Способ обработки выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава перед покрытием драгоценными металлами
Номер патента: 2146
Опубликовано: 30.06.1998
Авторы: Калиберда Эмма Федоровна, Лях Николай Иванович, Ковалевский Александр Адамович
Текст
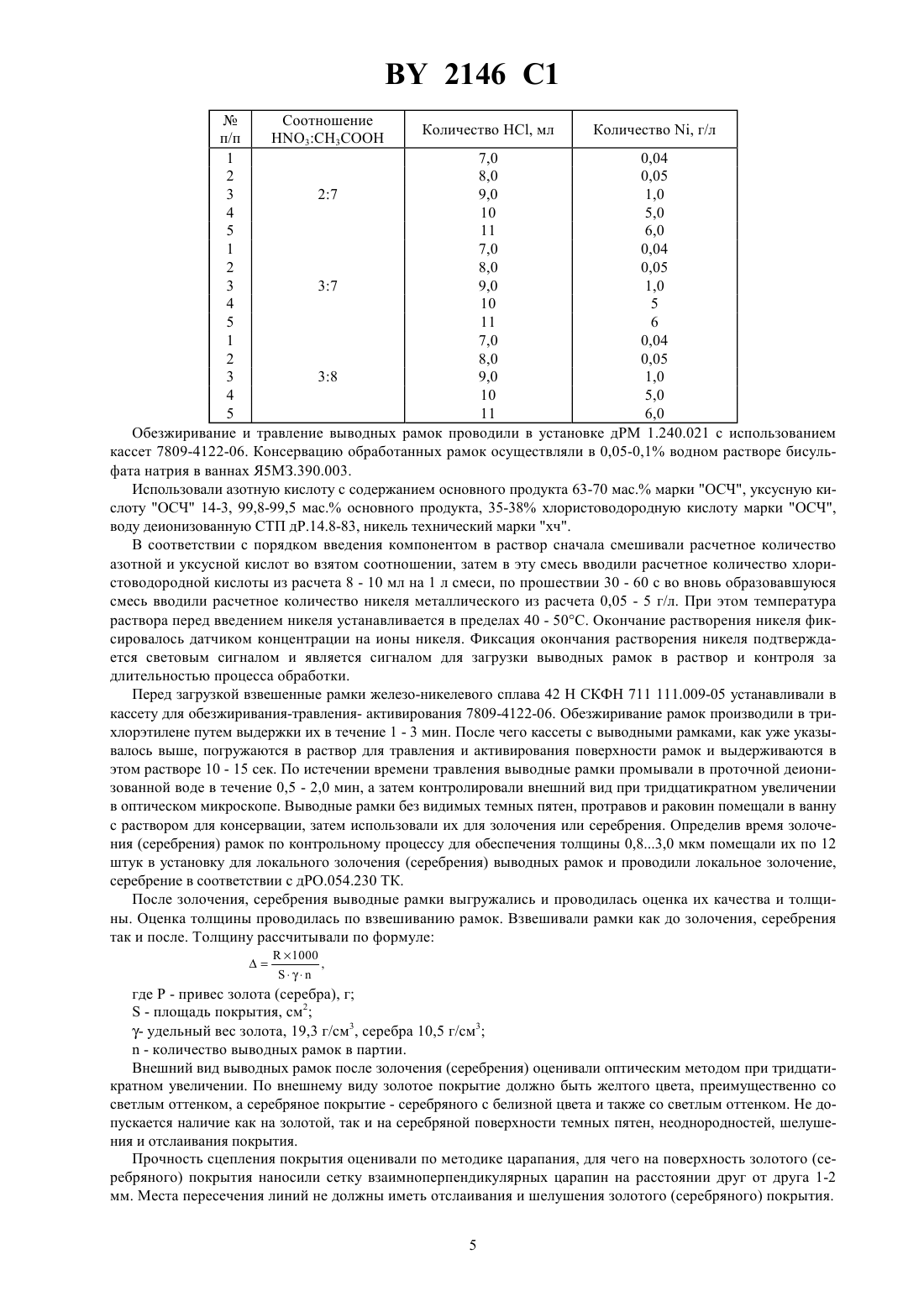
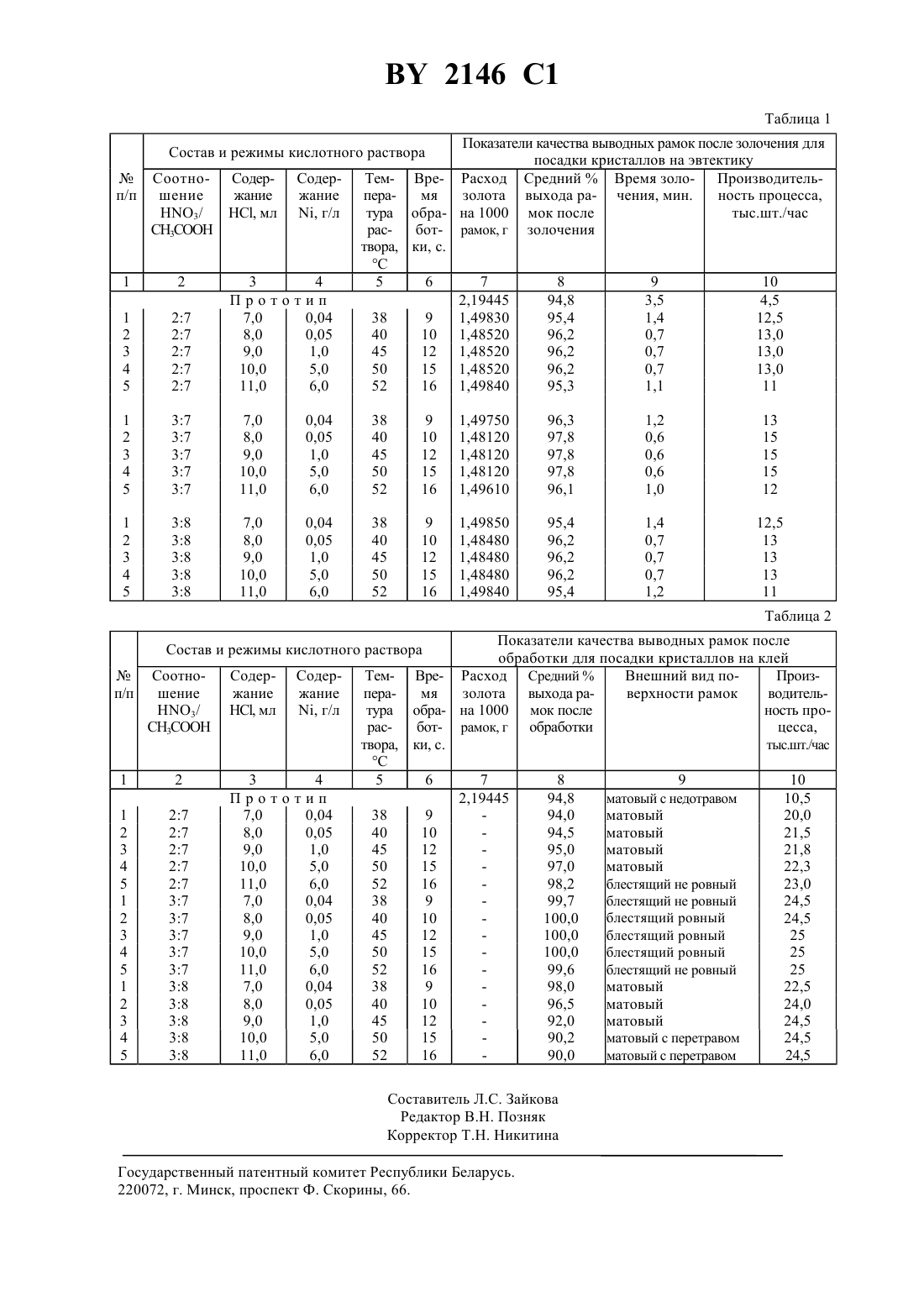
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ОБРАБОТКИ ВЫВОДНОЙ РАМКИ ПОЛУПРОВОДНИКОВЫХ И МИКРОЭЛЕКТРОННЫХ ПРИБОРОВ ИЗ ЖЕЛЕЗО-НИКЕЛЕВОГО СПЛАВА ПЕРЕД ПОКРЫТИЕМ ДРАГОЦЕННЫМИ МЕТАЛЛАМИ(71) Заявитель Минский завод Транзистор научно-производственного объединения Интеграл(73) Патентообладатель Минский завод Транзистор научно-производственного объединения Интеграл(57) Способ обработки выводной рамки полупроводниковых и микроэлектронных приборов из железоникелевого сплава перед покрытием драгоценными металлами, включающий обезжиривание в органических растворителях, травление погружением в водный кислый раствор при нагревании и активирование поверхности рамки, отличающийся тем, что травление и активирование поверхности осуществляют одновременно при температуре 40-50 С и в течение 10-15 с путем погружения рамки в раствор, полученный смешиванием азотной и уксусной кислот в соотношении 37, введением 8-10 мл хлористоводородной кислоты на 1 л смеси и растворения никеля металлического до его концентрации 0,05-5 г/л. Изобретение относится к области электронной техники и, в частности, к технологии обработки железоникелевых сплавов, а точнее рамок выводных из железо-никелевого сплава 42 Н перед их серебрением и золочением. Изобретение может быть использовано в электронной, электротехнической и химической отраслях промышленности, в технологии локального золочения и локального серебрения изделий. Изобретение может найти применение и в других отраслях промышленности для аналогичных целей. Наиболее целесообразно его использовать в технологии электронной техники и твердотельной микроэлектроники при золочении и серебрении выводных рамок из железо-никелевых сплавов. Известен способ обработки выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава перед золочением 1, включающий обезжиривание поверхности выводной рамки в органических растворителях, преимущественно трихлорэтилене и травление в водных кислых растворах неорганических кислот или их смесей. Однако, из-за того, что при травлении поверхности выводной рамки используют водные кислотные растворы, содержащие неорганические кислоты или их смеси, известному способу присущи следующие недостатки 1. Травление в водных кислых растворах не только поверхностных оксидов железа и никеля, но и сплава в целом. Это не позволяет локально вытравить железо из поверхностных слоев железо-никелевого сплава и сформировать в процессе травления слой никеля под золочение или серебрение. 2. Высокая концентрация железа в растворе и его высокая химическая активность и подвижность в растворе по сравнению с никелем приводит к соосаждению железа на поверхность выводной рамки, а в процессе сборочных операций к диффузии железа в слой золота (серебра), что снижает качество покрытия из драгметалла и требует осаждения слоев золота (серебра) общей толщиной 7 - 10 мкм. 2146 1 3. Перерасход драгметалла из-за осаждения его толстых слоев 7 - 10 мкм. 4. Высокая трудоемкость процесса из-за осаждения толстых слоев никеля до 15 мкм, золота до 7,6 мкм,серебра до 10 мкм. Наиболее близким по технической сущности к предлагаемому изобретению является способ обработки выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава 42 Н перед золочением 2, включающий обезжиривание поверхности рамки в органических растворителях, преимущественно, трихлорэтилене и травление в водных кислых растворах, содержащих хлористоводородную (НС), серную (Н 2 О 4), уксусную (СН 3 СООН), азотную (3) и лимонную С 2 Н 4(ОН)-3 кислоты, неионное и амфотерное поверхностно-активное вещество и аммиачный ингибитор коррозии с последующим активированием поверхности выводной рамки в электролитической ванне в водных кислых растворах, содержащих фосфорную (Н 3 РО 4), серную (24), лимонную С 3 Н 4(ОН)-(СООН)3, уксусную (СН 3 СООН) кислоты,поверхностно - активное вещество и ингибитор коррозии при комнатной температуре в течение времени, определяемого составом растворов и температурно-временным режимом. Однако, из-за использования смеси водных кислых растворов при травлении, содержащей хлористоводородную (НС 1) серную (Н 2 О 4), уксусную (СН 3 СООН), азотную (О 3) и лимонную С 34 (ОН) (СООН)3 кислоты, известному способу присущи следующие недостатки 1. Помимо того, что указанные составы интенсивно стравливают поверхностные оксиды никеля и железа,они активно растворяют железо-никелевый сплав уже при комнатной температуре и плохо поддаются контролю во времени. Это не позволяет локально вытравить железо из поверхностных слоев железо-никелевого сплава и сформировать в процессе травления слой никеля под золочение, а также исключить использование многослойных железо-никелевых сплавов. 