Способ регулирования времени жизни неосновных носителей заряда при изготовлении быстродействующих полупроводниковых приборов
Номер патента: 9993
Опубликовано: 30.12.2007
Авторы: Марченко Игорь Георгиевич, Жданович Николай Евгеньевич, Коршунов Федор Павлович
Текст
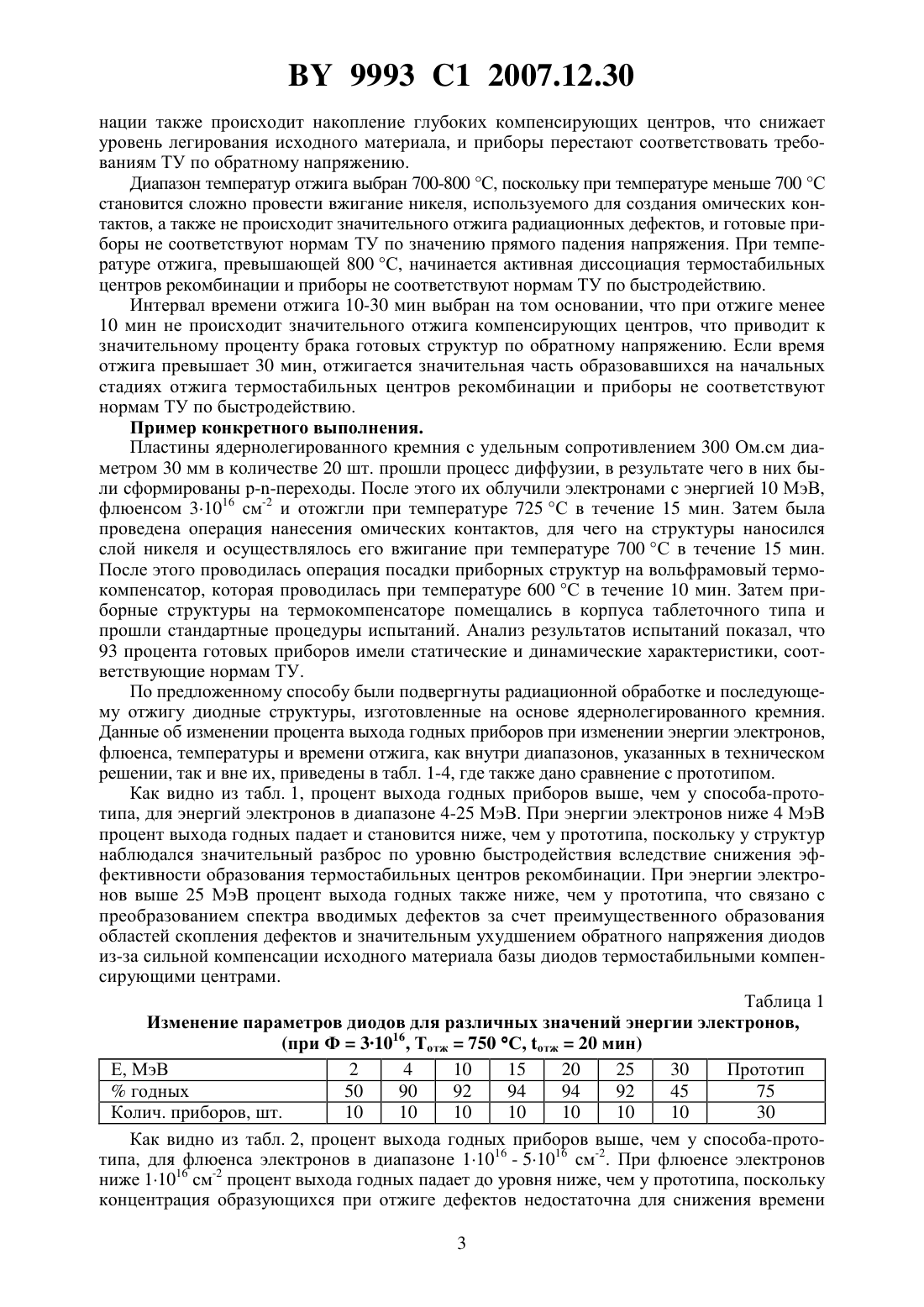
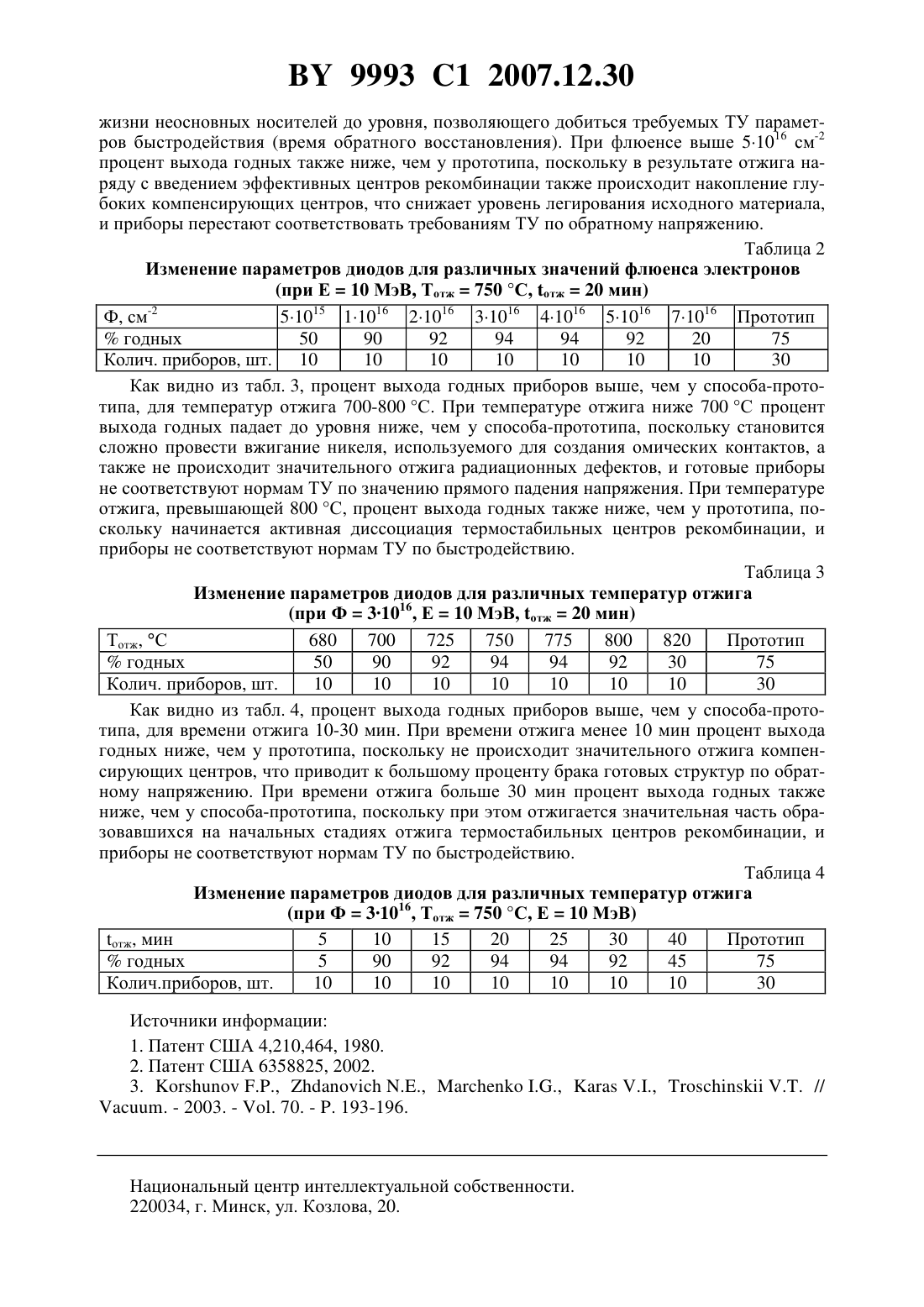
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ РЕГУЛИРОВАНИЯ ВРЕМЕНИ ЖИЗНИ НЕОСНОВНЫХ НОСИТЕЛЕЙ ЗАРЯДА ПРИ ИЗГОТОВЛЕНИИ БЫСТРОДЕЙСТВУЮЩИХ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ(71) Заявитель Государственное научное учреждение Объединенный институт физики твердого тела и полупроводников Национальной академии наук Беларуси(72) Авторы Коршунов Федор Павлович Марченко Игорь Георгиевич Жданович Николай Евгеньевич(73) Патентообладатель Государственное научное учреждение Объединенный институт физики твердого тела и полупроводников Национальной академии наук Беларуси(57) Способ регулирования времени жизни неосновных носителей заряда при изготовлении быстродействующих полупроводниковых приборов, в котором непосредственно после формирования переходов и до этапа нанесения омических контактов осуществляют процесс введения в приборную структуру центров рекомбинации, причем центры рекомбинации образуют посредством облучения пластин с переходами электронами с последующим отжигом, отличающийся тем, что облучение осуществляют электронами с энергией от 4 до 25 МэВ, флюенсом от 11016 до 51016 см-2, а отжиг производят при температуре от 700 до 800 С в течение времени от 10 до 30 мин. Изобретение относится к электронной технике и может быть использовано при производстве быстродействующих приборов, таких как диоды, транзисторы, тиристоры, изготовленных на основе ядернолегированного кремния. Известен способ обработки полупроводниковых приборов 1, включающий облучение электронами с Е 0,5 МэВ при температуре выше 300 С для обеспечения надлежащего уровня быстродействия и малых токов утечки в закрытом состоянии. Однако применение этого способа при серийном производстве мощных высоковольтных приборов ограничено, поскольку введение центров рекомбинации происходит в посаженные на термокомпенсатор приборы, что значительно снижает производительность стадии процесса, связанной с облучением. Известен способ 2 изготовления серийных партий высоковольтных быстродействующих диодов на базе структур, где введение центров рекомбинации в целях регулирования времени жизни неосновных носителей заряда осуществляется непосредственно после формирования рпереходов до этапа нанесения омических контактов за счет использования процесса диффузии платины в диапазоне температур 800-1000 С, с нагревом сформированных приборных структур с заданной скоростью до определенных задан 9993 1 2007.12.30 ных температур в указанном интервале, выдержкой при этих температурах и последующим охлаждением с заданной температурой с промежуточными остановками и выдержкой при