Чистовая клеть прокатного стана
Номер патента: U 1801
Опубликовано: 30.03.2005
Авторы: Мандель Николай Львович, Бобков Петр Александрович, Бондаренко Александр Николаевич, Маточкин Виктор Аркадьевич, Тищенко Владимир Андреевич, Иванов Эдуард Владимирович, Перин Петр Сафонович, Бобренок Геннадий Людвигович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович, Чернов Анатолий Ефимович, Андрианов Николай Викторович
Текст
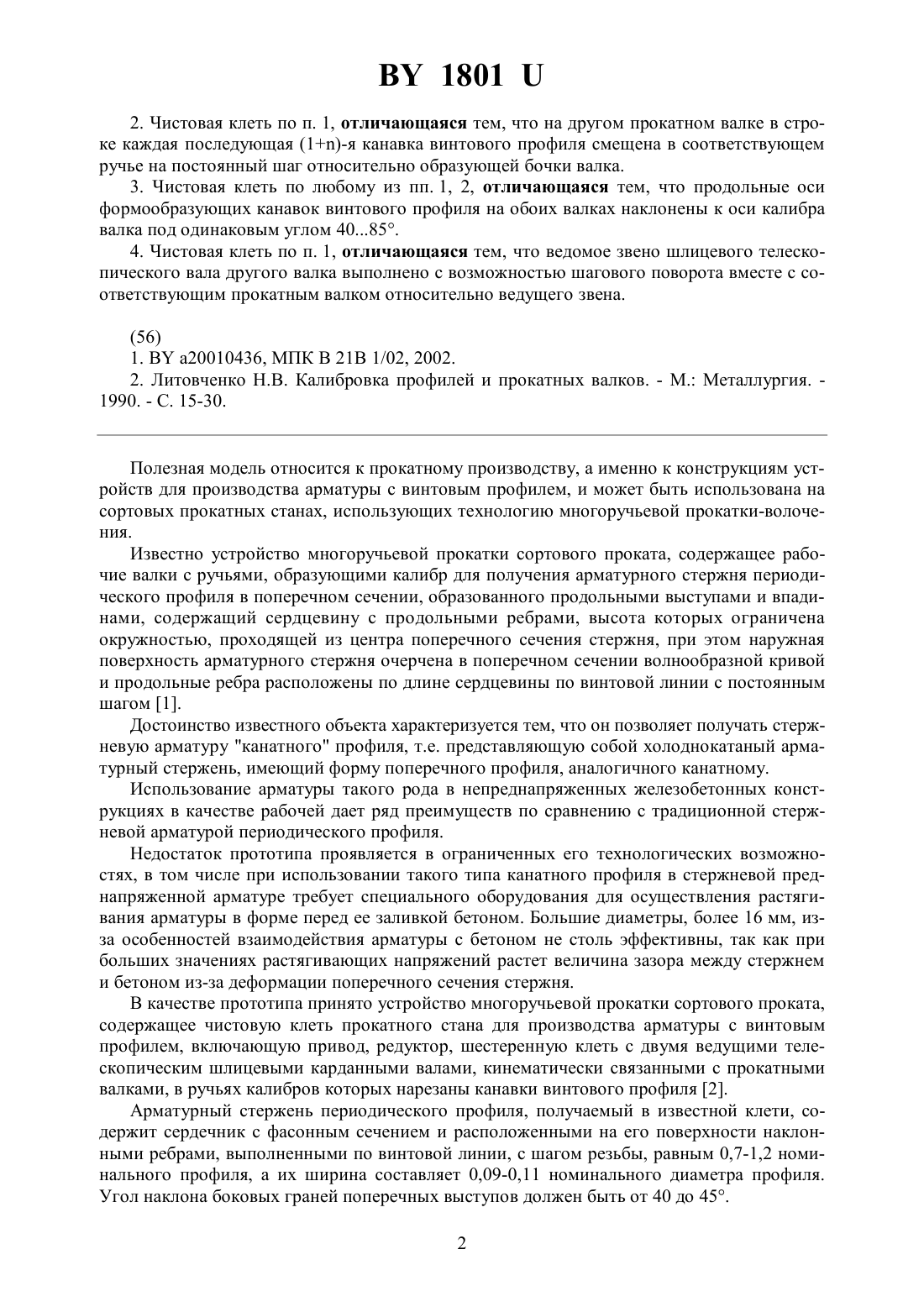
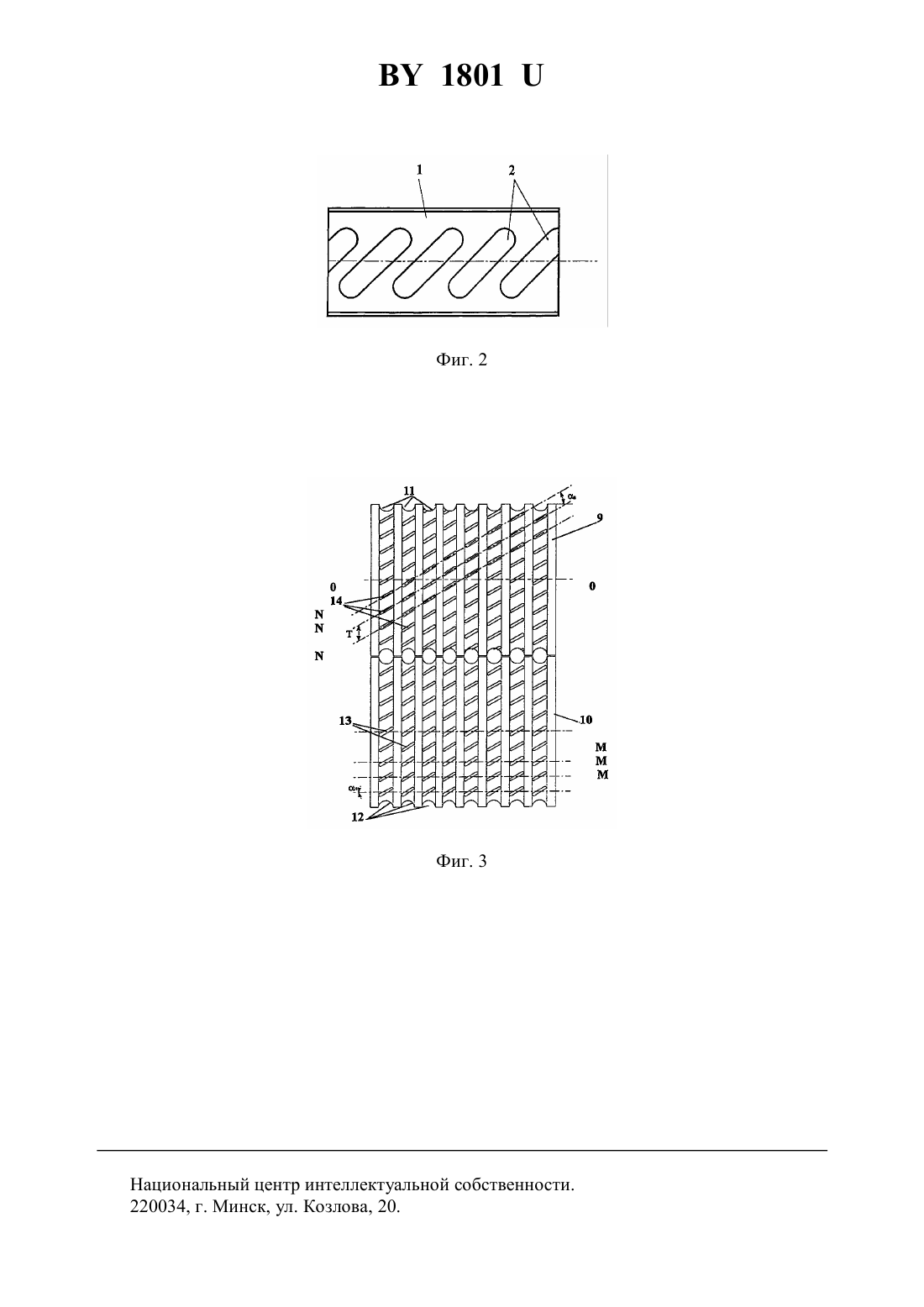
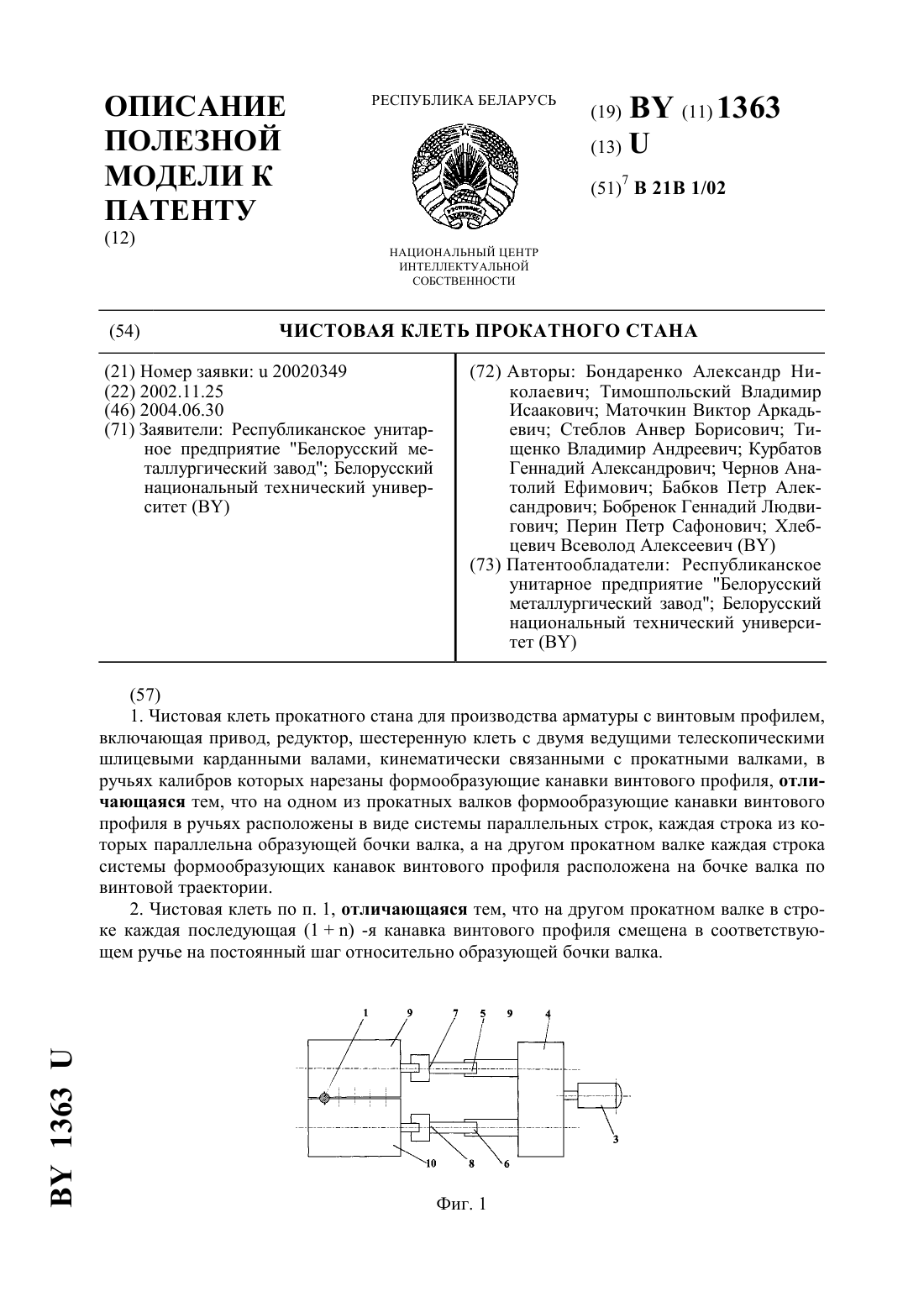
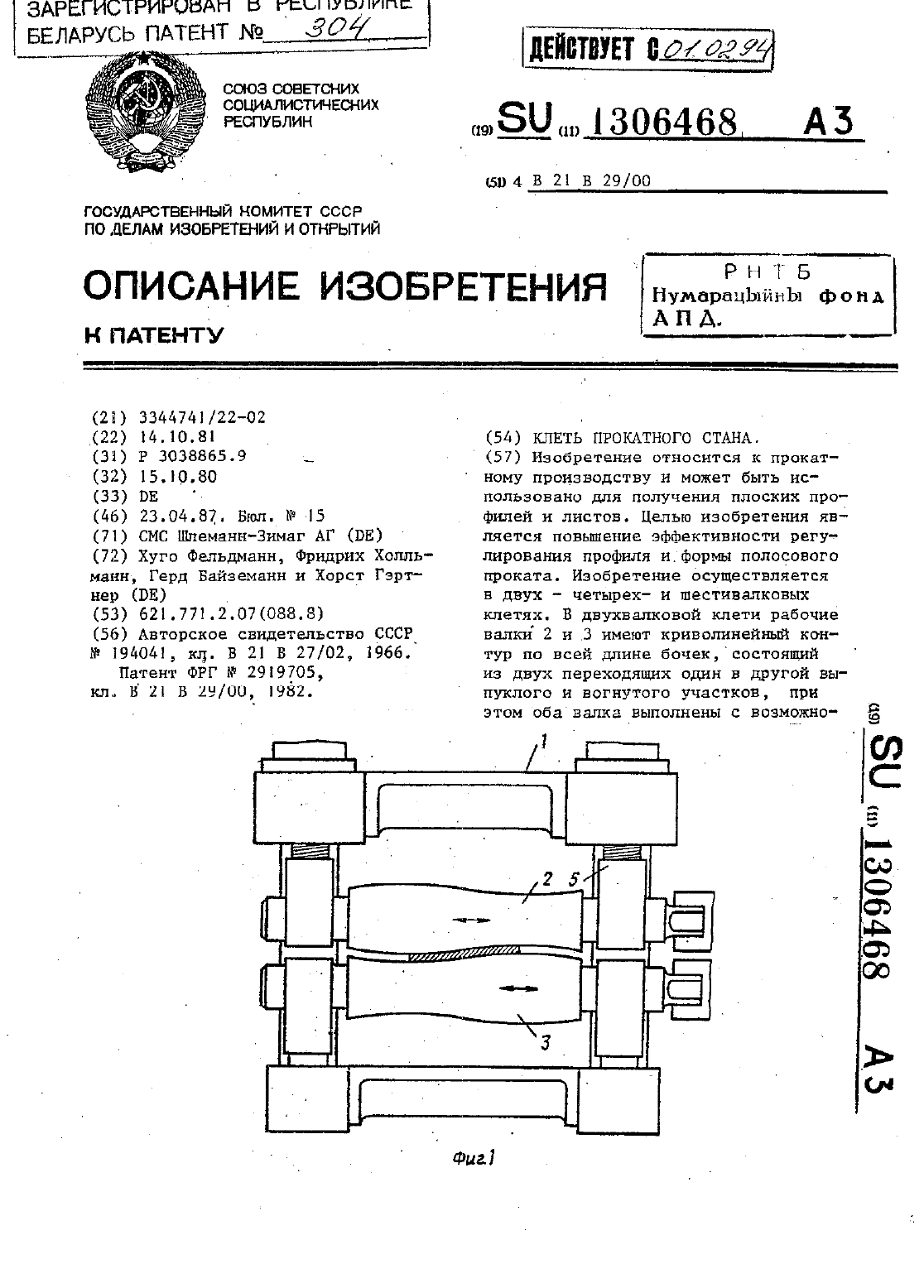
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЧИСТОВАЯ КЛЕТЬ ПРОКАТНОГО СТАНА(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет Государственное научное учреждение Институт тепло- и массообмена им. А.В. Лыкова НАНБ(72) Авторы Андрианов Николай Викторович Бондаренко Александр Николаевич Тимошпольский Владимир Исаакович Маточкин Виктор Аркадьевич Иванов Эдуард Владимирович Тищенко Владимир Андреевич Чернов Анатолий Ефимович Бобков Петр Александрович Бобренок Геннадий Людвигович Мандель Николай Львович Перин Петр Сафонович Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет Государственное научное учреждение Институт тепло- и массообмена им. А.В. Лыкова НАНБ(57) 1. Чистовая клеть прокатного стана для производства арматуры с винтовым профилем,включающая привод, редуктор, шестеренную клеть с двумя ведущими телескопическими шлицевыми карданными валами, кинематически связанными с прокатными валками, в ручьях калибров которых нарезаны формообразующие канавки винтового профиля, отличающаяся тем, что на одном из прокатных валков формообразующие канавки винтового профиля в ручьях расположены в виде системы параллельных строк, каждая строка из которых параллельна образующей бочки валка, а на другом прокатном валке каждая строка системы формообразующих канавок винтового профиля расположена на бочке валка по винтовой траектории. 18012. Чистовая клеть по п. 1, отличающаяся тем, что на другом прокатном валке в строке каждая последующая (1)-я канавка винтового профиля смещена в соответствующем ручье на постоянный шаг относительно образующей бочки валка. 