Охлаждающий участок линии проволочного стана
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Бондаренко Александр Николаевич, Стеблов Анвер Борисович, Сокиркин Сергей Николаевич, Токмаков Вадим Анатольевич, Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Бобренок Геннадий Людвигович
Текст
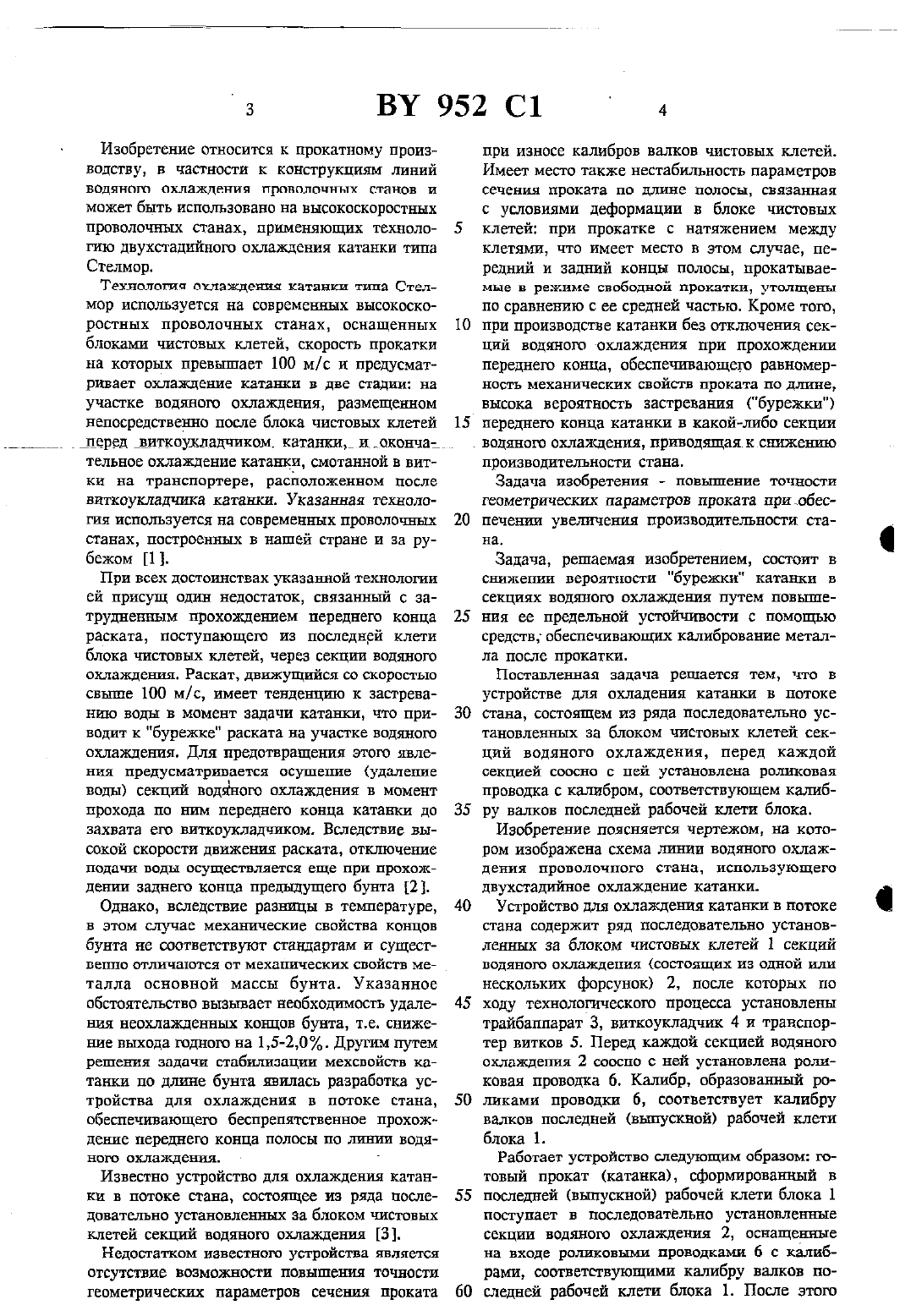
ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ БЕЛАРУСЬ(54) ОХЛАЖДАЮЩИЙ УЧАСТОК ЛИНИИ ПРОВОЛОЧНОГО СТАНАОхлаждающий участок линии проволочного стана, включающий ряд последовательно установленных за блоком чистовых клетей секций водяного охлаждения, отличающийся тем,что перед каждой секцией водяного охлаждения соосно Ос ней установлена роштковая проводка с катшбром, соответствующим калибру валков последней рабочей клети блока.(71) Заявитель Белорусский металлургический завод (ВУ)(73) Патентообладатель Белорусский металлургический завод (ВУЗ2. Тртак С. Исследование влияния химсостава и скорости контролируемого охлаждения стандартным способом Стелмор на прочность при растяжегпш низкои высокоуглеродистой катании. /Пер. с сербскохорватского яз.// Теспйса (ЕЕ).1984. 17.39, Ы 2.-С. 178-186.Изобретение относится к прокатному производству, в частности к конструкциям линий ВОДЯНОГО ОХЛЗЖДЕНИЯ ПрОВОЛОЧНТяТХ СТЗНОБ И МОЖЕТ бЫТЬ ИСПОЛЪЗОВЕНО НЕ БЫСОКОСКОрОСТНЫХ ПРОВОЛОЧНЫХ СТНННХ, ПРНМСНЯЮЩИХ ТЕХНОЛОГИЮ ДВУКСТЗЦИЙНОГП ОХЛЗЖДСНИЯ КЗТННКИ ТИПЭ Стелмор.Технология охлаждения катанки типа Стелмор используется на современных высокоскоростных проволочных станах, оснащенных блоками чистовых клетей, скорость прокатки на которых превышает 100 м/с и предусматривает охлаждение катанки в две стадии на участке водяного охлаждения, размещенном непосредственно после блока чистовых клетейтельное охлаждение катанки, сметанной в витки на транспортере, расположенном после виткоукладтшка катанкн. Указанная технология используется на современных проволочных станах, построенных в нашей стране и за рубежом 1.