Способ термической обработки проката
Номер патента: 11273
Опубликовано: 30.10.2008
Авторы: Анелькин Николай Иванович, Горбанев Аркадий Алексеевич, Токмаков Павел Вадимович, Лещенко Александр Иванович, Муриков Максим Анатольевич, Жучков Сергей Михайлович, Бобренок Геннадий Людвигович, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Колосов Борис Николаевич, Луценко Владислав Анатольевич
Текст
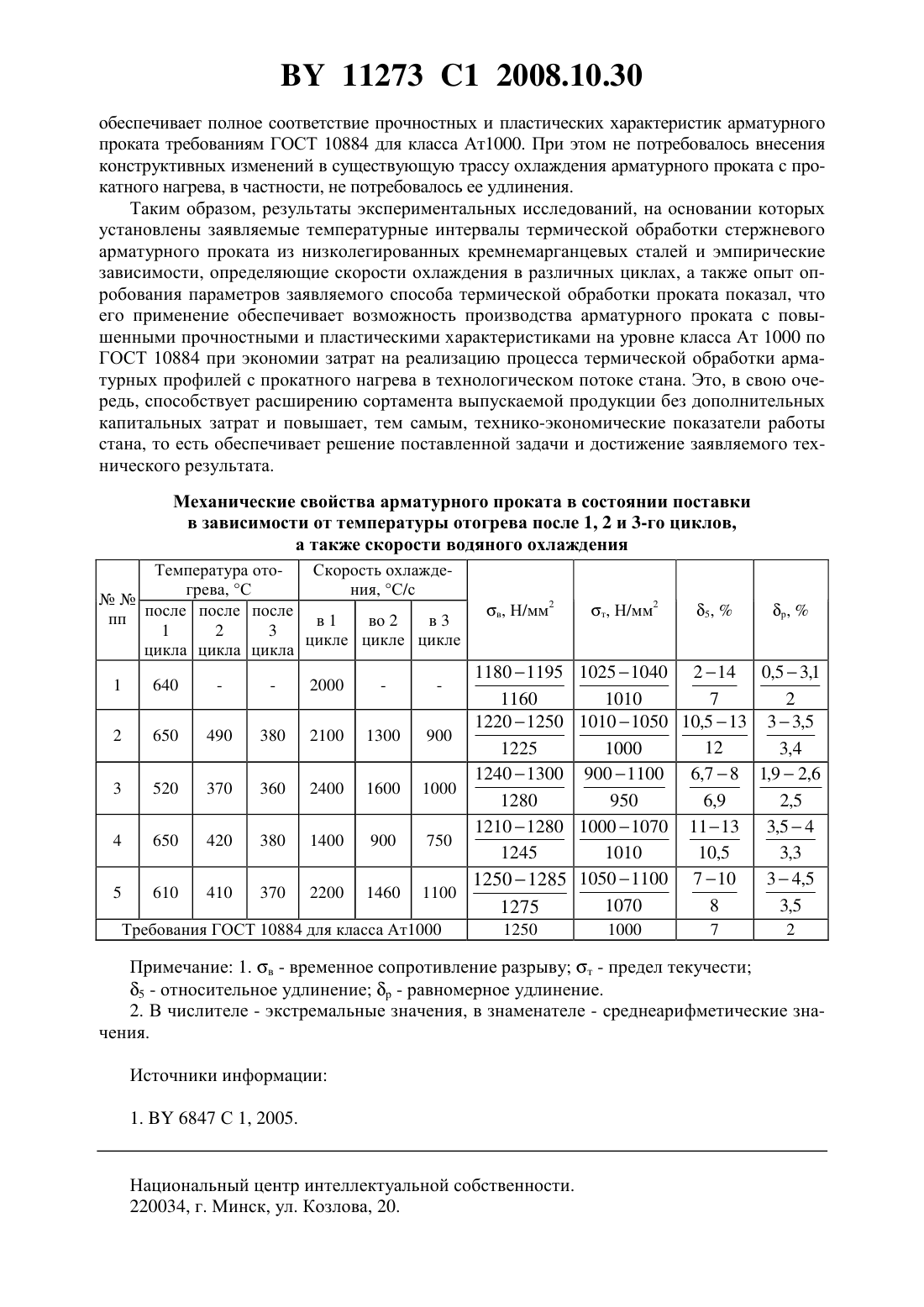
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук Украины(72) Авторы Жучков Сергей МихайловичАндрианов Николай ВикторовичМаточкин Виктор АркадьевичКолосов Борис НиколаевичГорбанев Аркадий АлексеевичАнелькин Николай ИвановичМуриков Максим АнатольевичТокмаков Павел ВадимовичБобренок Геннадий ЛюдвиговичЛуценко Владислав АнатольевичЛещенко Александр Иванович(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии им. З.И. Некрасова Национальной академии наук Украины(57) Способ термической обработки проката, преимущественно стержневой арматуры из низколегированных кремнемарганцевых сталей, с прокатного нагрева, включающий циклическое охлаждение водой с числом циклов более одного, с регулируемыми скоростями охлаждения, изменяющимися от цикла к циклу, при охлаждении в первом цикле со скоростью не ниже охл 1 , /, определяемой из выражения охл 1 где- коэффициент пропорциональности, зависящий от скорости прокатки,1(пр-19)0,054 пр - скорость прокатки, м/с Тк.пр - температура конца прокатки, С- площадь поперечного сечения проката, мм 2 П - периметр поперечного сечения проката, мм,и переохлаждением поверхности ниже точки мартенситного превращения Мн, с промежуточным отогревом поверхности, осуществляемым в одном цикле до температуры Мн(240-250) С, и окончательным отогревом поверхности и охлаждением на воздухе,отличающийся тем, что циклическое охлаждение водой осуществляют с числом циклов,равным трем, причем охлаждение водой во втором и в третьем циклах ведут соответственно со скоростями не ниже охл 2 , / и охл 3 , /, определяемыми из выражений Изобретение относится к прокатному производству, в частности к способам термической обработки проката, преимущественно арматурного периодического профиля в прутках и мотках с прокатного нагрева в технологическом потоке мелкосортных и проволочных станов. В качестве прототипа принят способ термической обработки проката преимущественно стержневой арматуры из низколегированных кремнемарганцевых сталей с прокатного нагрева, включающий циклическое охлаждение водой с числом циклов более одного, с регулируемыми скоростями охлаждения, изменяющимися от цикла к циклу, при охлаждении в первом цикле со скоростью не ниже и переохлаждением поверхности ниже точки мартенситного превращения Мн, с промежуточным отогревом поверхности, осуществляемым в одном цикле до температуры Мн(240-250) С, и окончательным отогревом поверхности и охлаждением на воздухе,где- коэффициент пропорциональности, зависящий от скорости прокатки 1(п - 19) 0,054 п - скорость прокатки, м/с Тк.