Способ термической обработки металла в колодце
Номер патента: 12730
Опубликовано: 30.12.2009
Авторы: Старолавников Петр Максимович, Маточкин Виктор Аркадьевич, Манцевич Александр Васильевич, Соловьев Михаил Андреевич, Андрианов Николай Викторович, Анелькин Николай Иванович, Стриевич Сергей Михайлович
Текст
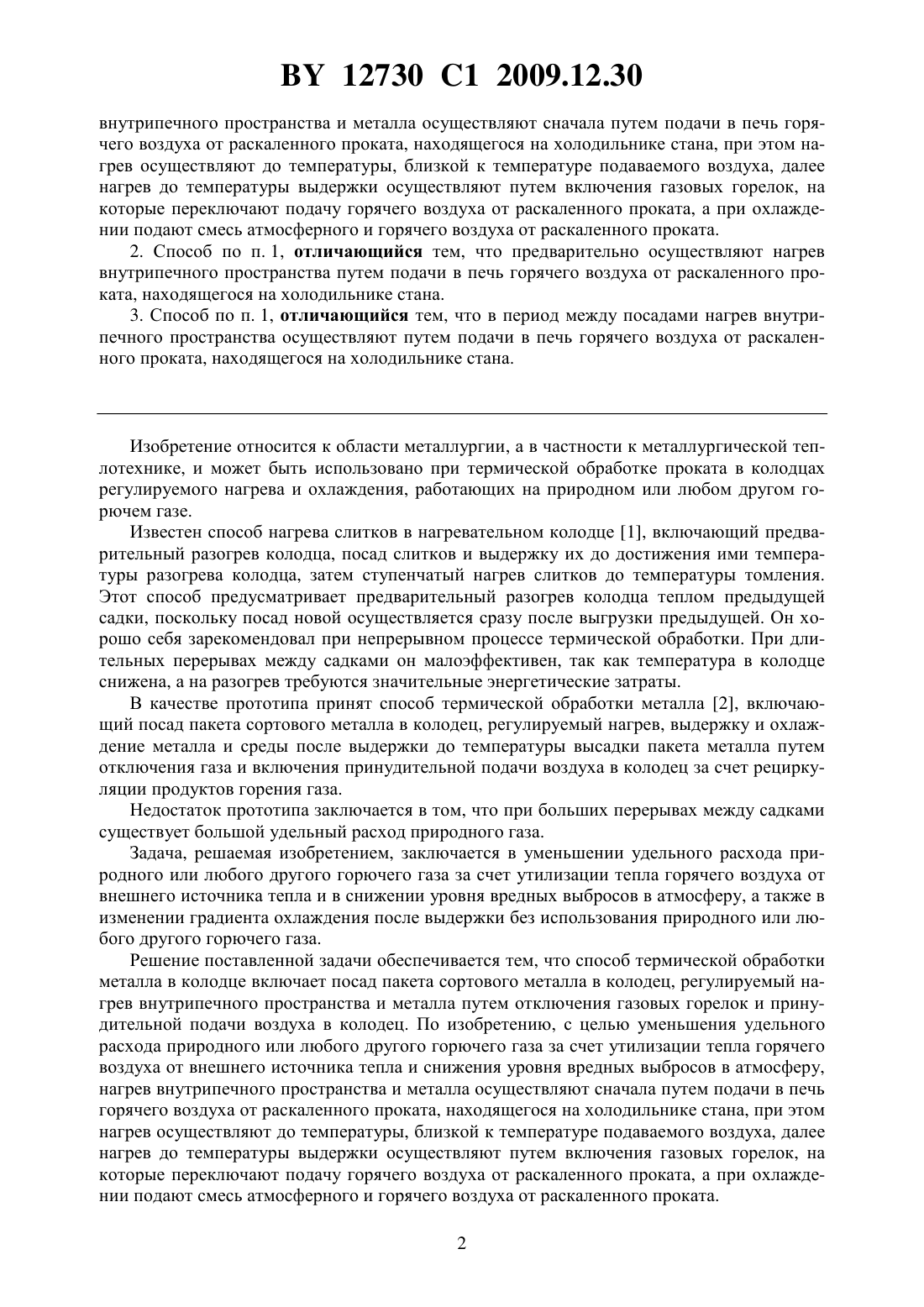
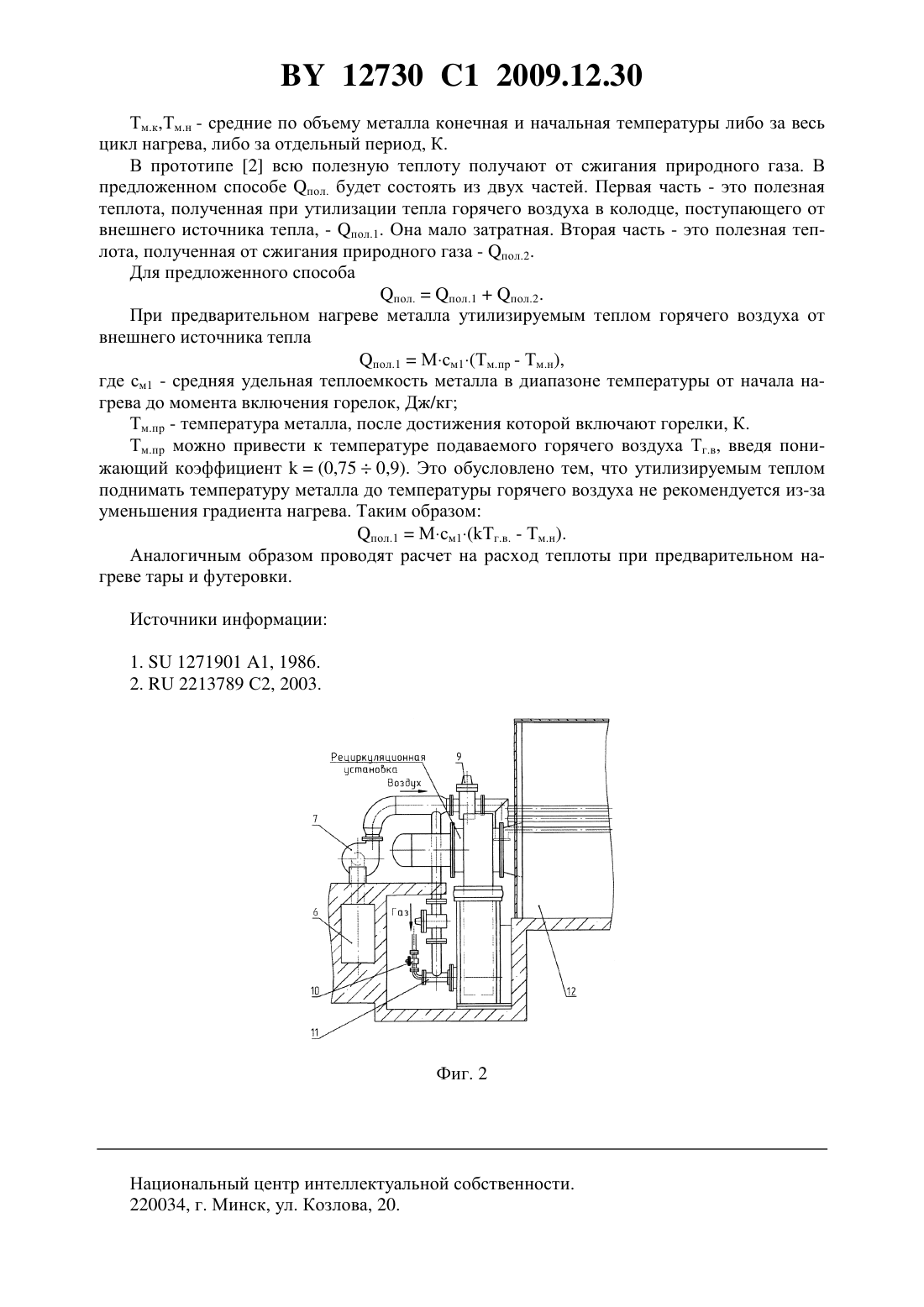
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА В КОЛОДЦЕ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Старолавников Петр Максимович Соловьев Михаил Андреевич Андрианов Николай Викторович Маточкин Виктор Аркадьевич Манцевич Александр Васильевич Стриевич Сергей Михайлович Анелькин Николай Иванович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(56)2213789 2, 2003. СЕМЕНЕНКО Н.А. Вторичные энергетические ресурсы промышленности. М., Ленинград ГЭИ, 1951. - . 147149. ГОЛЬСТРЕМ В.А. и др. Справочник по экономии топливно-энергетических ресурсов. - Киев Техника, 1985. - . 127, 212-213.2145036 1, 2000.2051314 1, 1995.(57) 1. Способ термической обработки металла в колодце, включающий посад пакета сортового металла в колодец, регулируемый нагрев внутрипечного пространства и металла,выдержку, охлаждение внутрипечного пространства и металла путем отключения газовых горелок и принудительной подачи воздуха в колодец, отличающийся тем, что нагрев 12730 1 2009.12.30 внутрипечного пространства и металла осуществляют сначала путем подачи в печь горячего воздуха от раскаленного проката, находящегося на холодильнике стана, при этом нагрев осуществляют до температуры, близкой к температуре подаваемого воздуха, далее нагрев до температуры выдержки осуществляют путем включения газовых горелок, на которые переключают подачу горячего воздуха от раскаленного проката, а при охлаждении подают смесь атмосферного и горячего воздуха от раскаленного проката. 2. Способ по п. 1, отличающийся тем, что предварительно осуществляют нагрев внутрипечного пространства путем подачи в печь горячего воздуха от раскаленного проката, находящегося на холодильнике стана. 