива (для удаления печной окалины) и термоколпака для уменьшения потерь тепла и сохранения температуры заготовок перед поступлением их в черновую группу клетей. Черновая группа клетей имеет прокатные шайбы диаметром от 360 до 550 мм и обеспечивает получение прокаткой раската круглого сечения диаметром более 60 мм.Прокатку осуществляют в шести клетях черновой группы клетей и первой промежуточной группы клетей, в четырех клетях второй промежуточной группы клетей, в двухклетьевом предчистовом, десятиклетьевом проволочном и высокоскоростном четь 1 рехклетьевом редукционно-калибровочном блоках. Первая промежуточная группа содержит консольно-расположенные рабочие валы и взаимно заменяюшиеся рабочие кассеты в горизонтально-вертикальном исполнении с диаметром прокатных шайб от 330 до 450 мм. Она обеспечивает получение прокаткой раската круглого сечения диаметром более 25 мм.Вторая промежуточная группа клетей имеет консольно-расположенные рабочие валы с устройством петлерегулирования и взаимозаменяюшимися рабочими кассетами в горизонтально-вертикальном исполнении с диаметром прокатных шайб от 290 до 340 мм.Двухклетьевой предчистовой блок обеспечивает Деформацию подката на скорости до 18 метров в секунду. Он содержит Прокатные Шайбы диаметром от 205 до 230 мм, обеспечивающие прокаткой раскат круглого сечения диаметром более 16 мм.Десятиклетьевой проволочный блок с диаметром прокатных шайб от 140 до 210 мм обеспечивает получение проката круглого или эквивалентного сечения диаметром более 5,5 мм.