Мелкосортный проволочный стан
Номер патента: U 3387
Опубликовано: 28.02.2007
Авторы: Андрианов Николай Викторович, Веденеев Александр Владимирович, Воронов Николай Васильевич, Худолей Юрий Леонидович, Анелькин Николай Иванович, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Трусова Ирина Александровна, Муриков Максим Анатольевич
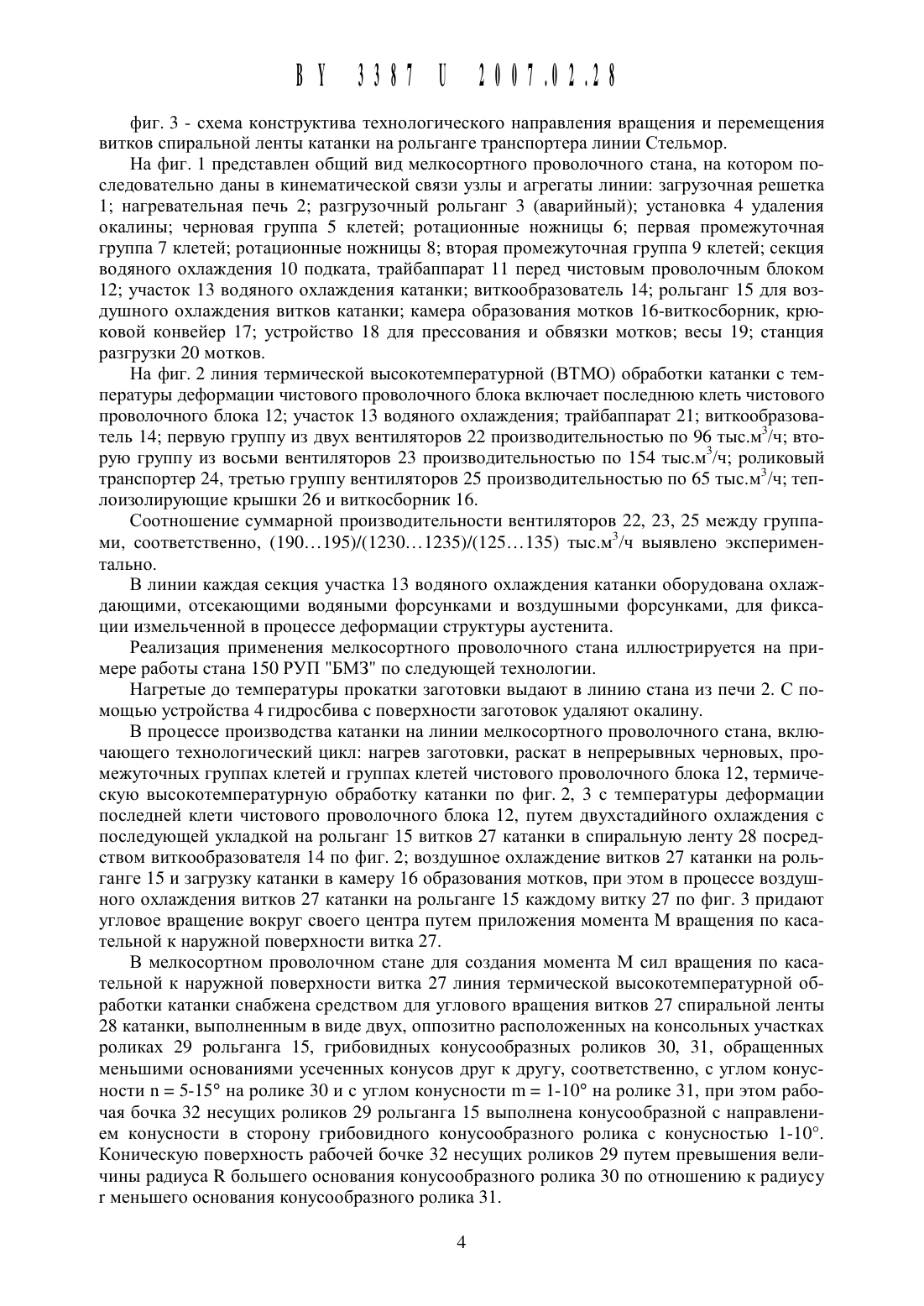
Текст
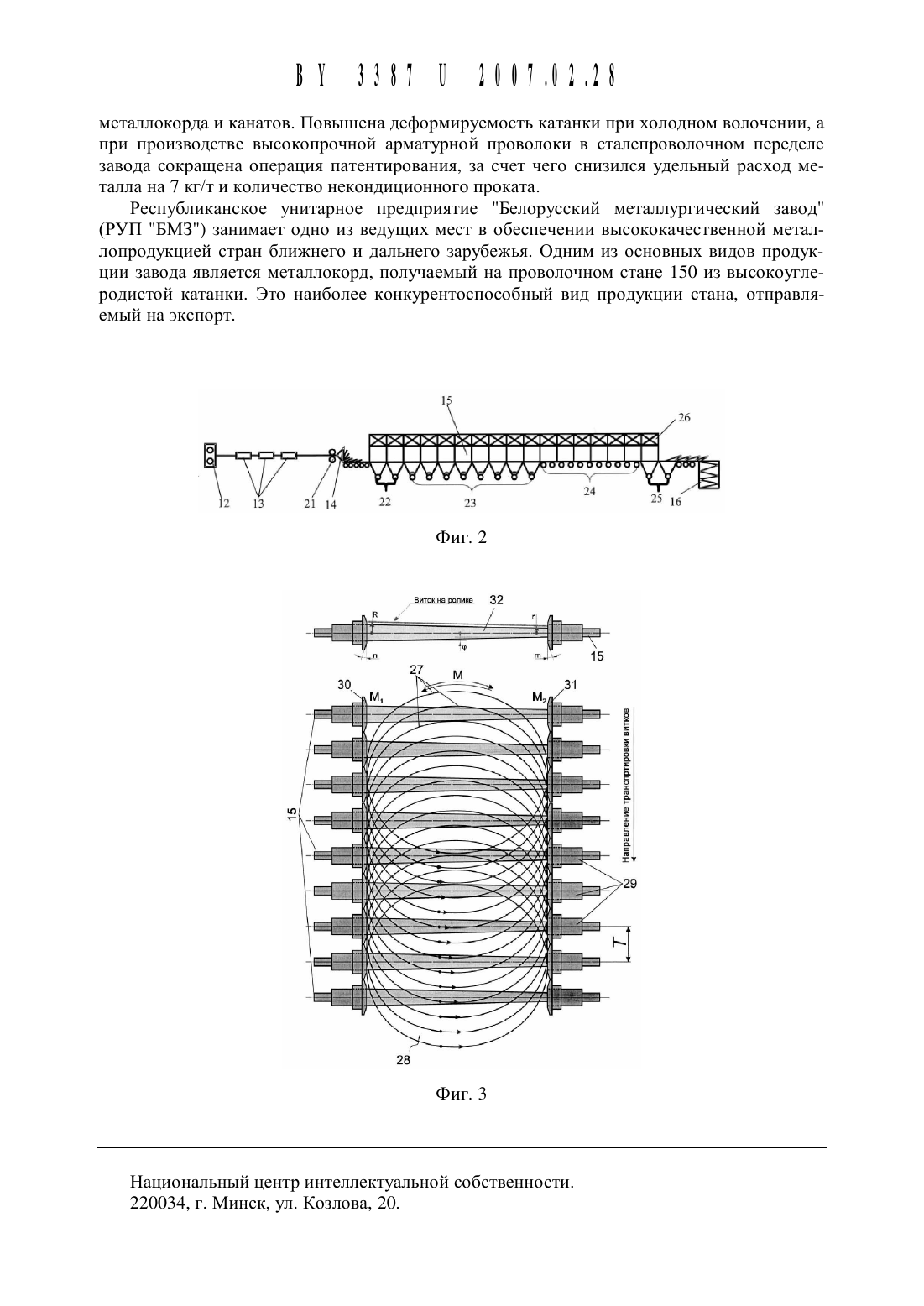
Полезная модель относится к прокатному производству, в частности к технологии прокатки заготовок и мелкосортных профилей, преимущественно круглого и квадратного сечений, из слитков, полученных непрерывной разливкой, преимущественно легированных сталей с ограниченным ресурсом пластичности при низких температурах - инструментальных сталей и других, и может быть использована на мелкосортных прокатных станах.В мировой практике производства катанки работают современные проволочные и мелкосортно-проволочные станы, рассчитанные на прокатку заготовок сечением 100100200200 мм со скоростью до 100 м/с. Катанка производится в мотках массой 1,5. . .2,0 т.Улучшение качества металлопродукции, повышение эффективности ее производства и потребления являются основными направлениями развития промышленности во всех странах.Катанка является основным сырьем для метизного производства. Она используется для изготовления металлокорда, используемого для изготовления шин грузовых и легковых автомобилей, стальных канатов, применяемых в различных отраслях промь 1 шленности, крепежных изделий, проволоки различного назначения, пружин, струн и других изделий. Производимые на проволочных станах арматурные профили применяют для армирования железобетонных конструкций. Суммарный объем производства катанки, в том числе арматурной, на проволочных станах мира составляет около 50 млн. т в год, то есть 7. . .9 от общего объема производства готового проката.Развитие метизного производства диктует необходимость увеличения массы мотков катанки до 2,5. . . 3,0 т и улучшения ее качества - получения заданных свойств катанки различного назначения и марок сталей, повышения равномерности свойств и структуры,уменьшения отклонений размеров катанки, снижения количества окалины на поверхности катанки и исключения образования поверхностных дефектов.Известен мелкосортный проволочный стан 150 МакМК диаметром 5,5. . . 12 из углеродистых и низколегированных сталей в мотках массой до 2 т из заготовок 150150 мм длиной 910 м. Работа линии включает нагрев непрерывно-литой заготовки в нагревательной печи, непрерывную прокатку в черновых, промежуточных и чистовых группах клетей, протягивание через линию водяного охлаждения, термическую вь 1 сокотемпературную обработку катанки с температуры деформации последней клети чистового проволочного блока, путем двухстадийного водяного охлаждения с последующей укладкой на рольганг витков катанки в спиральную ленту воздушное охлаждение витков катанки на рольганге и загрузку катанки в камеру образования мотков 1.Недостатком известного мелкосортного проволочного стана является прокатка по двухниточной схеме в первой и промежуточной группах клетей прокатку производят в две нитки, далее - в одну, в связи с этим наблюдается необоснованное требование наличия значительных производственных площадей и дискретный разброс равномерности свойств и микроструктуры катанки по длине мотка.