3. Способ по п. 1, отличающийся тем, что в период между посадами нагрев внутрипечного пространства осуществляют путем подачи в печь горячего воздуха от раскаленного проката, находящегося на холодильнике стана. Изобретение относится к области металлургии, а в частности к металлургической теплотехнике, и может быть использовано при термической обработке проката в колодцах регулируемого нагрева и охлаждения, работающих на природном или любом другом горючем газе. Известен способ нагрева слитков в нагревательном колодце 1, включающий предварительный разогрев колодца, посад слитков и выдержку их до достижения ими температуры разогрева колодца, затем ступенчатый нагрев слитков до температуры томления. Этот способ предусматривает предварительный разогрев колодца теплом предыдущей садки, поскольку посад новой осуществляется сразу после выгрузки предыдущей. Он хорошо себя зарекомендовал при непрерывном процессе термической обработки. При длительных перерывах между садками он малоэффективен, так как температура в колодце снижена, а на разогрев требуются значительные энергетические затраты. В качестве прототипа принят способ термической обработки металла 2, включающий посад пакета сортового металла в колодец, регулируемый нагрев, выдержку и охлаждение металла и среды после выдержки до температуры высадки пакета металла путем отключения газа и включения принудительной подачи воздуха в колодец за счет рециркуляции продуктов горения газа. Недостаток прототипа заключается в том, что при больших перерывах между садками существует большой удельный расход природного газа. Задача, решаемая изобретением, заключается в уменьшении удельного расхода природного или любого другого горючего газа за счет утилизации тепла горячего воздуха от внешнего источника тепла и в снижении уровня вредных выбросов в атмосферу, а также в изменении градиента охлаждения после выдержки без использования природного или любого другого горючего газа. Решение поставленной задачи обеспечивается тем, что способ термической обработки металла в колодце включает посад пакета сортового металла в колодец, регулируемый нагрев внутрипечного пространства и металла путем отключения газовых горелок и принудительной подачи воздуха в колодец. По изобретению, с целью уменьшения удельного расхода природного или любого другого горючего газа за счет утилизации тепла горячего воздуха от внешнего источника тепла и снижения уровня вредных выбросов в атмосферу,нагрев внутрипечного пространства и металла осуществляют сначала путем подачи в печь горячего воздуха от раскаленного проката, находящегося на холодильнике стана, при этом нагрев осуществляют до температуры, близкой к температуре подаваемого воздуха, далее нагрев до температуры выдержки осуществляют путем включения газовых горелок, на которые переключают подачу горячего воздуха от раскаленного проката, а при охлаждении подают смесь атмосферного и горячего воздуха от раскаленного проката. 