Обкаточное устройство для снятия остаточных напряжений холоднотянутой стальной проволоки
Номер патента: U 3860
Опубликовано: 30.10.2007
Авторы: Ежов Виктор Васильевич, Игнатенко Олег Иванович, Андрианов Николай Викторович, Демидов Александр Васильевич, Веденеев Александр Владимирович, Савенок Анатолий Николаевич
Текст
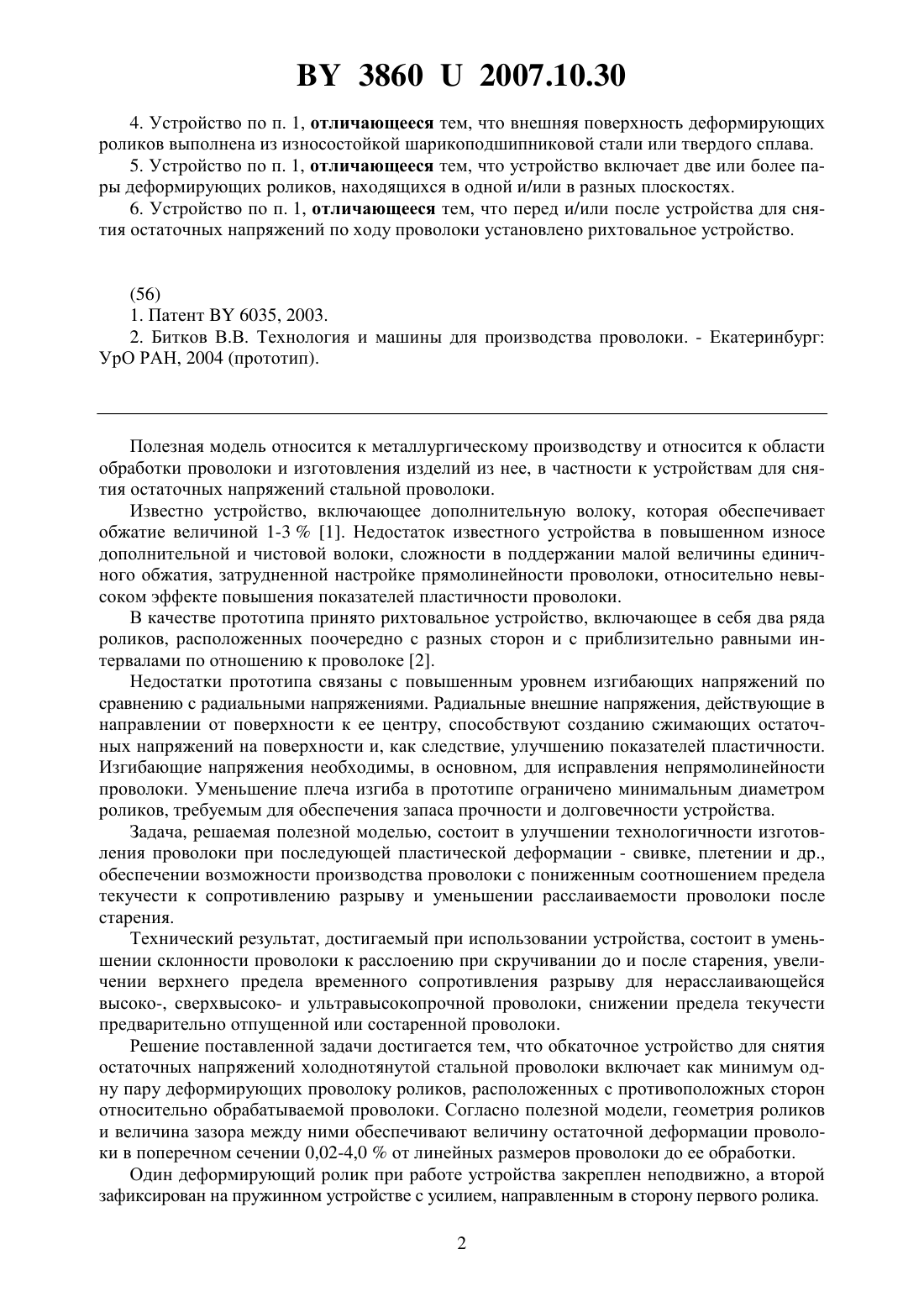
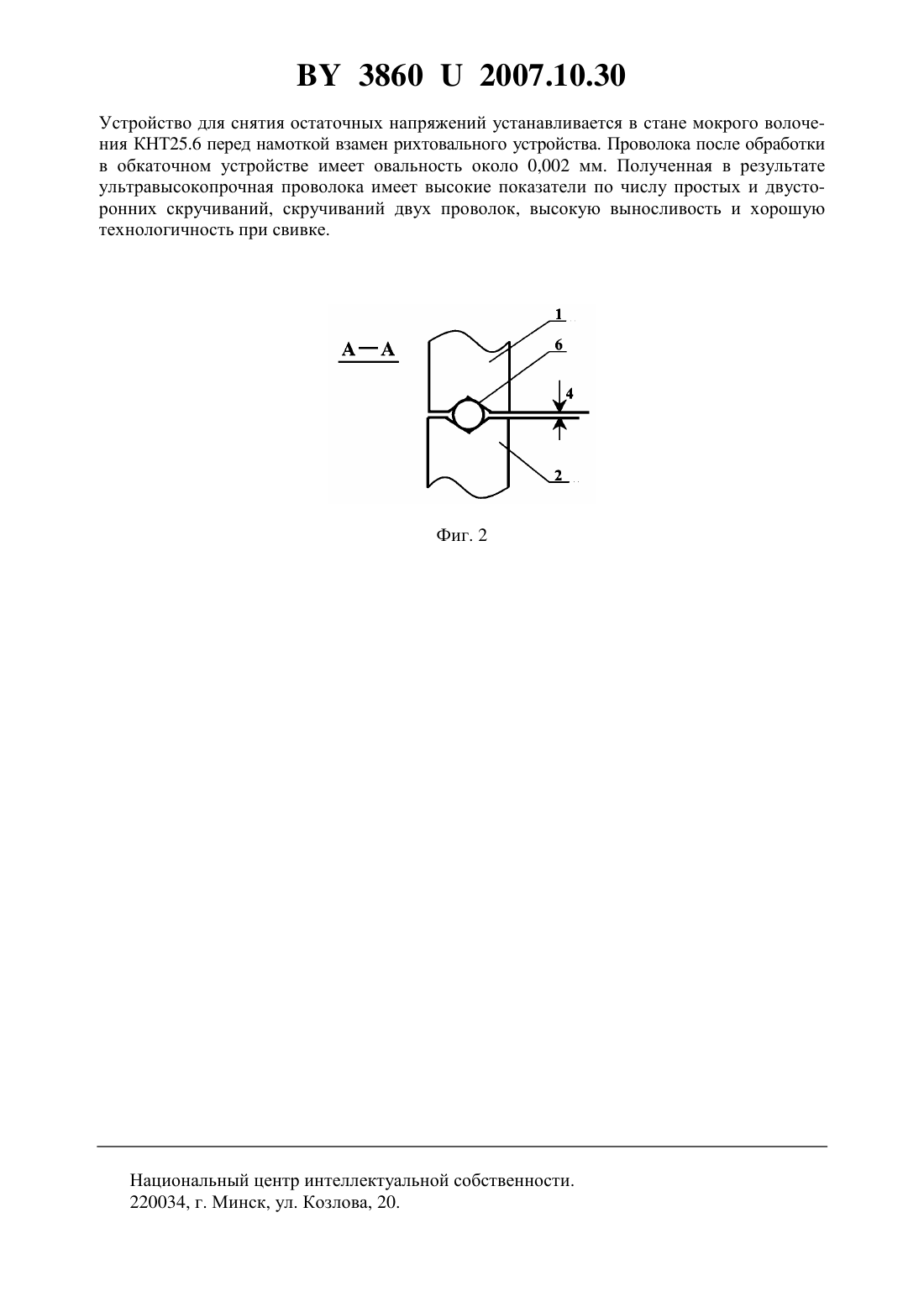
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ОБКАТОЧНОЕ УСТРОЙСТВО ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ХОЛОДНОТЯНУТОЙ СТАЛЬНОЙ ПРОВОЛОКИ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Демидов Александр Васильевич Игнатенко Олег Иванович Веденеев Александр Владимирович Ежов Виктор Васильевич Андрианов Николай Викторович Савенок Анатолий Николаевич(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Обкаточное устройство для снятия остаточных напряжений холоднотянутой стальной проволоки, включающее как минимум одну пару деформирующих роликов, расположенных с противоположных сторон относительно обрабатываемой проволоки, отличающееся тем, что геометрия роликов и величина зазора между ними обеспечивают величину остаточной деформации проволоки в поперечном сечении 0,02-4,0 от линейных размеров проволоки до ее обработки. 2. Устройство по п. 1, отличающееся тем, что один деформирующий ролик при работе устройства закреплен неподвижно, а второй зафиксирован на пружинном устройстве с усилием, направленным в сторону первого ролика. 3. Устройство по п. 1, отличающееся тем, что один или оба деформирующих ролика имеют на поверхности канавку угловой формы, причем геометрия канавки рассчитана так,что при обжатии проволоки между роликами их внешние поверхности не соприкасаются между собой. 38602007.10.30 4. Устройство по п. 1, отличающееся тем, что внешняя поверхность деформирующих роликов выполнена из износостойкой шарикоподшипниковой стали или твердого сплава. 5. Устройство по п. 1, отличающееся тем, что устройство включает две или более пары деформирующих роликов, находящихся в одной и/или в разных плоскостях. 6. Устройство по п. 1, отличающееся тем, что перед и/или после устройства для снятия остаточных напряжений по ходу проволоки установлено рихтовальное устройство.(56) 1. Патент 6035, 2003. 2. Битков В.