Машина непрерывного литья заготовок
Номер патента: U 1103
Опубликовано: 30.12.2003
Авторы: Андрианов Николай Викторович, Гуляев Михаил Павлович, Трусова Ирина Александровна, Хлебцевич Всеволод Алексеевич, Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Бондаренко Александр Николаевич
Текст
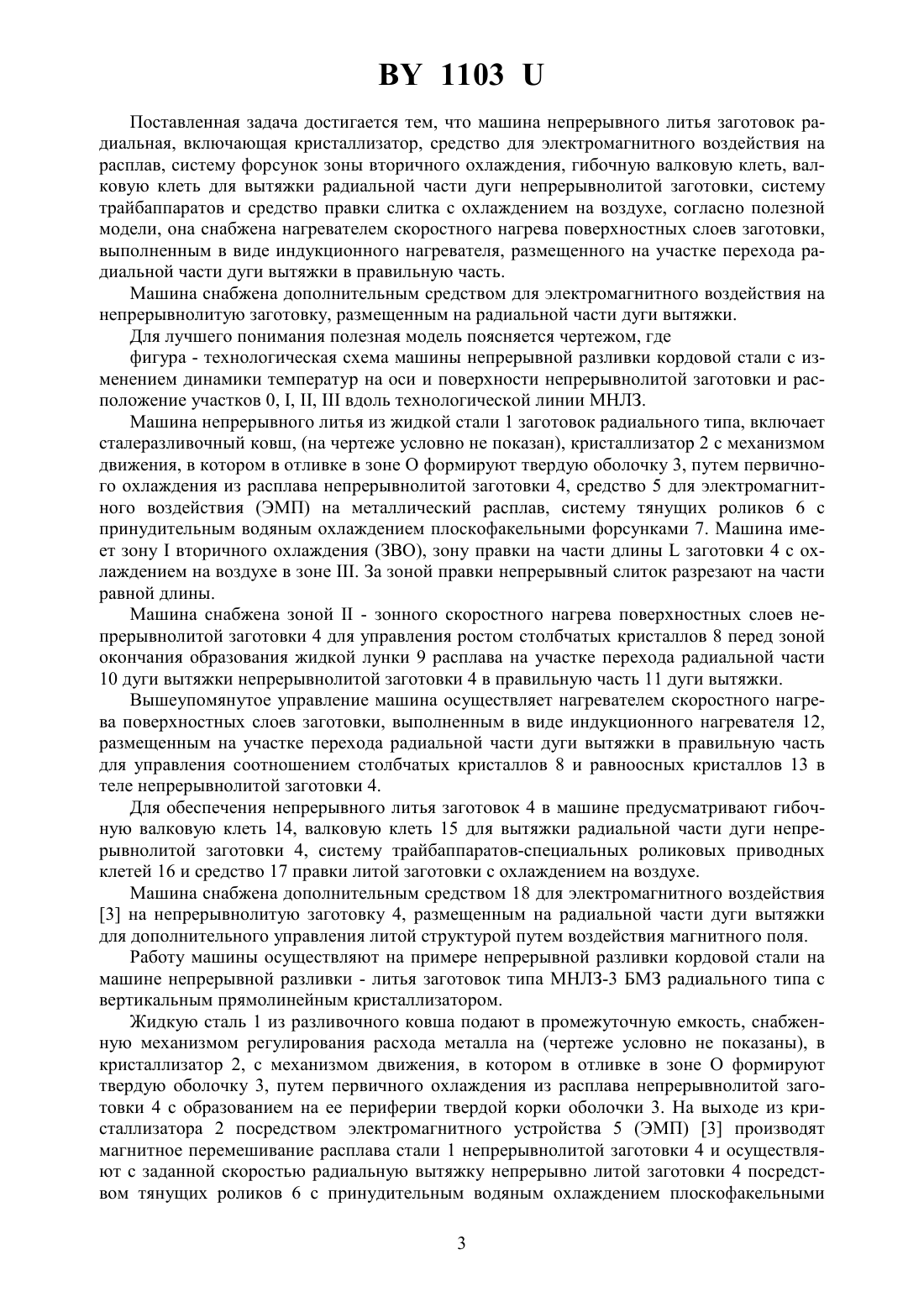
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(72) Авторы Андрианов Николай Викторович Тимошпольский Владимир Исаакович Бондаренко Александр Николаевич Гуляев Михаил Павлович Маточкин Виктор Аркадьевич Эндерс Владимир Владимирович Трусова Ирина Александровна Мандель Николай Львович Хлебцевич Всеволод Алексеевич(73) Патентообладатели Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет(57) 1. Машина непрерывного литья заготовок радиальная, включающая кристаллизатор,средство для электромагнитного воздействия на расплав, систему форсунок зоны вторичного охлаждения, гибочную валковую клеть, валковую клеть для вытяжки радиальной части дуги непрерывнолитой заготовки, систему трайбаппаратов и средство правки слитка с охлаждением на воздухе, отличающаяся тем, что она снабжена нагревателем скоростного нагрева поверхностных слоев заготовки, выполненным в виде индукционного нагревателя, размещенного на участке перехода радиальной части дуги вытяжки в правильную часть. 11032. Машина по п. 1, отличающаяся тем, что она снабжена дополнительным средством для электромагнитного воздействия на непрерывнолитую заготовку, размещенным на радиальной части дуги вытяжки.(56) 1. Лякишев Н.П. Энциклопедический словарь по металлургии. - М. Интермет Инжиниринг, 2000. - Т. 1. - С. 287, фиг. 6. 2. Самойлович Ю.А., Тимошпольский В.А., Трусова И.А., Филиппов В.В. Стальной слиток. - Т. 2. - Мн. Белорусская наука, 2000. - С. 383, рис. 4-12. - С. 405, рис. 4-23. 3. Самойлович Ю.А., Тимошпольский В.И., Анисович Г.А., Трусова И.А. Влияние электромагнитного перемешивания на температурное поле стальной заготовки при непрерывном литье // Вести НАНБ, серия физико-технических наук. -1. - 2001. - С. 141-143. Полезная модель относится к металлургии к непрерывной разливке стали, преимущественно кордовой стали, конструкционной стали, с применением непрерывного литья заготовок на радиальных машинах. Известна машина непрерывного литья заготовок (МНЛЗ) криволинейного типа, включающая сталеразливочный ковш, промежуточный ковш, кристаллизатор, систему форсунок зоны вторичного охлаждения, тянущие ролики, гибочную валковую клеть для вытяжки криволинейной части дуги непрерывнолитой заготовки, автоматический резак и рольганг 1. Машина обладает высокой производительностью, однако, в связи с тем, что технологический процесс, заложенный в машине, не всегда учитывает величину максимальных термических напряжений в непрерывнолитой заготовке на выходе из кристаллизатора, на выходе