2 12730 1 2009.12.30 С целью сокращения времени нахождения металла в колодцах, перед посадом предварительно осуществляют нагрев внутрипечного пространства путем подачи в печь горячего воздуха от раскаленного проката, находящегося на холодильнике стана, без использования природного или любого другого горючего газа. С целью сохранения температуры высадки проката в колодцах в период между посадами нагрев внутрипечного пространства осуществляют путем подачи в печь горячего воздуха от раскаленного проката, находящегося на холодильнике стана, без использования природного или любого другого горючего газа. Пример реализации данного способа. Горячий воздух конвекционного тепла от внешнего источника тепла, например от раскаленного проката, находящегося на холодильнике стана, подается в приточный канал и с помощью вентилятора направляется в печное пространство нагревательного колодца. Он подается до тех пор, пока температура среды не станет близкой к температуре подаваемого горячего воздуха. Посаженный металл здесь подогревается без подачи топлива в горелки. На этом этапе нет расхода газа, а нагрев среды и металла осуществляется утилизируемым теплом горячего воздуха от внешнего источника тепла. Без процесса горения, отсутствуют вредные выбросы. Дальнейший нагрев среды и металла осуществляется с помощью газовых горелок, в которые подаются природный или любой другой горючий газ и горячий воздух от раскаленных заготовок, находящихся на холодильнике стана. Температуру внутрипечного пространства и находящегося в нем металла повышают до температуры выдержки и делают выдержку. Из-за использования горячего воздуха в работе газовых горелок расход газа уменьшается. Для охлаждения металла после выдержки подачу газа на горелки прекращают. С помощью того же вентилятора и регулировочных клапанов во внутрипечное пространство подают воздушную смесь холодного воздуха из атмосферы и горячего от внешнего источника тепла в пропорциях, необходимых для соблюдения температурного режима охлаждения, пока температура среды и колодца не достигнет температуры высадки. Регулирующими клапанами