3. Чистовая клеть по любому из пп. 1, 2, отличающаяся тем, что продольные оси формообразующих канавок винтового профиля на обоих валках наклонены к оси калибра валка под одинаковым углом 4085. 4. Чистовая клеть по п. 1, отличающаяся тем, что ведомое звено шлицевого телескопического вала другого валка выполнено с возможностью шагового поворота вместе с соответствующим прокатным валком относительно ведущего звена.(56) 1.а 20010436, МПК В 21 В 1/02, 2002. 2. Литовченко .В. Калибровка профилей и прокатных валков. - . Металлургия. 1990. - С. 15-30. Полезная модель относится к прокатному производству, а именно к конструкциям устройств для производства арматуры с винтовым профилем, и может быть использована на сортовых прокатных станах, использующих технологию многоручьевой прокатки-волочения. Известно устройство многоручьевой прокатки сортового проката, содержащее рабочие валки с ручьями, образующими калибр для получения арматурного стержня периодического профиля в поперечном сечении, образованного продольными выступами и впадинами, содержащий сердцевину с продольными ребрами, высота которых ограничена окружностью, проходящей из центра поперечного сечения стержня, при этом наружная поверхность арматурного стержня очерчена в поперечном сечении волнообразной кривой и продольные ребра расположены по длине сердцевины по винтовой линии с постоянным шагом 1. Достоинство известного объекта характеризуется тем, что он позволяет получать стержневую арматуру канатного профиля, т.е. представляющую собой холоднокатаный арматурный стержень, имеющий форму поперечного профиля, аналогичного канатному. Использование арматуры такого рода в непреднапряженных железобетонных конструкциях в качестве рабочей дает ряд преимуществ по сравнению с традиционной стержневой арматурой периодического профиля. Недостаток прототипа проявляется в ограниченных его технологических возможностях, в том числе при использовании такого типа канатного профиля в стержневой преднапряженной арматуре требует специального оборудования для осуществления растягивания арматуры в форме перед ее заливкой бетоном. Большие диаметры, более 16 мм, изза особенностей взаимодействия арматуры с бетоном не столь эффективны, так как при больших