из зоны водяного охлаждения и в полностью затвердевшем слитке, в последнем наблюдается развитие макро и микропороков в зоне жидкой лунки расплава в виде моста дендритов, дающих усадку с образованием пор, пустот, что требует дополнительной механической обработки сляба. Ближайшим техническим решением, принятым в качестве прототипа является машина непрерывного литья заготовок радиального типа, включающая кристаллизатор, средство для электромагнитного воздействия на металлический расплав, систему форсунок зоны вторичного охлаждения, гибочную валковую клеть, валковую клеть для вытяжки радиальной части дуги непрерывнолитой заготовки, систему тянущих устройств-трайбаппаратов и средство правки литой заготовки с охлаждением на воздухе, с последующим газовым разделением на мерные слитки 2. Машина обладает высокой производительностью, однако, в связи с тем что технологический процесс, заложенный в машине, допускает при высоких скоростях 0,65-0,9 м/мин разливки прорыв жидкого металла, образование внутренних дефектов в виде горячих трещин и рыхлостей из-за неравномерного охлаждения поверхности непрерывно литой заготовки вдоль ее периметра. Кроме того, в случае преобладания дендритной (столбчатой) кристаллизации для непрерывнолитых заготовок становится весьма вероятным возникновение моста дендритов, которые блокируют процесс подпитки усадочных зон, что в свою очередь приводит к осевой сегрегации и возникновению осевых усадочных раковин. В основу полезной модели положена задача повышения качества непрерывнолитой заготовки стали путем снижения пористости и пустот за счет уменьшения протяженности зоны столбчатых кристаллов, дающих усадку с образованием пор, пустот и, соответственно, увеличения протяженности зоны глобулярных кристаллов в зоне жидкой лунки металла, при смыкании фронтов кристаллизации. 1103 Поставленная задача достигается тем, что машина непрерывного литья заготовок радиальная, включающая кристаллизатор, средство для электромагнитного воздействия на расплав, систему форсунок зоны вторичного охлаждения, гибочную валковую клеть, валковую клеть для вытяжки радиальной части дуги непрерывнолитой заготовки, систему трайбаппаратов и средство правки слитка с охлаждением на воздухе, согласно полезной модели, она снабжена нагревателем скоростного нагрева поверхностных слоев заготовки,выполненным в виде индукционного нагревателя, размещенного на участке перехода радиальной части дуги вытяжки в правильную часть. Машина снабжена дополнительным средством для электромагнитного воздействия на непрерывнолитую заготовку, размещенным на радиальной части дуги вытяжки. Для лучшего понимания полезная модель поясняется чертежом, где фигура - технологическая схема машины непрерывной разливки кордовой стали с изменением динамики температур на оси и поверхности непрерывнолитой заготовки