обеспечивают необходимое соотношение холодного и горячего воздуха. Таким образом, устанавливают нужную температуру воздушной смеси, изменение которой меняет градиент охлаждения металла, что способствует более качественному управлению технологическим процессом. Изобретение поясняется чертежом, где на фиг. 1 показан план колодцев с системой подачи горячего и холодного воздуха на фиг. 2 показан фрагмент продольного разреза колодца. В исходном положении регулировочный клапан 8 закрыт, а 5 открыт. Горячий воздух от внешнего источника тепла (от сортового проката 1, движущегося по холодильнику 2) через зонд 3, воздуховод 4, регулировочный клапан 5, приточный канал 6 вентиляторами 7 подают в нагревательный колодец 12. При достижении металлом, находящимся в колодце,температуры, близкой к температуре поступающего горячего воздуха, клапан 9 закрывают, а регулятор расхода газа 10 открывают. Зажигают газовые горелки 11. После нагрева металла до необходимой температуры и выдержки доступ газа в горелку прекращают и клапан 9 открывают. Для охлаждения металла, находящегося в колодце, регулировочный клапан 8 открывают, а 5 частично прикрывают. При необходимости его можно полностью закрыть. Работа печей периодического действия, к которым относится предлагаемый колодец,характеризуется изменяющимся во времени тепловым режимом, и расход топлива изменяется по ходу нагрева. Расход теплоты только на нагрев металла составит пол.Мсм(Тм.к - Тм.н),где пол. - расход теплоты на нагрев металла или полезная теплота М - масса нагреваемого металла, кг см - средняя удельная теплоемкость металла, Дж/кг 12730 1 2009.12.30 Тм.к,Тм.н - средние по объему металла конечная и начальная температуры либо за весь цикл нагрева, либо за отдельный период, К. В прототипе 2 всю полезную теплоту получают от сжигания природного газа. В предложенном способе пол. будет состоять из двух частей. Первая часть - это полезная теплота, полученная при утилизации тепла горячего воздуха в колодце, поступающего от внешнего источника тепла, - пол.1. Она мало затратная. Вторая часть - это полезная теплота, полученная от сжигания природного газа - пол.2. Для предложенного способа пол.пол.1 пол.2. При предварительном нагреве металла утилизируемым теплом горячего воздуха от внешнего источника тепла пол.1 Мсм 1(Тм.пр - Тм.н),где см 1 - средняя удельная теплоемкость металла в диапазоне температуры от начала нагрева до момента включения горелок, Дж/кг Тм.