В. Технология и машины для производства проволоки. - Екатеринбург УрО РАН, 2004 (прототип). Полезная модель относится к металлургическому производству и относится к области обработки проволоки и изготовления изделий из нее, в частности к устройствам для снятия остаточных напряжений стальной проволоки. Известно устройство, включающее дополнительную волоку, которая обеспечивает обжатие величиной 1-31. Недостаток известного устройства в повышенном износе дополнительной и чистовой волоки, сложности в поддержании малой величины единичного обжатия, затрудненной настройке прямолинейности проволоки, относительно невысоком эффекте повышения показателей пластичности проволоки. В качестве прототипа принято рихтовальное устройство, включающее в себя два ряда роликов, расположенных поочередно с разных сторон и с приблизительно равными интервалами по отношению к проволоке 2. Недостатки прототипа связаны с повышенным уровнем изгибающих напряжений по сравнению с радиальными напряжениями. Радиальные внешние напряжения, действующие в направлении от поверхности к ее центру, способствуют созданию сжимающих остаточных напряжений на поверхности и, как следствие, улучшению показателей пластичности. Изгибающие напряжения необходимы, в основном, для исправления непрямолинейности проволоки. Уменьшение плеча изгиба в прототипе ограничено минимальным диаметром роликов, требуемым для обеспечения запаса прочности и долговечности устройства. Задача, решаемая полезной моделью, состоит в улучшении технологичности изготовления проволоки при последующей пластической деформации - свивке, плетении и др.,обеспечении возможности производства проволоки с пониженным соотношением предела текучести к сопротивлению разрыву и уменьшении расслаиваемости проволоки после старения. Технический результат, достигаемый при использовании устройства, состоит в уменьшении склонности проволоки к расслоению при скручивании до и после старения, увеличении верхнего предела временного сопротивления разрыву для нерасслаивающейся высоко-, сверхвысоко- и ультравысокопрочной проволоки, снижении предела текучести предварительно отпущенной или состаренной проволоки. Решение поставленной задачи достигается тем, что обкаточное устройство для снятия остаточных напряжений холоднотянутой стальной проволоки включает как минимум одну пару деформирующих