2. Высокая концентрация железа в растворе и его высокая химическая активность и подвижность по сравнению с никелем, приводит к осаждению железа на поверхность обрабатываемой выводной рамки и его локальному закреплению на поверхность, а в процессе сборочных операций к диффузии железа в слой золота или другого драгметалла, что снижает качество покрытия из драгметалла (золото, серебро), требует осаждения слоев золота более 4 мкм или чередование более тонких слоев золота, серебра и палладия или их сплавов и не обеспечивает достаточной степени чистоты золотого (серебряного) покрытия. 3. Высокая трудоемкость процесса из-за двухстадийной обработки в различном реакционном пространстве, а именно, травления и активации поверхности выводной рамки в отдельной оснастке и в отдельных растворах и из-за осаждения многокомпонентных слоев золота, серебра, палладия или их сплавов. 4. Перерасход драгоценных металлов, таких как серебро, палладий и золото при чередовании тонких слоев 0,1 - 0,5 мкм, а также золота и серебра при осаждении однокомпонентных слоев толщиной 4,0 мкм. 5. Не совсем удовлетворительные санитарно-гигиенические условия труда из-за использования большого наличия сильных кислот в растворе. 6. Из-за использования водных кислых растворов при активации поверхности выводной рамки, содержащих фосфорную (Н 3 РО 4), серную (24), лимонную 34 3, уксусную 3 кислоты, поверхность выводной рамки также травится, а ее контакт с окислителем приводит к образованию поверхностных оксидов железа и никеля, что ухудшает адгезию золота (серебра), его качество. По этой причине выводные рамки должны передаваться на золочение (серебрение) без промедления с использованием автоматических линеек, исключающих контакт обработанных рамок с окружающей средой, содержащей кислород. Это исключает межоперационное хранение, усложняет процесс золочения, и как следствие снижает качество покрытия из драгметалла (золото, серебро). 7. Использование водных кислых растворов, указанных выше кислот при активации поверхности выводных рамок из железо-никелевого сплава с содержанием никеля 42 мас. из-за травления всего сплава не позволяет локально в поверхностных слоях выводной рамки вытравить железо и сохранить никель под золочение (серебрение), что требует дополнительного нанесения никеля, слоев золота, серебра и палладия или их сплавов, т.е. приводит к перерасходу драгоценных металлов, а также повышает трудоемкость процесса. Приведенные растворы очень чувствительны к температуре и их использование ограничено комнатной температурой. 8. Из-за использования неионного и амфотерного поверхностно-активного вещества в составе водных кислых растворов как для травления, так и для активации поверхности выводной рамки, происходит образование взвесей коллоидных растворов железа и никеля, что требует постоянной смены растворов, так как концентрирующиеся во взвесях железо, никель и их соединения с кислотами могут обратно, особенно железо, соосаждаться на поверхности выводной рамки, тем самым, вызывая ухудшение качества обрабатываемой поверхности выводной рамки, а следовательно, качества золотого (серебряного) покрытия и перерасход золота, серебра как драгметаллов. В основу изобретения положена задача создания способа обработки выводной рамки из железоникелевого сплава перед локальным покрытием золотом (серебром) в едином реакционном пространстве,которая позволила бы введением новой последовательности смешения компонентов раствора и введением 2 2146 1 новых ингредиентов в раствор для обработки поверхности выводной рамки, обеспечить самоорганизацию реакционного пространства и достижение эффекта обогащения поверхности выводной рамки никелем за счет использования особого кислотного раствора, исключить растворение