В качестве прототипа принята конструкция мелкосортного проволочного стана, включающего нагревательную печь, непрерывные черновые, промежуточные группы клетей и группу чистового проволочного блока клетей, виткообразователь, линию термической вь 1 сокотемпературной обработки катанки двухстадийного охлаждения на рольганге с прокатного нагрева, трайбаппараты и камеру образования мотков 2.Работа прототипа характеризуется тем, что производство катанки организовано по однониточной технологии, а термическую высокотемпературную обработку катанки осуществляют по технологии Стелмор, применяемую на большинстве современных проволочных станов, которая включает охлаждение катанки водой после выхода из чистового блока (1-я стадия) и воздухом в витках, разложенных на рольганге транспортера (2-я стадия). В зависимости от марки стали и требуемых свойств и структуры готовой катанки ее витки охлаждают на рольганге ускоренно вентиляторным воздухом или замедленно под теплоизолирующими крышками при отключенных вентиляторах и пониженной скорости роликового транспортера.Недостаток прототипа проявляется в следующем. Несмотря на то что на рольганге транспортера витков осуществляют воздушное охлаждение спиральной ленты углеродистой катанки при скорости охлаждения около 10 С/с, что в 2 раза выше, чем при охлаждении в спокойном воздухе, на участках наложения друг на друга витков в спиральной ленте наблюдается снижение скорости охлаждения. Снижение скорости охлаждения приводит к отклонению сорбитообразной микроструктуры до скрытопластинчатого перлита,что проявляется в разбросе средней величины коэффициента вариации временного сопротивления разрыву св по сечению в зоне перекрытия витков и ухудшает прочностные показатели, например, металлокордовой нити, а именно повышает ее склонность к излому при знакопеременных нагрузках в автомобильной шине.В основу полезной модели поставлена задача улучшения качества металлопродукции с учетом особенностей процесса непрерывной высокоскоростной прокатки и после деформационного охлаждения, т.е. задача состоит в регламентации микроструктуры непрерывного мотка углеродистой катанки по длине и снижении обрывности при производстве из катанки метиза, например, металлокордовой нити.Решение поставленной задачи достигается тем, что в конструкции мелкосортного проволочного стана, включающего нагревательную печь, непрерывные черновые, промежуточные группы клетей и группу чистового проволочного блока клетей, виткообразователь,линию термической высокотемпературной обработки катанки двухстадийного охлаждения на рольганге с прокатного нагрева, трайбаппараты и камеру образования мотков, согласно полезной модели, линия термической высокотемпературной обработки катанки снабжена средством для углового вращения витков спиральной ленты катанки, вь 1 полненным в виде двух, оппозитно расположенных на консольных участках роликах рольганга,грибовидных конусообразных роликов, обращенных меньшими основаниями конусов друг к другу, соответственно, с углами конусности 5-15 и 1-1 О, при этом рабочая бочка несущих роликов рольганга выполнена конусообразной с направлением конусности в сторону грибовидного конусообразного ролика с конусностью 1-1 О.