Высокоскоростной четырехклетьевой редукционно-калибровочнь 1 й блок чистовых клетей производит в технологическом потоке прокат и катанку с максимальной скоростью 120 метров в секунду и имеет диаметр прокатных шайб от 140 до 230 мм. Применяемая система калибров в высокоскоростном четырехклетьевом редукционно-калибровочном блоке овал-круг-круг-круг. На всех группах клетей и блоках стана раскат проходит через статические и роликовые направляющие. После каждой группы клетей установлены ротационные ножницы для удаления дефектных концов подката в аварийной ситуации и порезки раската до диаметра 25 мм, поступающего в блок чистовых клетей.Первая секция водяного охлаждения обеспечивает подвод раската с регулируемой температурой свыше 840 С перед десятиклетьевым проволочным блоком.Вторая секция водяного охлаждения обеспечивает охлаждение до температуры 800 С проката и подката перед высокоскоростным четырехклетьевым редукционно-калибровочнь 1 м блоком чистовых клетей.Третья секция водяного охлаждения обеспечивает охлаждение проката и катанки до необходимых температур после высокоскоростного четырехклетьевого редукционнокалибровочного блока и состоит из двух самостоятельно работающих отделений. С помощью трайбаппарата и виткообразователя катанку транспортируют на рольганг с воздушным охлаждением, на котором происходит формирование определенной структуры и механических свойств проката и катанки. Виткообразователь имеет наклон в 20 к оси прокатки и замкнутый контур формирующей трубы для придания округлой формы заднему концу раската на высокои скорости прокатки.