значениях растягивающих напряжений растет величина зазора между стержнем и бетоном из-за деформации поперечного сечения стержня. В качестве прототипа принято устройство многоручьевой прокатки сортового проката,содержащее чистовую клеть прокатного стана для производства арматуры с винтовым профилем, включающую привод, редуктор, шестеренную клеть с двумя ведущими телескопическим шлицевыми карданными валами, кинематически связанными с прокатными валками, в ручьях калибров которых нарезаны канавки винтового профиля 2. Арматурный стержень периодического профиля, получаемый в известной клети, содержит сердечник с фасонным сечением и расположенными на его поверхности наклонными ребрами, выполненными по винтовой линии, с шагом резьбы, равным 0,7-1,2 номинального профиля, а их ширина составляет 0,09-0,11 номинального диаметра профиля. Угол наклона боковых граней поперечных выступов должен быть от 40 до 45. 2 1801 Арматуру можно использовать в преднапряженных железобетонных конструкциях без использования специализированного стенда для преднапряжения арматуры. Профиль арматуры позволяет использовать стандартные гайки, посредством которых осуществляют преднапряжение арматуры непосредственно в форме для изготовления железобетонной конструкции. Недостаток в процессе работы клети вследствие износа и накопленной погрешности происходит разбег ниток резьбы за пределами требуемого допуска на резьбу гайки и, кроме того, процессу непрерывной прокатки сопутствует неравномерность геометрических параметров поперечного сечения раската по его длине. Для коррекции параметров резьбы с заданным модулем требуется использовать дорогостоящий редуктор-синхронизатор, что не всегда экономически и технологически возможно в прокатно-волочильном производстве. Указанные обстоятельства снижают эффективность получения арматуры с винтовым профилем заданного модуля резьбы в процессе многоручьевой прокатки при использовании прототипа. В основу полезной модели положена задача расширения технологических возможностей чистовой клети для получения арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с винтовым профилем, включающей привод, редуктор, шестеренную клеть с двумя ведущими телескопическими