Участок сортопрокатного стана для многоручьевой прокатки-разделения
Номер патента: 12282
Опубликовано: 30.08.2009
Авторы: Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Анелькин Николай Иванович, Жучков Сергей Михайлович, Луценко Владислав Анатольевич, Кириленко Олег Михайлович, Бобков Петр Александрович, Муриков Максим Анатольевич, Токмаков Павел Вадимович
Текст
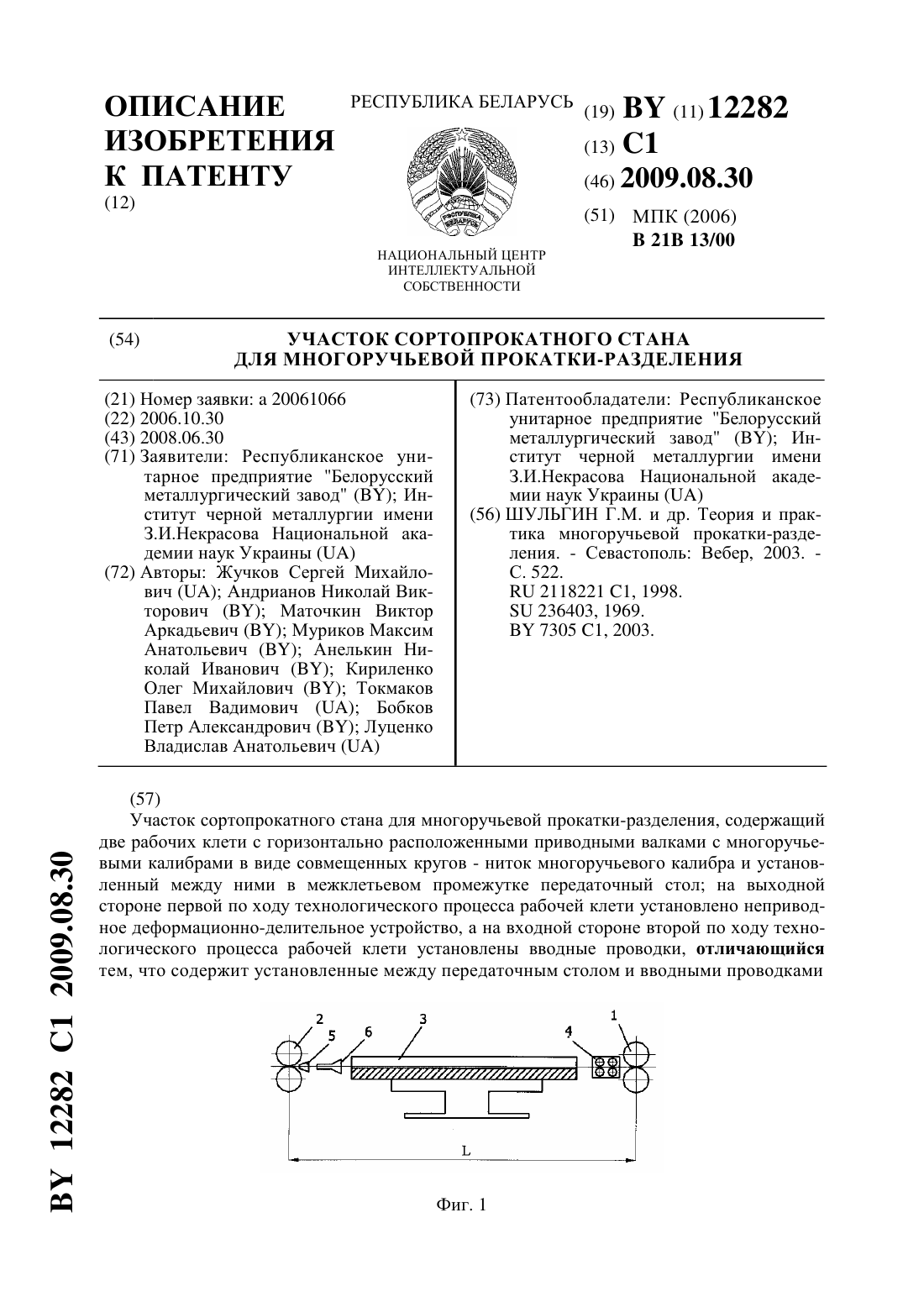
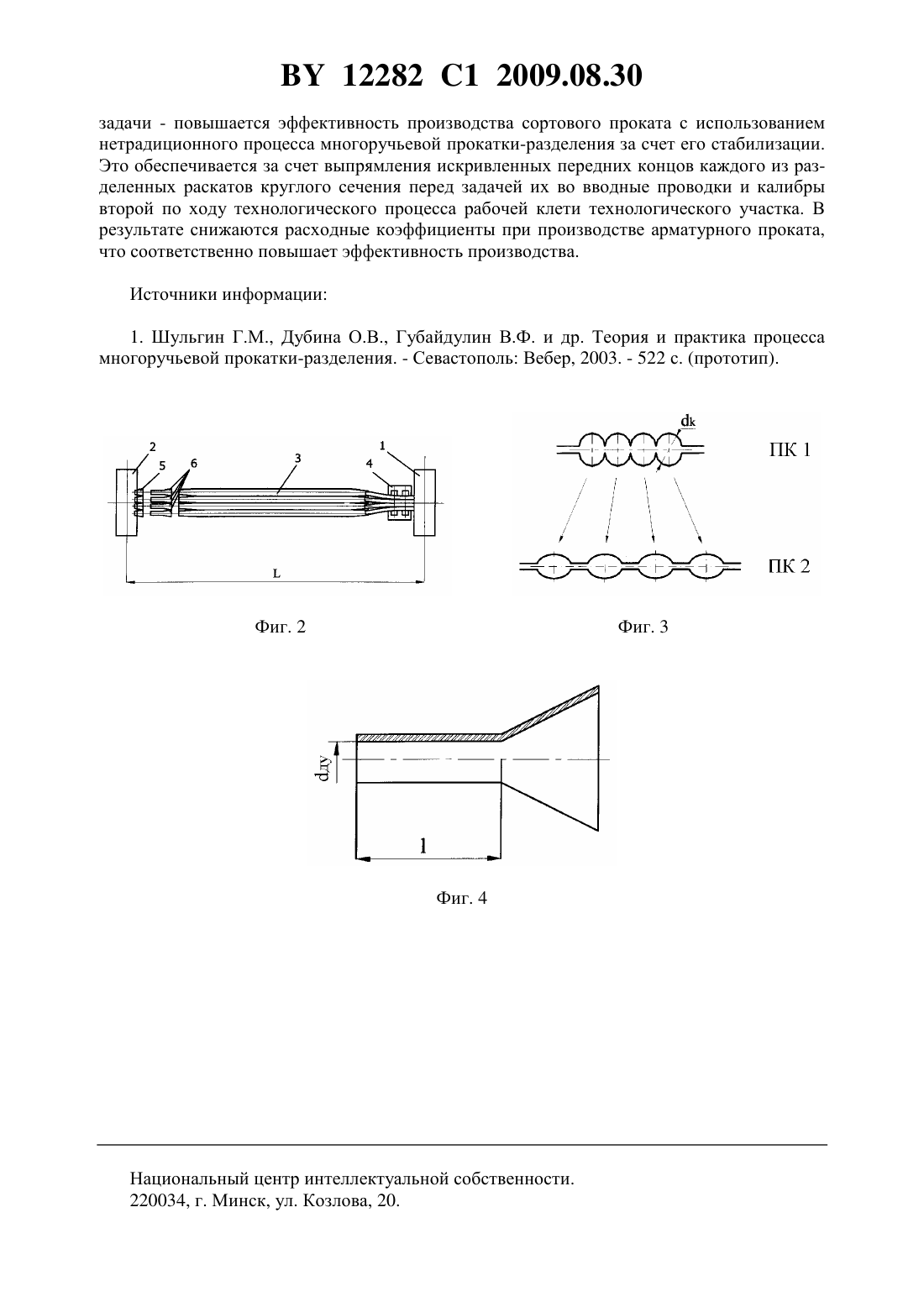
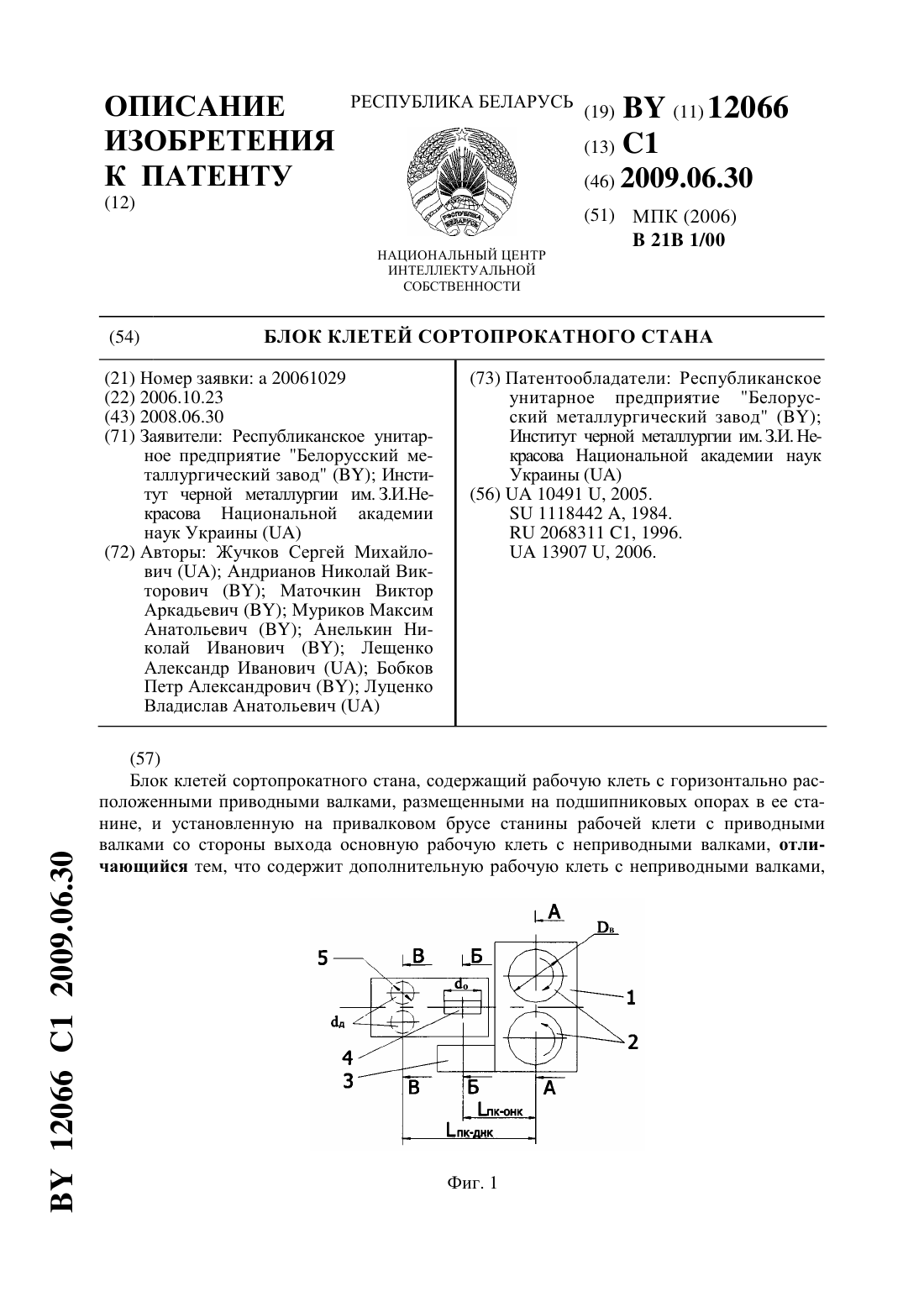
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УЧАСТОК СОРТОПРОКАТНОГО СТАНА ДЛЯ МНОГОРУЧЬЕВОЙ ПРОКАТКИ-РАЗДЕЛЕНИЯ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии имени З.И.Некрасова Национальной академии наук Украины(72) Авторы Жучков Сергей МихайловичАндрианов Николай ВикторовичМаточкин Виктор АркадьевичМуриков Максим АнатольевичАнелькин Николай ИвановичКириленко Олег МихайловичТокмаков Павел ВадимовичБобков Петр АлександровичЛуценко Владислав Анатольевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический заводИнститут черной металлургии имени З.И.Некрасова Национальной академии наук Украины(57) Участок сортопрокатного стана для многоручьевой прокатки-разделения, содержащий две рабочих клети с горизонтально расположенными приводными валками с многоручьевыми калибрами в виде совмещенных кругов - ниток многоручьевого калибра и установленный между ними в межклетьевом промежутке передаточный стол на выходной стороне первой по ходу технологического процесса рабочей клети установлено неприводное деформационно-делительное устройство, а на входной стороне второй по ходу технологического процесса рабочей клети установлены вводные проводки, отличающийся тем, что содержит установленные между передаточным столом и вводными проводками 12282 1 2009.08.30 второй по ходу технологического процесса рабочей клети доправочные устройства, каждое из которых выполнено в виде полого цилиндра с воронкой, установленной на одном из его концов, причем количество доправочных устройств равно количеству ниток многоручьевых калибров рабочих клетей, длина полого цилиндра каждого доправочного устройства составляет от 15 до 20 к, а его внутренний диаметр составляет от 1,5 до 1,8 к, где к - диаметр круга - нитки многоручьевого калибра. Изобретение относится к прокатному производству, а именно к конструктивно структурному составу технологического оборудования участков сортопрокатных станов, и может быть использовано на непрерывных сортовых станах, преимущественно при реализации процесса многоручьевой прокатки-разделения. В качестве прототипа принят технологический участок сортопрокатного стана, преимущественно для многоручьевой прокатки-разделения, содержащий две рабочих клети с горизонтально расположенными приводными валками с многоручьевыми калибрами в виде совмещенных кругов - ниток многоручьевого калибра, и установленный между ними в межклетьевом промежутке передаточный стол. На выходной стороне первой по ходу технологического процесса рабочей клети установлено неприводное деформационноделительное устройство, а на входной стороне второй по ходу технологического процесса рабочей клети установлены вводные проводки 1. Процесс многоручьевой прокаткиразделения на известном технологическом участке осуществляется следующим образом. В первой по ходу технологического процесса рабочей клети участка осуществляется окончательное формирование многониточного раската в