В зависимости от требуемых свойств на определенных марках сталей катанка транспортируется по рольгангу с быстрой или медленной скоростью охлаждения к камере формирования бунтов. Камера формирования бунтов имеет распределитель витков для плотной их укладки и позволяет собирать следующий бунт при осуществлении передачи на крюковой конвейер законченного бунта.Сформированные бунты передаются на крюковой конвейер и транспортируются к устройству для прессования и обвязки бунтов. Обвязанный прокат взвешивается на весах,маркируется и отгружается на станцию разгрузки бунтов на складе готовой продукции.Использование высокоскоростной многоблочной линии по производству проката и катанки обеспечит расширение рынков сбыта за счет увеличения сортамента производимой продукции диаметром от 4,5 до 22 мм с шаговым интервалом в 0,5 мм, при улучшении качественных показателей как в структуре металла, так и в геометрических размерах (овальность до 0,12 мм). В результате происходит увеличение объема производства за счет увеличения производительности линии при прокатке катанки диаметром 5,5 мм до 70 т/ч, при прокатке катанки диаметром 6,5 мм до 95 т/ч, а также на всем другом производимом сортаменте продукции до 95 т/ч.Фактическое время работы высокоскоростной многоблочной линия при прокатке катанки диаметром 5,5 мм составляет 4599,25 ч, а при прокатке катанки с диаметрами от 6,5 до 14 мм составляет 2342,22 ч.Прирост объемов производства составляет (7 О-48,75) 4599,25 (95-68,9) 2342,22 158865 т. За счет увеличения среднечасовой производительности снижаются удельные расходы энергоносителей.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/00