шлицевыми карданными валами, кинематически связанными с прокатными валками, в ручьях калибров которых нарезаны формообразующие канавки винтового профиля, согласно полезной модели, на одном из прокатных валков формообразующие канавки винтового профиля в ручьях расположены в виде системы параллельных строк,каждая строка из которых параллельна образующей бочки валка, а на другом прокатном валке каждая строка системы формообразующих канавок винтового профиля расположена на бочке валка по винтовой траектории. В чистовой клети на другом прокатном валке в строке каждая последующая (1)-я канавка винтового профиля смещена в соответствующем ручье на постоянный шаг относительно образующей бочки валка. В чистовой клети продольные оси формообразующих канавок винтового профиля на обоих валках наклонены к оси калибра валка под одинаковым углом 4085. В чистовой клети ведомое звено шлицевого телескопического вала другого валка выполнено с возможностью шагового поворота вместе с соответствующим прокатным валком относительно ведущего звена. Для лучшего восприятия полезная модель поясняется чертежом, где фиг. 1 - изображен общий вид устройства фиг. 2 - внешний вид получаемой арматуры фиг. 3 - схема калибра, образованного валками чистовой клети прокатного стана для производства арматуры с винтовым профилем. Устройство чистовой клети прокатного стана для производства арматуры 1 с винтовым профилем 2 включает привод 3, шестеренную клеть 4 с двумя ведущими телескопическими шлицевыми карданными валами 5, 6, ведомые звенья 7, 8 которых кинематически связанны через муфты с прокатными валками 9, 10. В ручьях 11, 12 калибров нарезаны формообразующие канавки винтового профиля. На одном из прокатных валков 10 формообразующие канавки 13 винтового профиля в ручьях расположены в виде системы параллельных строк М, каждая строка М из которых параллельна образующей бочки валка, а на другом прокатном валке 9 каждая строкасистемы формообразующих канавок 14 винтового профиля расположена на бочке валка по винтовой траектории. 