Способ калибровки валков реверсивного прокатного стана
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Дышлевич Виктор Федорович
Текст
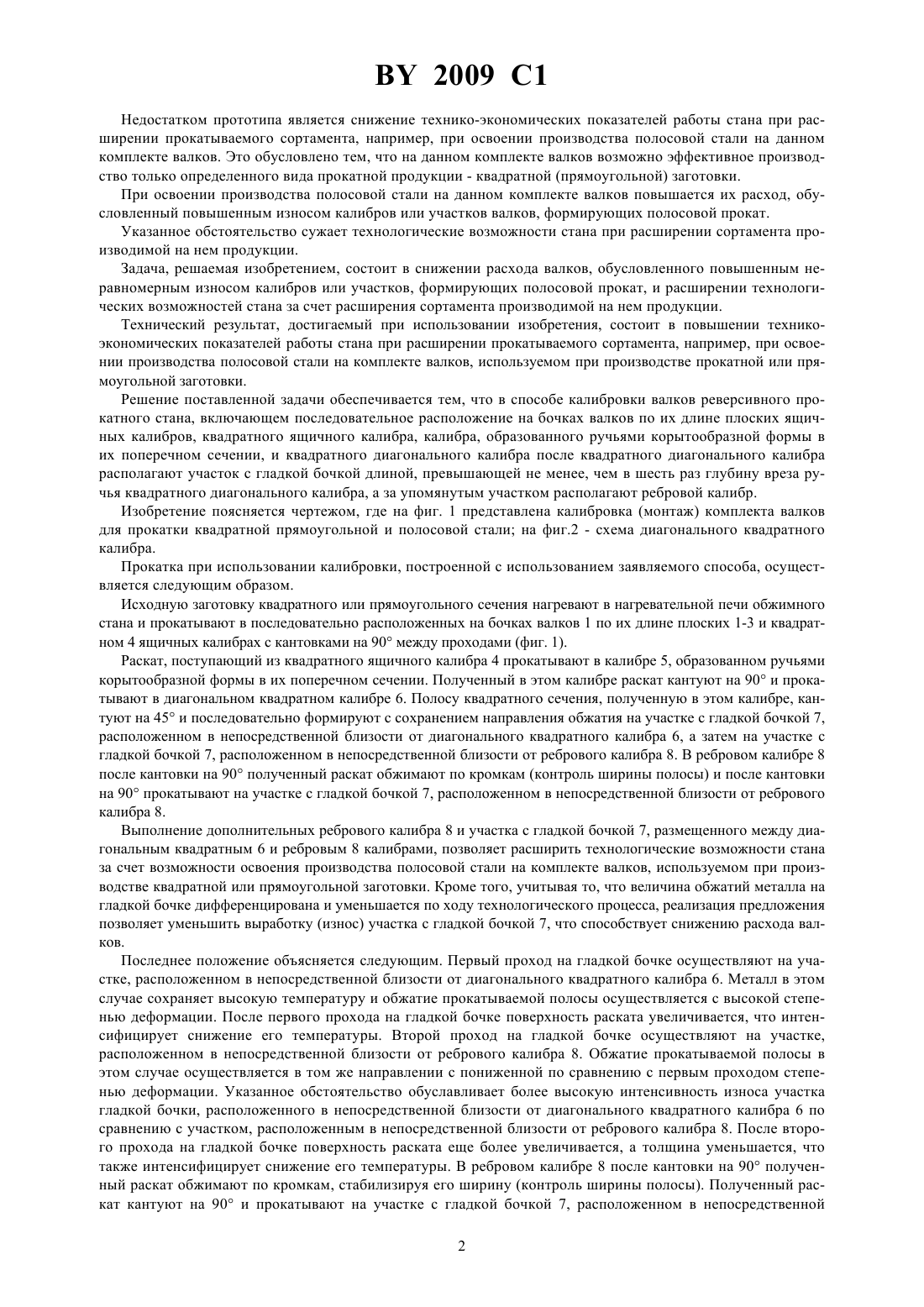
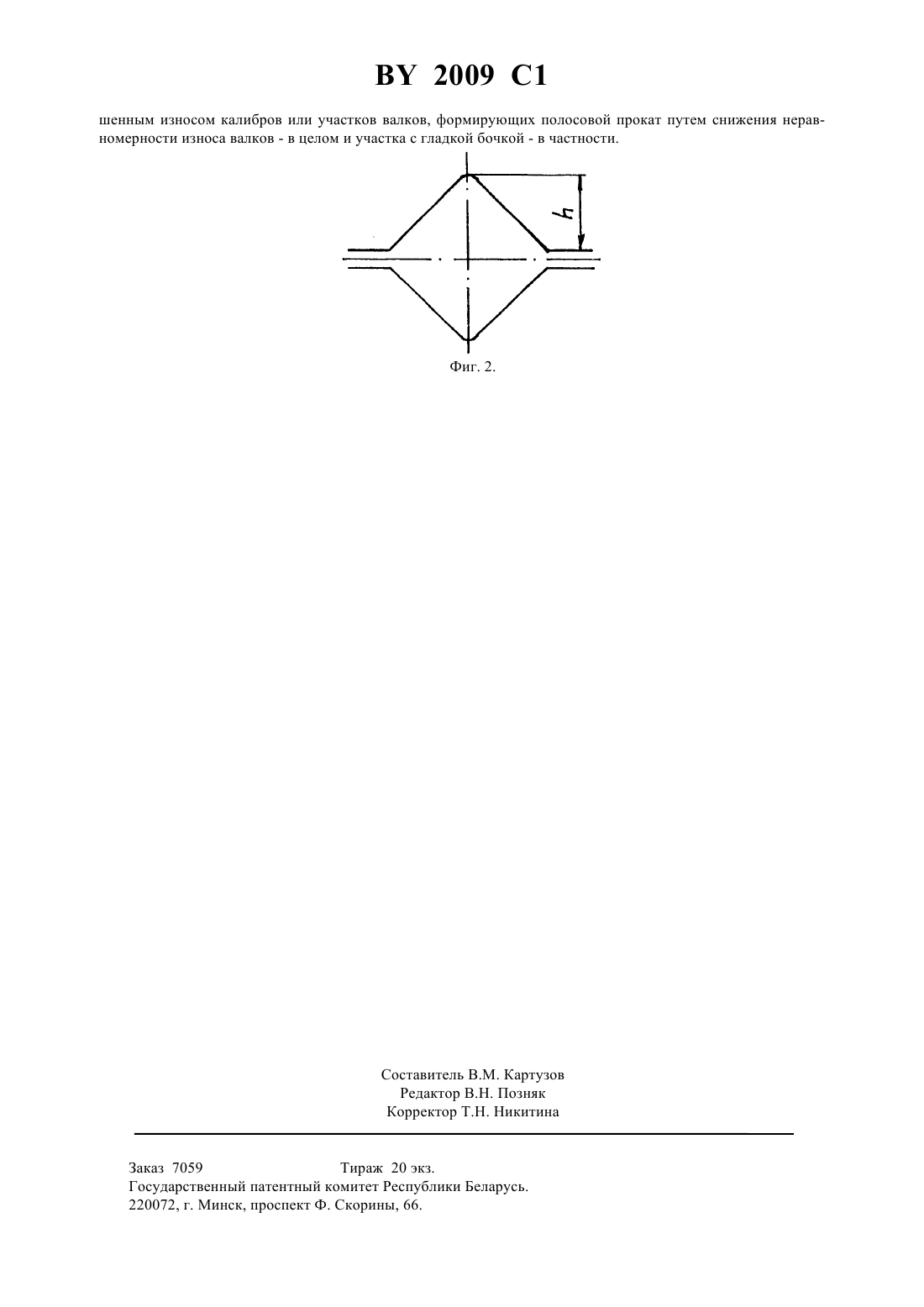
21 27/02 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ КАЛИБРОВКИ ВАЛКОВ РЕВЕРСИВНОГО ПРОКАТНОГО СТАНА(71) Заявитель Белорусский металлургический завод(73) Патентообладатель Белорусский металлургический завод(57) Способ калибровки валков реверсивного прокатного стана, включающий последовательное расположение на бочках валков по их длине плоских ящичных калибров, квадратного ящичного калибра, калибра образованного ручьями корытообразной формы в их поперечном сечении, и квадратного диагонального калибра, отличающийся тем, что после квадратного диагонального калибра располагают участок с гладкой бочкой длиной, превышающей не менее, чем в шесть раз глубину вреза ручья квадратного диагонального калибра, а за упомянутым участком располагают ребровый калибр.(56) 1. Бахтинов Б.П. и Штернов М.М Калибровка прокатных валков.-М. Металлургиздат, 1953.-.345-347,435-461. 2. Литовченко Н.В Калибровка профилей и прокатных валков.-М. Металлургия, 1990.- .220-242. 3. Филиппов И.Н. и др. Атлас калибровок прокатных валков.-М. Черметинформация, 1965.-.11, 22. Фиг. 1. Изобретение относится к прокатному производств, а именно к способам калибровки валков реверсивного,преимущественно обжимного стана для производства заготовок, а также крупносортной стали, и может быть использовано на реверсивных обжимных прокатных станах. Известны способы калибровки валков обжимного стана, включающие выполнение последовательно расположенных на бочках валков по их длине плоских ящичных калибров, квадратного ящичного калибра, калибра, образованного ручьями корытообразной формы в их поперечном сечении, и диагонального квадратного калибра 1-2. В качестве прототипа принят способ калибровки валков реверсивного стана, включающий выполнение последовательно расположенных на бочках валков по их длине плоских ящичных калибров, квадратного ящичного калибра, калибра, образованного ручьями корытообразной формы в их поперечном сечении, и диагонального квадратного калибра 3. 2009 1 Недостатком прототипа является снижение технико-экономических показателей работы стана при расширении прокатываемого сортамента, например, при освоении производства полосовой стали на данном комплекте валков. Это обусловлено тем, что на данном комплекте валков возможно эффективное производство только определенного вида прокатной продукции - квадратной (прямоугольной) заготовки. При освоении производства полосовой стали на данном комплекте валков повышается их расход, обусловленный