и расположение участков 0, , ,вдоль технологической линии МНЛЗ. Машина непрерывного литья из жидкой стали 1 заготовок радиального типа, включает сталеразливочный ковш, (на чертеже условно не показан), кристаллизатор 2 с механизмом движения, в котором в отливке в зоне О формируют твердую оболочку 3, путем первичного охлаждения из расплава непрерывнолитой заготовки 4, средство 5 для электромагнитного воздействия (ЭМП) на металлический расплав, систему тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными форсунками 7. Машина имеет зонувторичного охлаждения (ЗВО), зону правки на части длинызаготовки 4 с охлаждением на воздухе в зоне . За зоной правки непрерывный слиток разрезают на части равной длины. Машина снабжена зоной- зонного скоростного нагрева поверхностных слоев непрерывнолитой заготовки 4 для управления ростом столбчатых кристаллов 8 перед зоной окончания образования жидкой лунки 9 расплава на участке перехода радиальной части 10 дуги вытяжки непрерывнолитой заготовки 4 в правильную часть 11 дуги вытяжки. Вышеупомянутое управление машина осуществляет нагревателем скоростного нагрева поверхностных слоев заготовки, выполненным в виде индукционного нагревателя 12,размещенным на участке перехода радиальной части дуги вытяжки в правильную часть для управления соотношением столбчатых кристаллов 8 и равноосных кристаллов 13 в теле непрерывнолитой заготовки 4. Для обеспечения непрерывного литья заготовок 4 в машине предусматривают гибочную валковую клеть 14, валковую клеть 15 для вытяжки радиальной части дуги непрерывнолитой заготовки 4, систему трайбаппаратов-специальных роликовых приводных клетей 16 и средство 17 правки литой заготовки с охлаждением на воздухе. Машина снабжена дополнительным средством 18 для электромагнитного воздействия 3 на непрерывнолитую заготовку 4, размещенным на радиальной части дуги вытяжки для дополнительного управления литой структурой путем воздействия магнитного поля. Работу машины осуществляют на примере непрерывной разливки кордовой стали на машине непрерывной разливки - литья заготовок типа МНЛЗ-3 БМЗ радиального типа с вертикальным прямолинейным кристаллизатором. Жидкую сталь 1 из разливочного ковша подают в промежуточную емкость, снабженную механизмом регулирования расхода металла на (чертеже условно не показаны), в кристаллизатор 2, с механизмом движения, в котором в отливке в зоне О формируют твердую оболочку 3, путем первичного охлаждения из расплава непрерывнолитой заготовки 4 с образованием на ее периферии твердой корки оболочки 3. На выходе из кристаллизатора 2 посредством электромагнитного устройства 5 (ЭМП) 3 производят магнитное перемешивание расплава стали 1 непрерывнолитой заготовки 4 и осуществляют с заданной скоростью радиальную вытяжку непрерывно литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными 3 1103 форсунками 7 в зоневторичного охлаждения (ЗВО) высотой до 3,0 м для формирования твердой оболочки толщиной до 4550 мм при температуре 11001150 С на поверхности слитка непрерывнолитой заготовки 4. За зонойвторичного охлаждения осуществляют постепенный радиальный изгиб непрерывнолитой заготовки 4 с радиусом кривизны до Юм. После чего производят перевод непрерывнолитой заготовки 4 в горизонтальное положение путем его правки на части длинызаготовки 4 с охлаждением на воздухе в зоне. За зоной правки непрерывный слиток разрезают на части равной длины. В процессе вытяжки непрерывнолитой заготовки 4 в зонеосуществляют зонный скоростной нагрев поверхностных слоев непрерывнолитой заготовки 4 в момент перехода жидко-двухфазной твердой зоны в область столбчатых кристаллов 8 перед зоной окончания образования жидкой лунки 9 расплава на участке перехода радиальной части 10 дуги вытяжки непрерывнолитой заготовки 4 в правильную часть 11 дуги вытяжки. Практически скоростной зонный нагрев поверхностных слоев непрерывнолитой заготовки 4 перед зоной окончания образования жидкой лунки 9 расплава осуществляют, например,индукционным нагревателем 12, на расстоянии (4570)длины непрерывнолитой заготовки 4 от конца формирования жидкой лунки по дуге вытяжки в сторону разливочной струи стали 1 на участке, равном 1 (3,54,5)длины непрерывнолитой заготовки 4, как это показано на фиг. 1. Заинтервальные режимы зон воздействия скоростного зонного нагрева поверхностных слоев непрерывнолитой заготовки 4 не всегда приводят к достижению поставленной цели. Опытным путем, в зависимости от марки стали, подбирают режимы скоростного зонного нагрева поверхностных слоев непрерывнолитой заготовки 4 в момент перехода жидко-твердой фазы в междендритную область осуществляют при соотношении 1/1 жидкой и твердой зон, с образованием столбчатых кристаллов 8 до 10-30 и равноосных кристаллов 13 до 90-70 . Заинтервальные значения соотношения столбчатых кристаллов 8 и равноосных кристаллов 13 приводят к экономически неоправданному усложнению технологии. Кинетика формирования непрерывнолитой заготовки 4 характеризуется высокими скоростями охлаждения металла в затвердевающей заготовке и наличием разнородных физических явлений - зарождения и роста кристаллов различной модификации, перемещения кристаллов в жидком ядре (незатвердевшей части заготовки) при формировании кристаллической структуры, конвективного движения расплава и др. Для разработки рациональных режимов охлаждения непрерывнолитых заготовок необходимо учитывать основную особенность процесса - чрезвычайно высокое отношение глубины жидкой лунки 9 к размеру поперечного сечения заготовки 4. При этом важным является характер кристаллической структуры литой заготовки - столбчатой или глобулярной. Возникновение глобулярной кристаллической структуры препятствует