B21B 27/02 — форма или конструкция валков
Валок для прошивного стана с кольцевой калибровкой
Номер патента: U 8926
Опубликовано: 28.02.2013
Авторы: Коровин Виктор Сергеевич, Ибрагимов Виталий Эрнестович, Томило Вячеслав Анатольевич, Шашков Александр Николаевич, Муриков Максим Анатольевич, Масютина Ольга Николаевна
МПК: B21B 27/02, B21B 19/04
Метки: кольцевой, стана, прошивного, валок, калибровкой
Текст:
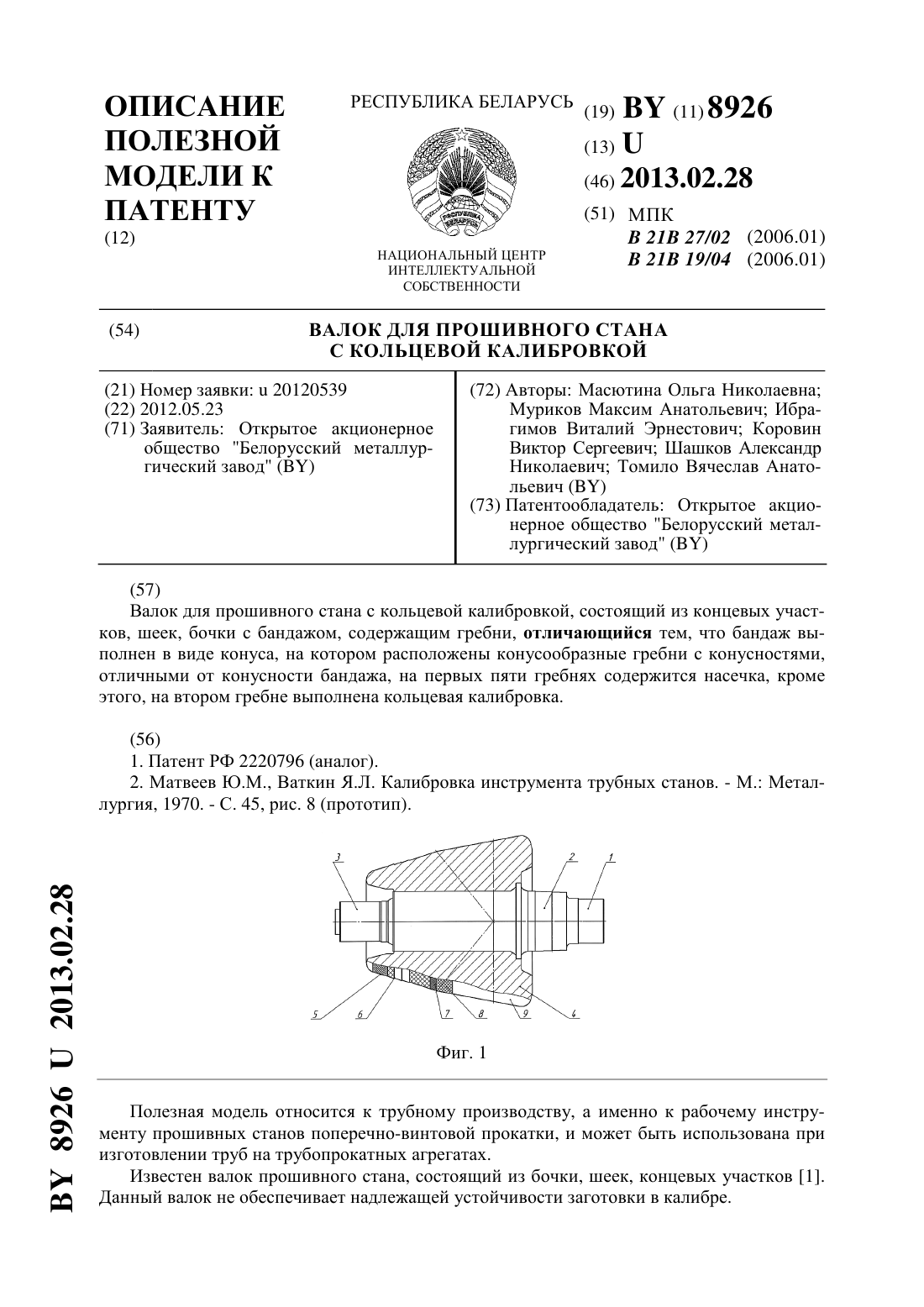
...гребень 6 - второй гребень 7 - третий гребень 8 - четвертый гребень 9 - пятый гребень 10 - оправка 11 - слиток-заготовка. Валок прошивного стана по полезной модели был изготовлен и прошел испытания на ОАО БМЗ. Валок состоит из концевых участков 1, шейки 2 и 3 для крепления валка в подшипниках, бандажа 4 с гребнями 5, 6, 7, 8, 9. Бандаж 4 был выполнен конусообразным. Гребни 5, 6, 7, 8, 9 бандажа 4 образуют пять конусообразных участков с...