виде совмещенных раскатов круглого сечения для последующего продольного разделения в потоке стана. Продольное разделение многониточного раската на несколько раскатов круглого сечения осуществляется с помощью неприводного деформационно-делительного устройства, установленного на выходной стороне первой по ходу технологического процесса рабочей клети. Разделенные раскаты круглого сечения с помощью передаточного стола, установленного в межклетьевом промежутке между рабочими клетями, передаются ко второй по ходу технологического процесса рабочей клети участка и с помощью вводных проводок, установленных на входной стороне этой клети, одновременно пониточно задаются в ее калибры и прокатываются до получения нескольких раскатов заданных размеров и формы. Недостатком технологического участка известной конструкции является снижение эффективности производства сортового проката при реализации процесса многоручьевой прокатки-разделения. Это связано с особенностями реализации этого нетрадиционного процесса. При продольном разделении многониточного раската неприводным деформационно-делительным устройством, установленным на выходной стороне первой по ходу технологического процесса рабочей клети, передние концы каждого из разделенных раскатов приобретают местную кривизну. Задача раскатов с искривленными передними концами с помощью вводных проводок в калибры второй по ходу технологического процесса рабочей клети участка увеличивает вероятность застревания (бурежки) одного или одновременно нескольких раскатов в калибрах или вводных проводках этой клети. Это сопровождается увеличением количества простоев с соответствующими потерями производства - снижением производительности, увеличением расходных коэффициентов по материало- и энергозатратам и, в целом, снижает эффективность производства проката при реализации процесса многоручьевой прокатки-разделения. Задача, решаемая изобретением, состоит в создании участка сортопрокатного стана для многоручьевой прокатки-разделения, обеспечивающего повышение эффективности производства сортового проката за счет стабилизации процесса многоручьевой прокаткиразделения. Это, в свою очередь, обеспечивается за счет выпрямления искривленных передних концов каждого из разделенных раскатов круглого сечения перед задачей их во 2 12282 1 2009.08.30 вводные проводки и калибры второй по ходу технологического процесса рабочей клети технологического участка. Технический результат, достигаемый при реализации предлагаемого технического решения, состоит в повышении стабильности процесса многоручьевой прокаткиразделения и увеличении за счет этого выхода годного проката. Решение поставленной задачи обеспечивается тем, что участок сортопрокатного стана для многоручьевой прокатки-разделения, содержащий две рабочих клети с горизонтально расположенными приводными валками с многоручьевыми калибрами в виде совмещенных кругов - ниток многоручьевого калибра и установленный между ними в межклетьевом промежутке передаточный стол на выходной стороне первой по ходу технологического процесса рабочей клети установлено неприводное деформационно-делительное устройство, а на входной стороне второй по ходу технологического процесса рабочей клети установлены вводные проводки, содержит установленные между передаточным столом и вводными проводками второй по ходу технологического процесса рабочей клети доправочные устройства, каждое из которых выполнено