В конструкции мелкосортного проволочного стана в линии термической вь 1 сокотемпературной обработки катанки грибовидный конусообразный ролик с углом конусности 5-15 выполнен с возможностью осевого перемещения.Технический результат, достигаемый при использовании изобретения, состоит в повышении качества получаемого из катанки метиза за счет исключения трещинообразования на поверхности метиза.Сравнение с известным уровнем техники и прототипом показывает, что заявляемый объект для производства катанки отличается тем, что в процессе воздушного охлаждения витков катанки на рольганге каждому витку придают угловое вращение вокруг своего центра путем приложения момента вращения по касательной к наружной поверхности витка, следовательно, заявленный объект соответствует критериям изобретения неочевидность и новизна.Полезная модель поясняется чертежом.Фиг. 1 - схематично изображен общий вид мелкосортного проволочного станафиг. 2 - вид линии термической высокотемпературной (ВТМО) обработки катанки с температуры деформации чистового проволочного блокафиг. 3 - схема конструктива технологического направления вращения И перемещения витков спиральной ленты катанки на рольганге транспортера линии Стельмор.На фиг. 1 представлен общий вид мелкосортного проволочного стана, на котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3 (аварийный) установка 4 удаления окалины черновая группа 5 клетей ротационные ножницы 6 первая промежуточная группа 7 клетей ротационные ножницы 8 вторая промежуточная группа 9 клетей секция водяного охлаждения 10 подката, трайбаппарат 11 перед чистовь 1 м проволочным блоком 12 участок 13 водяного охлаждения катанки виткообразователь 14 рольганг 15 для воздушного охлаждения витков катанки камера образования мотков 16-виткосборник, крюковой конвейер 17 устройство 18 для прессования и обвязки мотков весы 19 станция разгрузки 20 мотков.На фиг. 2 линия термической высокотемпературной (ВТМО) обработки катанки с температуры деформации чистового проволочного блока включает последнюю клеть чистового проволочного блока 12 участок 13 водяного охлаждения трайбаппарат 21 виткообразователь 14 первую группу из двух вентиляторов 22 производительностью по 96 тыс.м 3/ч вторую группу из восьми вентиляторов 23 производительностью по 154 тыс.м 3/ч роликовый транспортер 24, третью группу вентиляторов 25 производительностью по 65 тыс.м 3/ч теплоизолирующие крышки 26 и виткосборник 16.Соотношение суммарной производительности вентиляторов 22, 23, 25 между группами, соответственно, (190195)/(12301235)/(125135) тыс.м 3/ч выявлено экспериментально.В линии каждая секция участка 13 водяного охлаждения катанки оборудована охлаждающими, отсекающими водяными форсунками и воздушными форсунками, для фиксации измельченной в процессе деформации структуры аустенита.Реализация применения мелкосортного проволочного стана иллюстрируется на примере работы стана 150 РУП БМЗ по следующей технологии.Нагретые до температуры прокатки заготовки выдают в линию стана из печи 2. С помощью устройства 4 гидросбива с поверхности заготовок удаляют окалину.