возникновению мостиков в жидком ядре непрерывнолитых заготовок и способствует образованию более однородной структуры в отношении распределения основных легирующих компонентов сплава и примесей, оксидов и сульфидных включений, температура замораживания которых колеблется вблизи 990 С. Для исключения режима возникновения мостиков в жидком ядре непрерывнолитых заготовок и для возможности управления процессом направленной кристаллизации скоростной зонный нагрев поверхностных слоев сляба осуществляют на участке перехода зоны изгиба отливки к зоне окончания формирования жидкой лунки расплава, т.е. на участке перехода радиальной части 10 дуги вытяжки непрерывнолитой заготовки 4 в правильную часть 11 дуги вытяжки. Процесс затвердевания и охлаждения непрерывнолитой заготовки можно разделить на четыре стадии (рис. 1) 0 - формирование заготовки в пределах кристаллизаторазатвердевание при наличии перегрева жидкой фазы с образованием столбчатых кристаллов- затвердевание переохлажденного расплава с образованием зоны глобулярных 4(равноосных) кристаллов- охлаждение полностью затвердевшей заготовки и разделение ее на мерные части. С точки зрения управления качеством непрерывнолитой заготовки наибольший интерес представляет рассмотрение ,изон, т.е. зон столбчатых и глобулярных кристаллов. В качестве управляющих воздействий принимают зону магнитного перемешивания расплава и режимы скоростного зонного нагрева поверхностных слоев непрерывнолитой заготовки 4. Как следует из фиг. 1, стадиякристаллизации стального слитка в осевой зоне сменяется весьма значительной по протяженности стадией , для которой характерно образование зоны равноосных (глобулярных) кристаллитов в осевой зоне слитка. Объемный характер глобулярной кристаллизации объясняется введением заданного источника теплоты в виде зонного скоростного нагрева. Управление процессом кристаллизации непрерывнолитой заготовки путем введения зонного скоростного нагрева уменьшает протяженность зоны столбчатых кристаллов, и, соответственно, увеличивает протяженность зоны глобулярных кристаллов. Таким образом,процесс управления кристаллизацией на участкетолько за счет изменения интенсивности водяного охлаждения, который приводит к образованию толщины твердой корочки, не всегда способной выдержать ферростатическое давление жидкой стали, что требует введения зонного скоростного поверхностного нагрева непрерывнолитой заготовки. Таким образом, управление процессом кристаллизации непрерывнолитой заготовки в ходе непрерывного литья с целью повышения качества металла целесообразно осуществлять в три этапа в зоне образования столбчатых кристаллов (сразу после выхода заготовки из кристаллизатора) использовать установки электромагнитного перемешивания в зоне образования глобулярных кристаллов за счет интенсивности внешнего охлаждения путем