в виде полого цилиндра с воронкой, установленной на одном из его концов, причем количество доправочных устройств равно количеству ниток многоручьевых калибров рабочих клетей, длина полого цилиндра каждого доправочного устройства составляет от 15 до 20 к, а его внутренний диаметр составляет от 1,5 до 1,8 к,где к - диаметр круга - нитки многоручьевого калибра. Сравнение с прототипом показывает, что заявляемый участок сортопрокатного стана для многоручьевой прокатки-разделения, отличается от известного тем, что содержит установленные между передаточным столом и вводными проводками второй по ходу технологического процесса рабочей клети доправочные устройства, каждое из которых выполнено виде полого цилиндра с воронкой, установленной на одном из его концов,причем количество доправочных устройств равно количеству ниток многоручьевых калибров рабочих клетей, длина полого цилиндра каждого доправочного устройства составляет от 15 до 20 к, а его внутренний диаметр составляет от 1,5 до 1,8 к, где к - диаметр круга - нитки многоручьевого калибра. Таким образом, заявляемое техническое решение соответствует критерию изобретения новизна. Сравнение заявляемого технического решения с другими техническими решениями в данной области техники не выявило в них признаков, отличающих заявляемое техническое решение от прототипа, следовательно, заявляемое техническое решение соответствует критерию изобретательский уровень. Заявляемый технологический участок сортопрокатного стана для реализации процесса многоручьевой прокатки-разделения (МПР), иллюстрируется чертежом, где на фиг. 1 и 2 показана схема заявляемого технологического участка (вид сбоку и вид в плане соответственно), на фиг. 3 схемы калибров, образованных валками рабочих клетей ПК 1 и ПК 2 соответственно, а на фиг. 4 схематически представлена конструкция доправочного устройства. Технологический участок сортопрокатного стана для реализации процесса МПР состоит из двух приводных рабочих клетей ПК 1 и ПК 2 с горизонтально расположенными приводными валками 1 и 2 с многоручьевыми калибрами в виде совмещенных кругов ниток многоручьевого калибра. В межклетьевом промежутке между рабочими клетями ПК 1 и ПК 2 установлен передаточный стол 3. На выходной стороне первой по ходу технологического процесса рабочей клети ПК 1 установлено неприводное деформационноделительное устройство (НДДУ) 4, а на входной стороне второй по ходу технологического процесса рабочей клети ПК 2 установлены вводные проводки 5. Между передаточным столом 3 и вводными проводками 5 второй по ходу технологического процесса рабочей клети ПК 2 установлены доправочные устройства 6. Количество доправочных устройств равно количеству ниток многоручьевых калибров рабочих клетей (фиг. 3). Так, при реали 3 12282 1 2009.08.30 зации трехниточной прокатки-разделения (МПР-3) количество доправочных устройств равно трем, а при четырехниточной прокатке-разделении (МПР-4) - четырем. Доправочные устройства 6 выполнены в виде полых цилиндров с воронками, установленными на одном из концов каждого цилиндра (фиг. 4). При этом длина 1 полого цилиндра каждого доправочного устройства 6 составляет (15-20) к, а внутренний диаметр ду полого цилиндра каждого доправочного устройства составляет (1,5-1,8) к, где к - диаметр круга - нитки многоручьевого калибра. Работа заявляемого участка сортопрокатного стана при реализации процесса МПР осуществляется следующим образом. В