повышенным износом калибров или участков валков, формирующих полосовой прокат. Указанное обстоятельство сужает технологические возможности стана при расширении сортамента производимой на нем продукции. Задача, решаемая изобретением, состоит в снижении расхода валков, обусловленного повышенным неравномерным износом калибров или участков, формирующих полосовой прокат, и расширении технологических возможностей стана за счет расширения сортамента производимой на нем продукции. Технический результат, достигаемый при использовании изобретения, состоит в повышении техникоэкономических показателей работы стана при расширении прокатываемого сортамента, например, при освоении производства полосовой стали на комплекте валков, используемом при производстве прокатной или прямоугольной заготовки. Решение поставленной задачи обеспечивается тем, что в способе калибровки валков реверсивного прокатного стана, включающем последовательное расположение на бочках валков по их длине плоских ящичных калибров, квадратного ящичного калибра, калибра, образованного ручьями корытообразной формы в их поперечном сечении, и квадратного диагонального калибра после квадратного диагонального калибра располагают участок с гладкой бочкой длиной, превышающей не менее, чем в шесть раз глубину вреза ручья квадратного диагонального калибра, а за упомянутым участком располагают ребровой калибр. Изобретение поясняется чертежом, где на фиг. 1 представлена калибровка (монтаж) комплекта валков для прокатки квадратной прямоугольной и полосовой стали на фиг.2 - схема диагонального квадратного калибра. Прокатка при использовании калибровки, построенной с использованием заявляемого способа, осуществляется следующим образом. Исходную заготовку квадратного или прямоугольного сечения нагревают в нагревательной печи обжимного стана и прокатывают в последовательно расположенных на бочках валков 1 по их длине плоских 1-3 и квадратном 4 ящичных калибрах с кантовками на 90 между проходами (фиг. 1). Раскат, поступающий из квадратного ящичного калибра 4 прокатывают в калибре 5, образованном ручьями корытообразной формы в их поперечном сечении. Полученный в этом калибре раскат кантуют на 90 и прокатывают в диагональном квадратном калибре 6. Полосу квадратного сечения, полученную в этом калибре, кантуют на 45 и последовательно формируют с сохранением направления обжатия на участке с гладкой бочкой 7,расположенном в непосредственной близости от диагонального квадратного калибра 6, а затем на участке с гладкой бочкой 7, расположенном в непосредственной близости от ребрового калибра 8. В ребровом калибре 8 после кантовки на 90 полученный раскат обжимают по кромкам (контроль ширины