непосредственно сплава в результате особого режима выдержки и за счет этого уменьшить толщину золотого (серебряного) покрытия выводной рамки в 2 - 3 раза и тем самым увеличить производительность процесса более чем в два раза, а при посадке кристаллов на клей полностью исключить драгметаллы. В результате осуществления предложенного способа получен технический результат, который выражается в экономии драгметаллов золото, серебро и повышении производительности труда за счет уменьшения толщины покрытия из драгметалла в 2-3 раза и тем самым увеличить производительность процесса более чем в два раза, а при посадке кристаллов на клей полностью исключить драгметаллы. В результате осуществления предложенного способа получен технический результат, который выражается в экономии драгметаллов золота, серебра и повышении производительности труда за счет уменьшения толщины покрытия из драгметалла в 2-3 раза при его высоком качестве и надежности, а также при их полном исключении при посадке кристаллов на клей. Существо изобретения заключается в том, что обработку выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава перед покрытием драгоценными металлами, включающий обезжиривание в органических растворителях, травление погружением в водный кислый раствор при нагревании и активирование поверхности рамки, травление и активирование поверхности осуществляют одновременно при температуре 40 - 50 С и в течение 10 - 15 с путем погружения рамки в раствор, полученный смешиванием азотной и уксусной кислот в соотношении 37, введением 8 - 10 мл хлористоводородной кислоты на 1 л смеси и растворения никеля металлического до его концентрации 0,05 - 5,0 /. Травление и активация поверхности рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава в водном кислом растворе из смеси азотной и уксусной кислот, взятых в соотношении 37, в которую сначала непосредственно перед загрузкой рамок вводят 8 - 10 мл (361) хлористоводородной кислоты на 1 л смеси, затем растворяют никель металлический до его концентрации в растворе 0,05 - 5 г/л, после чего погружают в раствор рамки и выдерживают их при температуре 40 - 50 С в течение 10 - 15 с,создает условия для самоорганизации реакционного пространства на поверхности рамки в котором параллельно идут два процесса процесс растворения железа и процесс никеля на активные центры-вакансии по месту удаления железа с поверхности сплава. Это обеспечивает формирование путем химического удаления железа и самоосаждения никеля блестящего слоя никеля вследствие того, что, выбранный состав и порядок введения компонентов для травления и активирования поверхности рамки из железо-никелевого сплава при указанном соотношении ингредиентов является кислотным с рН единица и меньше. Такой раствор по отношению к поверхностным оксидам железа и никеля, которые присутствуют на поверхности выводной рамки,является восстановителем, поскольку содержит водород, и восстанавливает оксиды указанных металлов,обеспечивая хорошую химическую полировку поверхности выводной рамки. Как только оксиды восстановлены, травитель имеет непосредственный контакт с чистым железо-никелевым сплавом. Так как железо в ряду активности находится значительно выше никеля, именно оно и вступает во взаимодействие с вводимой хлористоводородной кислотой с образованием хлоридов железа, а ионы растворенного металлического никеля в растворе адсорбируются на активных центрах-вакансиях на поверхности рамки, образуя сплошной блестящий слой никеля. Таким образом, происходит локальное вытравливание железа из железо-никелевого сплава, и, одновременно, самоосаждение блестящего слоя никеля как основы под осаждение драгоценных металлов (золото, серебро, палладий и т.п.) обеспечивающей прочное сцепление с золотом (серебром) рамки и надежное качество слоя драгоценного металла. Растворение никеля металлического в смеси кислот перед погружением рамок выводных, в дальнейшем стабилизирует раствор, а в результате процесс травления, блокируя в процессе травления уход никеля из железо-никелевого сплава, благодаря смещению химического процесса в сторону лишь растворения железа и создает условия самоактивации и самоосаждения никеля. Температура раствора 40 - 50 С и время травления 10 - 15 с выбраны экспериментально из соображений полной очистки и химической полировки выводной рамки и формирования требуемой высоты толщины