определенных температурах. Недостатками данного способа являются сложность поддержания необходимого температурного режима диффузии и, как следствие, наличие значительного процента брака в готовых приборных структурах в отношении таких параметров, как время обратного восстановления, прямое падение напряжения и напряжение пробоя. Задачей изобретения является увеличение процента выхода годных приборов, что достигается за счет лучшей управляемости процессом регулирования времени жизни. Способ регулирования времени жизни неосновных носителей заряда при изготовлении быстродействующих полупроводниковых приборов заключается в том, что непосредственно после формирования рпереходов и до этапа нанесения омических контактов осуществляют процесс введения в приборную структуру центров рекомбинации, причем центры рекомбинации образуют посредством облучения пластин с рпереходами электронами с последующим отжигом. Новым, по мнению авторов, является то, что облучение осуществляют электронами с энергией от 4 до 25 МэВ, флюенсом от 11016 до 51016 см-2, а отжиг производят при температуре от 700 до 800 С в течение времени от 10 до 30 мин. При производстве быстродействующих полупроводниковых приборов ключевым моментом является введение в активные области прибора эффективных центров рекомбинации, что позволяет уменьшать время жизни неосновных носителей заряда в активных областях до необходимого уровня. Для этого, как правило, используется диффузия золота или платины, а также облучение приборных структур гамма-квантами, ускоренными электронами или нейтронами. При этом эффективность метода определяется возможностью проведения одновременной обработки больших партий приборов или приборных структур. Обладающие высокой проникающей способностью гамма кванты и нейтроны позволяют проводить обработку больших партий готовых приборов. Однако полученные таким образом приборы имеют недостаточно хорошее соотношение статических и динамических параметров в сравнении с использованием диффузии золота и платины. Использование электронного облучения и последующего отжига позволяет получать приборы с характеристиками, сопоставимыми с получаемыми за счет диффузии золота или платины, но в силу низкой проникающей способности электронов их эффективное применение в случае мощных приборов на вольфрамовом или молибденовом компенсаторе невозможно. В данном изобретении предлагается способ решения этой проблемы, поскольку было установлено 3, что в ядернолегированном высокоомном кремнии, который используется в качестве базового материала при производстве мощных высоковольтных приборов, в результате облучения электронами с энергией 4-25 МэВ и последующего высокотемпературного отжига происходит образование эффективных центров рекомбинации, стабильных при температурах выше температуры посадки приборных структур на термокомпенсатор (порядка 600 С) и при температурах формирования омических контактов (700-850 С). Границами