первой по ходу технологического процесса рабочей клети 1 участка осуществляют окончательное формирование многониточного раската в виде совмещенных раскатов круглого сечения (фиг. 3) для последующего продольного разделения в потоке стана. Продольное разделение многониточного раската на несколько раскатов круглого сечения осуществляют с помощью неприводного деформационно-делительного устройства 4, установленного на выходной стороне первой по ходу технологического процесса рабочей клети 1. Разделенные раскаты круглого сечения с помощью передаточного стола 3, установленного в межклетьевом промежутке между рабочими клетями 1 и 2, передают ко второй по ходу технологического процесса рабочей клети 2 участка и направляют в доправочные устройства 6. С помощью доправочных устройств 6 искривленные передние концы раскатов выпрямляются. Выпрямленные передние концы раскатов с помощью вводных проводок 5, установленных на входной стороне рабочей клети 2, одновременно пониточно задают в ее калибры и прокатывают до получения нескольких раскатов заданных размеров и формы. Конструктивное исполнение элементов доправочного устройства, установленного на технологическом участке сортопрокатного стана для реализации процесса МПР, в частности геометрические параметры (длина и диаметр) полого цилиндра доправочного устройства, установлены, исходя из функционального назначения заявляемого технологического участка, с учетом особенностей реализации процесса многоручьевой прокатки-разделения. Экспериментально установлено, что исполнение полого цилиндра каждого доправочного устройства с длиной, составляющей (15-20) к, с внутренним диаметром, равным(1,5-1,8) к, где к -диаметр круга - нитки многоручьевого калибра, повышает стабильность нетрадиционного процесса многоручьевой прокатки-разделения за счет выпрямления искривленных передних концов каждого из разделенных раскатов круглого сечения перед задачей их во вводные проводки и калибры второй по ходу технологического процесса рабочей клети технологического участка. Если длина полого цилиндра доправочного устройства будет меньше 15 к, то не будет обеспечено выпрямление искривленных передних концов каждого из разделенных раскатов круглого сечения перед задачей их во вводные проводки и калибры второй по ходу технологического процесса рабочей клети технологического участка. К этому же приведет выполнение внутреннего диаметра полого цилиндра каждого доправочного устройства большим 1,8 к. Выполнение длины полого цилиндра доправочного устройства больше 20 к,внутреннего диаметра меньшим 1,5 к увеличит сопротивление, создаваемое доправочным устройством, что повысит вероятность застревания разделенных раскатов в нем. Таким образом, отклонение геометрических параметров конструкции доправочного устройства от заявляемых соотношений повышает вероятность дестабилизации процесса многоручьевой прокатки-разделения, что, в целом, снижает эффективность производства сортового проката с применением процесса многоручьевой прокаткиразделения. Таким образом, заявляемые соотношения геометрических параметров конструкции доправочного устройства, установленного на технологическом участке сортопрокатного 4 12282 1 2009.08.30 стана для реализации процесса МПР, обеспечивают заявляемому технологическому участку сортопрокатного стана его функциональные возможности, определяемые условиями реализации процесса многоручьевой прокатки-разделения. Пример