блестящего слоя никеля под золото или серебро в зависимости от требований производства. Реализация способа обработки выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава перед покрытием ее драгоценными металлами, включающего обезжиривание в органических растворителях, травление погружением в водный кислый раствор при нагревании и активирование поверхности рамки, в котором травление и активирование поверхности осуществляют одновременно при температуре 40 - 50 С и в течение 10 - 15 с путем погружения рамки в раствор, полученной смешиванием азотной и уксусной кислот в соотношении 37, введением 8 - 10 мл хлористо-водородной кислоты на 1 л смеси и растворения никеля металлического до его концентрации 0,05 - 5 г/л в совокупности указанных признаков, позволяют исключить наличие железа на поверхности выводной рамки под золочение или серебрение, тем самым исключив его диффузию в процессе сборочных операций, создать сплошной блестящий слой никеля химическим травлением в процессе обработки выводной рамки, что позволяет улучшить прочность 3 2146 1 сцепления золотого или серебряного покрытия на выводной рамке, снизить их толщину, вследствие высококачественного микрорельефа сформированного слоя никеля, исключить шелушение и отслаивание металла,потемнение и образование раковин и шипов, а при посадке кристаллов на клей полностью исключить наличие слоя драгоценного металла на блестящем слое никеля. Способ позволяет также повысить производительность, т.е. снизить трудоемкость процесса обработки рамки под золочение или серебрение вследствие осаждения меньшей толщины золота и создания слоя никеля непосредственно в процессе травления выводной рамки. Сэкономить драгоценные металлы вследствие осаждения более тонких слоев золота или серебра и исключения подслоев палладия, серебра и их сплавов, как это характерно для прототипа 2, а также улучшить микрорельеф поверхности никелевого слоя, повысить адгезию слоев драгметаллов, а, в результате, повысить процент выхода годных и надежность полупроводниковых и микроэлектронных приборов по отношению к прототипу и рассмотренным аналогам, путем улучшения качества выводных рамок. Состав смеси азотной и уксусной кислот, выбранных в соотношении 37, выбран экспериментально из соображений полной очистки поверхности выводной рамки от оксидов. Изменение соотношения кислот между собой как в сторону увеличения, так и в сторону уменьшения, приводит к нарушению динамики процесса растворения оксидов и ухудшению микрорельефа выводной рамки, вызывает температурную нестабильность процесса. Поэтому соотношение азотной и уксусной кислот 37 является оптимальным. Добавка в смесь азотной и уксусной кислот перед загрузкой рамок (361) хлористоводородной кислоты в количестве 8 - 10 мл на 1 л смеси является оптимальной. Добавка хлористоводородной кислоты в смесь азотной и уксусной кислот при взятом соотношении, меньше 8 мл на 1 л смеси не обеспечивает эффективного удаления железа из железо-никелевого сплава рамки. При увеличении содержания хлористоводородной кислоты более 10 мл на 1 л смеси происходит настолько интенсивное вытравливание железа, что происходит перенасыщение им раствора. Это требует его частой смены, в противном случае нарушается процесс травления, изменяются поверхностные свойства рамки из-за осаждения железа на ее поверхность, и, как следствие, ухудшается качество золотого (серебряного) покрытия при локальном осаждении драгметалла, при этом появляется необходимость увеличения толщины осаждаемого слоя драгметалла. Оптимальное содержание никеля металлического в растворе 0,05-5 г/л. Уменьшение содержания никеля в растворе меньше 0,05 г/л недостаточно, чтобы обеспечить полную блокировку ионов железа на поверхности выводной рамки и полный перевод его ионов в прочные комплексы, а также его недостаточно, чтобы занять все свободные активные центры-вакансии на поверхности выводной рамки после удаления из нее железа. Увеличение содержания никеля металлического в растворе кислот больше 5 г/л не оказывает влияния на качество обработки рамки выводной, а соответственно и на качество золотого или серебряного покрытия, а лишь приводит к перерасходу продукта. Оптимальная температура раствора по предлагаемому способу находится в пределах 40 - 50 С, а время обработки в пределах 10-15 с. Снижение температуры ниже 40 С, а времени обработки меньше 10 с. не обеспечивает