Дышлевич Виктор Федорович
Способ прокатки арматурных профилей с продольным разделением раската

Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Ходырев Владимир Александрович, Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович
МПК: B21B 1/02, B21C 47/04
Метки: арматурных, продольным, прокатки, способ, профилей, раската, разделением
Текст:
...месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных...
Система калибровки валков непрерывного сортового прокатного стана

Номер патента: 2026
Опубликовано: 30.03.1998
Авторы: Асанов Валерий Николаевич, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Бобренок Геннадий Людвигович
МПК: B21B 1/02
Метки: валков, калибровки, прокатного, непрерывного, стана, система, сортового
Текст:
...(пережимом), при этом, место разделения выполняют по вогнутостям раската, образованным в квадратном калибре. Раскат в виде сдвоенного профиля делят в продольном направлении на две части с по 1112026 С 1мощью делительных кассет специальной конструкции. Дальнейшее формирование профилей осуществляют в две нитки.Направление кантовки раската в ромбическом и квадратном калибрах определяется соотношением моментов скручивания раската...
Система калибров валков обжимного прокатного стана
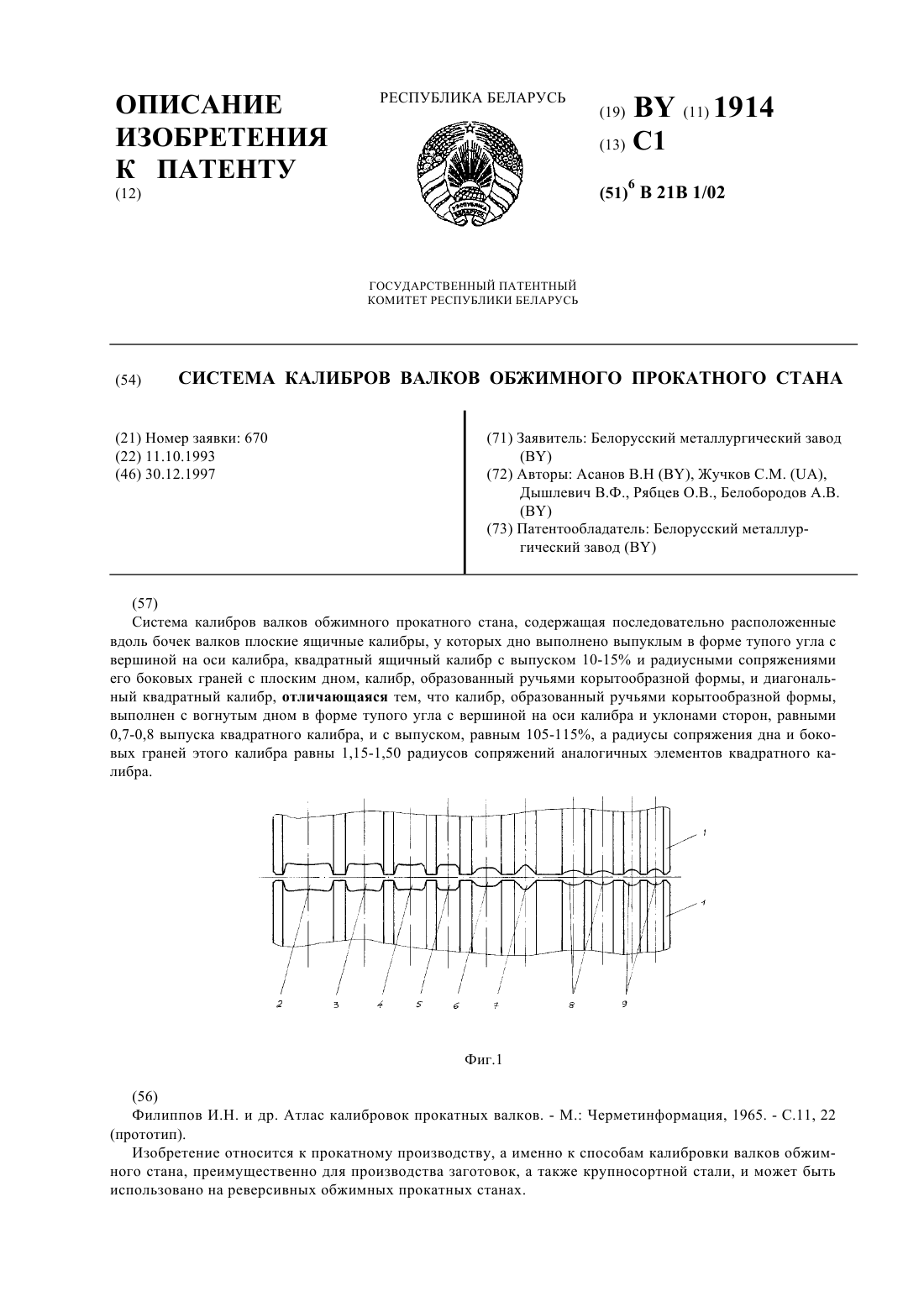
Номер патента: 1914
Опубликовано: 30.12.1997
Авторы: Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Рябцев Олег Викторович, Белобородов Александр Витальевич, Асанов Валерий Николаевич
МПК: B21B 1/02
Метки: калибров, валков, система, стана, прокатного, обжимного
Текст:
...раската, уменьшает удары раската о валки при захвате. Полученный в плоских ящичных калибрах раскат кантуют на 90 и прокатывают в квадратном ящичном калибре 5. Раскат, поступающий из квадратного ящичного калибра 5 (фиг.2), выполненного с выпуском 10-15 и сопряжениями плоских донных его поверхностей с боковыми гранями, выполненными по радиусам 1, кантуют также на 90 и прокатывают в калибре 6, образованном ручьями корытообразной формы в их...
Роликовая проводка с устройством для контроля вращения роликов
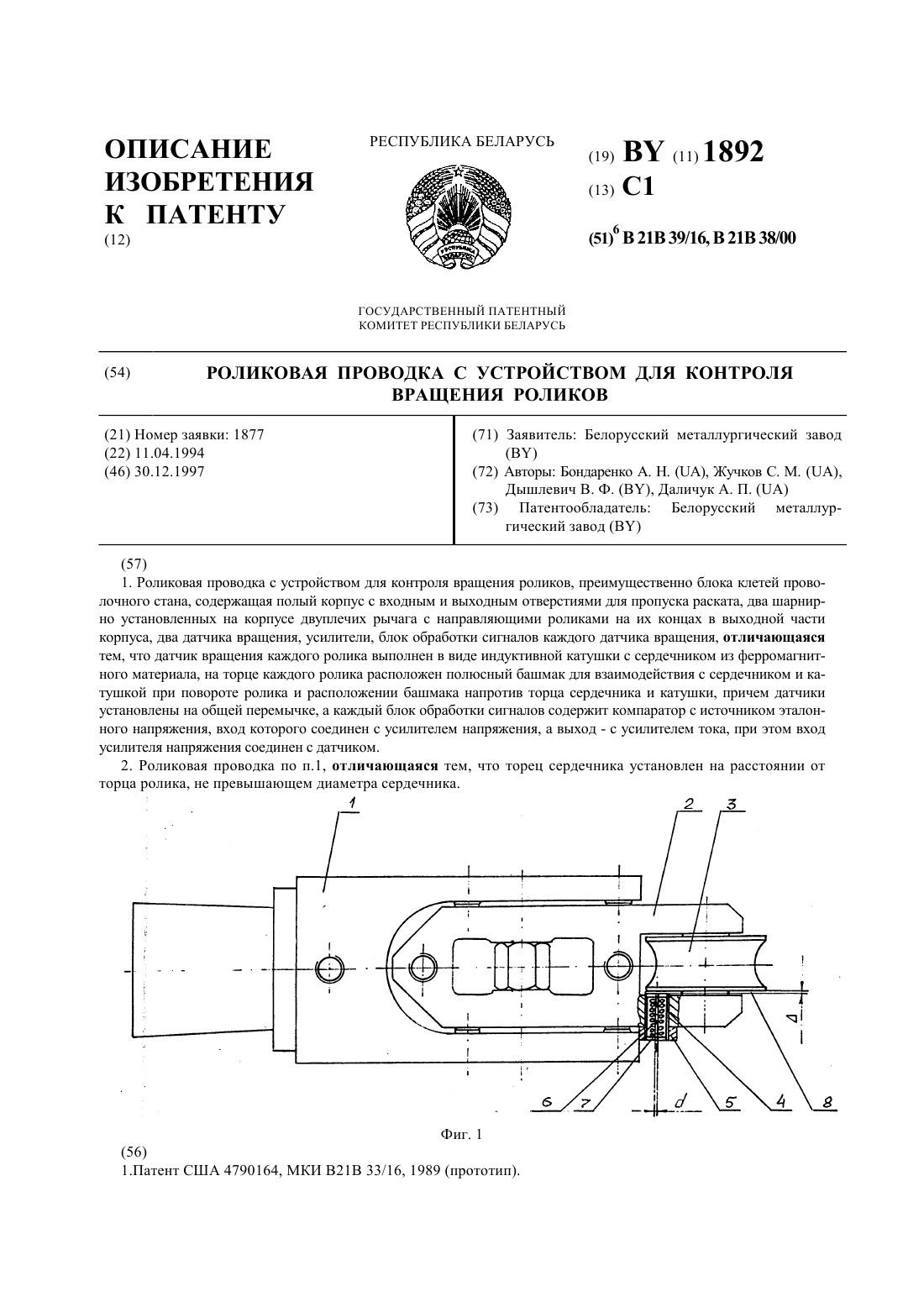
Номер патента: 1892
Опубликовано: 30.12.1997
Авторы: Даличук Анатолий Пантелеевич, Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич
МПК: B21B 39/16, B21B 38/00
Метки: роликов, контроля, проводка, роликовая, вращения, устройством
Текст:
...располагается на расстоянииот торца соответствующего ролика, не превышающем диаметрасердечника 7, что обеспечивает требуемую амплитуду импульса,индуцируемого в катушке. Указанное обстоятельство предупреждает снижение эффективности контроля работоспособности проводки в процессе работы стана и не требует увеличения габаритов датчика, усложняющего встраивание его в проводку. Работает роликовая проводка с устройством для контроля вращения...
Способ прокатки-разделения
Номер патента: 1816
Опубликовано: 30.12.1997
Авторы: Сокиркин Сергей Николаевич, Асанов Валерий Николаевич, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Токмаков Вадим Анатольевич, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич
МПК: B21B 1/02
Метки: прокатки-разделения, способ
Текст:
...второе - то,что металл не успевает разупрочниться до поступления в делительное устройство, установленное на выходной стороне данной клети в непосредственной близости от калибра валков и третье - то, что направленность этих напряжений способствует разделению строенного раската - крайние его части стремятся отделиться от центральной части. Указанные причины приводят к значительному (на 25-60 в зависимости от марки стали 1816 1 и...
Способ калибровки валков реверсивного прокатного стана
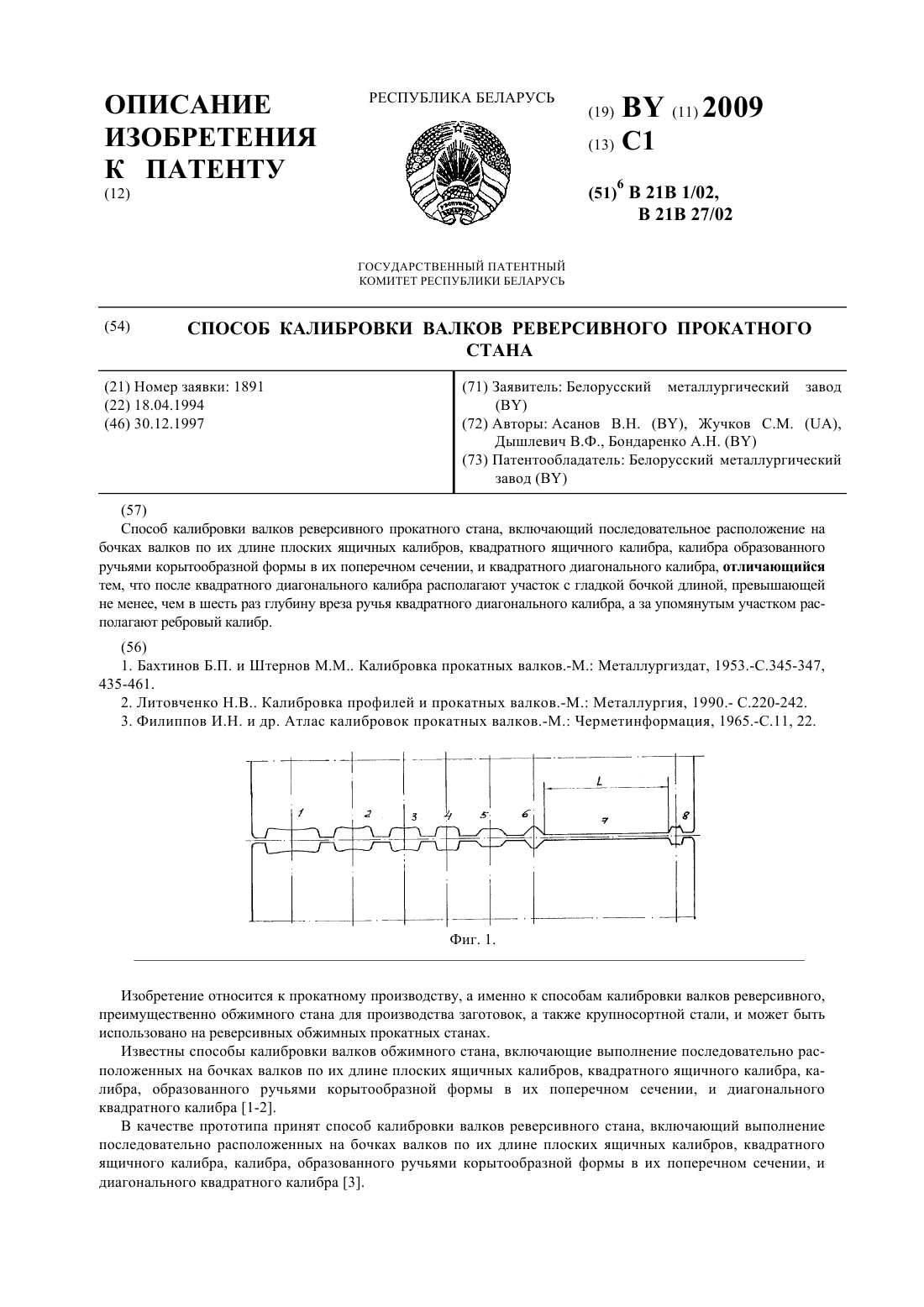
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич
МПК: B21B 27/02, B21B 1/02
Метки: стана, реверсивного, валков, способ, прокатного, калибровки
Текст:
...раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки,...
Способ термомеханической обработки арматурной стали
Номер патента: 1664
Опубликовано: 30.03.1997
Авторы: Стеблов Анвер Борисович, Сычков Александр Борисович, Бондаренко Александр Николаевич, Парусов Владимир Васильевич, Олейник Вадим Анатольевич, Тихонов Игорь Николаевич, Луценко Владимир Анатольевич, Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович
МПК: C21D 8/08
Метки: термомеханической, обработки, стали, арматурной, способ
Текст:
...установлено, что такая структура является наиболее предпочтительной перед деформацией металла в чистовом блоке. В этом случае размер кристаллизованных зерен после обжатия в чистовых клетях наименьший, что обеспечивает требуемый комплекс механических свойств арматурной стали. Пример конкретной реализации. Предлагаемый способ термомеханической обработки арматурной стали в мотках был опробован при прокатке опытной партии в потоке...
Способ получения угловых профилей на непрерывных станах
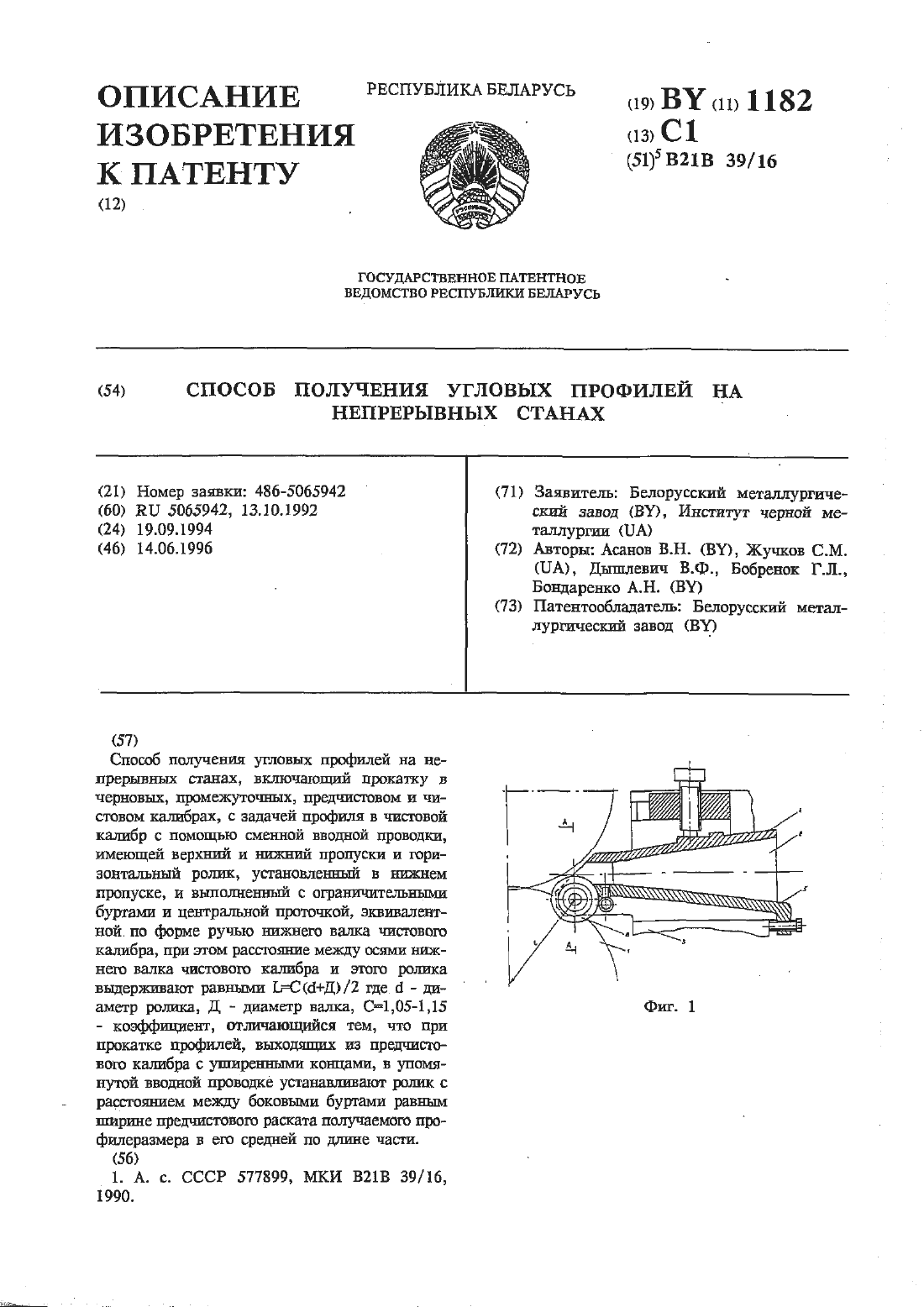
Номер патента: 1182
Опубликовано: 14.06.1996
Авторы: Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Жучков Сергей Михайлович
МПК: B21B 39/16
Метки: профилей, непрерывных, станах, получения, угловых, способ
Текст:
...сбоку), на фиг. 2 - сечение по А-А на фит. 1, на фиг. 3 - схема взаимодействия предчистового раската с горизонтальным ролшсом проводки чистовой прокатной КИСТИ.Способ осуществляется следующим образом.ИЗ нагретой ЗЗГОТОВКИ В СИСТЕМЕ ЧВРНОВЫХ и промежуточных калибров непрерывного сортового стана формируют угловой раскат. Этот РНСКВТ ПРОКЗТЬГВЗЮТ В ПРЕДЧИСГОВОМ УГЛОВОМ калибре и задают в угловой кадпггбр чистовой прокатной клети 1 с помощью...
