Способ прокатки швеллеров
Номер патента: 1023
Опубликовано: 15.12.1995
Авторы: Кузьмичев Михаил Васильевич, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович
Текст
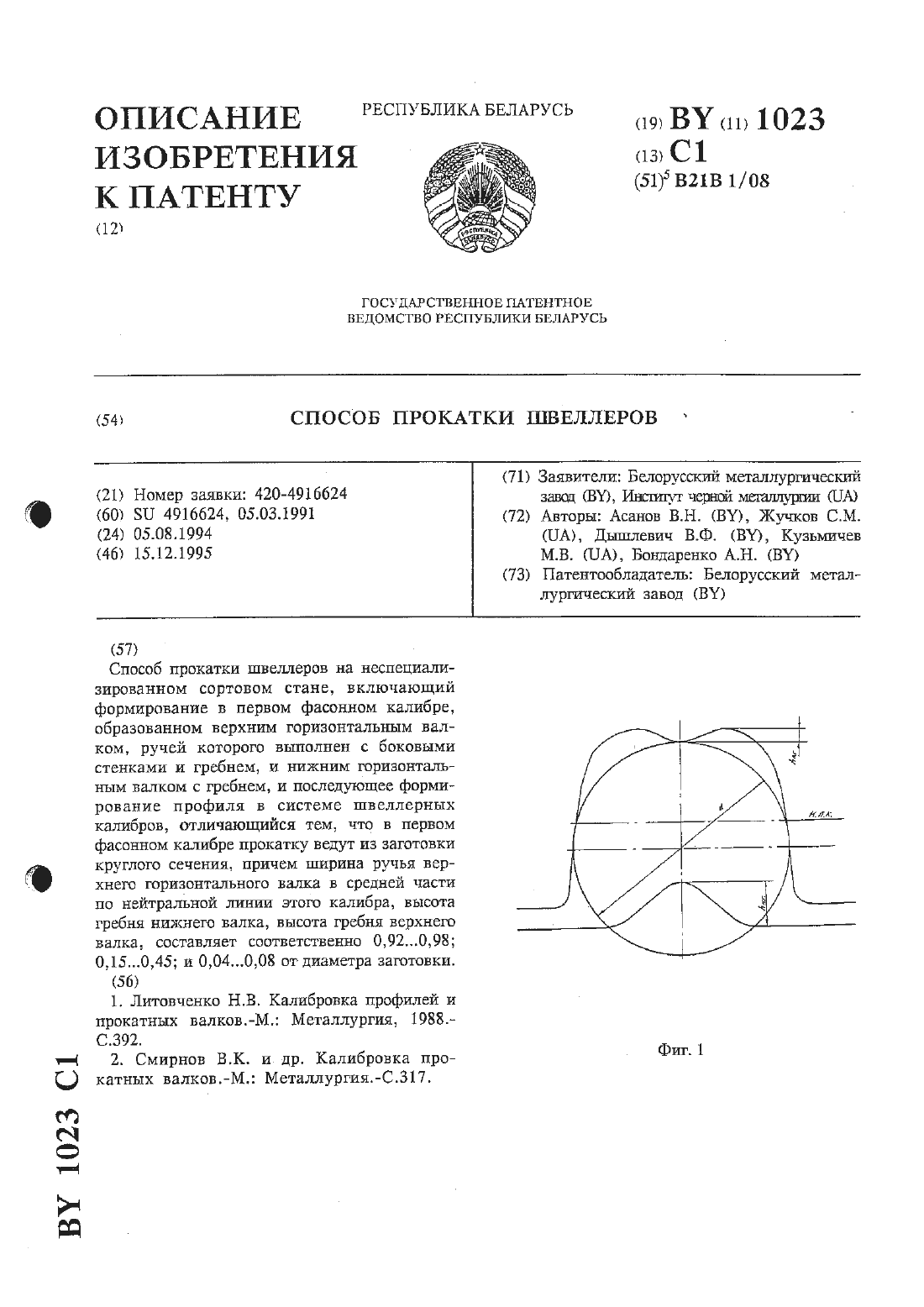
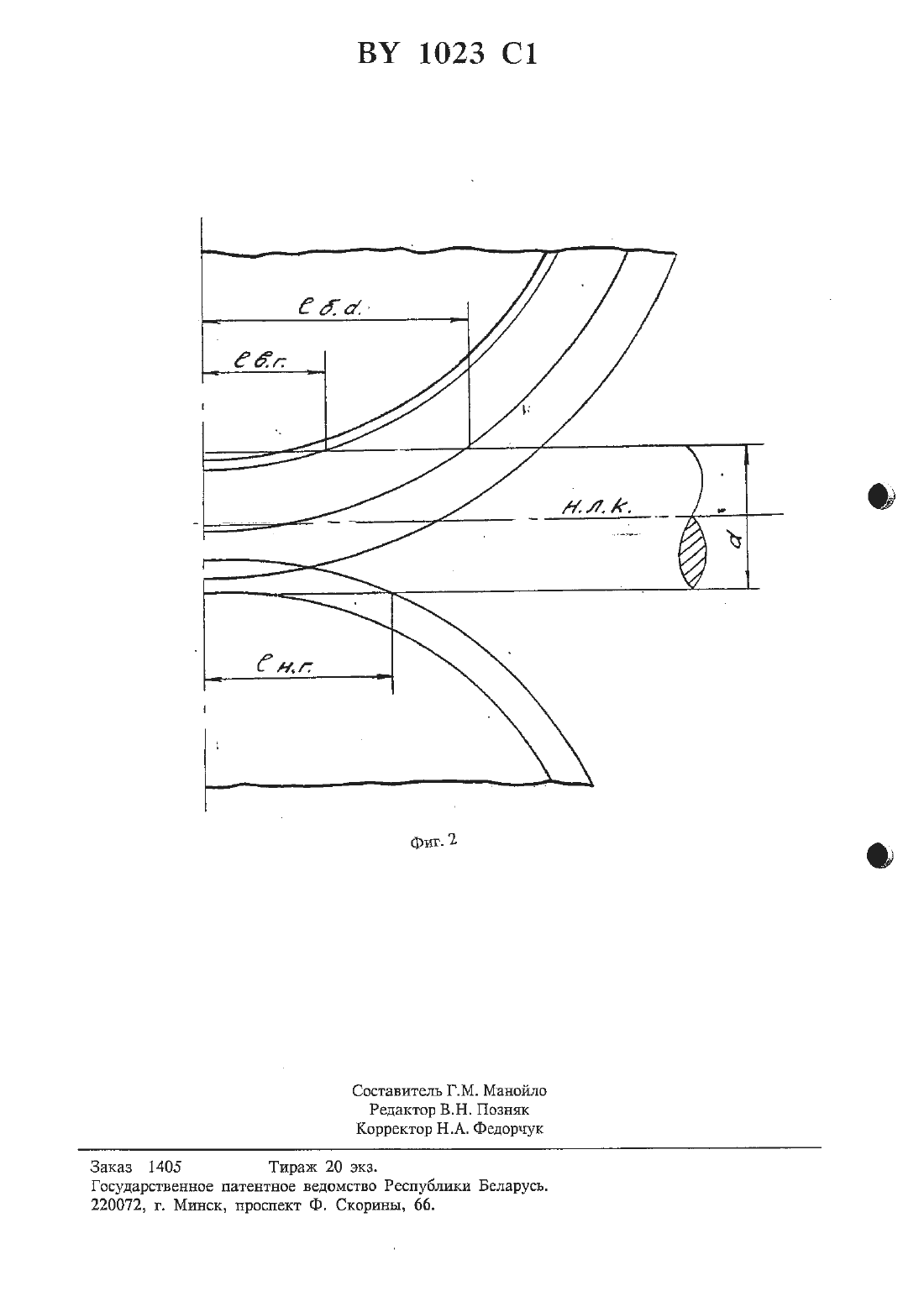
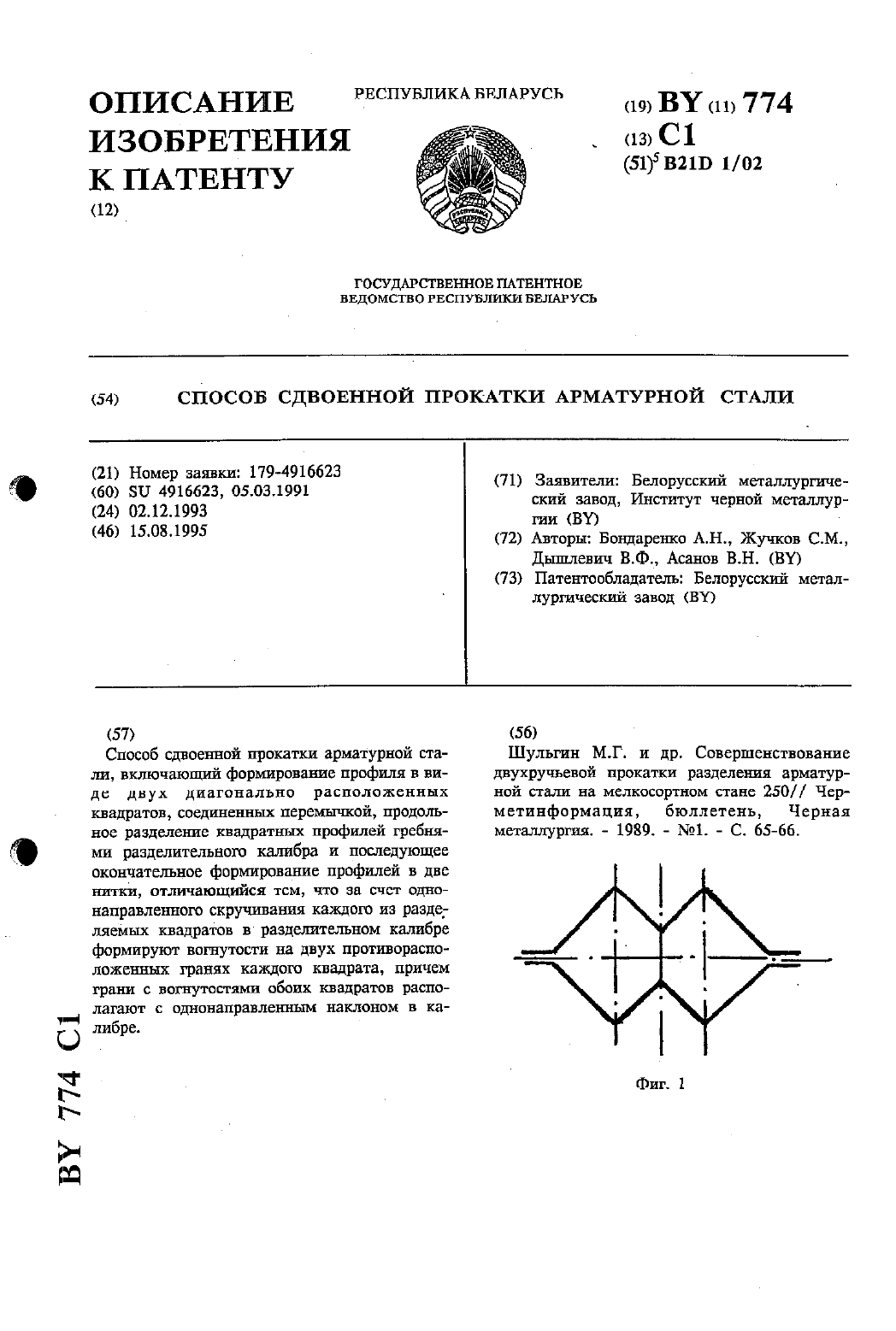
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ввцомство РЕСПУБЛИКИ БЕЛАРУСЬ(54 СПОСОБ ПРОКАТКИ ПШЕЛЛЕРОВ(71) Заявители Белорусский металлургический завод (ВТ), Шасгигуг черной(ПА)(73) Патентообладатель Белорусский метал лургический завод (В)Способ прокатки швеллеров на неспециализированном сортовом стане, включающий формирование в первом фасонном калибре,образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее форми рование профиля в системе швеллерных калибров, отличающийся тем, что в первом фасонном калибре прокатку ведут из заготовки круглого сечения, причем Ширина ручья верхнего горизонтального валка в средней части по нейтральной линии этого калибра, высота гребня нижнего валка, высота гребня верхнего валка, составляет соответственно 0,920,98 0,150,45 и 0,О 40,08 от диаметра заготовки.Изобретение относится к прокатному производству и может быть реализовано на неспециализированных сортовых прокатных станах с разнообразным сортаментом, включающем швеллерный профиль.1/13 вестен способ прокатки швеллеров, включающий деформацию заготовки в первом фасонном /разрезном/ калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем п нижним горизонтальным валком с гребнем,и последующее формирование готового профиля в системе швеллерных калибров 1.Недостатком известного способа является низкая технологическая гибкость стана, обусловленная необходимостью использования в качестве подката для разрезного калибра заготовки квадратного сечения, что снижает технологическую гибкость стана, а также недостаточно надежная самоустановка заготовки в калибре, что может привести к искажению профиля.