условий для эффективности процесса обработки рамок. При увеличении температуры раствора выше 50 С и времени обработки больше 15 с начинает превалировать процесс вытравливания железа из протравленной рамки,нарушая ее поверхностные свойства, в частности, снижение активности поверхности и подавление процесса самоосаждения никеля, а следовательно, влиять на качество золотого (серебряного) покрытия и его толщину. Примеры конкретной реализации способа. Обработку поверхности выводной рамки по предлагаемому способу проводили на рамках СКФН 711 111.009-05 из железо-никелевых сплавов 42 Н перед локальным золочением. Аналогичные результаты получены и перед локальным серебрением. Для этой цели для каждого из трех соотношений азотной и уксусной кислот 27, 37, 38 готовили пять составов раствора для обработки выводной рамки из железо-никелевого сплава по предлагаемому способу. Соотношение Количество С, мл Количество , г/л п/п 33 1 7,0 0,04 2 8,0 0,05 3 27 9,0 1,0 4 10 5,0 5 11 6,0 1 7,0 0,04 2 8,0 0,05 3 37 9,0 1,0 4 10 5 5 11 6 1 7,0 0,04 2 8,0 0,05 3 38 9,0 1,0 4 10 5,0 5 11 6,0 Обезжиривание и травление выводных рамок проводили в установке дРМ 1.240.021 с использованием кассет 7809-4122-06. Консервацию обработанных рамок осуществляли в 0,05-0,1 водном растворе бисульфата натрия в ваннах Я 5 МЗ.390.003. Использовали азотную кислоту с содержанием основного продукта 63-70 мас. марки ОСЧ, уксусную кислоту ОСЧ 14-3, 99,8-99,5 мас. основного продукта, 35-38 хлористоводородную кислоту марки ОСЧ,воду деионизованную СТП дР.14.8-83, никель технический марки хч. В соответствии с порядком введения компонентом в раствор сначала смешивали расчетное количество азотной и уксусной кислот во взятом соотношении, затем в эту смесь вводили расчетное количество хлористоводородной кислоты из расчета 8 - 10 мл на 1 л смеси, по прошествии 30 - 60 с во вновь образовавшуюся смесь вводили расчетное количество никеля металлического из расчета 0,05 - 5 г/л. При этом температура раствора перед введением никеля устанавливается в пределах 40 - 50 С. Окончание растворения никеля фиксировалось датчиком концентрации на ионы никеля. Фиксация окончания растворения никеля подтверждается световым сигналом и является сигналом для загрузки выводных рамок в раствор и контроля за длительностью процесса обработки. Перед загрузкой взвешенные рамки железо-никелевого сплава 42 Н СКФН 711 111.009-05 устанавливали в кассету для обезжиривания-травления- активирования 7809-4122-06. Обезжиривание рамок производили в трихлорэтилене путем выдержки их в течение 1 - 3 мин. После чего кассеты с выводными рамками, как уже указывалось выше, погружаются в раствор для травления и активирования поверхности рамок и выдерживаются в этом растворе 10 - 15 сек. По истечении времени травления выводные рамки промывали в проточной деионизованной воде в течение 0,5 - 2,0 мин, а затем контролировали внешний вид при тридцатикратном увеличении в оптическом микроскопе. Выводные рамки без видимых темных пятен, протравов и раковин помещали в ванну с раствором для консервации, затем использовали их для золочения или серебрения. Определив время золочения (серебрения) рамок по контрольному процессу для обеспечения толщины 0,83,0 мкм помещали их по 12 штук в установку для локального золочения (серебрения) выводных рамок и проводили локальное золочение,серебрение в соответствии с дРО.054.230 ТК. После золочения, серебрения выводные рамки выгружались и проводилась оценка их качества и толщины. Оценка толщины проводилась по взвешиванию рамок. Взвешивали рамки как до золочения, серебрения так и после. Толщину рассчитывали по формуле- удельный вес золота, 19,3 г/см 3, серебра 10,5 г/см 3- количество выводных рамок в партии. Внешний вид выводных рамок после золочения (серебрения) оценивали оптическим методом при тридцатикратном увеличении. По внешнему виду золотое покрытие должно быть желтого цвета, преимущественно со светлым оттенком, а серебряное покрытие - серебряного с белизной цвета и также со светлым оттенком. Не допускается наличие как на золотой, так и на серебряной поверхности темных пятен, неоднородностей, шелушения и отслаивания покрытия. Прочность сцепления покрытия оценивали по методике царапания, для чего на поверхность золотого (серебряного) покрытия наносили сетку взаимноперпендикулярных царапин на расстоянии друг от друга 1-2 мм. Места пересечения линий не должны иметь отслаивания и шелушения золотого (серебряного) покрытия. 