полосы) и после кантовки на 90 прокатывают на участке с гладкой бочкой 7, расположенном в непосредственной близости от ребрового калибра 8. Выполнение дополнительных ребрового калибра 8 и участка с гладкой бочкой 7, размещенного между диагональным квадратным 6 и ребровым 8 калибрами, позволяет расширить технологические возможности стана за счет возможности освоения производства полосовой стали на комплекте валков, используемом при производстве квадратной или прямоугольной заготовки. Кроме того, учитывая то, что величина обжатий металла на гладкой бочке дифференцирована и уменьшается по ходу технологического процесса, реализация предложения позволяет уменьшить выработку (износ) участка с гладкой бочкой 7, что способствует снижению расхода валков. Последнее положение объясняется следующим. Первый проход на гладкой бочке осуществляют на участке, расположенном в непосредственной близости от диагонального квадратного калибра 6. Металл в этом случае сохраняет высокую температуру и обжатие прокатываемой полосы осуществляется с высокой степенью деформации. После первого прохода на гладкой бочке поверхность раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки, расположенного в непосредственной близости от диагонального квадратного калибра 6 по сравнению с участком, расположенным в непосредственной близости от ребрового калибра 8. После второго прохода на гладкой бочке поверхность раската еще более увеличивается, а толщина уменьшается, что также интенсифицирует снижение его температуры. В ребровом калибре 8 после кантовки на 90 полученный раскат обжимают по кромкам, стабилизируя его ширину (контроль ширины полосы). Полученный раскат кантуют на 90 и прокатывают на участке с гладкой бочкой 7, расположенном в непосредственной 2 2009 1 близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется с очень невысокой по сравнению с двумя предыдущими проходами на гладкой бочке степенью деформации. Опыты показали, что износ участка гладкой бочки, расположенного в непосредственной близости от диагонального квадратного калибра 6, от одного прохода с высокой степенью деформации соизмерим с износом участка гладкой бочки, расположенного в непосредственной близости от ребрового калибра 8 от двух проходов с пониженной степенью деформации. Указанное обстоятельство диктует необходимость выполнения участка с гладкой бочкой длиной , превышающей 6,0 значений глубины врезаручья диагонального квадратного калибра. Размеры сечения раската, получаемого в диагональном квадратном калибре, определяют размеры сечения, в частности, ширину полосы, прокатываемой на гладкой бочке. Выполнение участка с гладкой бочкой длиной , превышающей 6,0 значений глубины