пр - температура конца прокатки, С- площадь поперечного сечения проката, мм 2 П - периметр поперечного сечения проката, мм Мн - температура начала мартенситного превращения 1. Недостатком прототипа является сложность получения уровня свойств, удовлетворяющего требованиям стандартов для высокопрочной арматуры, обусловленная высокой температурой промежуточного отогрева после второго цикла, которая, несмотря на достаточно высокую скорость охлаждения, не позволяет получить соотношение феррито-перлитной и бейнитной структур по сечению, обеспечивающее требуемые механические свойства для самого высокого класса прочности арматурного проката - Ат 1000 по ГОСТ 10884. Таким образом, реализация способа термической обработки проката, принятого в качестве прототипа, позволяет получить арматурный прокат с высокими пластическими свойствами, однако при этом требуемые прочностные характеристики высоких классов прочности не достигаются. Задача, решаемая изобретением, состоит в разработке способа термической обработки проката преимущественно стержневой арматуры из низколегированных кремнемарганцевых сталей с прокатного нагрева, обеспечивающего повышение технико-экономических показателей работы стана за счет расширения сортамента выпускаемой продукции без дополнительных капитальных затрат. Технический результат, достигаемый в результате реализации предлагаемого технического решения, состоит в обеспечении производства арматурного проката с повышенными прочностными и пластическими характеристиками на уровне класса Ат 1000 по ГОСТ 10884 при экономии затрат на реализацию процесса термической обработки арматурных профилей с прокатного нагрева в технологическом потоке стана. Решение поставленной задачи обеспечивается тем, что способ термической обработки проката преимущественно стержневой арматуры из низколегированных кремнемарганцевых 11273 1 2008.10.30 сталей с прокатного нагрева включает циклическое охлаждение водой с числом циклов более одного, с регулируемыми скоростями охлаждения, изменяющимися от цикла к циклу, при охлаждении в первом цикле со скоростью не ниже охл 1, С/с, определяемой из выражения П где- коэффициент пропорциональности, зависящий от скорости прокатки,1(п-19) 0,054 п - скорость прокатки, м/с Тк.пр - температура конца прокатки, С- площадь поперечного сечения проката, мм 2 П - периметр поперечного сечения проката, мм,и переохлаждением поверхности ниже точки мартенситного превращения Мн, с промежуточным отогревом поверхности, осуществляемым в одном цикле до температуры Мн(240-250) С, и окончательным отогревом поверхности и охлаждением на воздухе. По изобретению циклическое охлаждение водой осуществляют с числом циклов, равным трем, причем охлаждение водой во втором и в третьем циклах ведут соответственно со скоростями не ниже охл 2, С/ и охл 3, С/с, определяемыми из выражений 130 К Заявляемый способ термической обработки проката включает циклическое охлаждение водой с числом циклов более одного с регулируемыми скоростями охлаждения, изменяющимися от цикла к циклу. Способ осуществляют следующим образом. Арматурный прокат из низколегированной кремнемарганцевой стали, например марки 25 Г 2 С, после выхода из последней клети сортопрокатного стана подвергают термической обработке с прокатного нагрева путем охлаждения водой в установках термического упрочнения проката, установленных после чистовой рабочей клети стана перед холодильником по ходу технологического процесса. Установки термического упрочнения обеспечивают циклическое охлаждение проката с числом циклов, равным трем, и регулирование скорости охлаждения проката. Практически это реализуется путем отключения ряда центральных секций установки термического упрочнения проката. В процессе охлаждения проката водой его поверхность переохлаждают до температуры ниже точки мартенситного превращения Мн, составляющей