Устройство многоручьевой прокатки сортовых заготовок
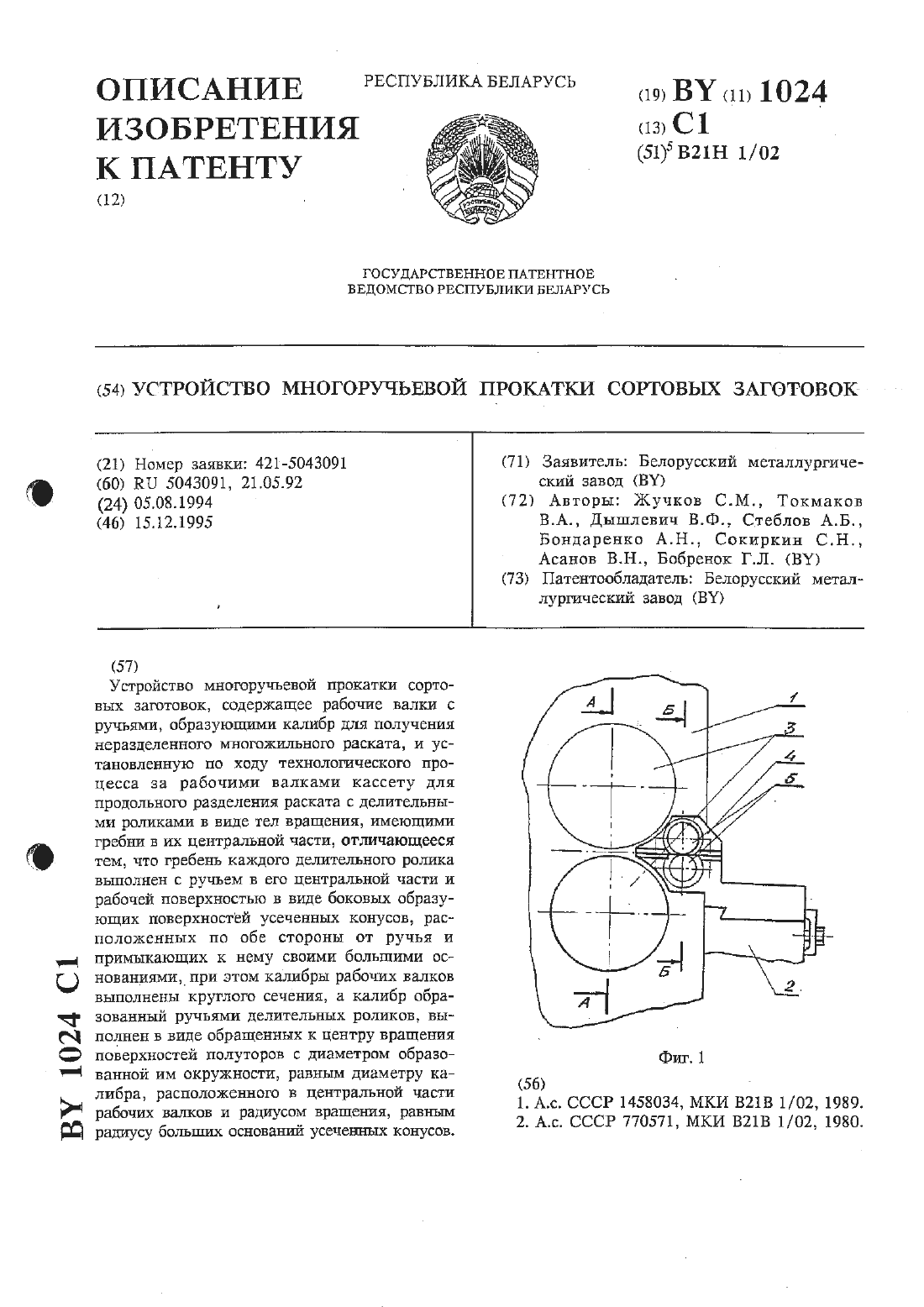
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Токмаков Вадим Анатольевич, Сокиркин Сергей Николаевич, Дышлевич Виктор Федорович, Стеблов Анвер Борисович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович
МПК: B21H 1/02
Метки: сортовых, заготовок, устройство, многоручьевой, прокатки
Текст:
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Способ прокатки швеллеров
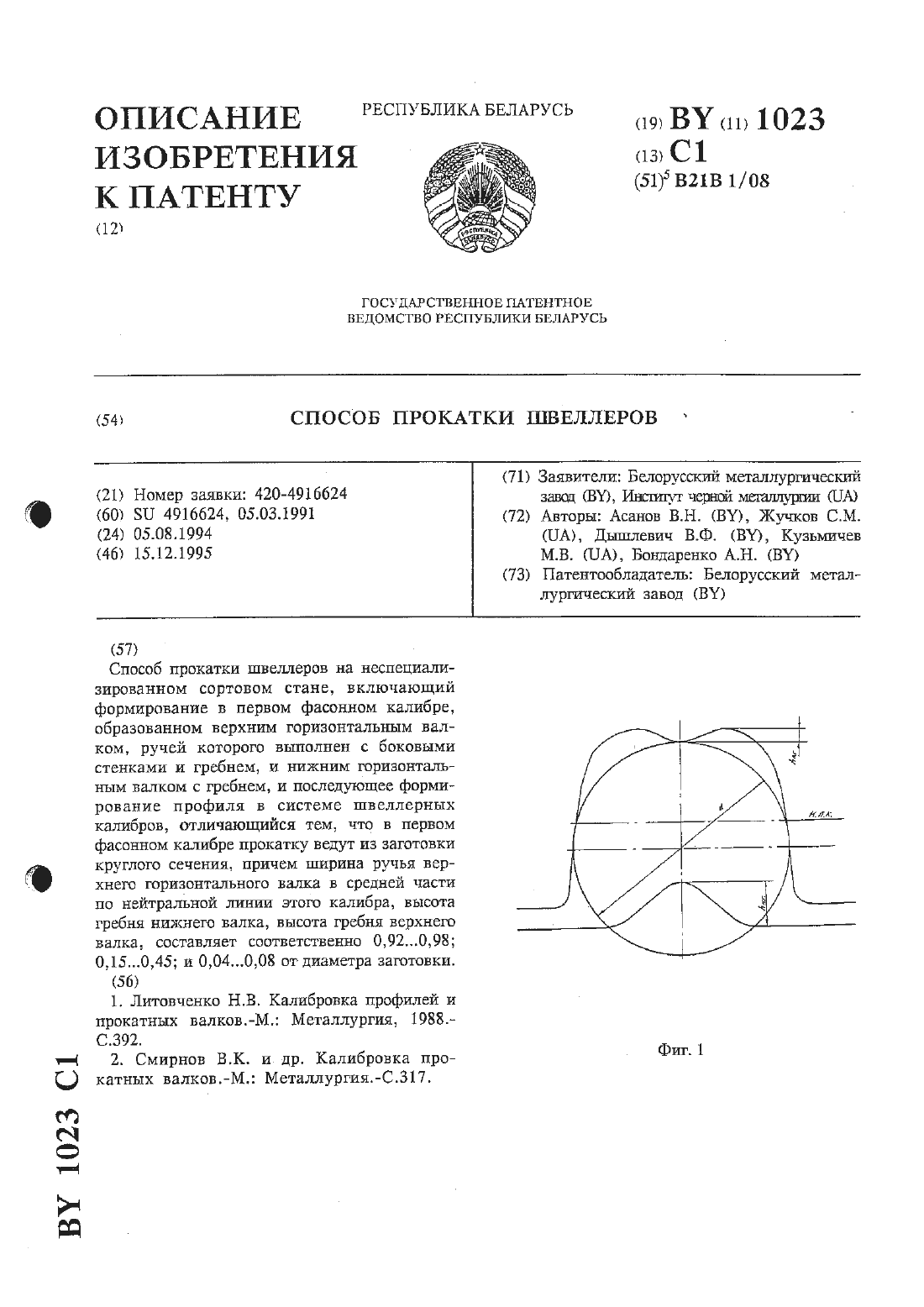
Номер патента: 1023
Опубликовано: 15.12.1995
Авторы: Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Асанов Валерий Николаевич, Кузьмичев Михаил Васильевич, Жучков Сергей Михайлович
МПК: B21B 1/08
Метки: прокатки, швеллеров, способ
Текст:
...В процессе чернового формирования заготовки осуществляют подготовку раската к деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонном калибре. Первый фасонный (разрезной) калибр (фигд) образован...