Метки: катанки, высокоскоростная, проката, производству, многоблочная, линия
Код ссылки
<a href="https://by.patents.su/4-u3382-vysokoskorostnaya-mnogoblochnaya-liniya-po-proizvodstvu-prokata-i-katanki.html" rel="bookmark" title="База патентов Беларуси">Высокоскоростная многоблочная линия по производству проката и катанки</a>
Способ производства сортового проката и катанки на непрерывном стане
Номер патента: 6987
Опубликовано: 30.06.2005
Авторы: Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Курбатов Геннадий Александрович, Шевченко Александр Данилович, Бобренок Геннадий Людвигович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович
МПК: B21B 1/18
Метки: производства, катанки, сортового, способ, непрерывном, стане, проката
Текст:
...ее переднему концу. При этом градиент увеличения температуры нагрева заготовки от ее переднего конца к заднему концуустанавливают исходя из соотношения 2,пр полученного в результате статистической обработки экспериментальных данных при производстве сортового проката и катанки широкого размерного сортамента из заготовок квадратного сечения размерами 8080, 100100, 125125, 150150 мм на непрерывных проволочных станах 250 Енакиевского метзавода,...
Линия изготовления стального проката 80-150мм из подшипниковой стали
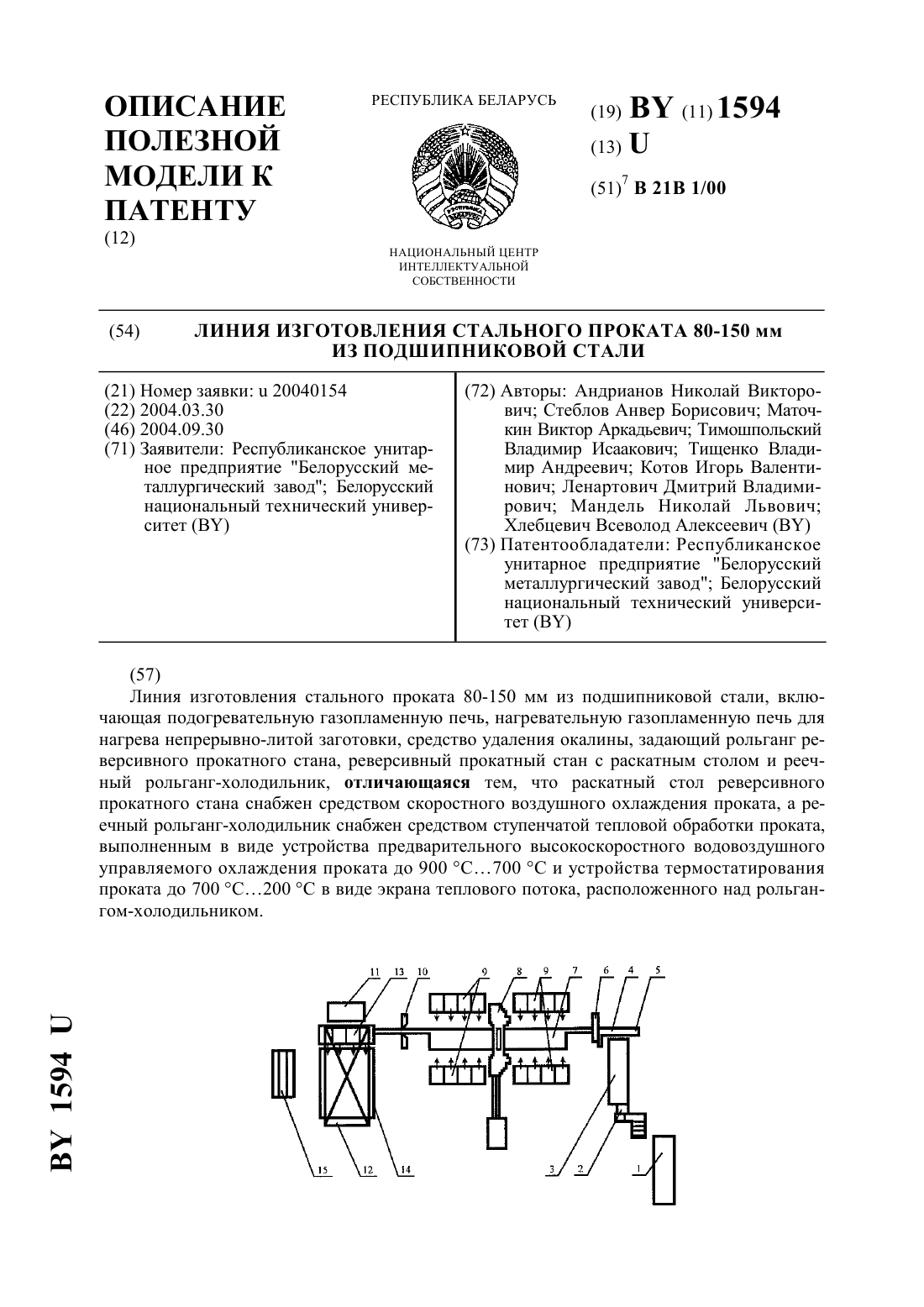
Номер патента: U 1594
Опубликовано: 30.09.2004
Авторы: Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Мандель Николай Львович, Ленартович Дмитрий Владимирович, Стеблов Анвер Борисович, Котов Игорь Валентинович