Более близким по технической сущности является принятый за прототип способ прокатки швеллеров, включающий деформацию прямоугольной заготовки в первом фасонном калибре с гребнями и предусматривающий одновременное касание заготовкой гребня и боковьгх стенок ручья верхнего валка 2. Касание заготовкой при захвате в трех точках ручья калибра улучшает ее центрирование, но прямоугольная форма сечения заготовки не исключает возможность ее сваливания в калибре и, соответственно искажения формы готового профиля, а также не обеспечивает технологической гибкости неспециализированного стана. Предложенный способ решает задачу обеспечения надежного самоцентрирования заготовки в калибре, что повышает точность выполнения формы готового профиля и одновременно повышает технологическую гибкость неспециализированного стана при переходах с прокаткой одного профиля на другой.Сущность изобретения поясняется чертежами,где на фиг.1 представлена схема первою фасонного (равреэного) кшшбра при прокатка швеллеров с положением в нем заготовки исходного круглого сечения на фиг.2 схема первого фасонного калибра (вид сбоку), поясняющая заполнение калибра металлом (здесь Еве, 1 нг и 1 ш- - расстояние от плоскости осей валков до точек встречи заготовки круглого сечения, соответственно, с боковьши стенкашг калибра,гребнями нижнего и верхнего валков).При использовании подката круглого сечения в первом разрезном калибре вначале в контакт с металлом входит гребень нижнего валка, а боковые стенки ручья верхнего валка ограничивают его поперечное перемещение т.к. 15 с 1 нг (см. фиг.2) и при этом происходитсамоцентровка раската до его контакта с тремя точками ручья верхнего валка по вершине его гребня и боковых стенок. В результате самоцентровки круглого подката предупреждается неточность разрезки, обусловленная некоторой овальностью круглого подката, что имеет место на практике. За период прохождения раскатом расстояния 1 нг и 1 вг (см. фиг.2) круглый подкат, Имеющий некоторую овальность. самоустанавливается в наиболее устойчивое для него положение, а боковые стенки ручья верхнего валка за счет того, что 15 1 нг ограничивают поперечное перемещение круглого подката при самоустановке.Таким образом, при использовании круглого подката необходимо соблюдение условий 15 1 нг 1 вг. В этом случае, за период прохождения раскатом расстояния 15 - 1 нг- происходит ограничение поперечного перемещения круглого подката при прохождении(1 нг - 1 вг) - самоустановка круглого подката при прохождении (1 вг О) происходит собственно разрезка круглого подката в швеллерном калибре.