конкретной реализации. Заявляемый технологический участок сортопрокатного стана был опробован при проведении экспериментальных исследований процесса четырехниточной прокаткиразделения арматурных профилей 10, 12 в условиях непрерывного мелкосортного стана 320 РУП БМЗ на участке клетей 18 и 19. На этом участке осуществляется продольное разделение раската. Таким образом, технологический участок состоял из двух рабочих клетей ПК 1 ( 18) и ПК 2 ( 19) с горизонтально расположенными приводными валками с многоручьевыми калибрами в виде совмещенных кругов - ниток многоручьевого калибра. В межклетьевом промежутке между рабочими клетями 18 и 19 (ПК 1 и ПК 2) установлен передаточный стол. На выходной стороне рабочей клети 18 (ПК 1) установлено неприводное деформационно-делительное устройство (НДДУ), а на входной стороне рабочей клети 19(ПК 2) установлены вводные проводки. Между передаточным столом и вводными проводками рабочей клети 19 (ПК 2) были установлены доправочные устройства. Количество доправочных устройств, равное четырем, соответствовало количеству ниток многоручьевых калибров рабочих клетей (фиг. 3). Доправочные устройства, были выполнены в виде полых цилиндров с воронками, установленными на одном из концов каждого цилиндра (фиг. 4). Длина полого цилиндра каждого доправочного устройства при прокатке арматурного профиля 12 по технологии четырехниточной прокатки-разделения(МПР-4) составляла 300 мм или 18,4 к, а внутренний диаметр полого цилиндра каждого доправочного устройства составлял 16,3 мм или 1,72 к, где к, - диаметр круга - нитки многоручьевого калибра. При таких геометрических параметрах доправочного устройства обеспечивалось выпрямление искривленных передних концов каждого из разделенных раскатов круглого сечения перед задачей их во вводные проводки и калибры второй по ходу технологического процесса рабочей клети технологического участка. Этим повышается стабильность технологии четырехниточной прокатки-разделения (МПР-4) процесса многоручьевой прокатки-разделения при прокатке арматурного профиля 12. Следствием повышения стабильности технологии является увеличение выхода годного проката,сокращение простоев стана, уменьшение расхода валков, воды, охлаждающей рабочие валки и др. расходных материалов при производстве арматурного проката. Экспериментально было установлено, что при выполнении полого цилиндра доправочного устройства, длиной меньше 240 мм (меньше 15 к) не обеспечивается выпрямление искривленных передних концов каждого из разделенных раскатов круглого сечения перед задачей их во вводные проводки и калибры второй по ходу технологического процесса рабочей клети технологического участка. К этому же приводит выполнение внутреннего диаметра полого цилиндра каждого доправочного устройства, большим 30 мм (большим 1,8 к). При выполнении длины полого цилиндра доправочного устройства, большим 330 мм (больше 20 к), а внутреннего диаметра полого цилиндра меньшим 24 мм (меньше 1,5 к) увеличивается сопротивление, создаваемое этим доправочным устройством. Это, в свою очередь,повышает вероятность застревания разделенных раскатов в нем. Анализ результатов опробования и расчетно-аналитических исследований показал, что и в том, и в другом случае отклонения геометрических параметров конструкции доправочного устройства от заявляемых соотношений снижает стабильность технологии многоручьевой прокаткиразделения, увеличивает расходные