5 2146 1 Устойчивость золотого (серебряного) покрытия к термическому воздействию сборочных операций проверяли в процессе выдержки как позолоченных, так и посеребряных рамок (выборочно одна рамка из партии) при температуре 45010 С в течение 2 минут. Отсутствие вспучивания и постоянство цвета покрытия свидетельствует об отсутствии в его составе железа и высоком качестве как золотого, так и серебряного покрытия. Процент выхода годных рамок, изготовленных по предлагаемому способу и прототипу, оценивали по соотношению запущенных и годных по указанным выше показателям их качества. Полученные результаты сведены в таблицы 1, 2. Как видно из приведенных результатов, способ обработки поверхности выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава перед покрытием ее драгоценными металлами, включающий обезжиривание в органических растворителях,травление погружением в водный кислый раствор при нагревании и активирование поверхности рамки, когда травление и активирование поверхности осуществляют одновременно при температуре 40 - 50 С и в течение 10 - 15 секунд путем погружения рамки в раствор, полученный смешиванием азотной и уксусной кислот в соотношении 37, введением 8 - 10 мл хлористо-водородной кислоты на 1 л смеси и растворения никеля металлического до его концентрации 0,05 - 5 г/л при уровнях состава растворов и температурно-временного режима ниже и выше заявляемых приводит к ухудшению, например, качества золотого покрытия и перерасходу золота вследствие внедрения железа из-за процессов его соосаждения и последующей диффузии в процессе сборочных операций с выводной рамки в слои золота, а также недостаточно глубокого или слишком интенсивного вытравливания железа из поверхностных слоев железо-никелевого сплава. Эти факторы не позволяют в процессе химического травления выводной рамки сформировать одновременно поверхностно-плотный качественный слой никеля, обеспечивающий прочное сцепление золота (серебра) с поверхностью выводной рамки, а следовательно не обеспечивает ее качественной обработки перед золочением (серебрением), что вызывает перерасход золота и серебра как драгоценных металлов. Наилучшие результаты получены при обработке поверхности выводных рамок по предлагаемому способу по режимам (2-4) при условиях, когда травление и активирование поверхности рамки осуществляют в одном реакционном пространстве в смеси азотной и уксусной кислот, взятых в соотношении 37, в которую сначала непосредственно перед загрузкой рамок вводят 8-10 мл хлористоводородной кислоты на 1 л смеси,затем растворяют никель металлический до его концентрации в растворе 0,05 - 5 г/л, после чего погружают в раствор рамки и выдерживают их при температуре 40 - 50 С в течение 10-15 с. Предлагаемый способ обработки выводной рамки из железо-никелевого сплава позволяет повысить качество золотого (серебряного) покрытия по внешнему виду, т.е. исключить его шелушение, отслаивание, исключить раковины, шипы и разнотолщинность, увеличить чистоту осадка. Уменьшить расход золота, серебра как драгоценных металлов, исключить дополнительное использование других драгоценных металлов, таких как палладий, серебро и их сплавов, а при посадке кристаллов на клей полностью исключить использование драгметаллов. Снизить трудоемкость процесса, уменьшить количество одновременно используемых кислот, тем самым улучшить санитарно-гигиенические условия труда. Таким образом, реализация заявляемого способа обработки поверхности выводной рамки из железоникелевого сплава перед золочением (серебрением) в сравнении с прототипом позволяет улучшить качество покрытия из драгоценного металла, повысить экономию драгоценных металлов, снизить трудоемкость процесса и несколько улучшить санитарно-гигиенические условия труда, а при посадке кристаллов на клей полностью исключить применение золота (серебра). 2146 1 Таблица 1 Показатели качества выводных рамок после золочения для посадки кристаллов на эвтектику Тем- Вре- Расход СреднийВремя золо- Производительзолота выхода ра- чения, мин. мя пераность процесса,тура обра- на 1000 мок после тыс.