Самоцентровка подката круглого сечения при разрезе и заполнение разрезного калибра при формировании швеллерного раската обеспечивается выполнением этого калибра с шириной ручья и высотой гребня верхнего валка и высотой гребня нижнего валка, равными,соответственно, (0,92 О,98 с 1, (О,О 4-0,08)1 и(0,15-0,45)1, где а - диаметр подката круглого сечения.Способ осуществляется следующим образом. Заготовку квадратного сечения, нагретую до температуры прокатки, деформируют в системе черновых калибров неспециализированного сортового прокатного стана, сортамент которого наряду со швеллерами включает дРУгие профили. В процессе чернового формирования заготовки осуществляют подготовку раската к деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонном калибре. Первый фасонный (разрезной) калибр (фигд) образован верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем и нижним горизонтальным валком с гребнем. Последующее формирование готового ррофиля осуществляют в системе швеллерных калибров. Параметры первого фасонного (разрезного) калибра определяются диаметром исходного подката круглого сечения. Так ширину ручья верхнею горизонтального валка в среднем сечении - по нейтральной линии ка 5 ВУ 1023 С 1 влибрп (Н.Л.К. выполняют равной (О,92-0,97)с 1 при оптимальном значении этой величины,равной 0,956, где д диаметр подката). Большс 0,981 значение этого параметра может привести к неустойчивому положению подката круглого сечения в калибре, а меньше 0,926 значение - к невыполнению профиля вследствие незаполнения данной части ручья верхнего валка. Высоту гребня нижнего валка выполняют равной о 15-о 45 а при оптимальном значении этого параметра О,20 с 1. Высоту гребня верхнего валка выполняют равной 0,04-0,08 с 1,при оптимальном значении этой величины,равном 0,055 с 1. Большее 0451 и одна значение высоты гребней, соответственно нижнего и Верхнего валка приведет к Снижению устойчивости захвата переднего конца полосы валками первого фасонного калибра, что можетменьшие 0,15 о и 0,О 4 с 1 значения этих параметров не обеспечат выполнение профиля в первом фасонном калибре. Для пояснения