врезаручья диагонального квадратного калибра дает возможность автономно осуществить первый проход на гладкой бочке на участке, расположенном в непосредственной близости от диагонального квадратного калибра 6, а второй и последний проходы на гладкой бочке на участке, расположенном в непосредственной близости от ребрового калибра 8. Иными словами, обеспечивается возможность использования в первом проходе на гладкой бочке только участка, расположенного в непосредственной близости от диагонального квадратного калибра 6, а во втором и последнем проходах только участка, расположенного в непосредственной близости от ребрового калибра 8. При выполнении участка с гладкой бочкой длиной , меньшей 6,0 значений глубины врезаручья диагонального квадратного калибра эта возможность исчезает, чему сопутствует повышение неравномерности износа валков - в целом и участка с гладкой бочкой - в частности. Таким образом, выполнение дополнительного ребрового калибра и участка с гладкой бочкой, размещенного между диагональными квадратным и ребровым калибрами, с длиной , превышающей 6,0 значений глубины врезаручья диагонального квадратного калибра, позволяет снизить расход валков, обусловленный повышенным износом калибров или участков валков, формирующих полосовой прокат, при расширении технологических возможностей стана за счет расширения сортамента производимой на нем продукции. Указанное обстоятельство повышает технико-экономические показатели работы стана при расширении прокатываемого сортамента, в частности, при освоении производства полосовой стали на комплекте валков,используемом при производстве квадратной или прямоугольной заготовки. Предлагаемый способ был опробован на обжимном крупносортном стане 850 Белорусского металлургического завода при прокатке полосовой стали сечением 45-50100-120 мм. В комплекте валков, предназначенных для прокатки квадратной стали сечением 90 мм, получаемой из диагонального квадратного калибра с глубиной вреза ручья 37, были дополнительно выполнены ребровой калибр и участок с гладкой бочкой,размещенный между диагональным квадратным и ребровым калибрами. Квадратный раскат сечением 90 мм являлся подкатом для получения полосовой стали сечением 45-50100-120 мм. Параметры калибровки валков стана 850, в частности, участка с гладкой бочкой были установлены расчетным и подтверждены экспериментальным путем. Вытяжка в первом проходе на гладкой бочке составляла 1,26-1,32. Во втором и последнем проходах на гладкой бочке вытяжка составляла, соответственно, 1,20-1,23 и 1,05-1,07, при суммарной вытяжке 1,26-1,316. Длина участка с гладкой бочкойвыполнялась заведомо большей расчетных значений ширины полосы после деформации