В процессе производства катанки на линии мелкосортного проволочного стана, включающего технологический цикл нагрев заготовки, раскат в непрерывных черновых, промежуточных группах клетей и группах клетей чистового проволочного блока 12, термическую высокотемпературную обработку катанки по фиг. 2, 3 с температуры деформации последней клети чистового проволочного блока 12, путем двухстадийного охлаждения с последующей укладкой на рольганг 15 витков 27 катанки в спиральную ленту 28 посредством виткообразователя 14 по фиг. 2 воздушное охлаждение витков 27 катанки на рольганге 15 и загрузку катанки в камеру 16 образования мотков, при этом в процессе воздушного охлаждения витков 27 катанки на рольганге 15 каждому витку 27 по фиг. 3 придают угловое вращение вокруг своего центра путем приложения момента М вращения по касательной к наружной поверхности витка 27.В мелкосортном проволочном стане для создания момента М сил вращения по касательной к наружной поверхности витка 27 линия термической высокотемпературной обработки катанки снабжена средством для углового вращения витков 27 спиральной ленты 28 катанки, выполненным в виде двух, оппозитно расположенных на консольных участках роликах 29 рольганга 15, грибовидных конусообразных роликов 30, 31, обращенных меньшими основаниями усеченных конусов друг к другу, соответственно, с углом конусности п 5-15 на ролике 30 и с углом конусности ш 1-10 на ролике 31, при этом рабочая бочка 32 несущих роликов 29 рольганга 15 выполнена конусообразной с направлением конусности в сторону грибовидного конусообразного ролика с конусностью 1-1 О. Коническую поверхность рабочей бочке 32 несущих роликов 29 путем превышения величины радиуса К большего основания конусообразного ролика 30 по отношению к радиусу г меньшего основания конусообразного ролика 31.Виткообразователь 14 укладывает ленту 28 на рольганг 15 так, чтобы диаметральные участки витков 27 витки катанки опирались на конические поверхности грибовидных конусообразных роликов 30, 31 и коническую поверхность рабочей бочки 32 несущих роликов 29.Процесс перемещения спиральной ленты 28 катанки 27 по рольгангу 15 происходит путем вращения от привода несущих роликов с конической поверхностью рабочей бочки 32 и грибовидных конусообразных роликов 30, 31. Вследствие конусообразной геометрии грибовидных конусообразных роликов 30, 31 и рабочей бочки 32 линейные скорости опорных диаметрально противоположных участков витков 27, контактируемых с роликами 30, 31 и рабочей бочкой 32, будут различны по величине. Наличие разных по величине линейных скоростей, воздействующих на диаметрально противоположные витки 27, приводит к возникновению момента сил М углового вращения витков 27, равного сумме абсолютных значений моментов сил М 1 и М 2, т.е. М М 1 М 2.Для увеличения контраста линейных скоростей вращения на образующей поверхности несущих роликов 29 и возможности регулировок для протягивания катанки разного типоразмера грибовидный конусообразный ролик 30 с углом конусности 5-15 выполнен с возможностью осевого перемещения.Оптимально значение углов конусности грибовидных конусообразных роликов 30, 31 и угла конусности рабочей бочки 32 выявлены экспериментально. Запредельные значения упомянутых углов конусности не позволяют достигнуть гарантированного углоповорота витков 27 на угол не менее 45-360 для исключения пятнистости микроструктуры по длине витка 27 и, следовательно, улучшения качества катанки.