шт./час рас- бот- рамок, г золочения твора, ки, с. С 5 6 7 8 9 10 2,19445 94,8 3,5 4,5 38 9 1,49830 95,4 1,4 12,5 40 10 1,48520 96,2 0,7 13,0 45 12 1,48520 96,2 0,7 13,0 50 15 1,48520 96,2 0,7 13,0 52 16 1,49840 95,3 1,1 11 Показатели качества выводных рамок после Состав и режимы кислотного раствора обработки для посадки кристаллов на клей Внешний вид поПроиз СоотноСодер- Содер- Тем- Вре- Расход Среднийзолота выхода рамя перажание верхности рамок водительп/п шение жание тура обра- на 1000 мок после ность про 3/ С, мл , г/л бот- рамок, г обработки расцесса,3 тыс.шт./час твора, ки, с. С 1 2 3 4 5 6 7 8 9 10 матовый с недотравом Прототип 2,19445 94,8 10,5 1 27 7,0 0,04 38 9 94,0 матовый 20,0 2 27 8,0 0,05 40 10 94,5 матовый 21,5 3 27 9,0 1,0 45 12 95,0 матовый 21,8 4 27 10,0 5,0 50 15 97,0 матовый 22,3 блестящий не ровный 5 27 11,0 6,0 52 16 98,2 23,0 блестящий не ровный 1 37 7,0 0,04 38 9 99,7 24,5 блестящий ровный 2 37 8,0 0,05 40 10 100,0 24,5 блестящий ровный 3 37 9,0 1,0 45 12 100,0 25 блестящий ровный 4 37 10,0 5,0 50 15 100,0 25 блестящий не ровный 5 37 11,0 6,0 52 16 99,6 25 1 38 7,0 0,04 38 9 98,0 матовый 22,5 2 38 8,0 0,05 40 10 96,5 матовый 24,0 3 38 9,0 1,0 45 12 92,0 матовый 24,5 матовый с перетравом 4 38 10,0 5,0 50 15 90,2 24,5 матовый с перетравом 5 38 11,0 6,0 52 16 90,0 24,5 оставитель Л.С. Зайкова Редактор В.Н. Позняк Корректор Т.Н. Никитина Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 7
МПК / Метки
МПК: H01L 23/48
Метки: выводной, рамки, способ, приборов, микроэлектронных, обработки, сплава, полупроводниковых, железо-никелевого, драгоценными, металлами, покрытием
Код ссылки
<a href="https://by.patents.su/7-2146-sposob-obrabotki-vyvodnojj-ramki-poluprovodnikovyh-i-mikroelektronnyh-priborov-iz-zhelezo-nikelevogo-splava-pered-pokrytiem-dragocennymi-metallami.html" rel="bookmark" title="База патентов Беларуси">Способ обработки выводной рамки полупроводниковых и микроэлектронных приборов из железо-никелевого сплава перед покрытием драгоценными металлами</a>
Способ удаления золота вне зоны локального золочения рамки выводной
Номер патента: 2140
Опубликовано: 30.06.1998
Авторы: Ковалевский Александр Адамович, Чижик Александр Георгиевич, Сычевская Регина Фоминична, Лях Николай Иванович
МПК: H01L 21/31
Метки: способ, удаления, локального, зоны, золота, вне, выводной, рамки, золочения
Текст:
...меньше чем 1,5 г/л приводит к снижению эффективности удаления золота с поверхности рамки выводной по месту его затеков, к снижению скорости растворения,а следовательно, и к снижению производительности труда. При увеличении содержания натрия цианистого больше 4,5 г/л ухудшается стабильность раствора, одновременно сокращается продолжительность его химической активности. Оптимальное содержание натрия лимоннокислого находится в пределах 1,5-5,0...
Способ обработки выводных рамок из железоникелевых сплавов перед золочением
Номер патента: 1957
Опубликовано: 30.12.1997
Авторы: Сычевская Регина Фоминична, Ковалевский Александр Адамович, Лях Николай Иванович, Яворович Алексей Алексеевич, Дударчик Анатолий Иванович, Чижик Александр Георгиевич
МПК: H01L 23/48
Метки: выводных, обработки, железоникелевых, сплавов, золочением, способ, рамок
Текст:
...пятен, протравов и раковин помещали в ванну с раствором для консервации, затем использовали и для золочения. Определив ВРЗМН золочения рамок по контрольному процессу длн обеспеченя толщины (1,03,0) мкм помещали их по 12 штук в установку для локального ЗОЛОЧЕНИВ выводных рамок и проводили локальноепосле золочения выводные рамки выгружались и проводилась оценка их качества и толщины. Оцена толщины проводилась весовым методом.Внешний вид...
Способ ускоренной обработки черенков перед посадкой
Номер патента: 1663
Опубликовано: 30.03.1997
Авторы: Волович Петр Игнатьевич, Орехов Дмитрий Арсеньевич
МПК: A01C 5/06, A01N 3/02, A01C 1/00...
Метки: черенков, ускоренной, способ, обработки, посадкой
Текст:
...непосредственно перед посадкой. Однолетние побеги нарезаются длиной 6-8 см острым секатором, под углом 4060 к побегу, чтобы предотвратить сминание древесины. 1663 1 Заготовленные черенки перед посадкой обрабатывают раствором -индо-лилуксусной кислоты - ИУК(эталон). Контролем является вода. Черенки высаживаются в субстрат (почвенную смесь). Пример в чашки,ванночки или другие емкости (в зависимости от размеров и количества обрабатываемого...
Устройство для сушки маркированных полупроводниковых приборов
Номер патента: 1467
Опубликовано: 16.12.1996
Автор: Кужелев Валентин Иванович
МПК: H01G 13/04, H01L 21/30, H01L 21/00...