интервала энергии электронов выбраны 4-25 МэВ, так как электроны этой энергии вводят в структуры спектр радиационных дефектов, который позволяет получить при последующем высокотемпературном отжиге оптимальную концентрацию центров рекомбинации. При энергии ниже 4 МэВ эффективность образования термостабильных центров значительно падает, кроме того, невозможно одновременно проводить облучение многих слоев пластин с приборными структурами, что значительно снижает производительность процесса. При энергии электронов выше 25 МэВ также происходит преобразование спектра вводимых дефектов за счет преимущественного образования областей скопления дефектов и, как следствие, наблюдается значительное ухудшение параметров готовых приборов. Флюенс облучения выбран в интервале 11016 - 51016 см-2, поскольку при флюенсе меньше 11016 см-2 концентрация образующихся при отжиге дефектов недостаточна для снижения времени жизни неосновных носителей до уровня, позволяющего добиться требуемых ТУ параметров быстродействия (время обратного восстановления). При флюенсе выше 51016 см-2 в результате отжига наряду с введением эффективных центров рекомби 2 9993 1 2007.12.30 нации также происходит накопление глубоких компенсирующих центров, что снижает уровень легирования исходного материала, и приборы перестают соответствовать требованиям ТУ по обратному напряжению. Диапазон температур отжига выбран 700-800 С, поскольку при температуре меньше 700 С становится сложно провести вжигание никеля, используемого для создания омических контактов, а также не происходит значительного отжига радиационных дефектов, и готовые приборы не соответствуют нормам ТУ по значению прямого падения напряжения. При температуре отжига, превышающей 800 С, начинается активная диссоциация термостабильных центров рекомбинации и приборы не соответствуют нормам ТУ по быстродействию. Интервал времени отжига 10-30 мин выбран на том основании, что при отжиге менее 10 мин не происходит значительного отжига компенсирующих центров, что приводит к значительному проценту брака готовых структур по обратному напряжению. Если время отжига превышает 30 мин, отжигается значительная часть образовавшихся на начальных стадиях отжига термостабильных центров рекомбинации и приборы не соответствуют нормам ТУ по быстродействию. Пример конкретного выполнения. Пластины ядернолегированного кремния с удельным сопротивлением 300 Ом.см диаметром 30 мм в количестве 20 шт. прошли процесс диффузии, в результате чего в них были сформированы рпереходы. После этого их облучили электронами с энергией 10 МэВ,флюенсом 31016 см-2 и отожгли при температуре 725 С в течение 15 мин. Затем была проведена операция нанесения омических контактов, для чего на структуры наносился слой никеля и осуществлялось его вжигание при температуре 700 С в течение 15 мин. После этого проводилась операция посадки приборных структур на вольфрамовый термокомпенсатор, которая проводилась при