При воздушном охлаждении витков 27 катанки на рольганге 15 суммирующий момент углового вращения М М 1 М 2, причем моменты М 1 и М углового вращения к наружной поверхности витка прикладывают по касательной в двух диаметральных зонах витка 27.Для гарантированной возможности углоповорота витка 27 момент М 1 и М 2 углового вращения по касательной к наружной поверхности витка в двух диаметральных зонах витка 27 прикладывают с рассогласованием величины усилий моментов М 1 и М 2 вращения.При воздушном охлаждении витков 27 катанки на рольганге 15 каждый виток 27 вращают вокруг своего центра дискретно с шагом Т, равным шагу Т рольганга 15.Упомянутые выше режимы углового вращения витка 27 могут быть использованы как одновременно, так и в любом их сочетании в зависимости от марочника кордовой стали,режимов прокатки и заданного типоразмера, например, кордовой проволоки.После контроля и зачистки дефектов заготовки сечением 125 Х 125 мм и длиной 12 м,массой до 1,5 т подают в нагревательную печь 2 стана 150.Нагревательная печь 2 с шагающим подом имеет пять зон регулирования теплового режима, температура подогрева воздуха - до 530 С.Прокатку осуществляют в черновой, первой и второй промежуточных, соответственно, группах 5, 7, 9 клетей и чистовом проволочном блоке 12 клетей. После каждой группы 5, 7 клетей установлены ротационные ножницы 6, 9 для удаления концов раскатов, а в случае необходимости - аварийной порезки раскатов на мерные длины.Перед прокаткой в чистовом проволочном блоке 12 раскат охлаждают до температуры 950 С в секциях 10 водяного охлаждения. Транспортировку раската к блоку 12 и разворот его на 180 осуществляют с помощью двух трайбаппаратов 11.Чистовой проволочный блок 12 состоит из десяти клетей.После прокатки в чистовом блоке 12 катанку охлаждают в линии вь 1 сокотемпературной обработки двухстадийного охлаждения с прокатного нагрева в блоке 12.После участка 13 водяного охлаждения (первая стадия) с помощью виткообразователя 14 катанку 27 в виде плоской спирали 28 укладывают на роликовый транспортер 24 роль 5
МПК / Метки
МПК: B21B 1/00
Метки: проволочный, стан, мелкосортный
Код ссылки
<a href="https://by.patents.su/8-u3387-melkosortnyjj-provolochnyjj-stan.html" rel="bookmark" title="База патентов Беларуси">Мелкосортный проволочный стан</a>
Проволочный стан горячей прокатки
Номер патента: U 1356
Опубликовано: 30.06.2004
Авторы: Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Маточкин Виктор Аркадьевич, Эндерс Владимир Владимирович, Мандель Николай Львович, Стеблов Анвер Борисович, Анисович Геннадий Анатольевич, Жданок Сергей Александрович, Трусова Ирина Александровна, Хлебцевич Всеволод Алексеевич, Бондаренко Александр Николаевич, Тищенко Владимир Андреевич
МПК: B21B 1/02
Метки: прокатки, стан, проволочный, горячей
Текст:
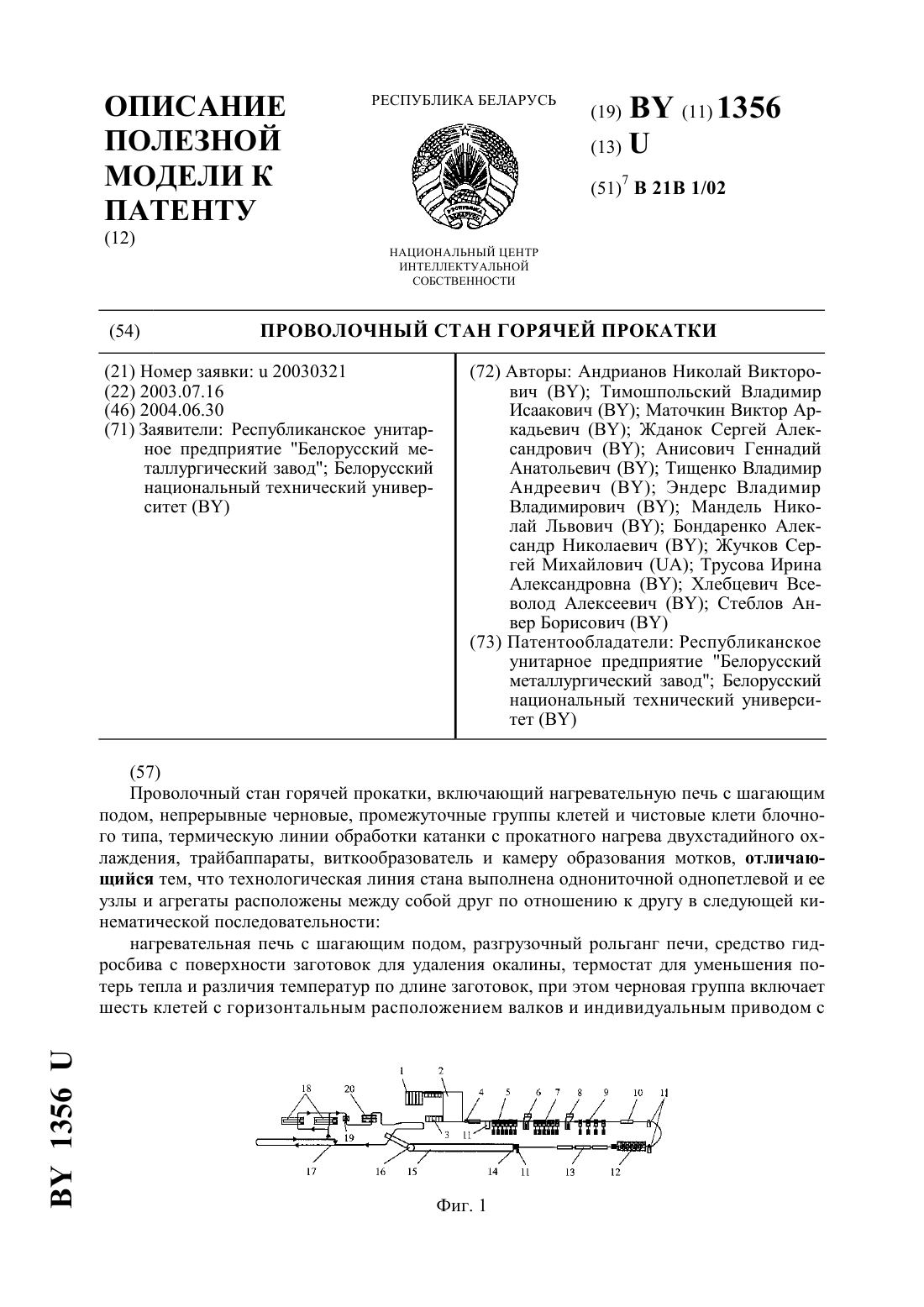
...смонтированы крюковой конвейер, камера образования мотков и средство для прессования и обвязки мотков. Полезная модель поясняется чертежом, где фиг. 1 - схематично изображен общий вид устройства фиг. 2 - схематично изображен общий вид черновой группы клетей. На фиг. 1 приведено устройство, в котором последовательно даны в кинематической связи узлы и агрегаты линии загрузочная решетка 1 нагревательная печь 2 разгрузочный рольганг 3...