проволоку роликов, расположенных с противоположных сторон относительно обрабатываемой проволоки. Согласно полезной модели, геометрия роликов и величина зазора между ними обеспечивают величину остаточной деформации проволоки в поперечном сечении 0,02-4,0 от линейных размеров проволоки до ее обработки. Один деформирующий ролик при работе устройства закреплен неподвижно, а второй зафиксирован на пружинном устройстве с усилием, направленным в сторону первого ролика. 2 38602007.10.30 Один или оба деформирующих ролика имеют на поверхности канавку угловой формы. Геометрия канавки рассчитана так, что при обжатии проволоки между роликами их внешние поверхности не соприкасаются между собой. Внешняя поверхность деформирующих роликов выполнена из износостойкой шарикоподшипниковой стали или твердого сплава. Устройство включает две или более пары деформирующих роликов, находящихся в одной и/или в разных плоскостях. Перед и/или после устройства для снятия остаточных напряжений по ходу проволоки установлено рихтовальное устройство. Полезная модель поясняется чертежами, где на фиг. 1 и фиг. 2 показано устройство для снятия остаточных напряжений холоднотянутой стальной проволоки, состоящее из пары деформирующих роликов 1 и 2, первый из которых закреплен неподвижно, второй на пружинном устройстве 3. Величина зазора 4 между роликами пары обеспечивает величину остаточной деформации проволоки в поперечном сечении от 0,02 до 4 . Поверхность 5 деформирующих роликов 1 и 2 выполнена из износостойкой шарикоподшипниковой стали или твердого сплава и имеет канавку угловой формы 6. После устройства для снятия остаточных напряжений по ходу проволоки установлено рихтовальное устройство 7. Обкаточное устройство, создавая небольшие пластические деформации только в поверхностном слое, помогает переходу в этих слоях упругих продольных и окружных деформаций растяжения в деформации сжатия. Обкатка проволоки, в отличие от протяжек с малыми обжатиями, не создает избыточной неоднородности деформации проволоки по сечению и высоких растягивающих напряжений в центре проволоки, связанных с риском образования осевых трещин. За счет чередования волочения с дополнительными деформациями проволоки обкаткой достигается максимальное различие схем напряженного состояния (чередование знака напряжений), что