коэффициенты при производстве арматурного проката, что, в целом, снижает эффективность производства сортового проката с применением процесса многоручьевой прокатки-разделения. Таким образом, при применении заявляемого участка сортопрокатного стана для многоручьевой прокатки-разделения, обеспечивается решением поставленной в изобретении 5 12282 1 2009.08.30 задачи - повышается эффективность производства сортового проката с использованием нетрадиционного процесса многоручьевой прокатки-разделения за счет его стабилизации. Это обеспечивается за счет выпрямления искривленных передних концов каждого из разделенных раскатов круглого сечения перед задачей их во вводные проводки и калибры второй по ходу технологического процесса рабочей клети технологического участка. В результате снижаются расходные коэффициенты при производстве арматурного проката,что соответственно повышает эффективность производства. Источники информации 1. Шульгин Г.М., Дубина О.В., Губайдулин В.Ф. и др. Теория и практика процесса многоручьевой прокатки-разделения. - Севастополь Вебер, 2003. - 522 с. (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B21B 13/00
Метки: многоручьевой, участок, прокатки-разделения, стана, сортопрокатного
Код ссылки
<a href="https://by.patents.su/6-12282-uchastok-sortoprokatnogo-stana-dlya-mnogoruchevojj-prokatki-razdeleniya.html" rel="bookmark" title="База патентов Беларуси">Участок сортопрокатного стана для многоручьевой прокатки-разделения</a>
Технологический участок сортопрокатного стана
Номер патента: 11061
Опубликовано: 30.08.2008
Авторы: Токмаков Павел Вадимович, Андрианов Николай Викторович, Горбанев Аркадий Алексеевич, Бобков Петр Александрович, Луценко Владислав Анатольевич, Лещенко Александр Иванович, Жучков Сергей Михайлович, Колосов Борис Николаевич, Маточкин Виктор Аркадьевич, Кириленко Олег Михайлович, Анелькин Николай Иванович
МПК: C21D 1/00, B21B 45/00
Метки: технологический, участок, сортопрокатного, стана
Текст:
...давления в цилиндрической части. При повышении давления охладителя соответственно повышается температура кипения жидкости. В результате этого затрудняется образование паровой рубашки на поверхности проката и, следовательно, интенсифицируется теплоотдача от горячего проката к охлаждающей жидкости. Кроме этого, рабочая камера 5 со сложным профилем рабочего пространства способствует меньшему расходу воды за счет повышения коэффициента...
Устройство для продольного разделения раската при многоручьевой прокатке
Номер патента: U 2228
Опубликовано: 30.09.2005
Авторы: Санок Эдуард Альбинович, Маточкин Виктор Аркадьевич, Бондаренко Александр Николаевич, Андрианов Николай Викторович, Муриков Максим Анатольевич, Бобренок Геннадий Людвигович, Бобков Петр Александрович, Белобородов Александр Витальевич, Анелькин Николай Иванович, Кириленко Олег Михайлович, Роговцов Александр Валерьевич
МПК: B21H 1/02
Метки: прокатке, разделения, раската, продольного, многоручьевой, устройство
Текст:
...качества поверхности готового профиля двух центральных раскатов. Решение поставленной задачи обеспечивается тем, что устройство для продольного разделения раската при многоручьевой прокатке содержит рабочую клеть, включающую станину с привалковым брусом, установленным с выходной стороны клети рабочие валки,ручьи которых образуют калибр, для получения неразделенного многониточного раската кассету для продольного разделения раската с...