Сортопроволочный стан
Номер патента: U 1351
Опубликовано: 30.06.2004
Авторы: Жучков Сергей Михайлович, Мандель Николай Львович, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Жданок Сергей Александрович
МПК: B21B 1/02
Метки: сортопроволочный, стан
Текст:
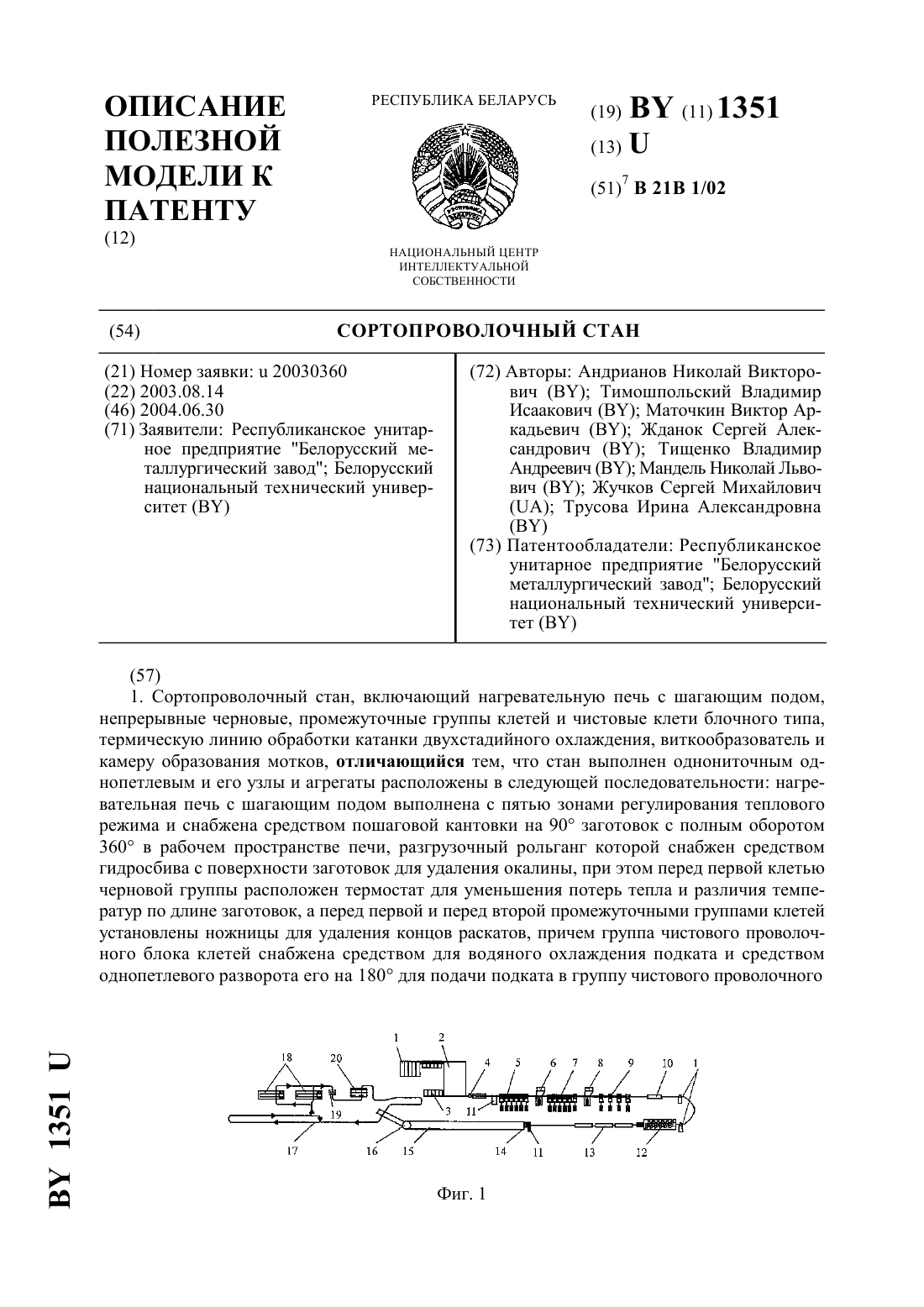
...проволочным блоком 12 трайбаппарат 11 чистовой проволочный блок 12 участок водяного охлаждения 13 катанки виткообразователь 14 рольганг для воздушного охлаждения 15 витков катанки камера образования мотков 16 крюковой конвейер 17 устройство 18 для прессования и обвязки мотков весы 19 станция разгрузки 20 мотков. По фиг. 2 линия термической высокотемпературной (ВТМО) обработки катанки с температуры деформации чистового проволочного блока...