МПК: B21B 1/00
Метки: подшипниковой, проката, стали, 80-150мм, стального, линия, изготовления
Текст:
...задачи, проявляется в выравнивании температурного поля в теле блюма и выражается повышением деформируемости проката и стабилизации работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуореверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывно-литой заготовки путем управления процессом градиента температур...
Линия изготовления стального проката
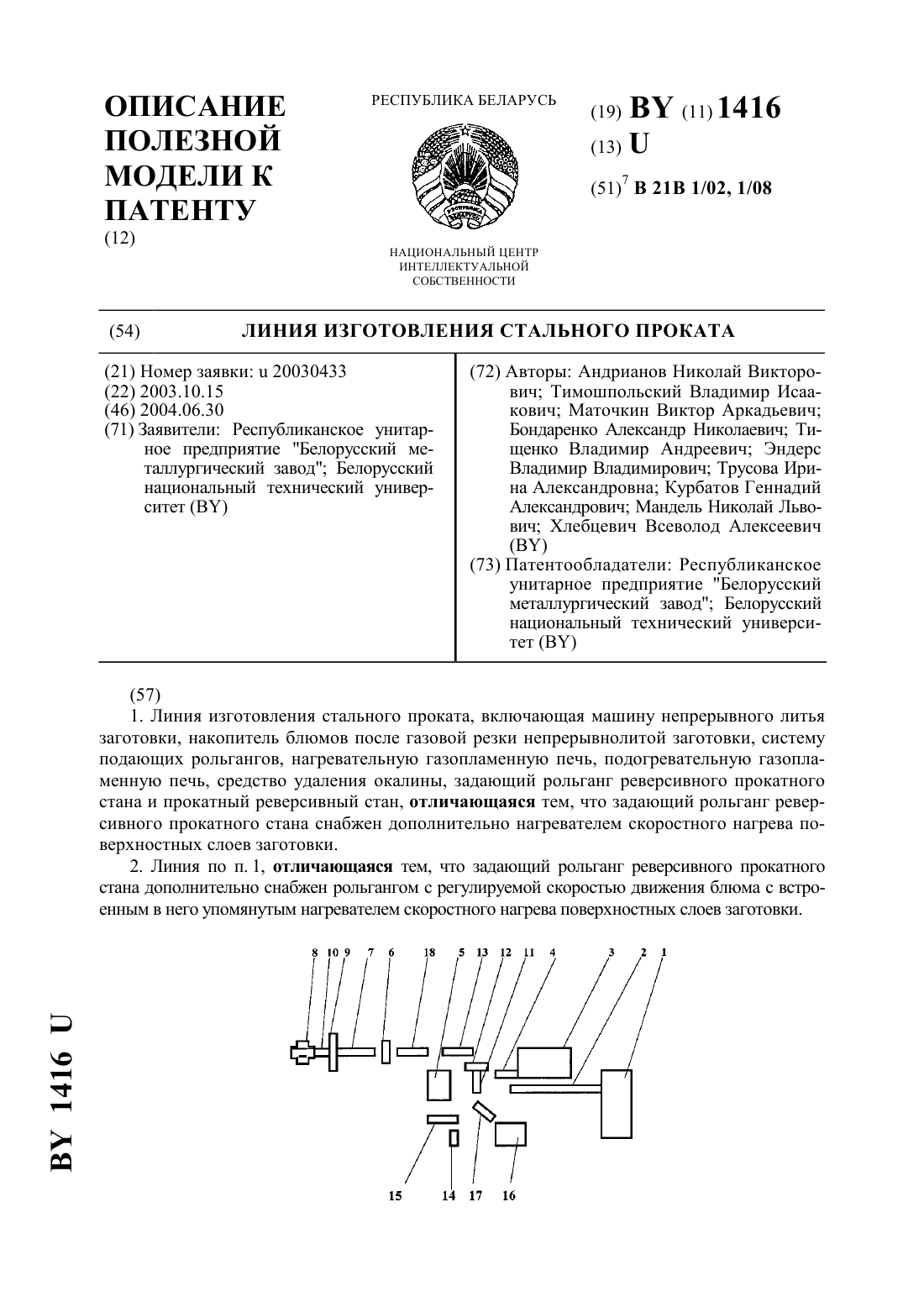
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Трусова Ирина Александровна, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Бондаренко Александр Николаевич, Эндерс Владимир Владимирович, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Курбатов Геннадий Александрович
Метки: стального, линия, изготовления, проката
Текст:
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
Линия по производству ячеистого бетона
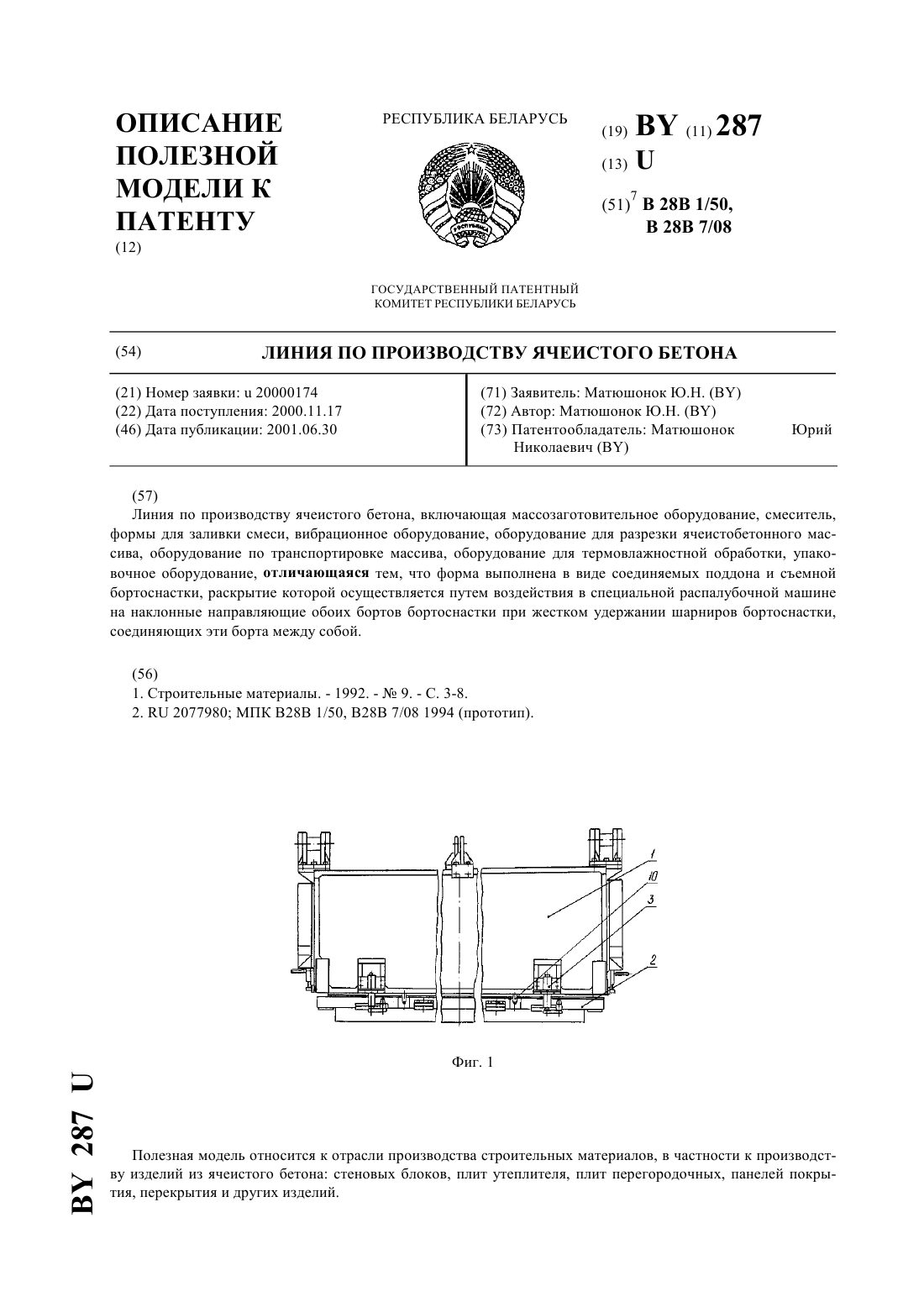
Номер патента: U 287
Опубликовано: 30.06.2001
Автор: Матюшонок Юрий Николаевич
Метки: линия, ячеистого, бетона, производству
Текст:
...на отформованный массив, а его перемещение происходит без кантования, на жестком поддоне. На фиг. 1 изображена форма. На фиг. 2 изображена форма - вид сбоку. На фиг 3 изображен вид с боку распалубочной машины. Форма для заливки ячеистобетонной смеси состоит из бортоснастки 1 и поддона 2. Крепление бортоснастки 1 к поддону 2 осуществляется при помощи замков 3. Бортоснастка 1 состоит из бортов 4 и 5, соединенных между собой двумя...