в большей степени усиливает эффект Баушингера в сравнении со способами, использующими волочение проволоки с изменяющимися величинами единичных обжатий. Чередование обкатки и волочения на завершающем этапе деформации высокоуглеродистой проволоки способствует улучшению ее пластических свойств. Устройство работает следующим образом в канавку на рабочей поверхности роликов заправляется проволока, диаметр которой обеспечивает наличие зазора между роликами при обкатке. Ролики прижимаются между собой с усилием в зоне контакта с проволокой выше ее предела текучести (в радиальном направлении). При настройке радиального усилия, действующего на проволоку, ориентируются на изменения линейных размеров (диаметра и овальности) проволоки и величины продольного усилия при протяжке проволоки через устройство. Далее проводится протяжка проволоки через устройство. Примером использования данной полезной модели является изготовление бронзированной проволоки для бортовых колец шин 1,83 НТ в СтПЦ-1. Для этого между чистовым блоком и намоточным устройством устанавливают обкаточное устройство для снятия внутренних напряжений проволоки, которое состоит из двух пар деформирующих проволоку подшипников (роликов). На поверхности каждого ролика имеются канавки в форме угла величиной 90 и глубиной около 0,8 мм. Один ролик каждой пары закреплен на пружинном устройстве с усилием, направленным в сторону противоположного ролика. После обработки проволоки в обкаточном устройстве овальность проволоки в среднем увеличивается с исходных 0,001 мм до 0,005-0,015 мм, а средний диаметр - с 1,837 до 1,832 мм. После обкатки проволока обрабатывается в рихтовальном устройстве для исправления непрямолинейности. В результате появляется возможность производства нерасслаивающейся после искусственного старения заготовки и бронзированной проволоки для бортовых колец шин 1,83 НТ с временным сопротивлением разрыву около 2200 Н/мм 2. Вторым примером использования данной полезной модели является изготовление ультравысокопрочной проволоки 0,35 мм, предназначенной для свивки в металлокорд. 3 38602007.10.30 Устройство для снятия остаточных напряжений устанавливается в стане мокрого волочения КНТ 25.6 перед намоткой взамен рихтовального устройства. Проволока после обработки в обкаточном устройстве имеет овальность около 0,002 мм. Полученная в результате ультравысокопрочная проволока имеет высокие показатели по числу простых и двусторонних скручиваний, скручиваний двух проволок, высокую выносливость и хорошую технологичность при свивке. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21C 1/00