температуре 600 С в течение 10 мин. Затем приборные структуры на термокомпенсаторе помещались в корпуса таблеточного типа и прошли стандартные процедуры испытаний. Анализ результатов испытаний показал, что 93 процента готовых приборов имели статические и динамические характеристики, соответствующие нормам ТУ. По предложенному способу были подвергнуты радиационной обработке и последующему отжигу диодные структуры, изготовленные на основе ядернолегированного кремния. Данные об изменении процента выхода годных приборов при изменении энергии электронов,флюенса, температуры и времени отжига, как внутри диапазонов, указанных в техническом решении, так и вне их, приведены в табл. 1-4, где также дано сравнение с прототипом. Как видно из табл. 1, процент выхода годных приборов выше, чем у способа-прототипа, для энергий электронов в диапазоне 4-25 МэВ. При энергии электронов ниже 4 МэВ процент выхода годных падает и становится ниже, чем у прототипа, поскольку у структур наблюдался значительный разброс по уровню быстродействия вследствие снижения эффективности образования термостабильных центров рекомбинации. При энергии электронов выше 25 МэВ процент выхода годных также ниже, чем у прототипа, что связано с преобразованием спектра вводимых дефектов за счет преимущественного образования областей скопления дефектов и значительным ухудшением обратного напряжения диодов из-за сильной компенсации исходного материала базы диодов термостабильными компенсирующими центрами. Таблица 1 Изменение параметров диодов для различных значений энергии электронов,(при Ф 31016, Тотж 750 С, отж 20 мин) Е, МэВ 2 4 10 15 20 25 30 Прототипгодных 50 90 92 94 94 92 45 75 Колич. приборов, шт. 10 10 10 10 10 10 10 30 Как видно из табл. 2, процент выхода годных приборов выше, чем у способа-прототипа, для флюенса электронов в диапазоне 11016 - 51016 см-2. При флюенсе электронов ниже 11016 см-2 процент выхода годных падает до уровня ниже, чем у прототипа, поскольку концентрация образующихся при отжиге дефектов недостаточна для снижения времени 3 9993 1 2007.12.30 жизни неосновных носителей до уровня, позволяющего добиться требуемых ТУ параметров быстродействия (время обратного восстановления). При флюенсе выше 51016 см-2 процент выхода годных также ниже, чем у прототипа, поскольку в результате отжига наряду с введением эффективных центров рекомбинации также происходит накопление глубоких компенсирующих центров, что снижает уровень легирования исходного материала,и приборы перестают соответствовать требованиям ТУ по обратному напряжению. Таблица 2 Изменение параметров диодов для различных значений флюенса электронов-2 Ф, см 51015 11016 21016 31016 41016 51016 71016 Прототипгодных 50 90 92 94 94 92 20 75 Колич. приборов, шт. 10 10 10 10 10 10 10 30 Как видно из табл. 3, процент выхода годных приборов выше, чем у способа-прототипа, для температур отжига 700-800 С. При температуре отжига ниже 700 С процент