3 1801 На другом прокатном валке 9 в строкекаждая последующая (1)-я канавка 14 винтового профиля смещена в соответствующем ручье на постоянный шаг относительно образующей бочки валка 9. Продольные оси формообразующих канавок винтового профиля на обоих валках 9,10 наклонены к оси калибра валков 9, 10 под равным экспериментальным углом вн 4085. В чистовой клети ведомое звено 7 шлицевого телескопического вала 5 другого валка 9 выполнено с возможностью шагового поворота вместе с соответствующим прокатным валком 9 относительно ведущего звена телескопического вала 5 клети 4. Ручьи 11, 12 рабочих валков 9, 10 образуют калибр для получения арматуры 1 с винтовым профилем под соответствующую гайку из раската круглого сечения (фиг. 2). Работает заявляемое устройство следующим образом. При производстве профилей прокаткой-волочением раскат арматуры круглого профиля, сформированный в предыдущих клетях стана, задают по фиг. 2, например, в первый левый калибр прокатных валков 9, 10, приводимых во вращение от привода 3, шестеренную клеть 4 с двумя ведущими телескопическими шлицевыми карданными валами 5, 6, кинематически связанными через муфты 7, 8 с прокатными валками 9, 10. Формообразующие винтовой профиль канавки 13,14 в ручьях 11, 12 калибров формируют в процессе прокатки винтовой профиль 2 рельефа на арматуре 1. В процессе прокатки арматуры 1, в связи с износом, накопленной погрешностью в парах трения клети наблюдается разбег нитей резьбы в допусках, что приводит к браку. Для компенсирования погрешности винтового профиля, формируемого верхним и нижним валками 9, 10 профиля с заданным модулем резьбы, необходимо применение специального редуктора-синхронизатора, который на стандартном прокатном оборудовании не используется в связи с высокой стоимостью, что экономически и технологически не всегда целесообразно. Такого вида техническое противоречие технологически решает заявленная чистовая клеть. Например, в случае разбега шага резьбы в первом калибре при использовании новой конструкции в составе стана 320, прокатку винтовой арматуры профиля 22 преднапряженной класса 500 в чистовой клети, имеющей двадцать два ручья, производят по свинцовому темпелету в одном из соседних калибров валков 9, 10. При этом свинцовым темплетом прожигают валковую клеть для определения необходимого нулевого калибра. Рассогласование разбега резьбы компенсирует