Метки: устройство, маркированных, приборов, полупроводниковых, сушки
Текст:
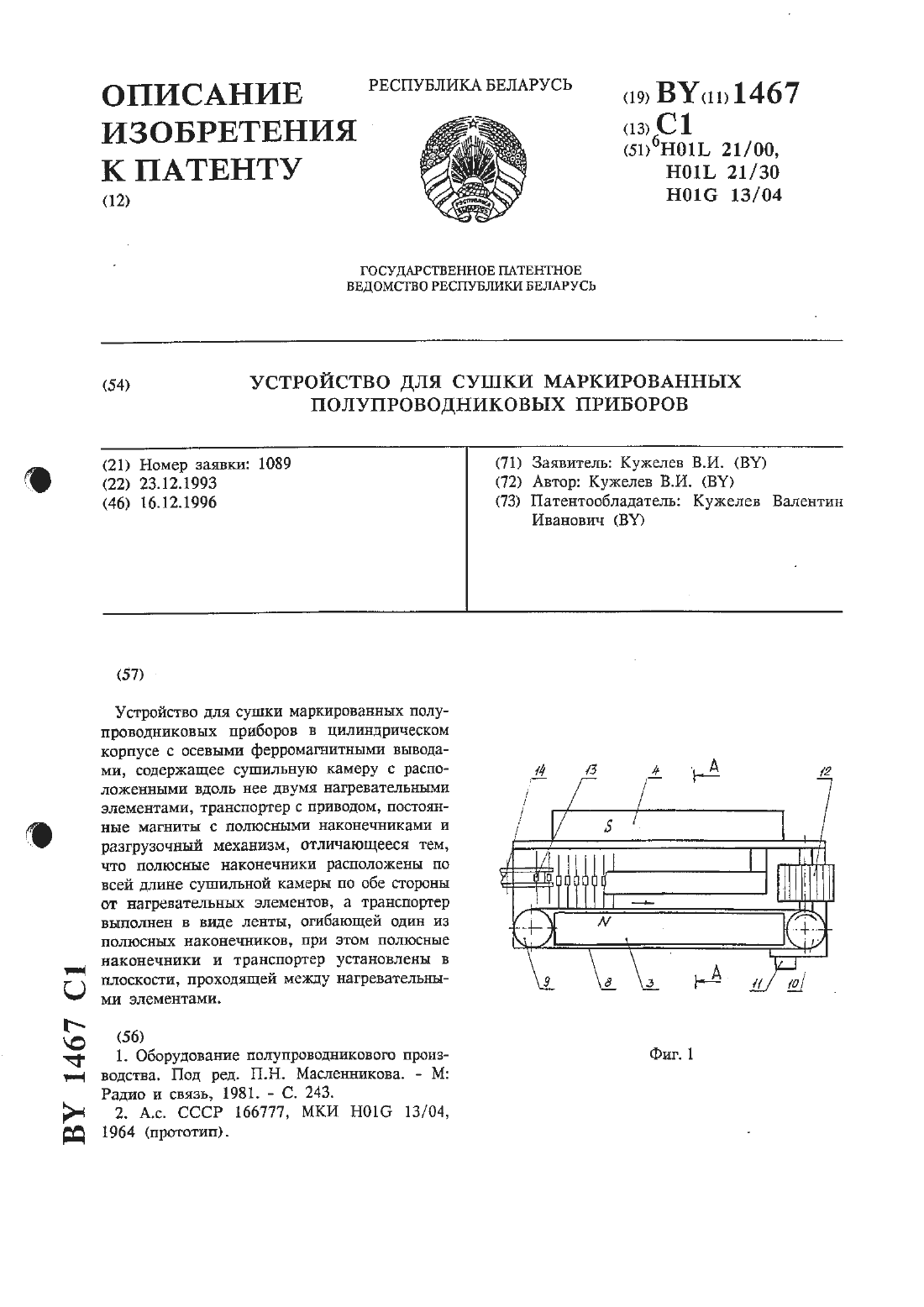
...одною механизма в прорези другого при повышенных рабочих скоростях механизмов.Основная задача изобретения - создание надежного в эксгшуатации устройства с расширенными функциональными возможностями.Поставленная задача достигается тем, что устройство содержит магнитную систему, формирующую по длине устройства однородное магнитное поле в плоскости перемещения приборов, а перемещение приборов осуществляется гладкой непрерывной лентой с...
Электролит для осаждения сплава никель-бор
Номер патента: 30
Опубликовано: 30.05.1994
Авторы: Цыбульская Л. С., Чернова Т. А., Новоторцева И. Г., Морозов А. П., Островская Д. Г., Гаевская Т. В., Богдашич Т. В.
МПК: C25D 3/56
Метки: никель-бор, сплава, электролит, осаждения
Текст:
...белый порошок, хорошо растворимый в воде.Декагидродекаборат натрия выпускается промышленностью (ТУ 6-02-1-513-86) в виде 2530 ведшего раствора.14-бутиидиол также выпускается прмышленностью (ТУ 6-45-52-79) в виде 25-30 водного раствора. Известен как блескообразующая добавка электрошттов никелироватшя.Состав готовят растворением в дистиллированной Воде при теьшературе 7 О-80 С борной кислоты. К полученному раствору добавляют...
Предыдущий патент: Устройство для получения гранулята
Следующий патент: Вихревой пылеуловитель
Случайный патент: Сорбирующий материал