указанных положений рассмотрим фиг.2. При захвате раската круглого сечения валками первою фасонного калибра для обеспечения устойчивости процесса необходимо, чтобы в контакт с раскатом последовательно по мере заполнения калибра входили боковые стенки ручья верхнею валка, вершина гребня нижнего валка и вершина гребня верхнею валка, т.е. должно соблюдаться условие 16. 1 нг 1 вг. Если ширина ручья верхнею горизонтального валка по нейтральной линии будет больше 0,98 с 1, а высота гребня нижнего валка больше 045 с 1, то первым в контакт с раскатом войдет гребень нижнего валка, т.е. 15 будет меньше 1 нг. В этом случае возможно забуривание раската в калибре, т.е. авария на стане. Первенство контакта гребня нижнего валка по отношению к верхнему обеспечивает заполнение донной части верхнею ручья, т.к. в этом случае теЧБНИЮ МЕТЗЛЛЗ В калибре ПРВПЯТСТВУЮТ ТОЛЬКО силы трения на его боковых стенках. В противном случае течению металла в калибре препятствуют еще и силы трения на поверхности гребня верхнего валка. Указанное обстоятельство обуславливает необходимость выполнения условия формирования подката круглого сечения, окружность которою касается боковых стенок и гребня ручья верхнего горизонтального валка.Способ был реализован на неспециализированном мелкосортно-проволочном стане. Сор 10тамент этого стана, включает круглые, квадратные. угловые, арматурные профили, а также швеллеры ЫЕУЫ 5 И 6,5. При производстве профилей сортамента в промежуточной и чистовой группах клстей стана использовался подкат круглого или овального сечения. формируемый в клетях черновой группы стана. в которой используется унифицированная система калибров овал-круг.Для реализации способа при производстве швеллеров был использован подкат круглого сечения О 64 мм, поступающий из клети М 6 черновой гругшы, полученный в процессе чернового формирования из заготовки квадратного сечения 125 х 125 мм, Полученный круглый раскат деформировался в первом фасонном калибре, выполненном таким образом, что окружность сечения подката в нем касалась боковых стенок и гребня ручья верхнего валка. Полученный фасонный подкат деформировался в системе 8 и- швеллерных последующих калибров до получения готового