При ВСЗХ ДОСТОИНСТВЗХ УКЗЗЗННОЙ ТЕХНОЛОГИИ ей присущ один недостаток, связанный с затрудненным прохождением переднего конца раската, поступающего из последней клети блока чистовых клетей, через секции водяного охлаждения. Раскат, движущийся со скоростью свыше 100 м/с, имеет тенденцию к застреваншо воды в момент задачи катанки, что приводит к бурежке раската на участке водяного охлаждения. Для предотвращения этого явления предусматривается осушение (удаление воды) секций водяного охлаждения в момент прохода по ним переднего конца катанки до захвата его виткоутшадчиком. Вследствие высокой скорости движения раската отключение подачи воды осуществляется еще при прохождении заднего конца предыдущего бунта 2.Однако, вследствие разницы в температуре,в этом случае механические свойства концов бунта не соответствуют стандартам и существенно отличаются от механических свойств металла основной массы бунта. Указанное обстоятельство вызывает необходимость удаления неохлажденных концов бунта, т.е. снижение выхода годного на 15-2,О. Другим путем решения задачи стабилизации мехсвойств катанки по длине бунта явилась разработка устройства для охлаждения в потоке стана,обеспечивающего беспрепятственное прохождение переднего конца полосы по линии водяНОГО охлаждения.Известно устройство для охлаждения катанкн в потоке стана, состоящее из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения З.Недостатком известного устройства является отсутствие возможности повышения точности геометрических параметров сечения прокатапри износе калибров валков чистовых клетей. Имеет место также нестабильность параметров СЕЧЕНИЯ ЦРОКЗТЭ ПО ДЛИНС ПОЛОСЫ, СВЯЗЗННЗЯ с условиями деформации в блоке чистовых клетей при прокатке с натяжением между клетями, что имеет место в этом случае, передний и задний концы полосы, прокатываемые в режиме свободной прокатки, утолщены по сравнению с ее средней частью. Кроме того,при производстве катанки без отключения секций водяного охлаждения при прохождении переднего конца, обеспечивающего равномерность механических свойств проката по длине,высока вероятность застревания (бурежки) переднего конца катании в какой-либо секции водяного охлаждения, приводящаяк снижению производительности стана.