Технологическая линия сортопроволочного стана
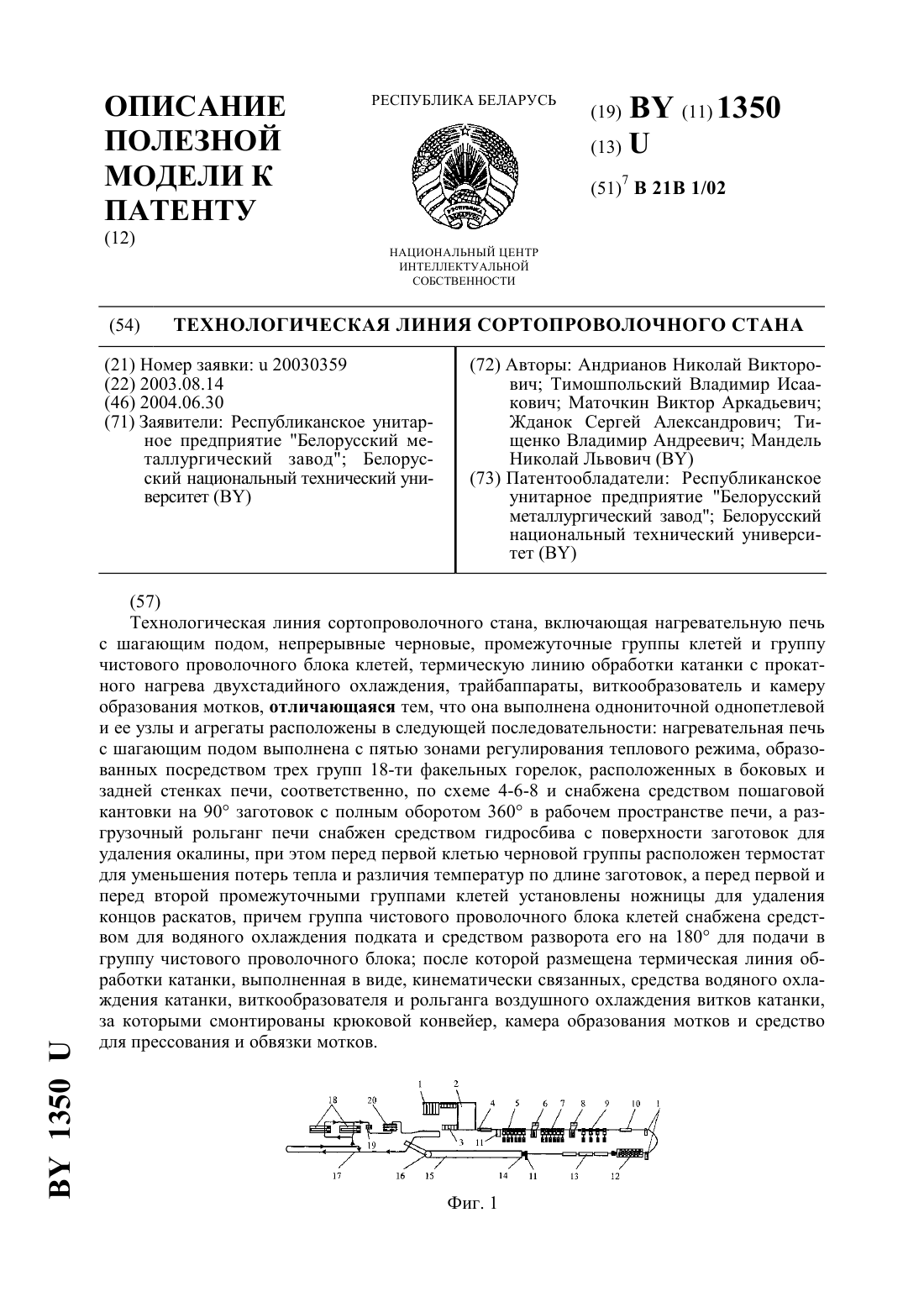
Номер патента: U 1350
Опубликовано: 30.06.2004
Авторы: Тимошпольский Владимир Исаакович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Тищенко Владимир Андреевич, Жданок Сергей Александрович
МПК: B21B 1/02
Метки: стана, сортопроволочного, технологическая, линия
Текст:
...подачи в группу чистового проволочного блока после которой размещена термическая линия обработки катанки, выполненная в виде кинематически связанных средства водяного охлаждения катанки, виткообразователя и рольганга воздушного охлаждения витков катанки, за которыми смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 схематично изображен общий...
Предыдущий патент: Устройство для воздействия на позвоночник
Следующий патент: Устройство для бесконтактного измерения толщины пластин
Случайный патент: Новые цитохром Р450-монооксигеназы и их применение для окисления органических соединений