проката. Параметры первого фасонного калибра выполнялись с учетом соотношения 15 с 1 н, Квг. Экспериментальные исследования показали, что оптимальными значениями геометрических параметров первого фасонного калибра являются ширина ручья верхнего валка по нейтральной линии калибра - 61 мм или 0,95 с 1 высота Юнг гребня нижнего валка 13,1 мм или 0,206 высота Вы гребня верхнего валка - 3,5 мм или 0,055 с 1. Диапазоны измерения указанных параметров калибра установлены экспериментальным путем, исходя из необходимости заполнения калибра и обеспечения, тем самым, требуемого качества готового проката, а также предупреждения сваливания раската круглого сечения в первом фасонном калибре и исключения его застревания в этом калибре.Реализация предложенного способа позволила повысить технологическую гибкость стана,унифицировать калибровку валков черновой группы клетей, охватив ею производство всех профилей сортамента стана, включая швеллеры. Указанное обстоятельство уменьшило количество перевалов и способствовало росту производительности стана. Выбор параметров первого фасонного калибра обеспечил требуемое количество готового проката за счет его заполнения и предупредил возможность возникновения аварийной ситуаЦии на стане - застревания раската в первом фасонном калибре.Заказ 1405 Тираж 20 экз. Государственное патентное ведомство Республики Беларусъ. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21B 1/08
Метки: швеллеров, прокатки, способ
Код ссылки
<a href="https://by.patents.su/4-1023-sposob-prokatki-shvellerov.html" rel="bookmark" title="База патентов Беларуси">Способ прокатки швеллеров</a>
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Кузьмичев М. В., Бондаренко А. Н., Дышлевич В. Ф., Жучков С. М., Асанов В. Н.
МПК: B21B 1/02
Метки: сдвоенной, сортовых, прокатки, способ, профилей
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Асанов В. Н., Жучков С. М., Дышлевич В. Ф., Бондаренко А. Н.
МПК: B21D 1/02
Метки: способ, прокатки, сдвоенной, арматурной, стали
Текст:
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Кузьмичев М. В., Токмаков В. А., Сивак Э. В., Закшевский В. Б., Асанов В. Н., Дышлевич В. Ф., Бондаренко А. Н., Кулаков Л. В., Жучков С. М.