для стали 25 Г 2 С примерно 320 С, затем проводят промежуточный отогрев поверхности проката до температуры на 240-250 С выше точки мартенситного превращения Мн. После промежуточного отогрева поверхности проката его вновь охлаждают водой до температуры ниже точки Мн, затем производят отогрев поверхности до температуры Мн(100-120) С, затем проводят еще один, третий цикл переохлаждения поверхности ниже критической точки Мн. Окончательный отогрев поверхности проводят до температуры Мн(80-90) С. По завершении термической обработки проката в потоке стана осуществляют окончательное его охлаждение воздухом на холодильнике прокатного стана. Зависимости, определяющие скорости охлаждения проката в каждом цикле заявляемого способа термической обработки проката, установлены на основании математической обработки экспериментальных данных, полученных в процессе проведения исследований по разработке заявляемого способа. 11273 1 2008.10.30 Охлаждение проката в первом цикле производится со скоростью не ниже охл 1, С/с Результаты исследований полученных зависимостей показали, что для получения соотношения феррито-перлитной и бейнитной структур по сечению, обеспечивающего требуемые механические свойства для самого высокого класса прочности арматурного проката - Ат 1000 по ГОСТ 10884, следует вести охлаждение во втором цикле со скоростью не ниже охл 2, С/с 130 Кохл 2 в третьем цикле со скоростью не ниже охл 3, С/с 50 Кохл 3 где- коэффициент пропорциональности, зависящий от скорости прокатки,1(п-19)0,054 п - скорость прокатки м/с- площадь поперечного сечения проката, мм 2 П - периметр сечения поперечного проката, мм. При охлаждении проката с числом циклов, отличным от трех, и со скоростями охлаждения, отличными от заявляемых, не будет обеспечено соответствие прочностных и пластических характеристик арматурного проката требованиям ГОСТ 10884 для высокопрочных классов арматуры или потребуется внесение конструктивных изменений в существующую трассу охлаждения проката с прокатного нагрева, изменяющих условия протекания процессов теплообмена (например, удлинение трассы охлаждения). Пример конкретной реализации. Промышленная проверка заявляемого способа термической обработки проката, проведенная с целью установления заявляемых зависимостей, осуществлялась при прокатке опытной партии арматурного проката 12 мм из стали 25 Г 2 С на мелкосортном стане 320 РУП БМЗ. Использовалась существующая трасса охлаждения арматурного проката с прокатного нагрева. Опытные плавки стали марки 25 Г 2 С по химическому составу соответствовали требованиям ГОСТ 5781 (с содержанием углерода в готовом прокате 0,220,25 ). Объем опытной партии - 500 т. В каждом исследуемом опытном режиме прокатывали по 50 заготовок. Анализ полученных результатов, представленных в таблице, показал, что существующая технология термической обработки арматурного проката, указанная в заводской технологической инструкции ТИ 840-П-12-92 (режим 1), не обеспечивает получение комплекса свойств, заданных ГОСТ 10884 для класса Ат 1000. Так, требования стандарта не выполнялись по пределу прочности в на 7,2 . При увеличении температуры отогрева после первого и второго циклов охлаждения (режим 2) до значений, превышающих заявляемые в предлагаемом техническом решении, требования стандарта не выполняются в основном по прочностным характеристикам, так как при понижении температур отогрева снижаются пластические свойства