выхода годных падает до уровня ниже, чем у способа-прототипа, поскольку становится сложно провести вжигание никеля, используемого для создания омических контактов, а также не происходит значительного отжига радиационных дефектов, и готовые приборы не соответствуют нормам ТУ по значению прямого падения напряжения. При температуре отжига, превышающей 800 С, процент выхода годных также ниже, чем у прототипа, поскольку начинается активная диссоциация термостабильных центров рекомбинации, и приборы не соответствуют нормам ТУ по быстродействию. Таблица 3 Изменение параметров диодов для различных температур отжига(при Ф 31016, Е 10 МэВ, отж 20 мин) 680 700 725 750 775 800 820 Прототип Тотж, Сгодных 50 90 92 94 94 92 30 75 Колич. приборов, шт. 10 10 10 10 10 10 10 30 Как видно из табл. 4, процент выхода годных приборов выше, чем у способа-прототипа, для времени отжига 10-30 мин. При времени отжига менее 10 мин процент выхода годных ниже, чем у прототипа, поскольку не происходит значительного отжига компенсирующих центров, что приводит к большому проценту брака готовых структур по обратному напряжению. При времени отжига больше 30 мин процент выхода годных также ниже, чем у способа-прототипа, поскольку при этом отжигается значительная часть образовавшихся на начальных стадиях отжига термостабильных центров рекомбинации, и приборы не соответствуют нормам ТУ по быстродействию. Таблица 4 Изменение параметров диодов для различных температур отжига Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: H01L 21/02
Метки: неосновных, способ, жизни, изготовлении, времени, носителей, быстродействующих, регулирования, полупроводниковых, заряда, приборов
Код ссылки
<a href="https://by.patents.su/4-9993-sposob-regulirovaniya-vremeni-zhizni-neosnovnyh-nositelejj-zaryada-pri-izgotovlenii-bystrodejjstvuyushhih-poluprovodnikovyh-priborov.html" rel="bookmark" title="База патентов Беларуси">Способ регулирования времени жизни неосновных носителей заряда при изготовлении быстродействующих полупроводниковых приборов</a>
Пленкообразующая композиция для получения твердых источников бора при изготовлении полупроводниковых приборов
Номер патента: 9140
Опубликовано: 30.04.2007
Авторы: Ануфриев Леонид Петрович, Турцевич Аркадий Степанович, Мойсейчук Константин Леонидович, Бересневич Людмила Брониславовна, Шильцев Владимир Викторович
МПК: H01L 21/225
Метки: пленкообразующая, бора, получения, изготовлении, приборов, композиция, источников, твердых, полупроводниковых
Текст:
...следующим образом.В качестве растворителя избран н-бутиловый спирт, поскольку в нем легко растворим ТЭОС и образующиеся олигополимеры (продукты неполного гидролиза ТЭОС), а также вода. Кроме того, он менее летуч и обладает большой вязкостью, чем обычно применяемые в пленкообразующих композициях растворители (этиловый спирт).При содержании ТЭОС в композиции менее 25 мас. происходит быстрое осаждение взвешенного оксида бора за счет...