Задача изобретения - повышение точности геометрических параметров проката приобеслечении увеличения производительности стана.Задача, решаемая изобретением, состоит в снижении вероятности бурежки катанки в секциях водяного охлаждения путем повьппения ее предельной устойчивости с помощью средств обеспечивающих калибрование металла после прокатки.ПОСТВВЛЕННЗЯ задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО двухстадийное охлаждение катании.Устройство для охлаждения катании в потоке стана содержит ряд последовательно установленных за блоком чистовых клетей 1 секций водяного охлаждения (состоящих из одной или нескольких форсунок) 2, после которых по ходу технологического процесса установлены трайбаппарат З, виткоукладчик 4 и транспортер витков 5. Перед каждой секцией водяного охлаждения 2 соосно с ней установлена роликовая проводка 6. Калибр, образовавший роликами проводки б, соответствует калибру валков последней (выпускной) рабочей клети блока 1.Работает устройство следующим образом готовый прокат (катанка), сформированный в последней (выпускной) рабочей клети блока 1 поступает в последовательно установленные секции водяного охлаждения 2, оснащенные на входе роликовыми проводками 6 с калибрами, соответствующими калибру валков последней рабочей клети блока 1. После этогопередний конец катании поступает в трайбаппарат, задающий его в виткоукладчик, с помощью которою катанка в виде плоской спирали укладывается на транспортер витков 5 для окончательного охлаждения (вторая стадня).Эффективность работы предлагаемого устройства основана на повышении предельной устойчивости переднего конца катанки при ПрПХОЖДВНИИ СТО ЧЕРЕЗ СЕКЦИИ ВОДЯНОГО ОХлаждения с одновременным калиброванием катанки, поступающей из блока чистовых клетей, по длине полосы. Известно, что условия деформации металла в блоке чистовых клетей (Прокатка с заданным небольшим на 5бильности геометрических параметров сечения каталки по длине полосы передний И задний концы полосы утолщены по сравнению с ее средней частью. Указанная нестабильность параметров сечения катании усугубляется по мере износа калибров валков клетей блока. Установка после блока чистовых клетей