Метки: проволоки, стальной, остаточных, обкаточное, снятия, устройство, холоднотянутой, напряжений
Код ссылки
<a href="https://by.patents.su/4-u3860-obkatochnoe-ustrojjstvo-dlya-snyatiya-ostatochnyh-napryazhenijj-holodnotyanutojj-stalnojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Обкаточное устройство для снятия остаточных напряжений холоднотянутой стальной проволоки</a>
Устройство для сухого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2065
Опубликовано: 30.09.2005
Авторы: Маточкин Виктор Аркадьевич, Демидов Александр Васильевич, Савенок Анатолий Николаевич, Зиновенко Андрей Владимирович, Игнатенко Олег Иванович
МПК: B21C 1/00
Метки: устройство, проволоки, стальной, высокоуглеродистой, волочения, сухого
Текст:
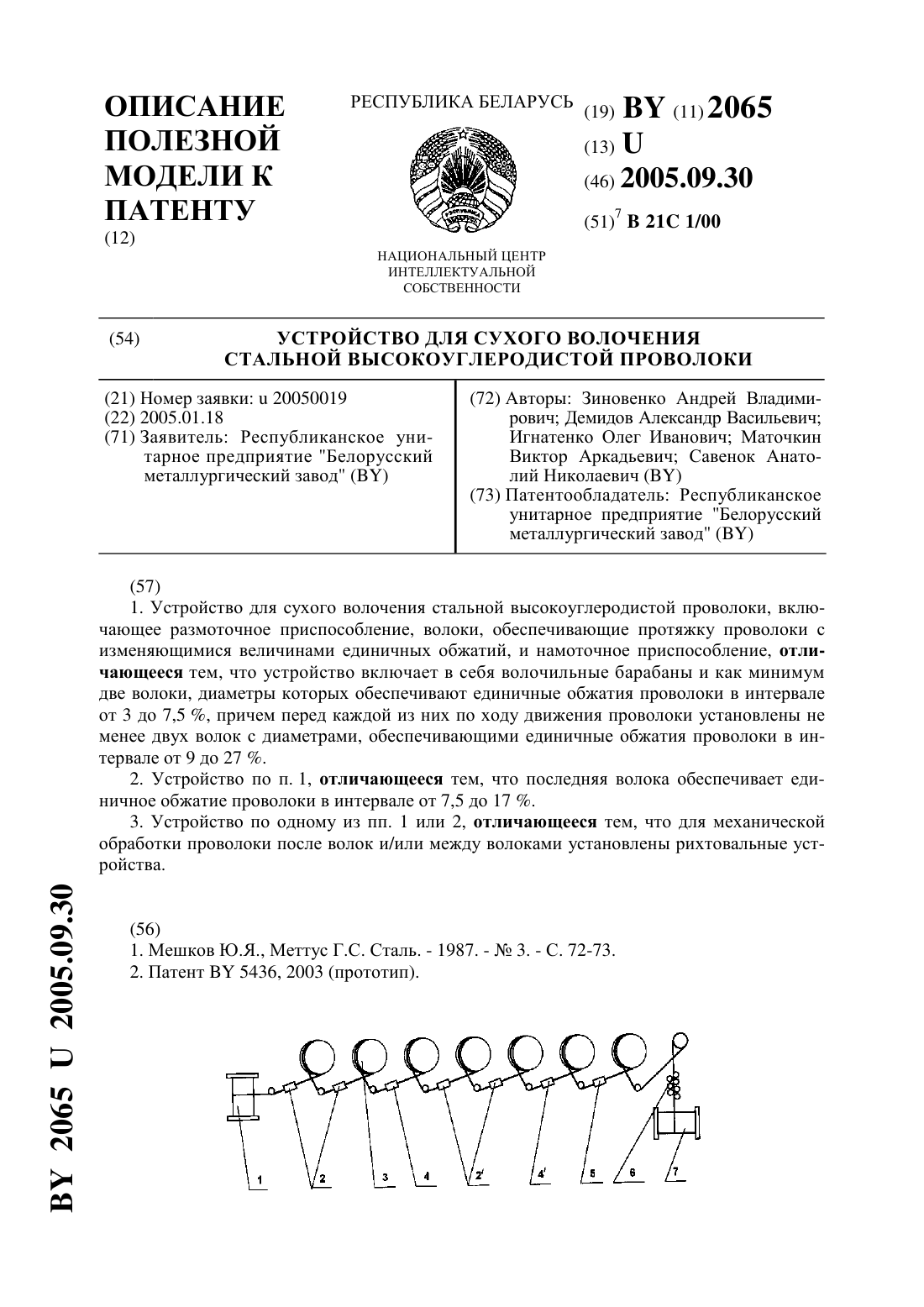
...устройства, состоит в повышении пластичности, изготовлении высокоуглеродистой проволоки с пониженной расслаиваемостью при кручении и высоким числом скручиваний. Решение поставленной задачи достигается тем, что устройство для сухого волочения стальной высокоуглеродистой проволоки включает размоточное приспособление, волоки,обеспечивающие протяжку проволоки с изменяющимися величинами единичных обжатий, и намоточное приспособление. Устройство...
Устройство для снятия внутренних напряжений в формообразующих деталях

Номер патента: 8644
Опубликовано: 30.12.2006
Авторы: Соколов Юрий Валентинович, Попок Дмитрий Анатольевич, Хлебцевич Всеволод Алексеевич, Залужный Геннадий Иосифович
МПК: C21D 1/04
Метки: деталях, внутренних, снятия, устройство, напряжений, формообразующих
Текст:
...например, металлического, керамического или иного материала, формируют оболочку-деталь 17. При нагружении возмущающей силой модели 16 через и формирующейся оболочки-детали 17 через привод 6 придают вращение относительно оси, проходящей через их Центр тяжести с частотой 10. . . 100 об/мин, выявленной экспериментально.Способ снятия внутренних напряжений осуществляют следующим образом. Способ снятия внутренних напряжений в...