пр - температура металла, после достижения которой включают горелки, К. Тм.пр можно привести к температуре подаваемого горячего воздуха Тг.в, введя понижающий коэффициент(0,750,9). Это обусловлено тем, что утилизируемым теплом поднимать температуру металла до температуры горячего воздуха не рекомендуется из-за уменьшения градиента нагрева. Таким образом пол.1 Мсм 1(Тг.в. - Тм.н). Аналогичным образом проводят расчет на расход теплоты при предварительном нагреве тары и футеровки. Источники информации 1.1271901 1, 1986. 2.2213789 С 2, 2003. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C21D 9/70
Метки: обработки, термической, способ, металла, колодце
Код ссылки
<a href="https://by.patents.su/4-12730-sposob-termicheskojj-obrabotki-metalla-v-kolodce.html" rel="bookmark" title="База патентов Беларуси">Способ термической обработки металла в колодце</a>
Способ термической обработки металла в колодцах
Номер патента: 7335
Опубликовано: 30.09.2005
Авторы: Тищенко Владимир Андреевич, Филиппов Вадим Владимирович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Трусова Ирина Александровна, Тимофеев Виктор Спиридонович, Анисович Геннадий Анатольевич, Хлебцевич Всеволод Алексеевич
МПК: C21D 9/70
Метки: обработки, металла, способ, колодцах, термической
Текст:
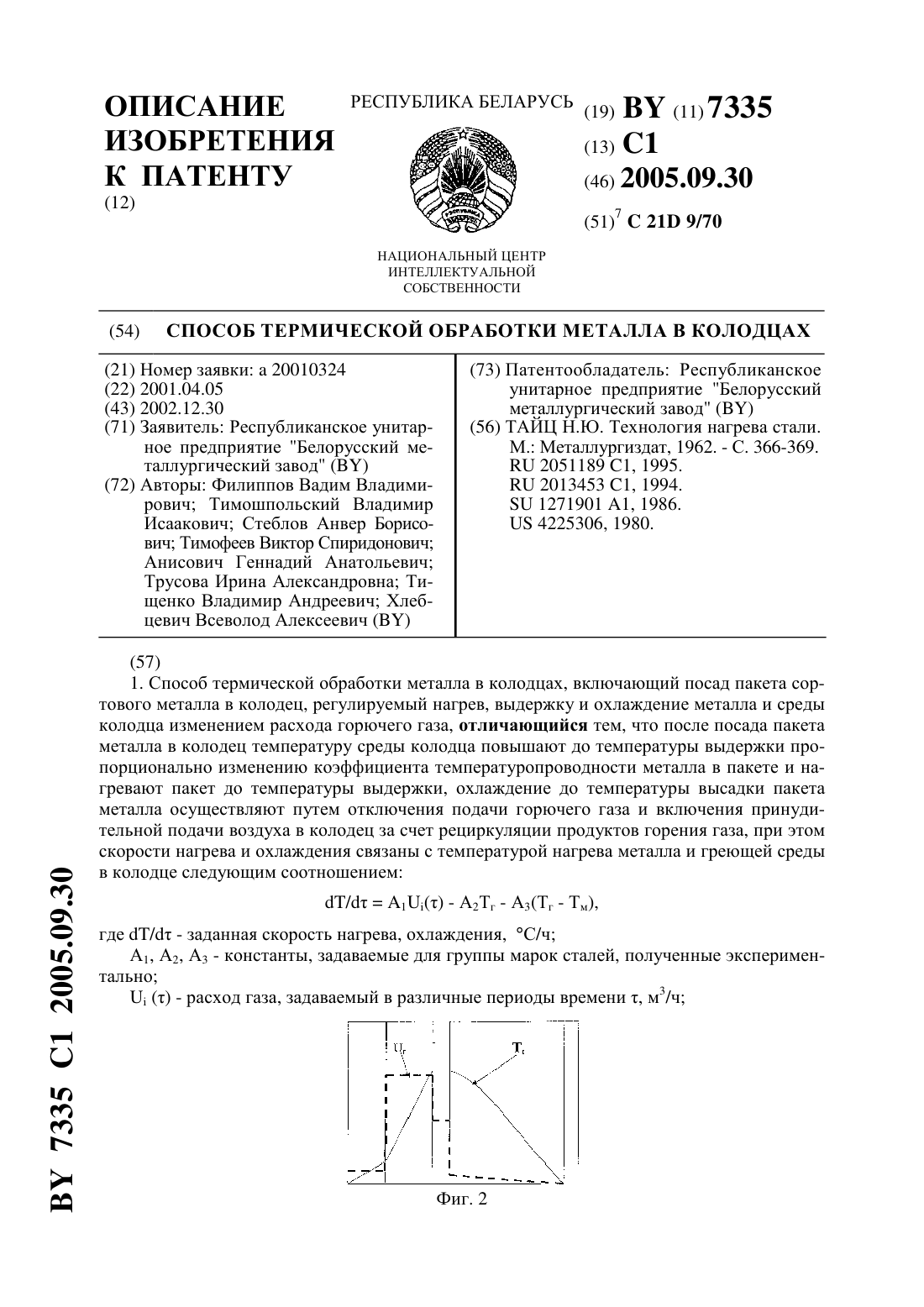
...времениг - температура греющей среды м - температура металла в посаде в процессе нагрева, выдержки и охлаждения. В способе после посада температуру среды колодца повышают при постоянном расходе газа до выравнивания температурного градиента в объеме пакета металла, затем температуру среды колодца повышают до температуры выдержки, нагревают металл до температуры выдержки, выдержку проводят при постоянном расходе газа до удаления флокенов...
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Ральф Шустер, Фридрих Прайсер, Пауль Хайльманн
МПК: C21D 1/74
Метки: термической, обработки, изделий, способ
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Способ термической обработки проката
Номер патента: 6847
Опубликовано: 30.03.2005
Авторы: Горбанев Аркадий Алексеевич, Шевченко Александр Данилович, Тищенко Владимир Андреевич, Жучков Сергей Михайлович, Курбатов Геннадий Александрович, Тимофеев Виктор Спиридонович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Филиппов Вадим Владимирович