одновременного зонного скоростного нагрева, уменьшающего протяженность зоны столбчатых кристаллов и соответственно увеличивающего протяженность зоны глобулярных кристаллов, что повышает качество заготовки сляба. С использованием разработанной технологии осуществляют многовариантный анализ процессов затвердевания и охлаждения. В процессе разливки стали перед зоной окончания образования жидкой лунки расплава на расстоянии 1215 м (24 м-длина заготовки) от конца формирования жидкой лунки по дуге в сторону разливочной струи на участке,равном (1,01,5) м, осуществляли зонный скоростной поверхностный нагрев непрерывнолитой заготовки. В качестве примера на фиг. 1 приведены результаты определения температур по сечению затвердевшей корочки непрерывно литого слитка размером 0,2500,300 м (сталь 80 К,скорость разливки 0,7 м/мин). Как показали расчеты распределение величин максимальных термических напряжений по сечению затвердевающей корочки заготовки является одинаковым. На протяжении всего процесса затвердевания в слое, примыкающем к границе двухфазная зона - затвердевшая часть, наблюдают растягивающие напряжения (14 МПа), а в слое,расположенном вблизи охлаждаемой поверхности, - сжимающие напряжения ( 55 Мпа). Предел прочности для литой стали по известным данным принимаем пр 20 МПа для области высоких температур (в районе температур солидуса) и пр 60-70 МПа (для температур охлаждаемой поверхности) с соответствующей интерполяцией пр в диапазоне температура солидуса - температура поверхности непрерывнолитой заготовки. Динамика температур в характерных точках сечения непрерывно литой заготовки 0,2500,300 м при различных скоростях разливки имела следующий характер на выходе из кристаллизатора 870-970 С, в зоне вторичного принудительного водяного охлаждения 10501180 С, в зоне скоростного поверхностного нагрева 11901240 С, в зоне правки температура стабилизируется по сечению с некоторым повышением и монотонно убывает до 900 С, в полностью затвердевшем слитке. 5 1103 С использованием предложенной технологии возможно определять температурное поле заготовки, а также прогнозировать величину максимальных растягивающих термических напряжений по сечению заготовки в ходе затвердевания, охлаждения и последующего нагрева в проходной печи стана 850. На основании новой технологии предложены рабочие режимы разливки для кордовой стали марок 70 К, 75 К, 80 К, 85 К и сталей 40 Х, 45, которые позволяют увеличить скорость непрерывного литья до- 0,75-0,8 м/мин для заготовок 0,2500,300 м- 0,68-0,73 м/мин для заготовок 0,3000,400 м без прорывов жидкого металла и образования внутренних дефектов в виде горячих трещин и рыхлостей, по сравнению с известной при скорости разливки 0,58-0,6 м/мин. Разработанные режимы разливки кордовых марок сталей прошли опытное опробование в условиях МНЛЗ-3 БМЗ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B22D 11/00