конструкция прокатного валка 9, в строкекоторого каждая последующая (1)-я канавка 14 винтового профиля смещена в соответствующем ручье с допуском 0,5 мм на постоянный шаг, равный 10 мм относительно образующей бочки валка 9. Кроме того, коррекцию разбега допуска резьбы винтового профиля в чистовой клети осуществляют шаговым поворотом ведомого звена 7, выводя его из шлицевого соединения путем отключения муфты 7. Шаговый поворот звена 7 вместе с соответствующим прокатным валком 9 относительно прокатного валка 10 компенсирует рассогласование разбега резьбы. Таким образом, использование полезной модели как малого изобретения повышает эффективность непрерывной прокатки и расширения технологических возможностей чистовой клети для получения арматуры заданного винтового профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редукторасинхронизатора. Сравнение с прототипом показывает, что заявляемое устройство конструктивно отличается от известных аналогов, а отличия неочевидны, следовательно, оно соответствует критерию новизна и изобретательский уровень. Реализация чистовой клети в условиях непрерывных сортовых станов 320/150 Белорусского металлургического завода наряду с указанными выше преимуществами позволяет полнее использовать основное технологическое оборудование стана, обеспечивая загрузку сортовой линии. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B21B 1/02
Метки: прокатного, клеть, чистовая, стана
Код ссылки
<a href="https://by.patents.su/5-u1801-chistovaya-klet-prokatnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Чистовая клеть прокатного стана</a>
Чистовая клеть прокатного стана
Номер патента: U 1363
Опубликовано: 30.06.2004
Авторы: Хлебцевич Всеволод Алексеевич, Перин Петр Сафонович, Бондаренко Александр Николаевич, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Бабков Петр Александрович, Бобренок Геннадий Людвигович, Чернов Анатолий Ефимовия, Курбатов Геннадий Александрович, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич
МПК: B21B 1/02
Метки: прокатного, клеть, чистовая, стана
Текст:
...арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с винтовым профилем, включающей привод, редуктор, шестеренную клеть с двумя ведущими...