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2260
Опубликовано: 30.12.2005
Авторы: Савенок Анатолий Николаевич, Демидов Александр Васильевич, Маточкин Виктор Аркадьевич, Катыльков Глеб Николаевич, Игнатенко Олег Иванович, Васильков Василий Григорьевич
МПК: B21C 1/00
Метки: устройство, волочения, стальной, высокоуглеродистой, мокрого, проволоки
Текст:
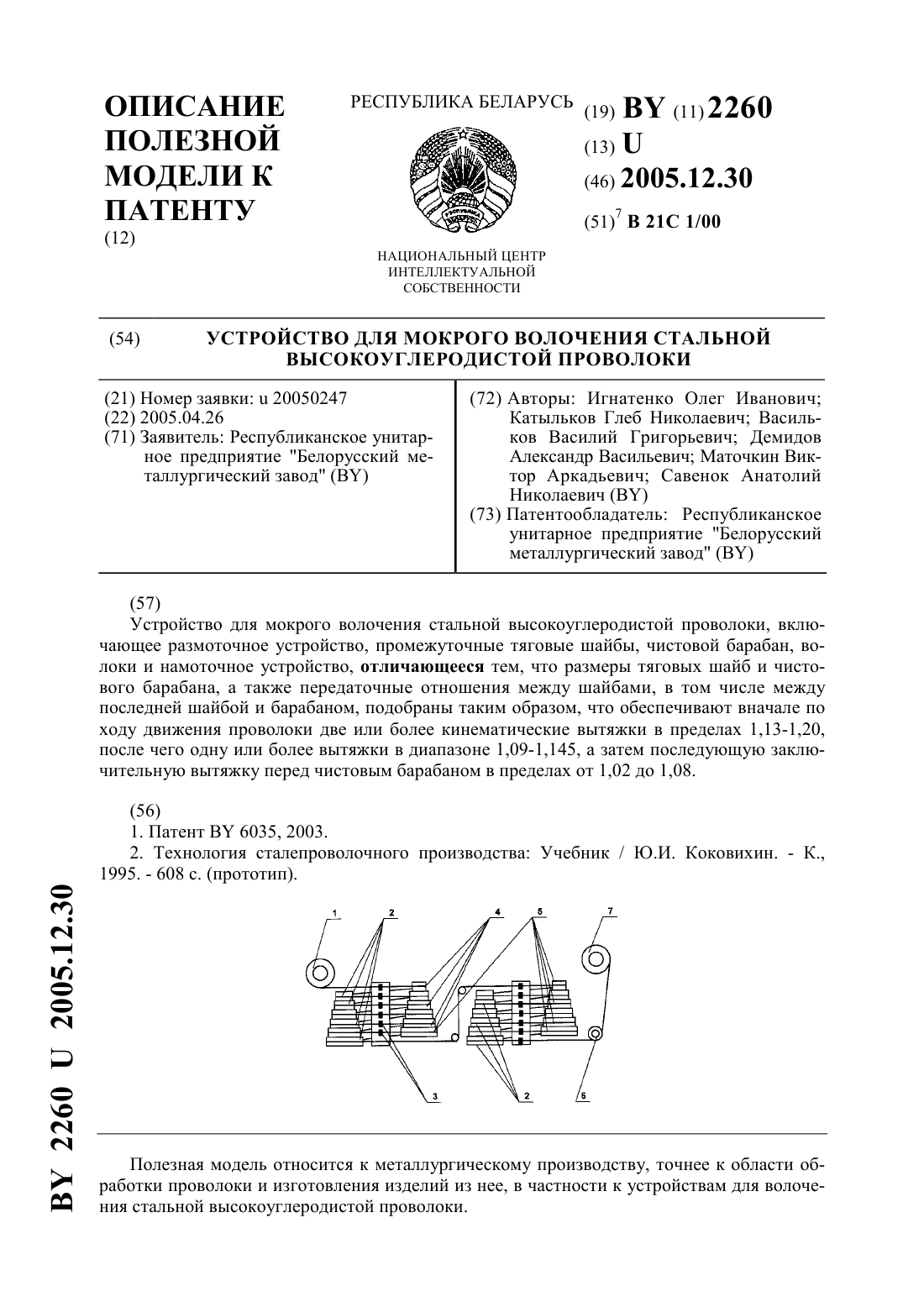
...повышенный износ и нерациональный тепловой режим на последних волоках, что также отрицательно влияет на пластичность готовой проволоки. Задача, решаемая полезной моделью, состоит в обеспечении возможности повышения скоростей волочения и освоения производства сверх- и ультравысокопрочной проволоки для металлокорда. Технический результат, достигаемый при использовании устройства, заключается в улучшении пластичности высокоуглеродистой...