Способ радиационной обработки кремниевых полупроводниковых приборов
Номер патента: 8754
Опубликовано: 30.12.2006
Авторы: Жданович Николай Евгеньевич, Коршунов Федор Павлович, Марченко Игорь Георгиевич
МПК: H01L 21/322, H01L 21/263, H01L 21/26...
Метки: кремниевых, способ, полупроводниковых, обработки, радиационной, приборов
Текст:
...носителей заряда, можно достичь, если рекомбинационные центры распределены не равномерно по базовой области, а в виде профиля, спадающего вглубь базы. Это позволяет существенно (уменьшить) снизить энергопотери на приборе в проводящем состоянии.Сущность изобретения состоит в том, что готовые кремниевые приборы, находящиеся под обратным смещением, подвергают облучению пучком электронов при пониженной температуре 90-120 К. Такая...
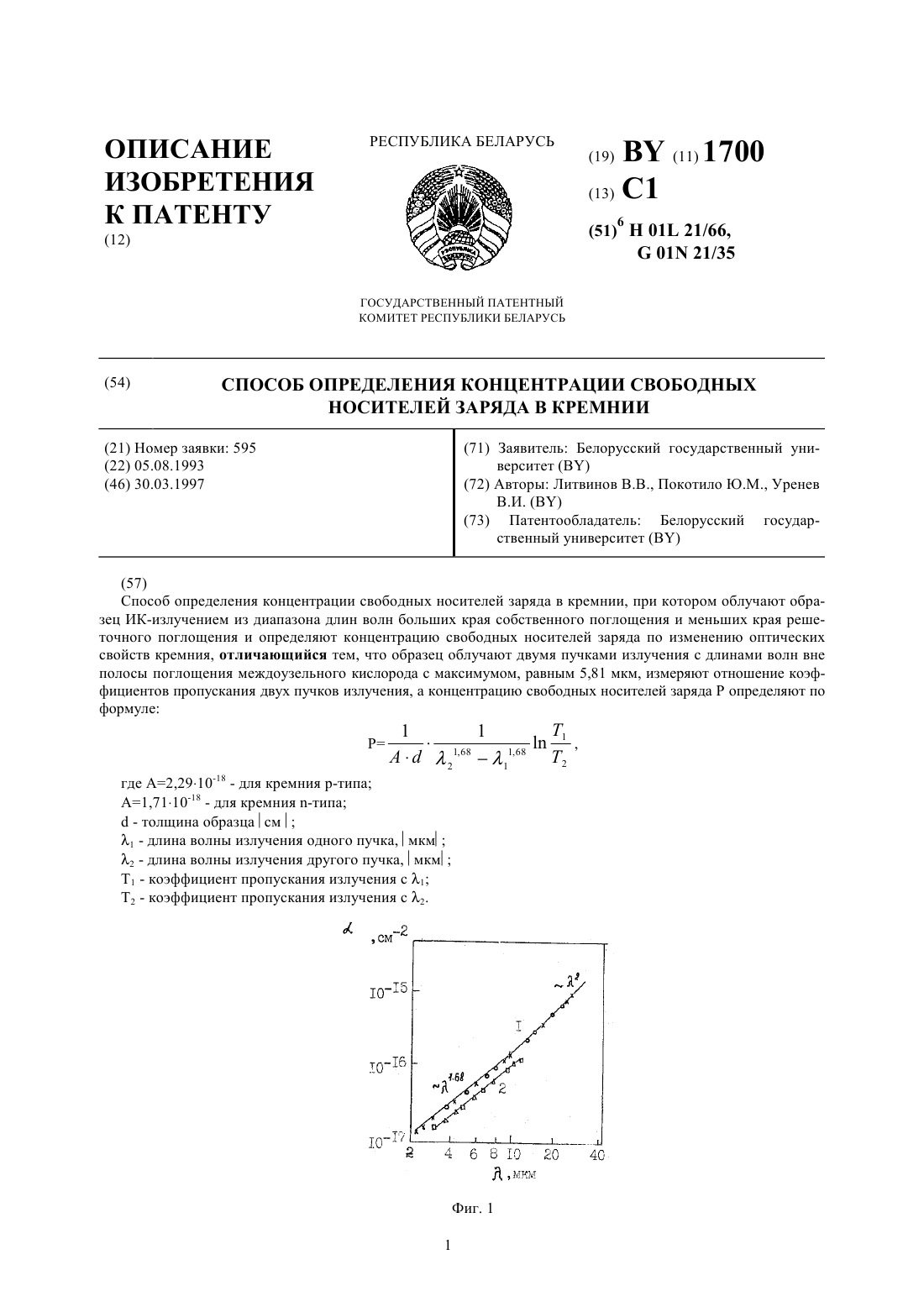
Способ определения концентрации свободных носителей заряда в кремнии
Номер патента: 1700
Опубликовано: 30.09.1997
Авторы: Покотило Юрий Мефодьевич, Литвинов Валентин Вадимович, Уренев Валерий Иванович
МПК: G01N 21/35, H01L 21/66
Метки: заряда, носителей, свободных, способ, концентрации, кремнии, определения
Текст:
...р-типа (1) с удельным сопротивлением р 0,3 и 12 Ом.см и -типа (р 1 и 4,4 Ом.см) (2) от длины волны. На фиг.2 изображены профили распределения концентрации свободных носителей заряда вдоль оси роста слитков кремния типа КДБ-12 диаметром 100 (1) и 150 (2) мм. Для реализации неразрушающего метода определения концентрации свободных носителей заряда в предлагаемом способе измеряют отношение коэффициентов пропускания Т 1/Т 2 двух пучков...
Способ создания металлизации полупроводниковых приборов и интегральных схем
Номер патента: 2823
Опубликовано: 30.06.1999