Способ производства проволоки для металлокорда и волочильный стан для обработки передельной заготовки для производства металлокорда
Номер патента: 1388
Опубликовано: 16.09.1996
Авторы: Березуев А. И., Пикулин В. А., Бирюков Б. А., Абросимов В. П., Фетисов В. П., Алексеев Ю. Г., Редреев Л. И.
Метки: передельной, способ, производства, проволоки, заготовки, волочильный, металлокорда, обработки, стан
Текст:
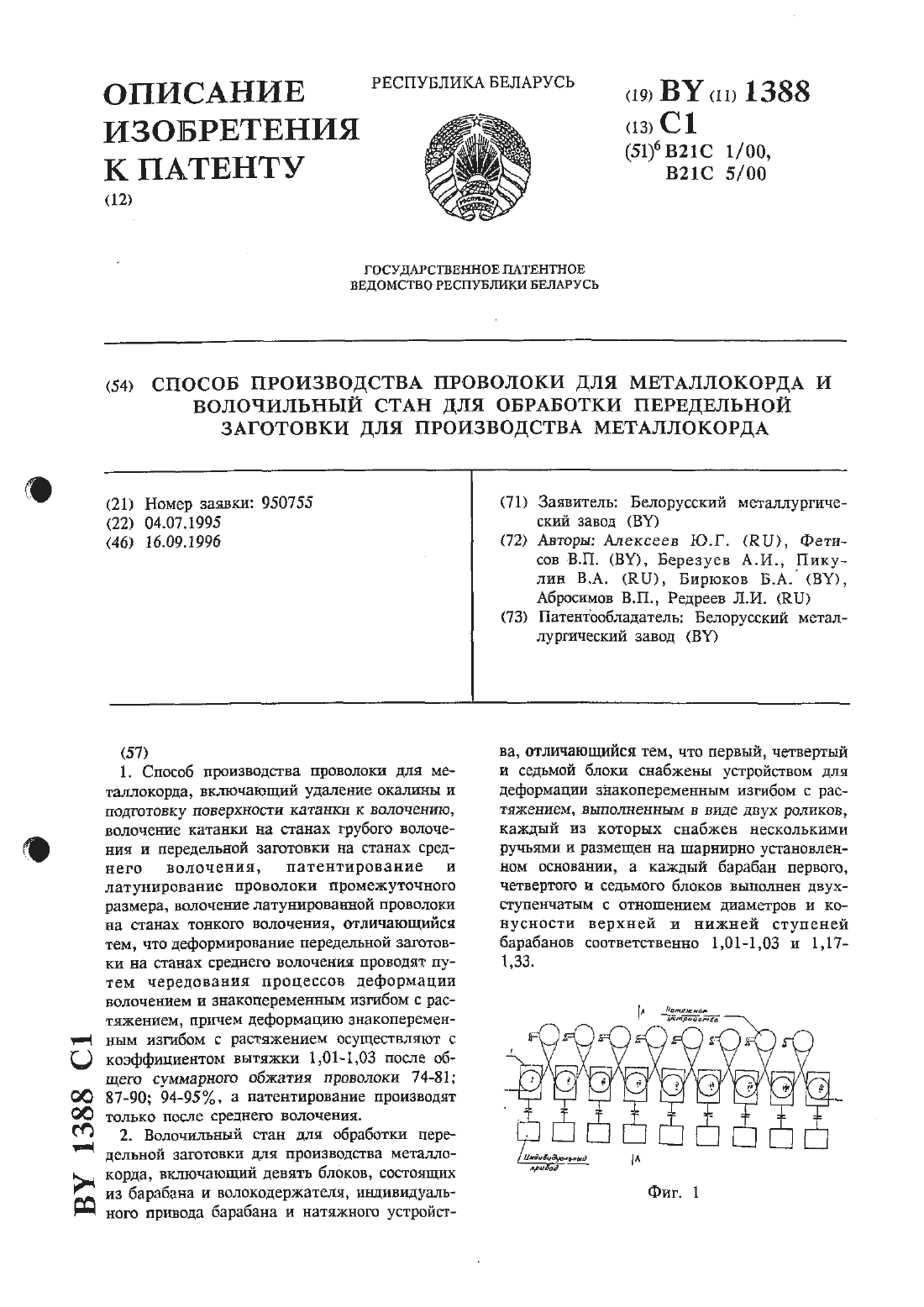
...СТЗЛИ, ОСПУСЛОВДиаметр Прирост удельного объема проволо катанки диам.5,5 мм, холодиодеформированнои ки мм п-оволоки3. ленное повышением плотности дефектов кристаллической решетки. Дальнейшее увеличение обжатия до 91,5 сопровождается резким приростом удельного объема с 0,4 до 1,2, что свидетельствует об интенсивном зарождении микротрещин. С учетом возможной неоднородности микроструктуры катанки, обусловленной ликвацией химических...