раската на гладкой бочке. Анализ результатов экспериментов показал, что при вытяжке в первом проходе на гладкой бочке 1,26-1,32 ширина полосы составляла 107 мм, а во втором проходе на гладкой бочке при вытяжке 1,20-1,23 она составляла 115 мм. Ширина полосы в последнем проходе на гладкой бочке составляла 101 мм. Таким образом, длина участка с гладкой бочкой должна быть длиной , равной не менее 107115222 мм или не менее 6,0 значений глубины врезаручья диагонального квадратного калибра. Аналогичные результаты были получены при расчете параметров калибровки полосы 50120 мм. Таким образом, реализация предлагаемого способа калибровки валков реверсивного стана обеспечивает следующие преимущества. 1. Выполнение дополнительного ребрового калибра и участка с гладкой бочкой увеличивает технологические возможности стана за счет расширения сортамента производимой на нем продукции и повышает технико-экономические показатели работы стана, в частности, при освоении производства полосовой стали на комплекте валков, используемом при производстве квадратной или прямоугольной заготовки. 2. За счет размещения участка с гладкой бочкой между диагональным квадратным и ребровым калибрами обеспечивается повышение технико-экономических показателей работы стана в связи со снижением длины поперечных перемещений раската при передаче его из калибра в калибр, что стабилизирует температурный режим прокатки, способствует снижению давления прокатки, уменьшающему износ рабочих поверхностей валков. 3. За счет выполнения участка с гладкой бочкой длиной , превышающей 6,0 значений глубины врезаручья диагонального квадратного калибра обеспечивается снижение расхода валков, обусловленного повы 3 2009 1 шенным износом калибров или участков валков, формирующих полосовой прокат путем снижения неравномерности износа валков - в целом и участка с гладкой бочкой - в частности. оставитель В.М. Картузов Редактор В.Н. Позняк Корректор Т.Н. Никитина Заказ 7059 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B21B 1/02, B21B 27/02
Метки: валков, калибровки, способ, прокатного, стана, реверсивного
Код ссылки
<a href="https://by.patents.su/4-2009-sposob-kalibrovki-valkov-reversivnogo-prokatnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Способ калибровки валков реверсивного прокатного стана</a>
Клеть прокатного стана
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Герд Байземанн, Фридрих Холльман, Хуго Фельдманн, Хорст Гэртнер
МПК: B21B 29/00
Метки: прокатного, клеть, стана
Текст:
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана
Номер патента: 136
Опубликовано: 30.09.1994
Авторы: Рассадин В. М., Зиберт В. П., Силантьев М. А., Мачулин В. М., Дышлевич В. Ф.