Авторы: Емельянов Виктор Андреевич, Пономарь Владимир Николаевич, Пилипенко Владимир Александрович, Чигирь Григорий Григорьевич
МПК: H01L 21/324
Метки: приборов, способ, металлизации, интегральных, полупроводниковых, создания, схем
Текст:
...поверхности плнок алюминия после таких термообработок является практически отсутствие бугров и плнки остаются стабильными по структуре при проведении последующих операций фотолитографии высота бугров на плнках алюминия, измеренная на растровом электронном микроскопе после термообработки в предлагаемых режимах, проведения операций плазмохимического травления алюминия и удаление фоторезистора не превышает 0,10-0,15 мкм высота бугров на...
Способ обработки выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава перед покрытием драгоценными металлами
Номер патента: 2146
Опубликовано: 30.06.1998
Авторы: Лях Николай Иванович, Ковалевский Александр Адамович, Калиберда Эмма Федоровна
МПК: H01L 23/48
Метки: сплава, обработки, способ, рамки, микроэлектронных, железо-никелевого, выводной, металлами, приборов, полупроводниковых, покрытием, драгоценными
Текст:
...полученной смешиванием азотной и уксусной кислот в соотношении 37, введением 8 - 10 мл хлористо-водородной кислоты на 1 л смеси и растворения никеля металлического до его концентрации 0,05 - 5 г/л в совокупности указанных признаков, позволяют исключить наличие железа на поверхности выводной рамки под золочение или серебрение, тем самым исключив его диффузию в процессе сборочных операций, создать сплошной блестящий слой никеля химическим...
Предыдущий патент: Способ радиочастотной влагометрии нефтепродуктов и устройство для его осуществления
Следующий патент: Устройство для резки корнеклубнеплодов или овощей, или фруктов
Случайный патент: Артериальная тепловая труба