МПК: B21B 1/00
Метки: способ, сдвоенной, стане, прокатки, мелкосортном, непрерывном
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Клушин В. А., Щукин В. Я., Ермолович В. И., Садко В. И.
МПК: B21H 1/18
Метки: поперечно-клиновой, стан, прокатки
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Способ изготовления изделий, преимущественно кулачковых валов
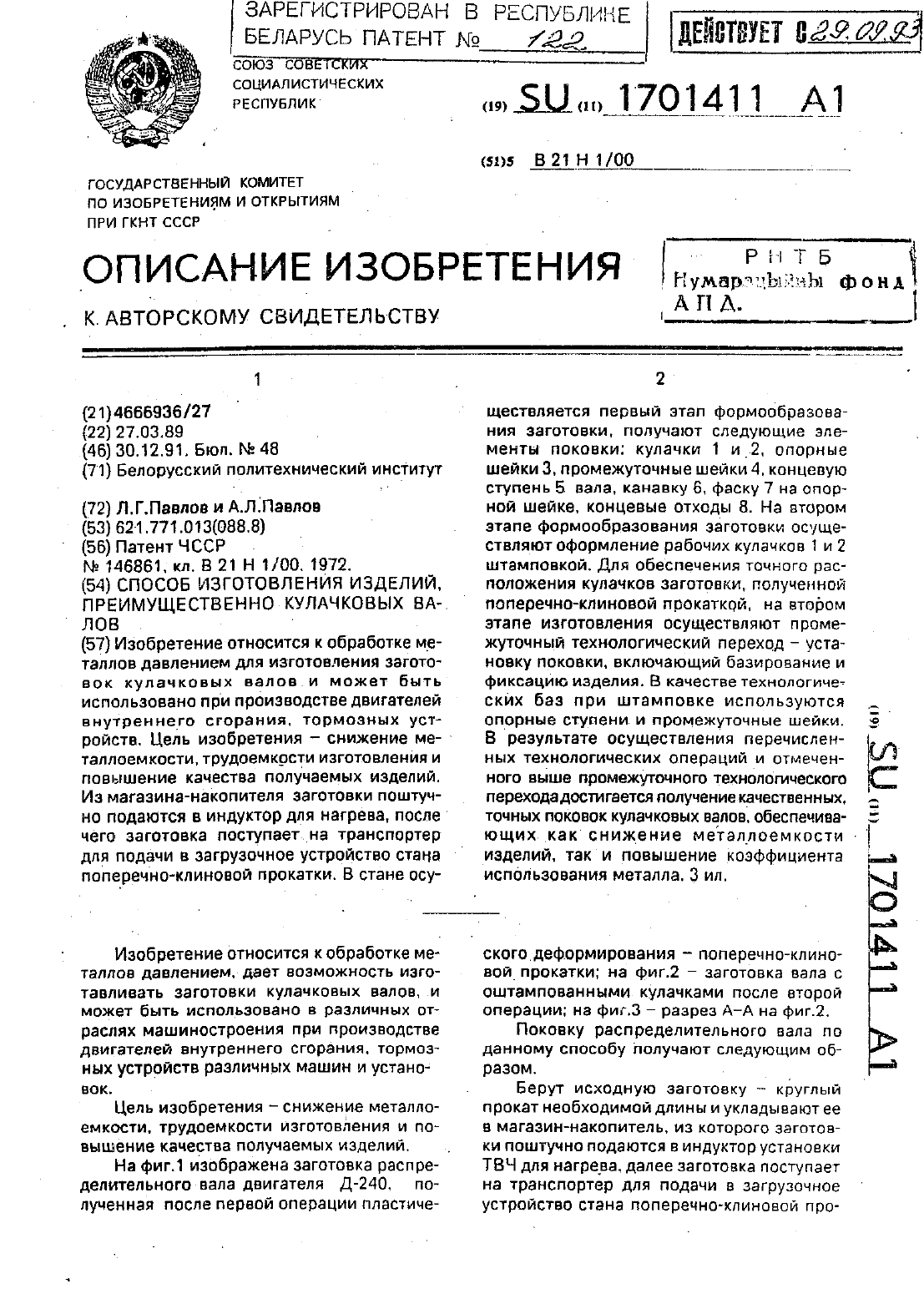
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: преимущественно, изготовления, способ, кулачковых, валов, изделий
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Предыдущий патент: Устройство для контактной закалки листа стекла ветража
Следующий патент: Устройство многоручьевой прокатки сортовых заготовок
Случайный патент: Фильтр для сигарет