готового проката(режим 3). При скоростях охлаждения, отличных от скоростей, установленных исходя из заявляемых зависимостей, не выполняются требования по прочностным свойствам (режим 4). Результаты экспериментальных исследований показали, что режим охлаждения, параметры которого установлены на основании заявляемых соотношений и зависимостей (режим 5),4 11273 1 2008.10.30 обеспечивает полное соответствие прочностных и пластических характеристик арматурного проката требованиям ГОСТ 10884 для класса Ат 1000. При этом не потребовалось внесения конструктивных изменений в существующую трассу охлаждения арматурного проката с прокатного нагрева, в частности, не потребовалось ее удлинения. Таким образом, результаты экспериментальных исследований, на основании которых установлены заявляемые температурные интервалы термической обработки стержневого арматурного проката из низколегированных кремнемарганцевых сталей и эмпирические зависимости, определяющие скорости охлаждения в различных циклах, а также опыт опробования параметров заявляемого способа термической обработки проката показал, что его применение обеспечивает возможность производства арматурного проката с повышенными прочностными и пластическими характеристиками на уровне класса Ат 1000 по ГОСТ 10884 при экономии затрат на реализацию процесса термической обработки арматурных профилей с прокатного нагрева в технологическом потоке стана. Это, в свою очередь, способствует расширению сортамента выпускаемой продукции без дополнительных капитальных затрат и повышает, тем самым, технико-экономические показатели работы стана, то есть обеспечивает решение поставленной задачи и достижение заявляемого технического результата. Механические свойства арматурного проката в состоянии поставки в зависимости от температуры отогрева после 1, 2 и 3-го циклов,а также скорости водяного охлаждения Температура отоСкорость охлаждегрева, С ния, С/с пп после после после в 1 во 2 в 3 1 2 3 цикле цикле цикле цикла цикла цикла 1 Требования ГОСТ 10884 для класса Ат 1000 Примечание 1. в - временное сопротивление разрыву т - предел текучести 5 - относительное удлинение р - равномерное удлинение. 2. В числителе - экстремальные значения, в знаменателе - среднеарифметические значения. Источники информации 1.6847 С 1, 2005. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: проката, способ, обработки, термической
Код ссылки
<a href="https://by.patents.su/5-11273-sposob-termicheskojj-obrabotki-prokata.html" rel="bookmark" title="База патентов Беларуси">Способ термической обработки проката</a>
Способ термической обработки проката
Номер патента: 6847
Опубликовано: 30.03.2005
Авторы: Шевченко Александр Данилович, Тимофеев Виктор Спиридонович, Горбанев Аркадий Алексеевич, Стеблов Анвер Борисович, Курбатов Геннадий Александрович, Тимошпольский Владимир Исаакович, Филиппов Вадим Владимирович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович
Метки: обработки, способ, проката, термической
Текст:
...и температуру конца прокатки на стане, а также геометрические параметры прокатываемого профиля. Заявляемые зависимости, определяющие скорости охлаждения проката в каждом цикле установлены на основании математической обработки экспериментальных данных, полученных в процессе проведения исследований по разработке заявляемого способа. Результаты исследований показали, что для решения поставленной в изобретении задачи - повышения...