Блок клетей сортопрокатного стана
Номер патента: 12066
Опубликовано: 30.06.2009
Авторы: Бобков Петр Александрович, Лещенко Александр Иванович, Муриков Максим Анатольевич, Жучков Сергей Михайлович, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Луценко Владислав Анатольевич, Анелькин Николай Иванович
МПК: B21B 1/00
Метки: блок, сортопрокатного, стана, клетей
Текст:
...из функционального назначения заявляемого блока клетей сортопрокатного стана с учетом особенностей реализации процесса многоручьевой прокатки-разделения. Так, расстояния между плоскостями осей приводных рабочих валков и неприводных рабочих валков основной и дополнительной неприводных рабочих клетей, составляющие соответственно(0,40-0,50)в и (0,90-1,10)в, равно как и диаметры неприводных валков основной и дополнительной клетей, составляющие...
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Бобренок Геннадий Людвигович, Дышлевич Виктор Федорович, Стеблов Анвер Борисович, Асанов Валерий Николаевич, Жучков Сергей Михайлович, Сокиркин Сергей Николаевич
МПК: B21H 1/02
Метки: заготовок, многоручьевой, устройство, прокатки, сортовых
Текст:
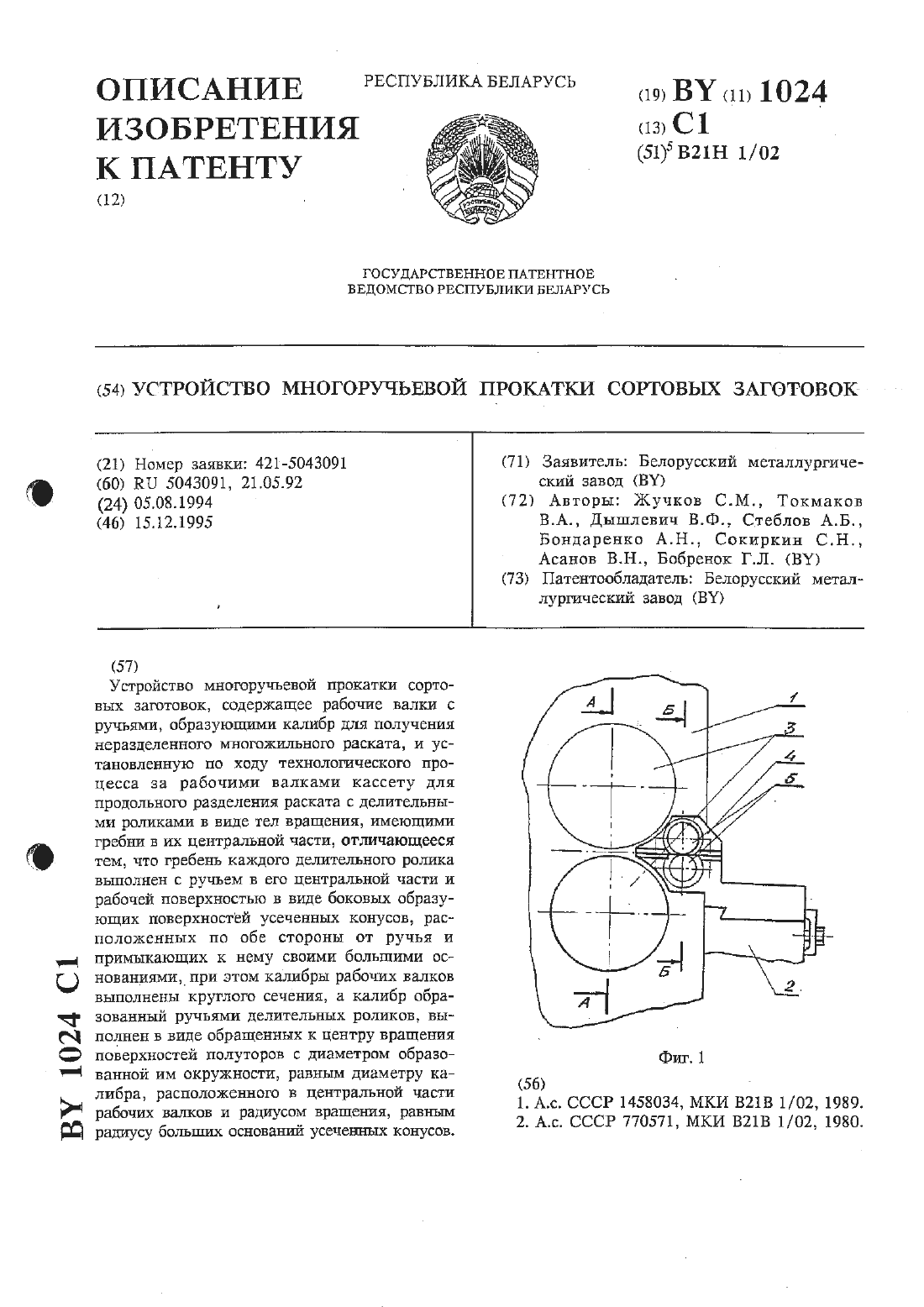