Охлаждающий участок линии проволочного стана
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Токмаков Вадим Анатольевич, Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Сокиркин Сергей Николаевич, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Жучков Сергей Михайлович
МПК: B21B 45/02
Метки: стана, участок, проволочного, охлаждающий, линии
Текст:
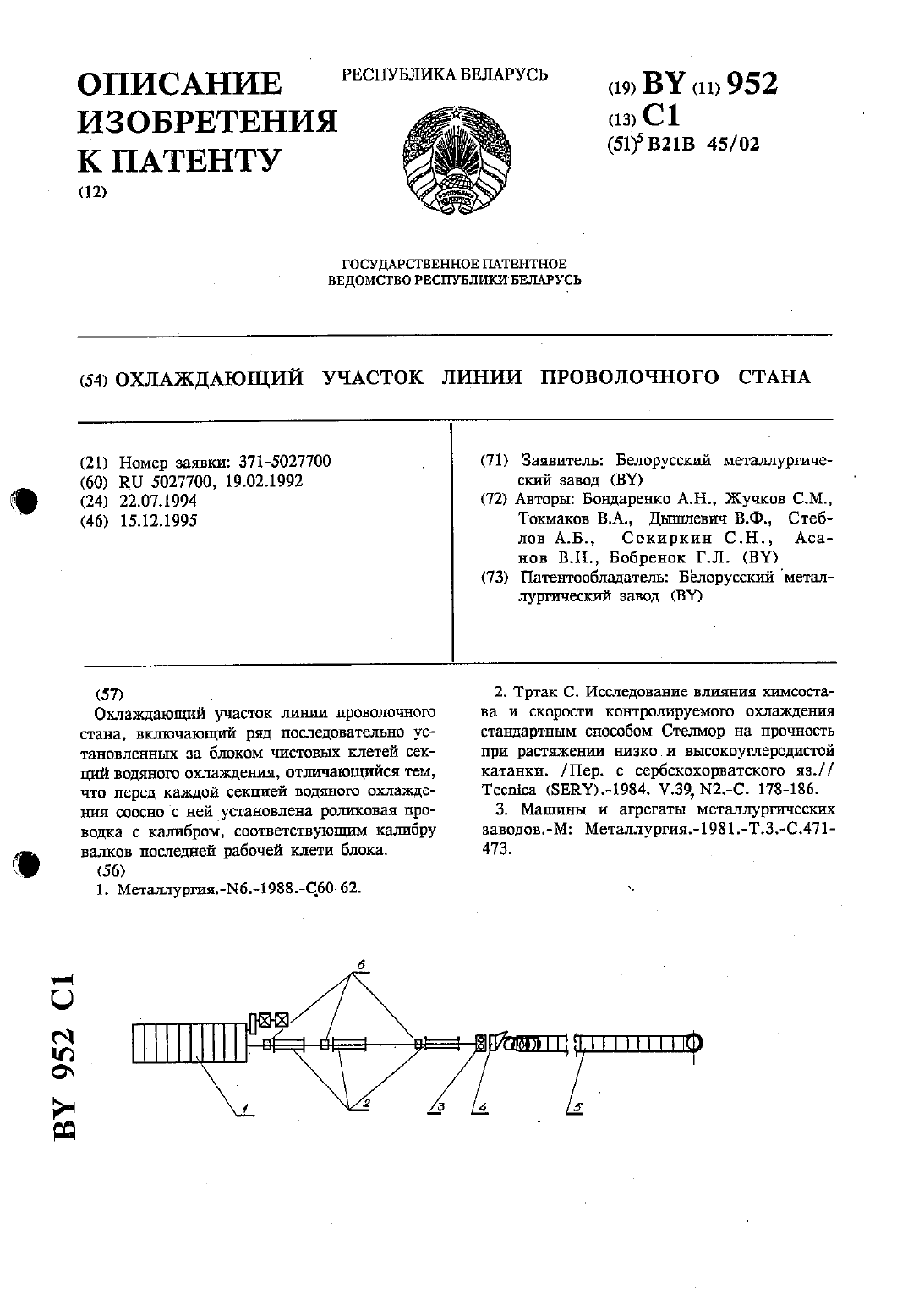
...задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО...
Проволочный трос для армирования резиновых изделий
Номер патента: 3651
Опубликовано: 30.12.2000
Автор: undefined
Метки: резиновых, трос, изделий, проволочный, армирования
Текст:
...что там образуется полость, ограниченная окружающими сердцевинную нить проволочными нитями. В эту полость может при вулканизации проникнуть каучуковая смесь, что обеспечивает особенно хорошее сцепление проволочного троса с армируемым резиновым изделием. В предпочтительном выполнении изобретения сердцевинная нить состоит из невытянутого алифатического полиамида, преимущественно из невытянутого нейлона. Невытянутый алифатический полиамид, в...
Предыдущий патент: Машина непрерывного литья заготовок
Следующий патент: Электропривод для инвалидных колясок на основе фрикционной передачи саморегулирующейся в зависимости от передаваемого крутящего момента
Случайный патент: Устройство для определения модуля упругости и твёрдости