Способ термической обработки профилированного проката и устройство для его осуществления

Номер патента: 2595
Опубликовано: 30.12.1998
Авторы: Георг ПРСКАВЕТЦ, Альфред Мозер, Петер ПОИНТНЕР
МПК: C21D 9/04
Метки: термической, осуществления, профилированного, обработки, устройство, способ, проката
Текст:
...в поперечном сечении профилированного проката и благодаря этому стабилизируют прямолинейность последнего. Особенно предпочтительно проводить это равномерное (уравнительное) охлаждение до температуры от 5 до 120 С выше-температуры сплава, чтобы создать благоприятные условия для частичного преобразования структуры в мелкозернистую перлитную структурную форму в частях поперечного сечения. При этом Агз-температурой является та температура, при...
Способ обработки стального проката
Номер патента: 471
Опубликовано: 30.03.1995
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Метки: обработки, проката, способ, стального
Текст:
...этой целью прокат можно пропускать через водяную баню или распылять воду из форсунки. Соответствующая температура для нанесения коррозионно-стойких покрытий составляет. например. для чистого алюминия 5605 Т 0 С. а для чиСТОГО Цинка около 415 С. При легирования могут создаваться промежуточныеступени. Для легирования можно применять любоепокрытие. так как прокатываемый материал проходит все области температуры от проКЭТНОГО нагрева ДО ПОЛНОГО...
Установка для термической обработки круглого стального проката
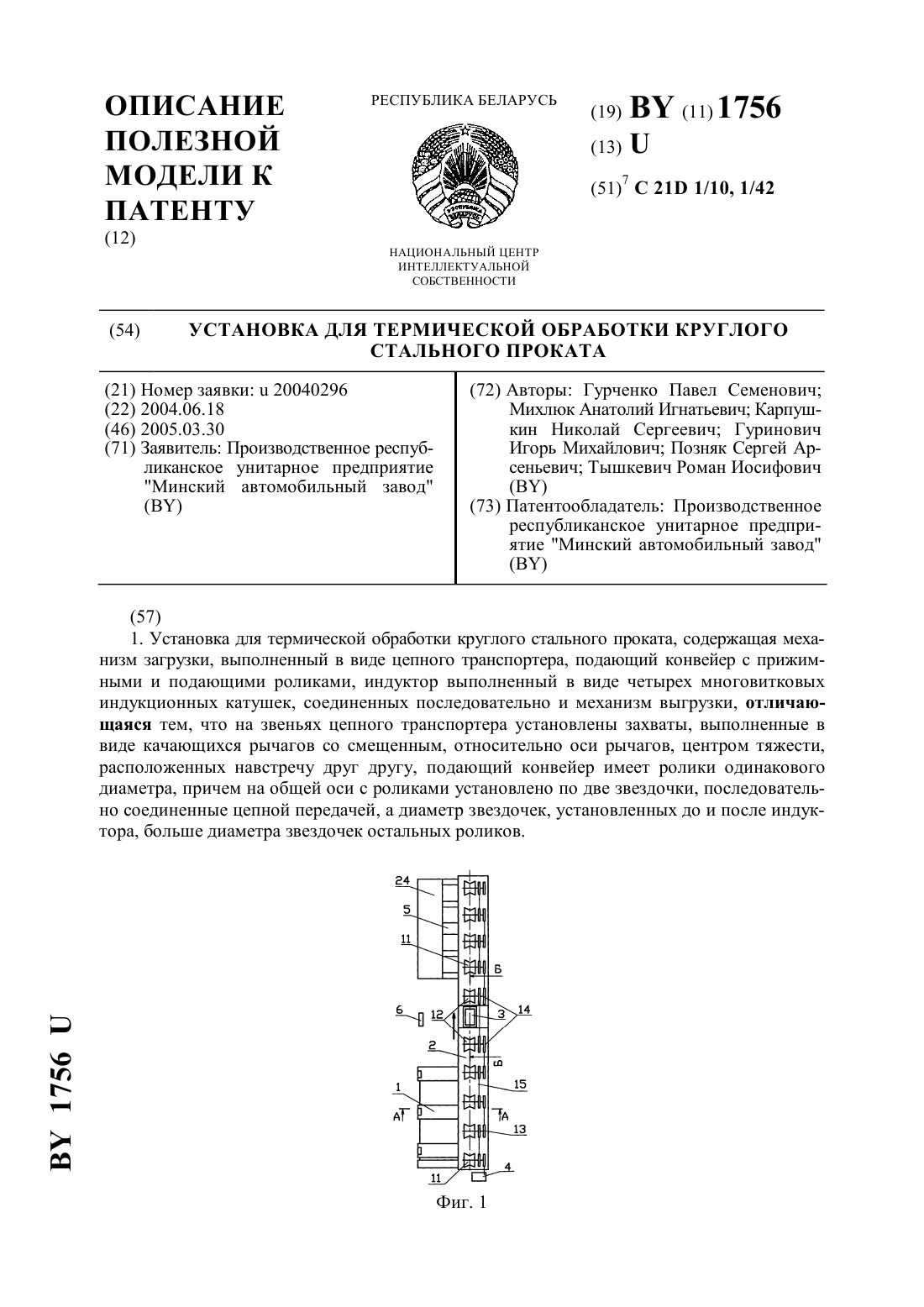
Номер патента: U 1756
Опубликовано: 30.03.2005
Авторы: Карпушкин Николай Сергеевич, Гурченко Павел Семенович, Тышкевич Роман Иосифович, Позняк Сергей Арсеньевич, Гуринович Игорь Михайлович, Михлюк Анатолий Игнатьевич
Метки: установка, стального, проката, термической, обработки, круглого
Текст:
...прутка на ролики. Отпадает необходимость в наклонном лотке и отсекающем механизме. Применение единого роликового конвейера с роликами одинакового диаметра, соединенными цепной передачей через приводные звездочки от одного привода, позволяет упростить конструкцию установки и повысить надежность ее работы. За счет использования звездочек разного диаметра для привода крайних к индуктору роликов достигается разная скорость перемещения прутка...