Клеть прокатного стана
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Хорст Гэртнер, Фридрих Холльман, Хуго Фельдманн, Герд Байземанн
МПК: B21B 29/00
Метки: клеть, прокатного, стана
Текст:
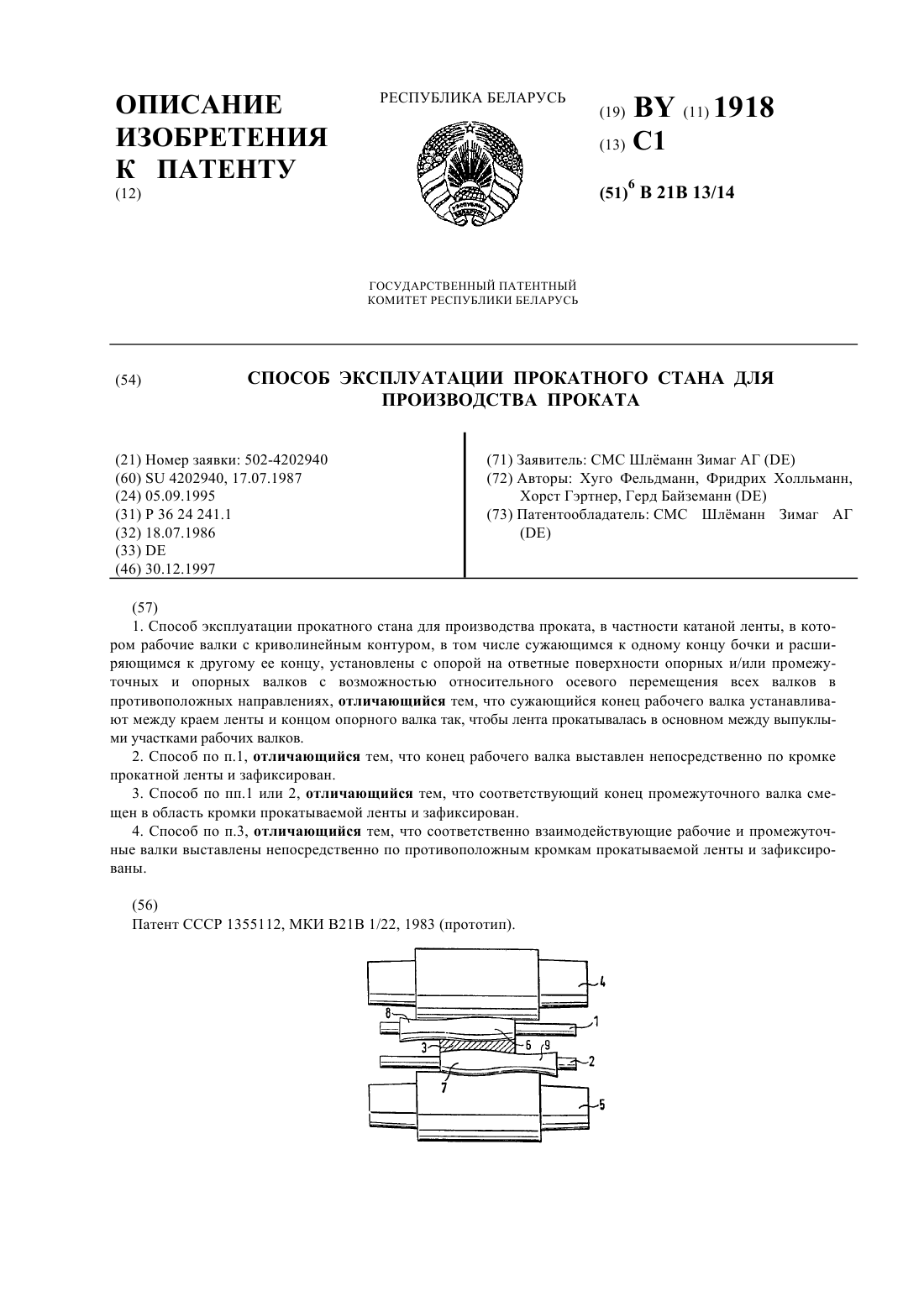
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Способ эксплуатации прокатного стана для производства проката
Номер патента: 1918
Опубликовано: 30.12.1997
Авторы: Хуго Фельдманн, Герд Байземанн, Хорст Гэртнер, Фридрих Холльманн
МПК: B21B 13/14
Метки: производства, стана, прокатного, эксплуатации, способ, проката
Текст:
...фиг.1, размещенные перпендикулярно друг над другом два рабочих валка 1 и 2, непосредственно обжимающие прокатываемую ленту 3, известным способом закреплены установленными в станине клети подушками (не изображено). Рабочие валки 1, 2 опираются на один верхний и один нижний опорные валки 4, 5. Каждый из рабочих валков 1, 2 сужен на одном конце, т.е. конец 6 рабочего валка 1 и конец 7 рабочего валка 2 имеют выпуклую, сужающуюся к концу бочки...