МПК: B21B 37/00, B21B 37/06
Метки: непрерывного, система, группе, черновой, натяжения, регулирования, прокатного, клетей, стана, раската
Текст:
...18. воздействуя на заданное значение скорости регулятор 3 скорости привода предыдущей клети. Уантегратор 18 стремится сигнал с сумматора 13 сделать раеньтм нулю. что соответствует заданнотнчу мехккпетевогхчу натвжению. Сигнал с сумматора 14 поступает также в устройство, регулирующее натяжение в предыдущем тиежклетевом промежутке (сигнал ХЗ. По мере продвижения головы заготовки вступает а работу устройство оегулирующее натяжение в...
Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана

Номер патента: 438
Опубликовано: 30.03.1995
Авторы: Лютов В. Д., Овчинникова Т. А., Светличный В. Ф., Кузьмин В. М., Цатуров А. Г., Гулько А. И., Чувильдеева Т. И.
МПК: B21D 5/06
Метки: способ, рабочем, стана, стол, столе, рабочий, инструмента, профилегибочного, настройки
Текст:
...на верхней поверхности Ползунов 45 и 46 дополнительные технологические устройства в виде многороликовых блоков. например блока дополнительной пары роликов 63 или направляющих планок 71 для формовки или направления контактных профилей 74 и 75,фиксируя насадку роликовую установочными пальцами 61 и 62 и закрепляя болтами 60. уГабариты боковых роликов 5-8 определяются из размеров а посадочного диаметра и ь длины посадочной шейки. где...
Охлаждающий участок линии проволочного стана
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Дышлевич Виктор Федорович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Токмаков Вадим Анатольевич, Бобренок Геннадий Людвигович, Сокиркин Сергей Николаевич
МПК: B21B 45/02
Метки: участок, стана, проволочного, охлаждающий, линии
Текст:
...задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО...
Система валков для свободной от деформации обработки подвижных лентообразных изделий
Номер патента: 1152
Опубликовано: 14.06.1996
Авторы: Хуго Фельдманн, Манфрид Пабст, Рюдигер Фишер, Вильфрид Бальд
МПК: D21F 3/06
Метки: лентообразных, подвижных, свободной, деформации, система, обработки, валков, изделий
Текст:
...с фиг. 1-3 ПеремеЩаТЬСЯ В ОСВБОМ НаПраВЛЕНИИ С ЦЕЛЬЮ оптимального согласования обрабатывающего профиля валков с заданными для изделия условнями. Двухвалковая система валков по фиг. 4 с контурированными в соответствии с изобретением обрабатывающими палками 1 и 2 для обработки имеющего форму полотна изделия 3 должна использоваться на практике наиболее часто, а именно для отжимания содержащейся в изделии жидкости или для отжимания жидкости из...
Предыдущий патент: Устройство для обработки шариков
Следующий патент: Способ изготовления биоволокнистого материала и устройство для его осуществления
Случайный патент: Способ очистки коммунальных сточных вод от жировых отходов