Охлаждающий участок линии проволочного стана
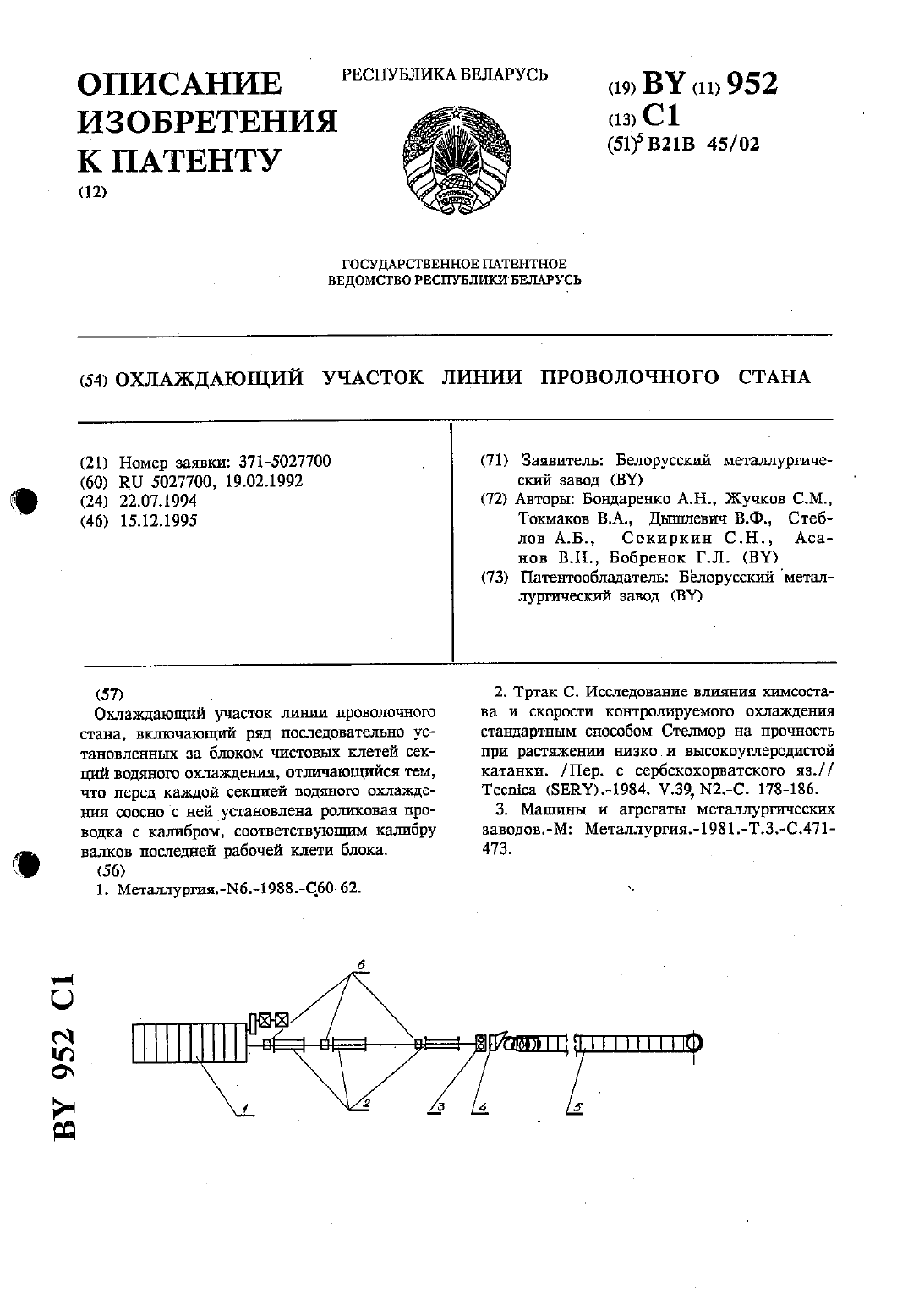
Номер патента: 952
Опубликовано: 15.12.1995
Авторы: Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Токмаков Вадим Анатольевич, Жучков Сергей Михайлович, Стеблов Анвер Борисович, Асанов Валерий Николаевич, Дышлевич Виктор Федорович, Сокиркин Сергей Николаевич
МПК: B21B 45/02
Метки: охлаждающий, участок, проволочного, стана, линии
Текст:
...задача РСШЗВТСЯ тем, ЧТО В устройстве для охладения катания в потоке стана, состоящем из ряда последовательно установленных за блоком чистовых клетей секций водяного охлаждения, перед каждой секцией соосно с ней установлена роликовая проводка с калибром, соответствующем кадшбру валков последней рабочей клети блока.Изобретение поясняется чертежом, на котором изображена схема линии водяного охлажДСНИЯ ПРОВОЛОЧНОГО стана, ИСПОЛЬЗУЮЩВГО...
Катанка для металлокорда
Номер патента: 951
Опубликовано: 15.12.1995
Авторы: Ненашев Александр Владимирович, Дышлевич Виктор Федорович, Бирюков Борис Александрович, Феоктистов Юрий Васильевич, Панасенко Валерий Станиславович, Фетисов Василий Павлович, Парусов Владимир Васильевич, Родионов Виктор Николаевич
МПК: C21D 9/52
Метки: металлокорда, катанка
Текст:
...глобулярной формы (видимый обезуглероженный слой) глубиной 2,12,7 от диаметра катании. Нижний интервал видимого обезуглероженного слоя (ВОС) структуры 0,1) определен исходя- из динамики изменения ВОС микроструктуры катанки при грубом волочении, описываемой эмпирическим выражениемЕ (ап- 2 нЕ - 0,031), шок, где ЬОСи НОС- глубина видимого обе зуглероженного слоя микроструктуры на проволоке и катанке, 4 и Вк- диаметр проволоки и катал-Пси-...