Устройство для мокрого волочения стальной высокоуглеродистой проволоки
Номер патента: U 2064
Опубликовано: 30.09.2005
Авторы: Игнатенко Олег Иванович, Савенок Анатолий Николаевич, Маточкин Виктор Аркадьевич, Демидов Александр Васильевич, Зиновенко Андрей Владимирович
МПК: B21C 1/00
Метки: проволоки, мокрого, высокоуглеродистой, стальной, устройство, волочения
Текст:
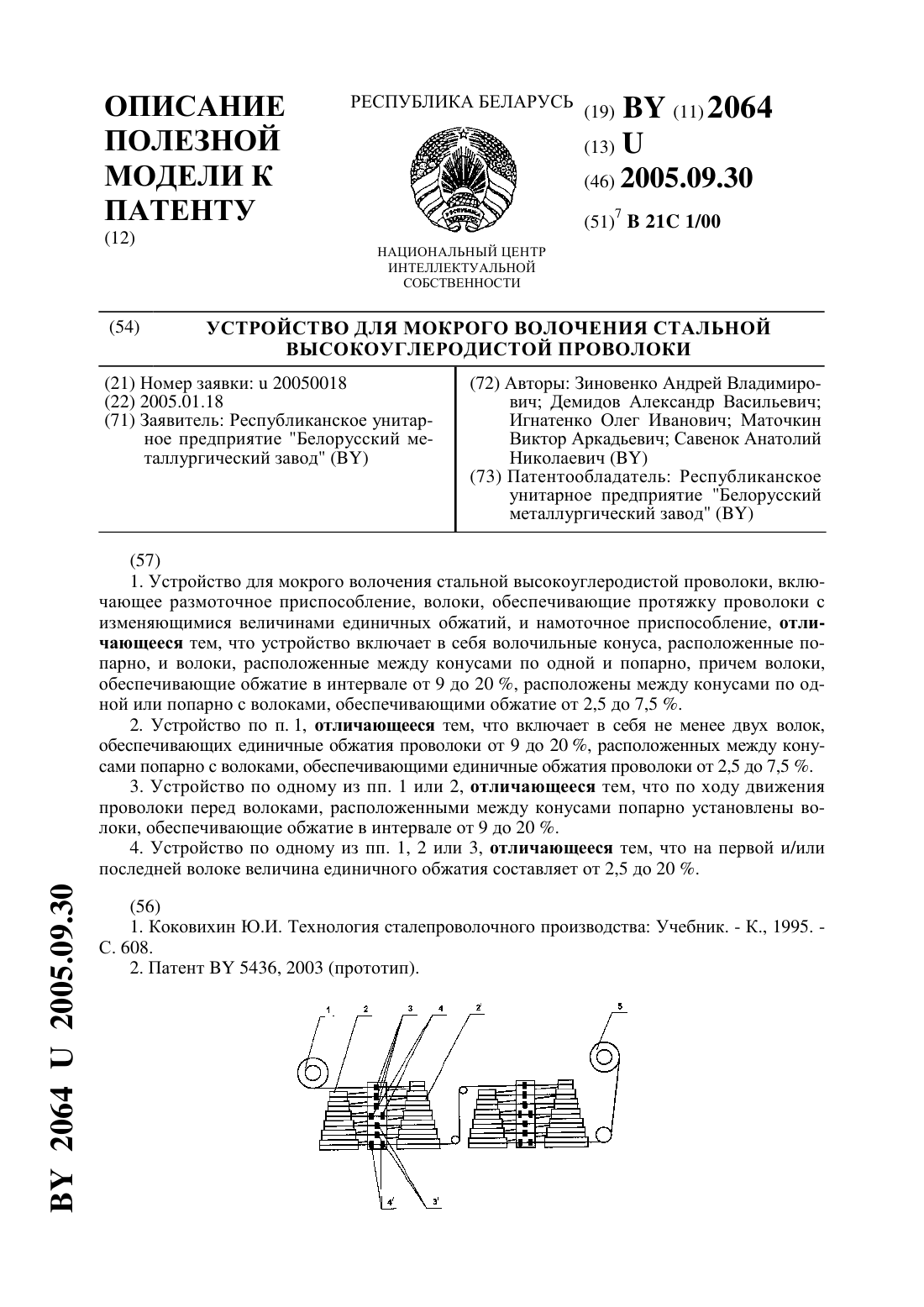
...данной полезной моделью, является изготовление высокоуглеродистой проволоки с повышенной пластичностью без существенного увеличения количества волок. Техническим результатом, достигаемым при использовании устройства, является снижение уровня обрывности проволоки при последующей свивке, оплетке, отсутствие расслоений при кручении, увеличении числа скручиваний. Решение поставленной задачи достигается тем, что устройство для мокрого волочения...