роликовой проводки (роликовых проводок) с калибрами, соответствующими калибру валков последней рабочей (выпускной) клети блока,позволяет калибровать каталку по длине полосы после прокатки. Вместе с тем, наличие роликовых проводок перед каждой из секций ВОДЯНОГО охлаждения ПОЗВОЛЯЕТ ПОВЫСИТЬ продольную устойчивость переднего конца катанки, проходящего через водяную завесу этих секций, т.к. известно, что наличие промежуточной опоры у стержня, подвергаемом продольному изгибу, повышает его продольную устойчивость в четыре раза.Таким образом, реализация предложения за счет использования роликовых проводок, установленных перед каждой секцией водяного охлаждения соосно с ними, повышает продольную устойчивость переднего конца катании, 20проходящего через эту секцию, что позволяет не отключать в это время охлажденную воду. Указанное обстоятельство стабилизирует характеристшси механических свойств катанки по длине бунта и способствует тем самым увеличению выхода годного и повышению производительности стана. Выполнение калибров роликовых проводок в соответствии (по форме) с калибром валков последней рабочей клети блока Наряду с предупреждением поперечных перемещений катании, способствующих повышешпо продольной устойчивости ее переднего конца при преодолении охлаждающей воды в секции водяного охлаждения, обеспешавает калибрование КЗТЗНКИ ПОСЛЕ ПРОКЗТКЦ, ЧТО СТЯ билизируетгеометрические параметрысеченияпо длине каталки и также способствует увеличеншо выхода годного и повышению произВОДИТВПЬНОСТИ СТЕПИ.Использование заявляемого устройства на стане 320/ 150 позволяет стабилизировать механические свойства по длине катании, получаемой без отключения охлаждающей воды при прохождении ее переднего конца через секции водяного охлаждения, что способствует увеличению выхода годного на 14,5, при этом снижение вероятности бурежки катанки на участке водяного охлаждения в этом случае способствует росту производительности стана. КЕЛИБРОВЗНИВ КНТЗНКИ ПОСЛЕ ПРОКИТКИ за СЧЕТ соответствия формы калибров последней клети блока и роликов проводки позволяет стабилизировать геометрические параметры катании по длине полосы. Указанное соответствие формы калибров валков и роликов проводки предупреждает также поперечное смещение катанки перед секцией водяного охлаждения,что повышает продольную устойчивость полосы, т.