Метки: литья, заготовок, машина, непрерывного
Код ссылки
<a href="https://by.patents.su/6-u1103-mashina-nepreryvnogo-litya-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Машина непрерывного литья заготовок</a>
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Калинин Геннадий Петрович, Волгина Евгения Васильевна, Абитоцкий Владимир Григорьевич, Хесин Борис Яковлевич, Маточкин Виктор Аркадьевич, Гуляев Михаил Павлович
МПК: B22D 11/14
Метки: правильное, заготовок, литья, устройство, непрерывного, машины
Текст:
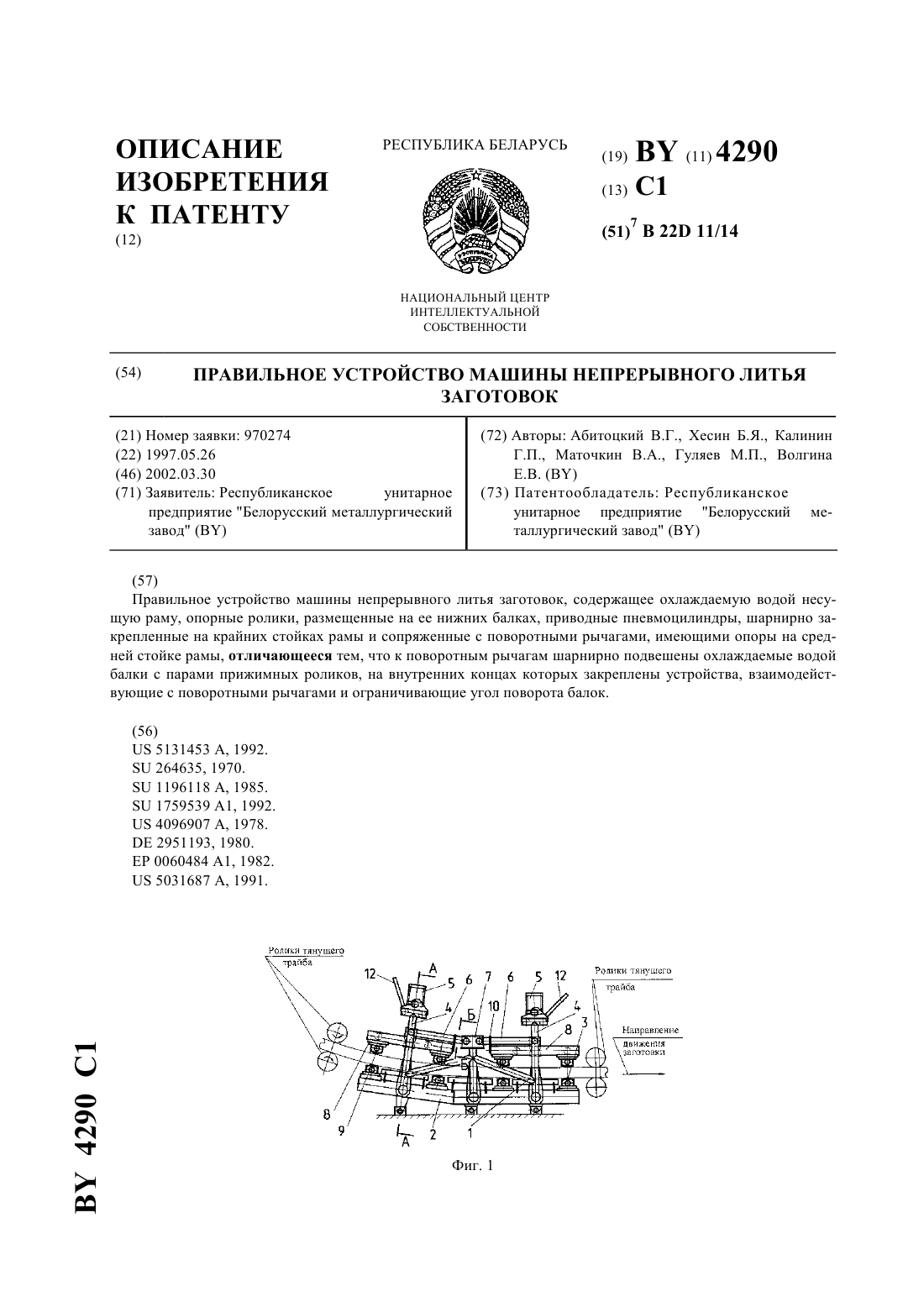
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Номер патента: 1792
Опубликовано: 30.12.1997
Авторы: Манфред Колаковски, Ханс Штройбель
МПК: B22D 11/00, B22D 11/04
Метки: кристаллизатор, литья, непрерывного, ленты, вертикального, способ, стальной
Текст:
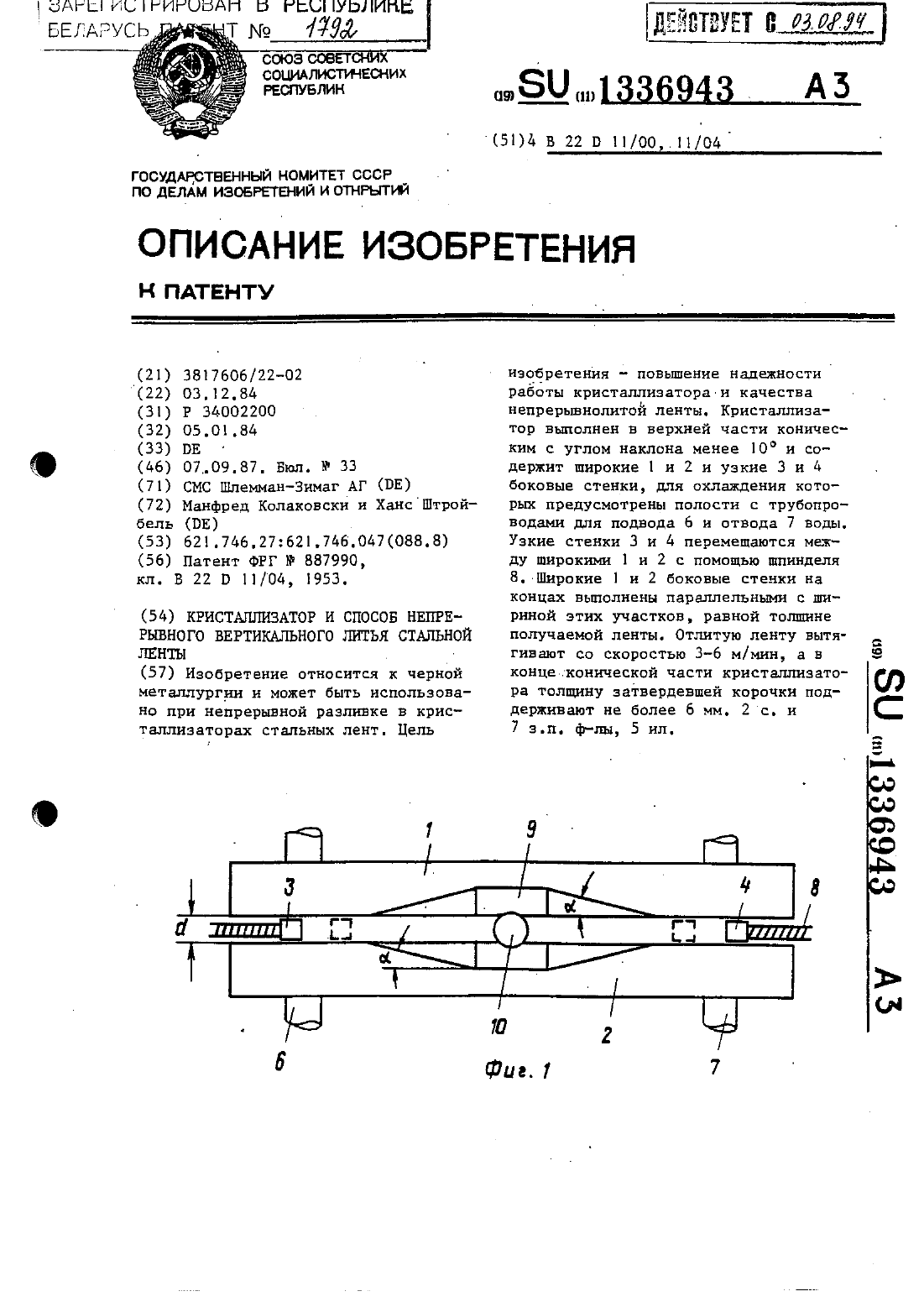
...часть имеет длину 550 мм, угол наклона 8, максиальную ширину 205 мм,ширина параллельной части широких боковых стенок составляет 50 м.1) позволяет получить прямоугольную зону затвертВ кристаллизатор подают сталь температурой 15 б 0 С, скорость вытягивания ленты д м/мин, интенсивность охлаждения в кристаллизаторе устанав ливают в верхней части 1500 ккал/м х х ч -град. в нижней части1000 ккал/ма ч -град. температуру поверхности ленты на...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1794
Опубликовано: 30.12.1997
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: литья, ленты, кристаллизатор, стальной, непрерывного, вертикального
Текст:
...в виде прямоугольны переходных поверхностей 12 с угловыми точками АВС и В. Переход на форматоопределяющие нижние участки нирокнх боковых стенок происходит на горнзонтальны линиях С-В. Контур переходных поверхностей 12 образуется пряни 5, которые соедннвют расположенные одну над другой вертикально точки линий А-В и С-В н которые 15 в зависности от положения находятся под уненьшающимся от 10 до 0 углом(фъирб) к форнатоопредепяюцей нижней...
Способ производства литых заготовок для быстроизнашиваемых деталей
Номер патента: 4587
Опубликовано: 30.09.2002
Авторы: Садовский Виктор Михайлович, Герцик Сергей Николаевич, Урбанович Наталья Ивановна, Комаров Олег Сидорович
МПК: C22C 37/06, C21C 1/00
Метки: литых, производства, быстроизнашиваемых, способ, деталей, заготовок
Текст:
...Задача данного изобретения - повышение ударной вязкости ВХЧ. Поставленная задача решалась тем, что в способе производства литых заготовок для быстроизнашиваемых деталей, включающем выплавку в электрической печи чугуна, содержащего углерод, кремний, марганец, хром, никель, ванадий, молибден, титан, вольфрам, железо, модифицирование расплава при выпуске в ковш силикокальцием с размером частиц 2,5-10 мм в количестве 0,2-0,3 от массы расплава при...