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Горбанев Аркадий Алексеевич, Асанов Валерий Николаевич, Бондаренко Александр Николаевич, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович
МПК: B21B 1/02
Метки: калибровки, непрерывного, система, прокатного, стана, сортового, валков
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
Система калибров валков прокатного стана
Номер патента: 6743
Опубликовано: 30.12.2004
Авторы: Бондаренко Александр Николаевич, Луценко Владислав Анатольевич, Курбатов Геннадий Александрович, Шувякова Ирина Владимировна, Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич, Рябцев Олег Викторович, Жучков Сергей Михайлович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович
МПК: B21B 1/02
Метки: прокатного, валков, калибров, стана, система
Текст:
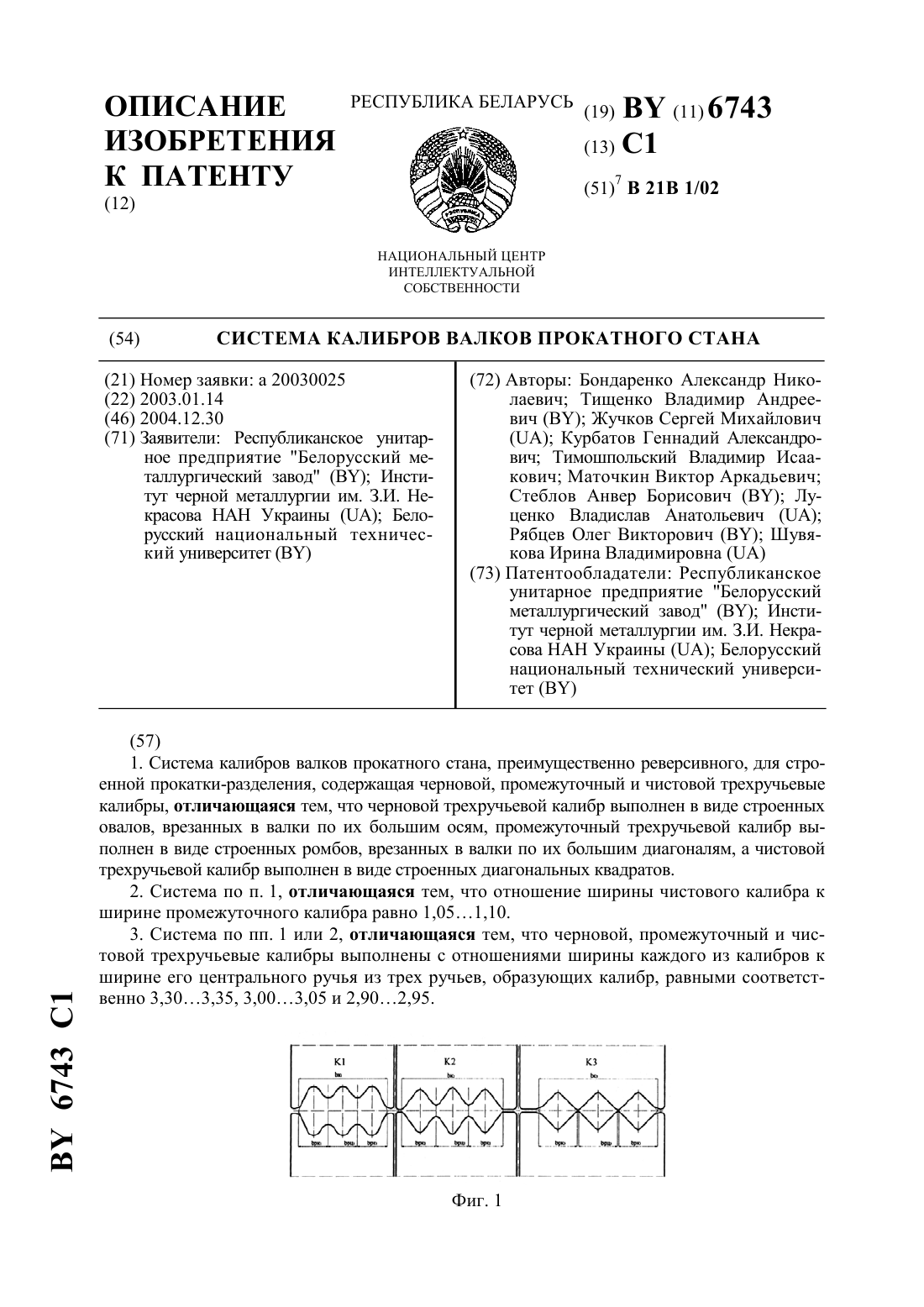
...1 раскат в виде строенного ребрового овала, соединенного перемычками по меньшим осям, в несколько проходов прокатывают в промежуточном калибре К 2, выполненном в виде строенных ромбов, врезанных по их большим диагона 3 6743 1 лям. Прокатка строенного ребрового овала в таком калибре происходит с достаточно высокой равномерностью деформации по сечению раската, несмотря на то, что осуществляется формирование раската весьма сложной формы....
Предыдущий патент: Устройство для хранения и выдачи жидкого препарата (варианты)
Следующий патент: Средство для удостоверения
Случайный патент: Способ плазменного напыления слоя твердого электролита на элемент топливной ячейки