е. по указанным вьппе причинам способСТВУЕТ росту ПРОИЗВОДИТЕЛЬНОСТИ стана И УВСЛИЧВНИЮ ВЫХОДЯ. ГОДНОГО.Государственное патентное ведомство Респубшпсн Беларусь.
МПК / Метки
МПК: B21B 45/02
Метки: проволочного, охлаждающий, линии, стана, участок
Код ссылки
<a href="https://by.patents.su/3-952-ohlazhdayushhijj-uchastok-linii-provolochnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Охлаждающий участок линии проволочного стана</a>
Клеть прокатного стана
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Хорст Гэртнер, Хуго Фельдманн, Герд Байземанн, Фридрих Холльман
МПК: B21B 29/00
Метки: стана, клеть, прокатного
Текст:
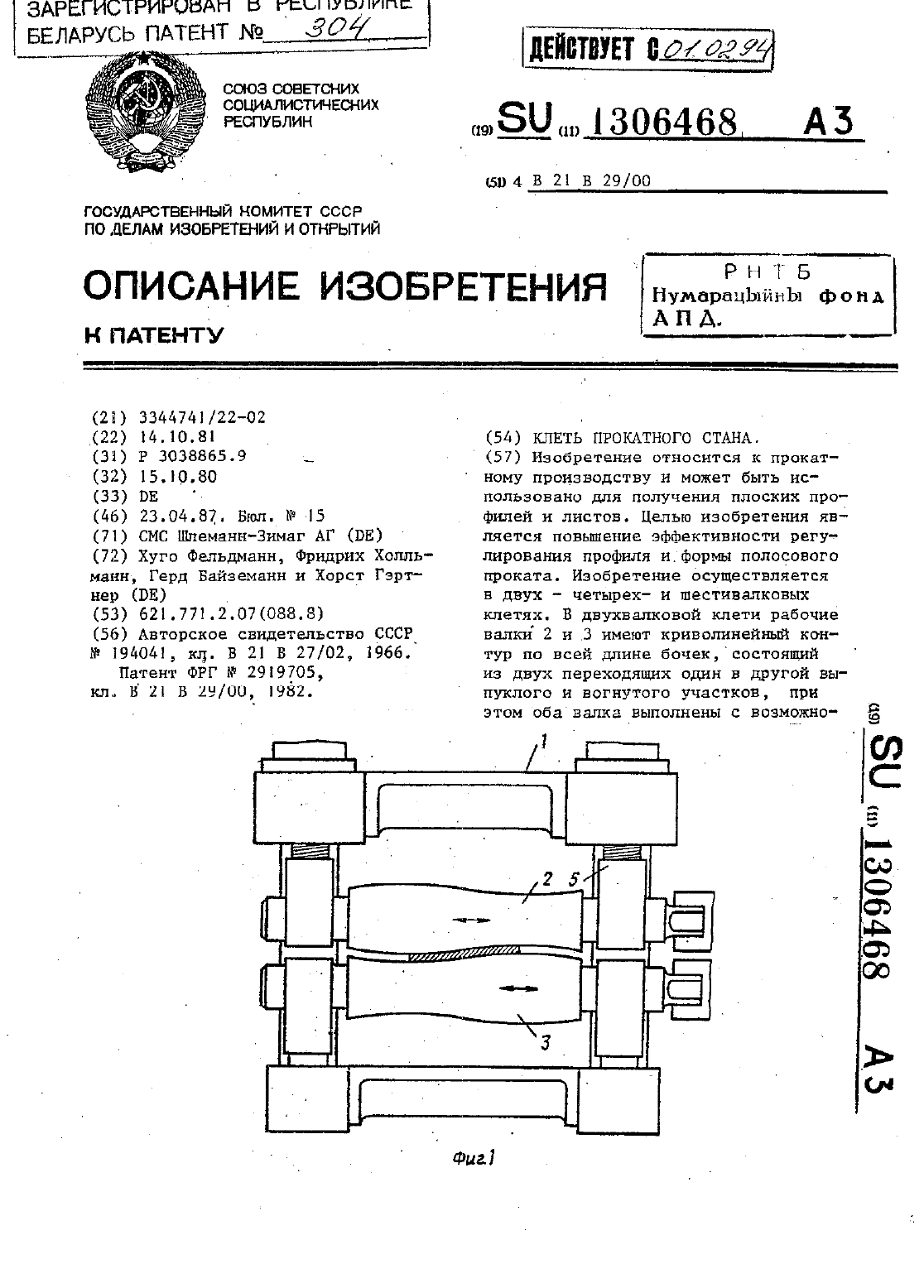
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Силантьев М. А., Рассадин В. М., Зиберт В. П., Мачулин В. М., Дышлевич В. Ф.
МПК: B21B 37/00, B21B 37/06
Метки: непрерывного, система, регулирования, прокатного, раската, натяжения, черновой, группе, стана, клетей
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана

Номер патента: 438
Опубликовано: 30.03.1995
Авторы: Лютов В. Д., Цатуров А. Г., Кузьмин В. М., Чувильдеева Т. И., Светличный В. Ф., Овчинникова Т. А., Гулько А. И.
МПК: B21D 5/06
Метки: способ, стол, инструмента, рабочем, столе, настройки, стана, рабочий, профилегибочного
Текст:
...на верхней поверхности Ползунов 45 и 46 дополнительные технологические устройства в виде многороликовых блоков. например блока дополнительной пары роликов 63 или направляющих планок 71 для формовки или направления контактных профилей 74 и 75,фиксируя насадку роликовую установочными пальцами 61 и 62 и закрепляя болтами 60. уГабариты боковых роликов 5-8 определяются из размеров а посадочного диаметра и ь длины посадочной шейки. где...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Закшевский В. Б., Жучков С. М., Бондаренко А. Н., Токмаков В. А., Дышлевич В. Ф., Сивак Э. В., Кулаков Л. В., Кузьмичев М. В., Асанов В. Н.