Электропечь для обжига заготовок керамических радиодеталей
Номер патента: 4913
Опубликовано: 30.03.2003
Авторы: Прищепов Виктор Николаевич, Шорец Евгений Семенович, Пепеляев Вячеслав Евгеньевич, Ефимов Александр Александрович, Ремов Сергей Леонидович, Кулаков Сергей Геннадьевич
МПК: F27B 11/00, F27B 5/02
Метки: керамических, электропечь, обжига, радиодеталей, заготовок
Текст:
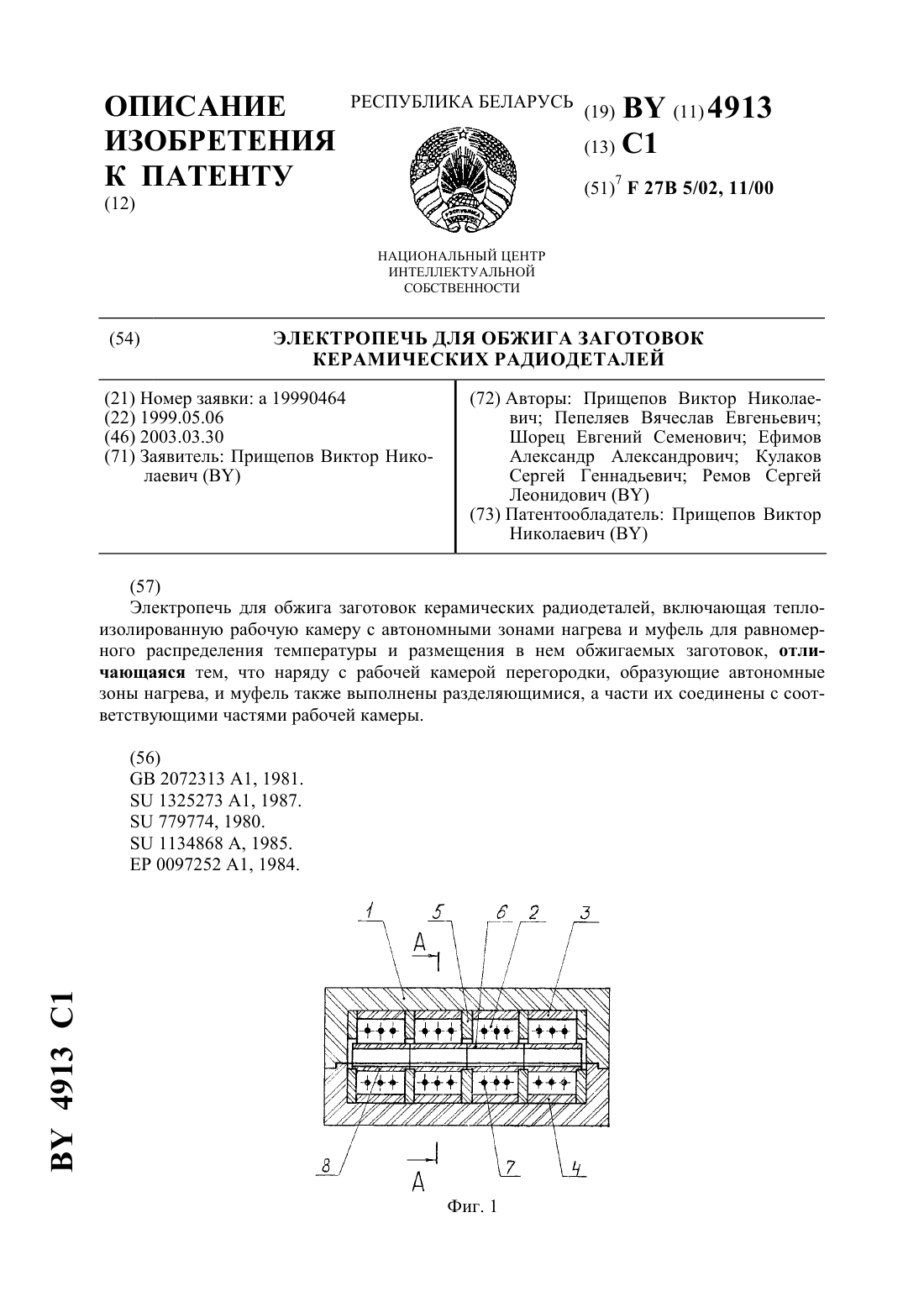
...выполнены разделяющимися, что по сути дает возможность туннельную печь превратить в камерную с вытянутым муфелем, а камерные печи исключают естественную циркуляцию воздушных или газовых потоков, которая присутствует в туннельных печах. Техническая сущность изобретения поясняется прилагаемыми чертежами, где на фиг. 1 изображен продольный разрез печи, а на фиг. 2 - поперечный разрез печи. Электропечь состоит из рабочей камеры, образованной...
Предыдущий патент: Устройство для изготовления проволоки
Следующий патент: Ящик рыболова “КУЗОВОК”
Случайный патент: Установка для лазерной резки хрупкого неметаллического материала