Метки: обработки, способ, термической, проката
Текст:
...и температуру конца прокатки на стане, а также геометрические параметры прокатываемого профиля. Заявляемые зависимости, определяющие скорости охлаждения проката в каждом цикле установлены на основании математической обработки экспериментальных данных, полученных в процессе проведения исследований по разработке заявляемого способа. Результаты исследований показали, что для решения поставленной в изобретении задачи - повышения...
Способ термической обработки проката
Номер патента: 11273
Опубликовано: 30.10.2008
Авторы: Маточкин Виктор Аркадьевич, Анелькин Николай Иванович, Луценко Владислав Анатольевич, Жучков Сергей Михайлович, Колосов Борис Николаевич, Бобренок Геннадий Людвигович, Горбанев Аркадий Алексеевич, Токмаков Павел Вадимович, Муриков Максим Анатольевич, Андрианов Николай Викторович, Лещенко Александр Иванович
Метки: обработки, термической, проката, способ
Текст:
...клети сортопрокатного стана подвергают термической обработке с прокатного нагрева путем охлаждения водой в установках термического упрочнения проката, установленных после чистовой рабочей клети стана перед холодильником по ходу технологического процесса. Установки термического упрочнения обеспечивают циклическое охлаждение проката с числом циклов, равным трем, и регулирование скорости охлаждения проката. Практически это реализуется путем...
Способ термической обработки изделий из (?+?)-титановых сплавов
Номер патента: 9345
Опубликовано: 30.06.2007
Автор: Федулов Владимир Николаевич
МПК: C22F 1/18
Метки: сплавов, изделий, +?)-титановых, термической, обработки, способ
Текст:
...ч, охлаждение на воздухе до комнатной температуры, а после этого окончательно нагревают до температуры 650-750 С в течение 35-60 мин и охлаждают в воде. Положительный эффект достигается в результате того, что нагрев до 860-890 С и выдержка в течение 1-3 ч способствуют выравниванию структуры по сечению изделий (деталей) за счет регламентации формы и размеров первичной -фазы, а охлаждение сначала на воздухе в течение 20 мин (в зависимости...
Предыдущий патент: Планетарный редуктор
Следующий патент: Комбайн для селективной выемки мощного калийного пласта с породным прослоем
Случайный патент: Способ прогнозирования развития гестоза у беременной при артериальной гипертензии во втором триместре беременности