МПК: B21B 1/00
Метки: непрерывном, сдвоенной, прокатки, стане, способ, мелкосортном
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Роликовая проводка
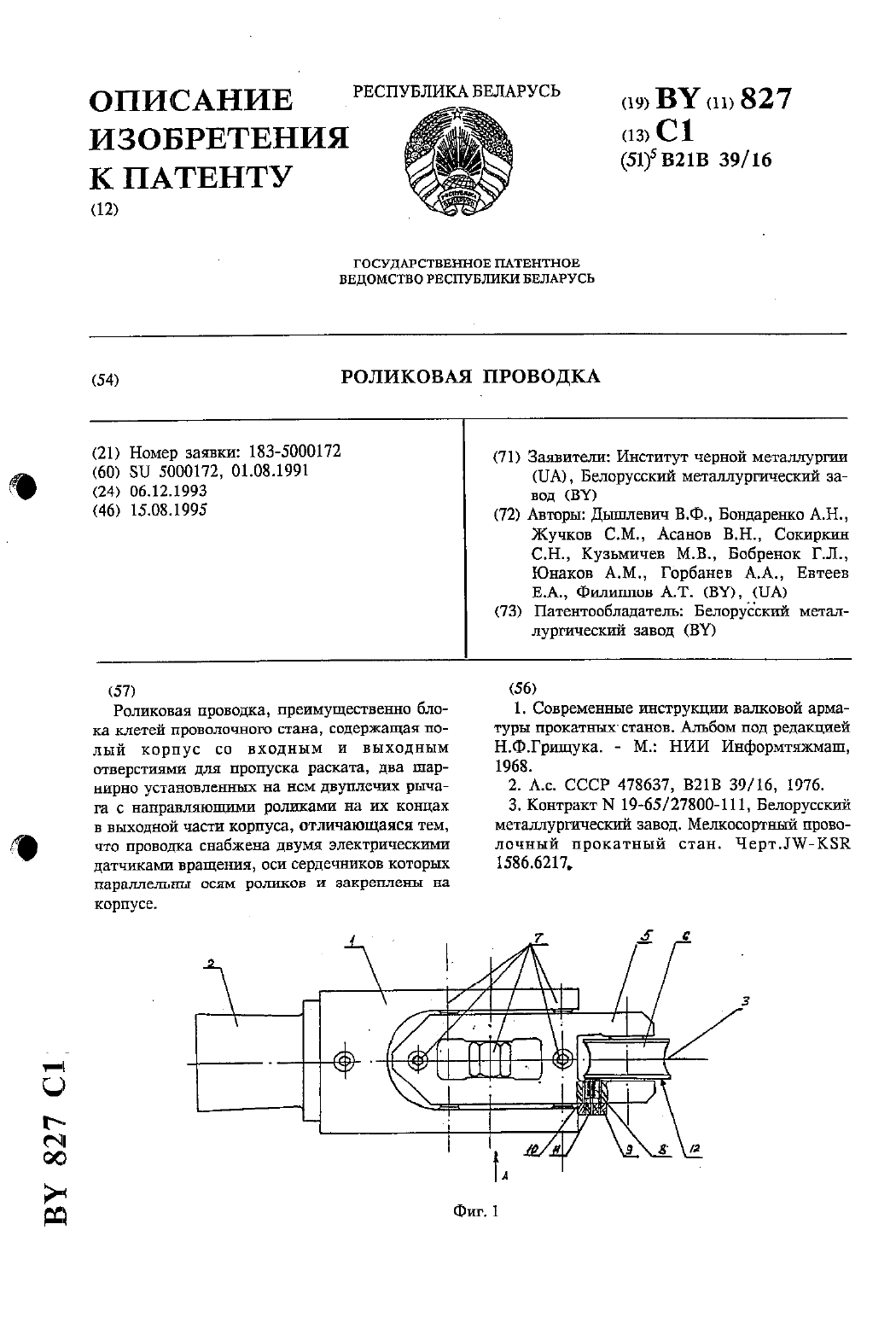
Номер патента: 827
Опубликовано: 15.08.1995
Авторы: Жучков С. М., Кузьмичев М. В., Евтеев Е. А., Юнаков А. М., Филиппов А. Т., Сокиркин С. Н., Бобренок Г. Л., Дышлевич В. Ф., Бондаренко А. Н., Асанов В. Н., Горбанев А. А.
МПК: B21B 39/16
Текст:
...4, контактирующие с раскатом при прохождении его через проводку. На корпусе 1 установлены два роликодержателя 5, выполненные в виде двуплечих рычагов, С направляющими роликами б на их концах в выходной части корпуса. Ролнкодержатели снабжены средствами 7 регулирования зазора между направляющими роликами б. В непосредственной близости от роликов 6 на корпусе 1 установлены два закрепленных на нем электрических датчика вращения 8 по одному на...
Предыдущий патент: Катанка для металлокорда
Следующий патент: Роликовая головка машины для контактной роликовой сварки
Случайный патент: Способ дооперационной дифференциальной диагностики заболеваний щитовидной железы