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Устройство многоручьевой прокатки сортового проката
Номер патента: 6724
Опубликовано: 30.12.2004
Авторы: Курбатов Геннадий Александрович, Тищенко Владимир Андреевич, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Бобренок Геннадий Людвигович, Филиппов Вадим Владимирович, Жучков Сергей Михайлович, Шевченко Александр Данилович
МПК: B21B 1/02
Метки: сортового, многоручьевой, прокатки, проката, устройство
Текст:
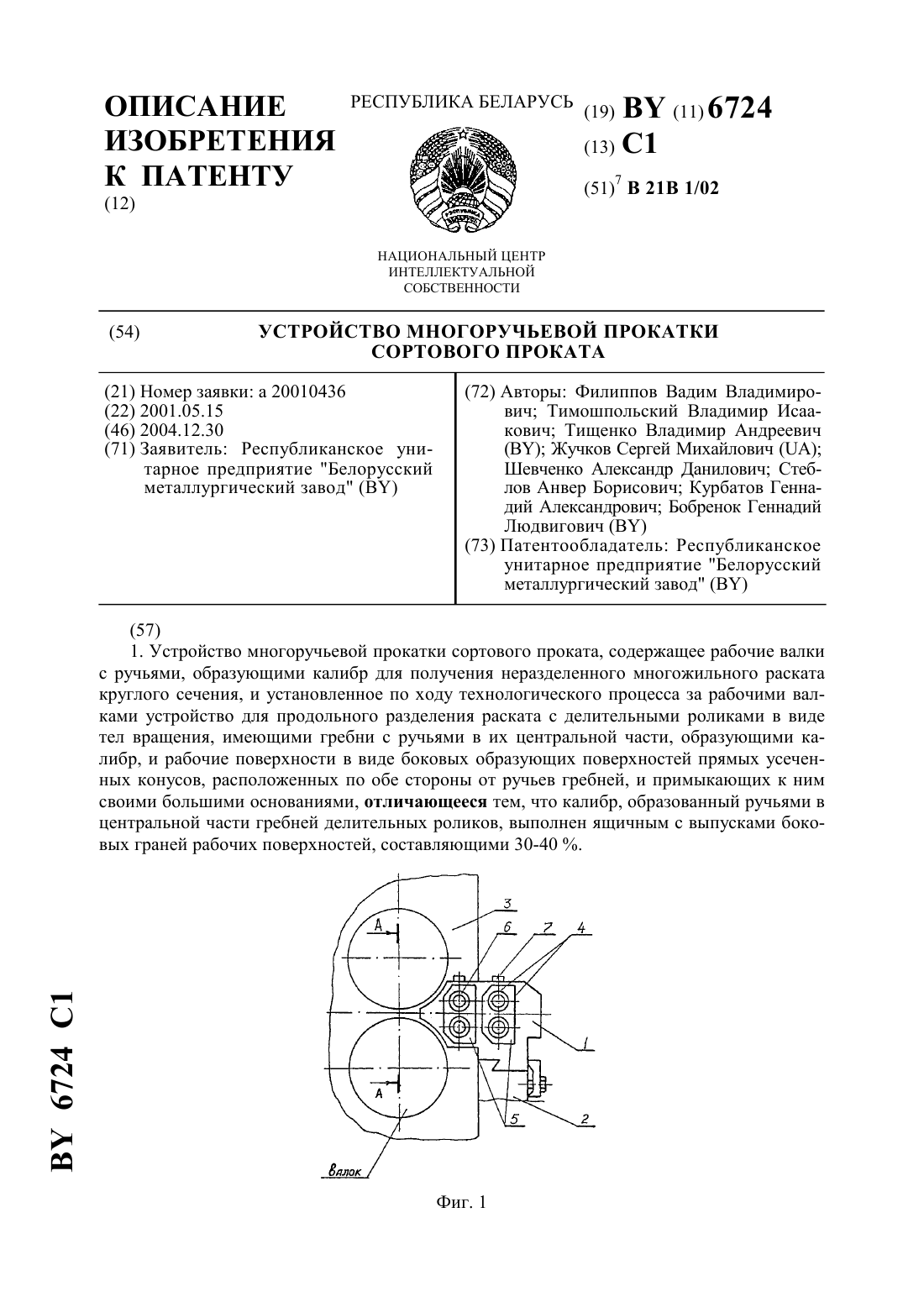
...для продольного разделения раската состоит из рабочей клети, содержащей станину 1 с привалковым брусом 2, установленным с выходной стороны клети, рабочие валки 3 и устройство 4 для продольного разделения раската, установленное на привалковом брусе 2 (фиг. 1). Ручьи рабочих валков 3, образуют калибр для получения неразделенного многожильного (строенного) раската круглого сечения (фиг. 2.). Кассета 4 для продольного разделения раската содержит...
Предыдущий патент: Способ обработки волокнистых материалов
Следующий патент: Кристаллизатор для непрерывно-циклического литья намораживанием
Случайный патент: Способ создания кавитирующей струи жидкости