Устройство для намота стальной проволоки в бухты на стационарную разъемную катушку
Номер патента: U 2617
Опубликовано: 30.04.2006
Авторы: Маточкин Виктор Аркадьевич, Антанович Михаил Иванович, Зиновенко Андрей Владимирович, Колос Сергей Николаевич
МПК: B21C 47/00, B65H 75/20
Метки: бухты, проволоки, устройство, стальной, намота, стационарную, катушку, разъемную
Текст:
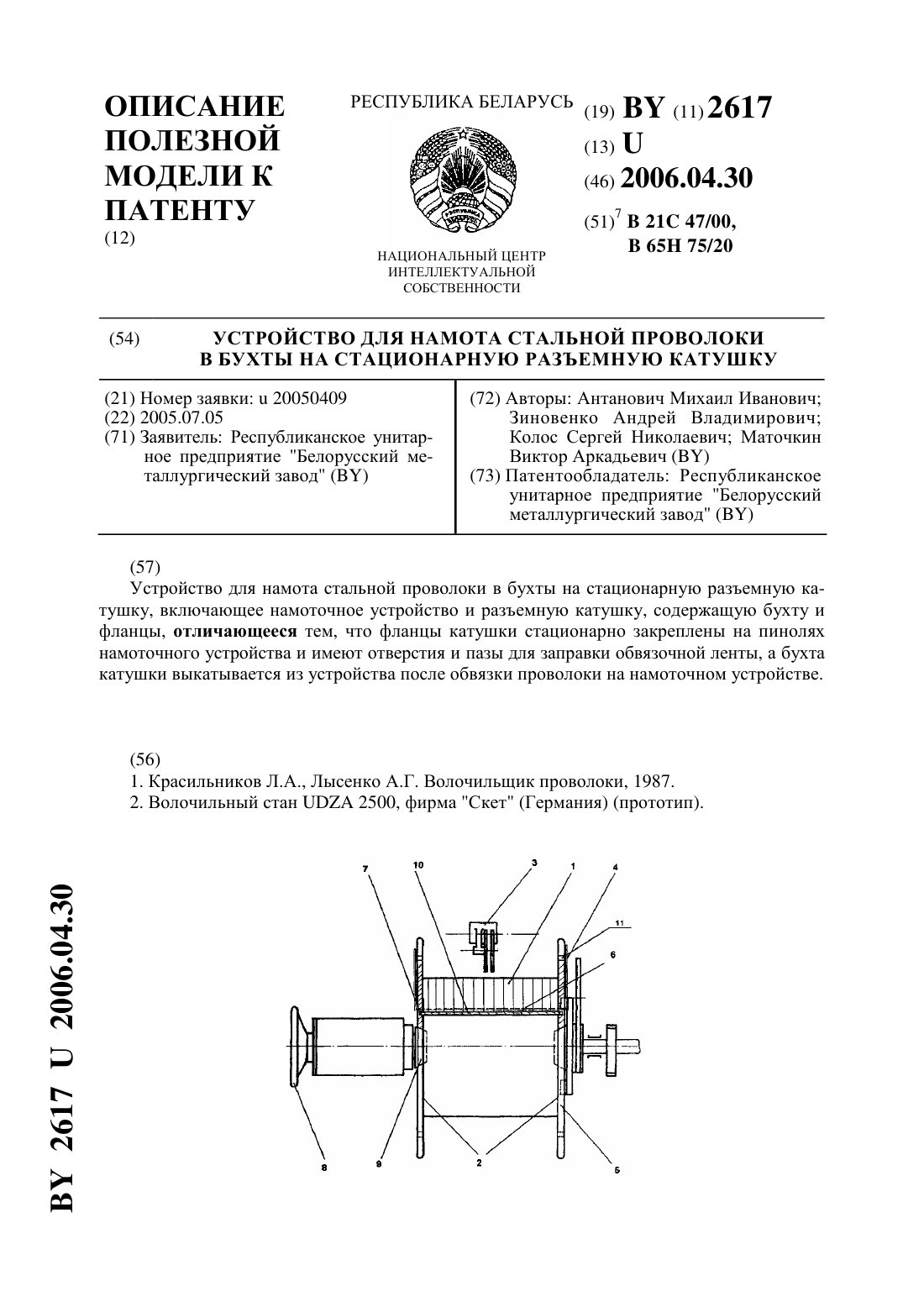
...достигаемый при использовании устройства, заключается в улучшении качества обвязки бунтов. Решение поставленной задачи достигается тем, что устройство для намота стальной проволоки в бухты на стационарную разъемную катушку включает намоточное устройство и разъемную катушку, содержащую бухту и фланцы. Согласно полезной модели, фланцы катушки стационарно закреплены на пинолях намоточного устройства и имеют отверстия и пазы для заправки...
Предыдущий патент: Устройство для гидропескоструйной перфорации скважин
Следующий патент: Устройство для скрутки и изоляции электрических проводов
Случайный патент: Способ получения гидроксиапатита