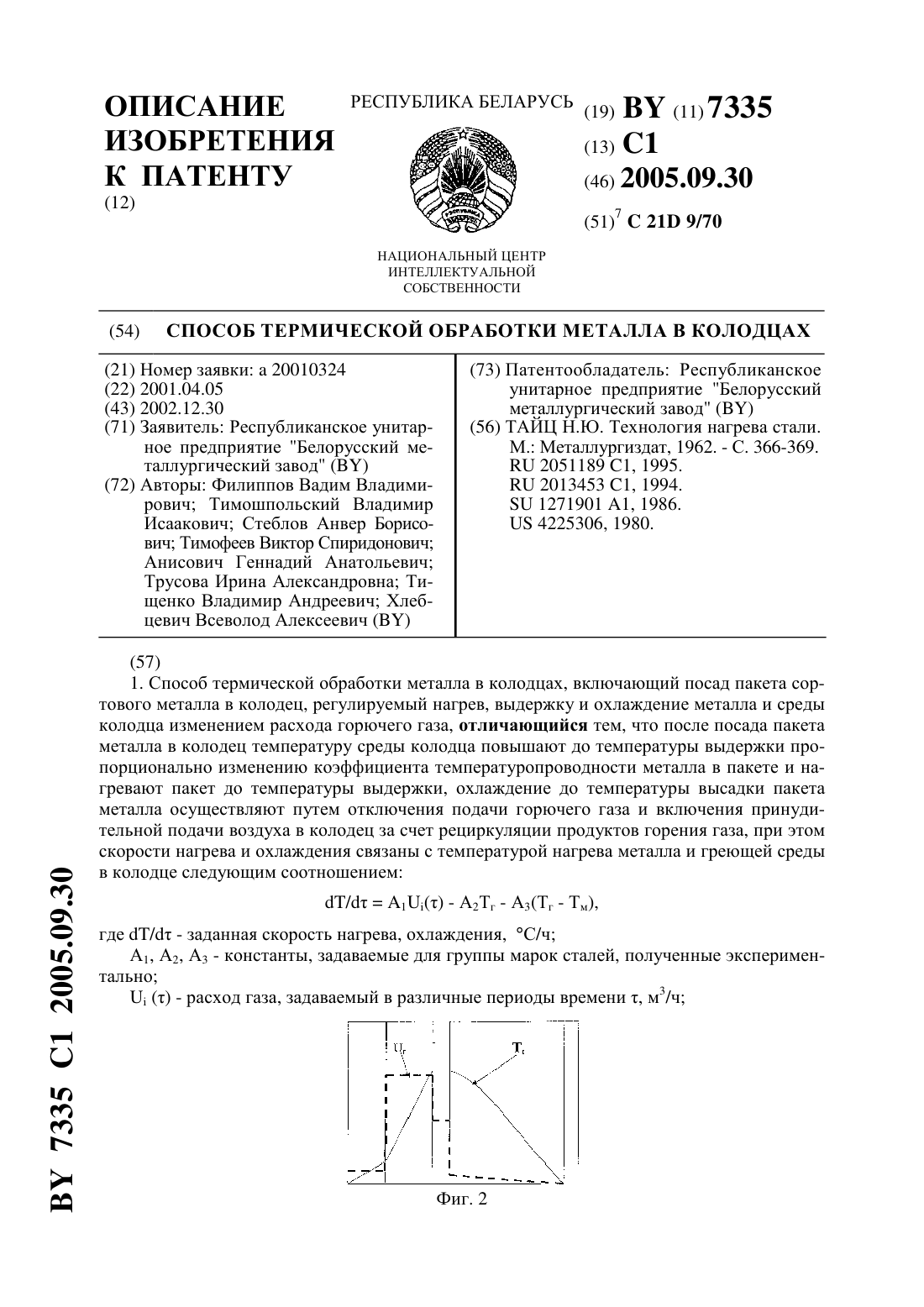
Способ термической обработки металла в колодцах
Номер патента: 7335
Опубликовано: 30.09.2005
Авторы: Филиппов Вадим Владимирович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Трусова Ирина Александровна, Анисович Геннадий Анатольевич, Тищенко Владимир Андреевич, Тимофеев Виктор Спиридонович
МПК: C21D 9/70
Метки: колодцах, способ, металла, обработки, термической
Текст:
...времениг - температура греющей среды м - температура металла в посаде в процессе нагрева, выдержки и охлаждения. В способе после посада температуру среды колодца повышают при постоянном расходе газа до выравнивания температурного градиента в объеме пакета металла, затем температуру среды колодца повышают до температуры выдержки, нагревают металл до температуры выдержки, выдержку проводят при постоянном расходе газа до удаления флокенов...
Предыдущий патент: Трансмиссия гусеничного трактора
Следующий патент: Рулевой механизм транспортного средства с гидроусилителем
Случайный патент: Плазмотрон для нанесения покрытия на внутренние поверхности деталей