Валок прошивного стана
Номер патента: U 8698
Опубликовано: 30.10.2012
Авторы: Коровин Виктор Сергеевич, Ибрагимов Виталий Эрнестович, Шашков Александр Николаевич, Томило Вячеслав Анатольевич, Масютина Ольга Николаевна, Муриков Максим Анатольевич
МПК: B21B 27/02, B21B 19/04
Метки: прошивного, валок, стана
Текст:
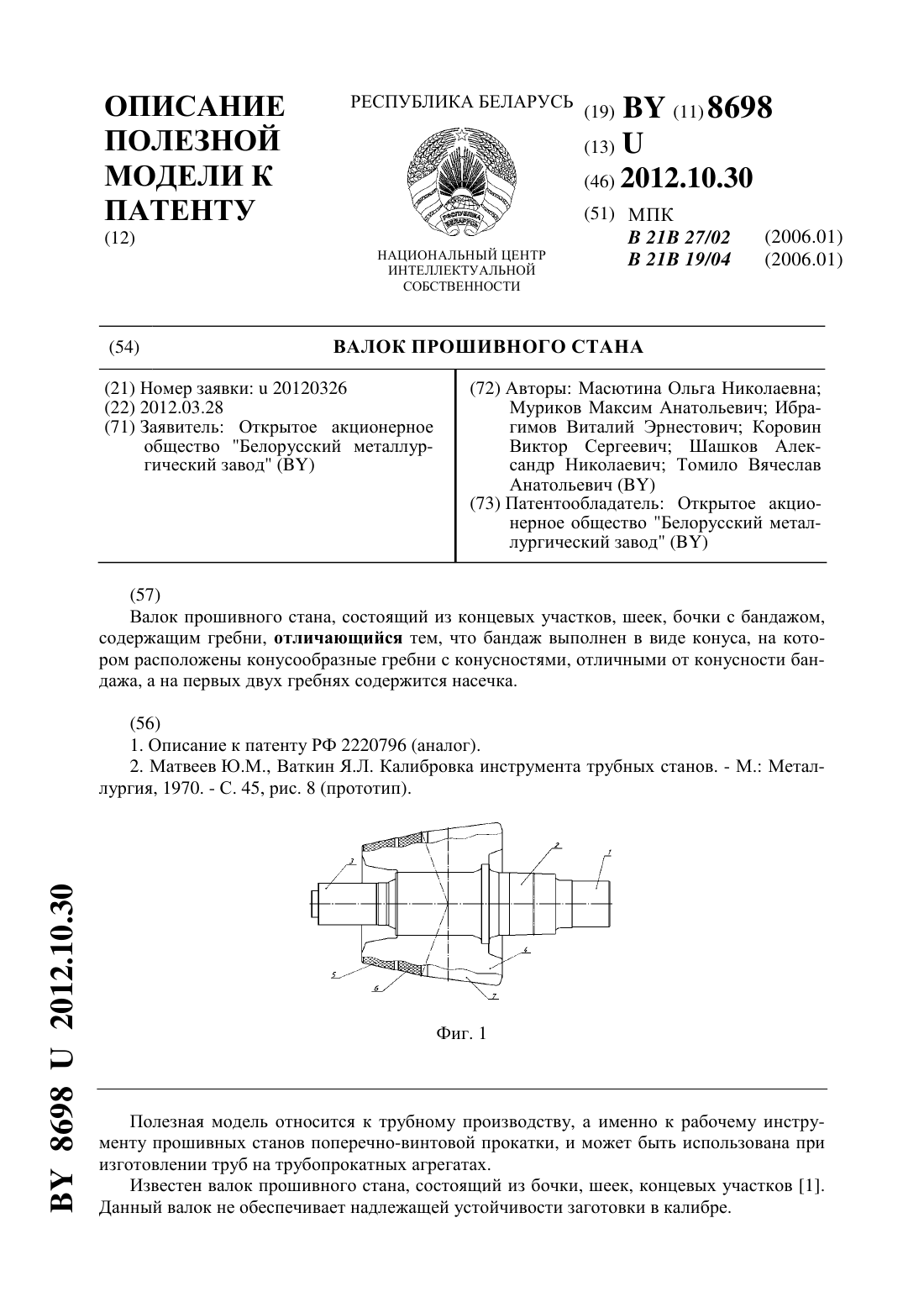
...на Белорусском металлургическом заводе. Валок содержал концевой участок 1, шейки 2 и 3 для крепления валка в подшипниках, бандаж 4 с гребнями 5, 6, 7. Бандаж 4 был выполнен конусообразным с конусностью 0,47. Гребни 5, 6, 7 бандажа образуют три конусообразных участка с конусностью, отличной от конусности бандажа. Первый участок, образованный гребнем 5, имеет конусность 0,66. Второй участок, образованный гребнем 6 имеет конусность 0,91. Третий...
Прокатный валок
Номер патента: 8156
Опубликовано: 30.06.2006
Авторы: Дарда Юрий Антонович, Петрусенко Леонид Александрович, Бабенко Михаил Антонович
МПК: B21B 27/02
Текст:
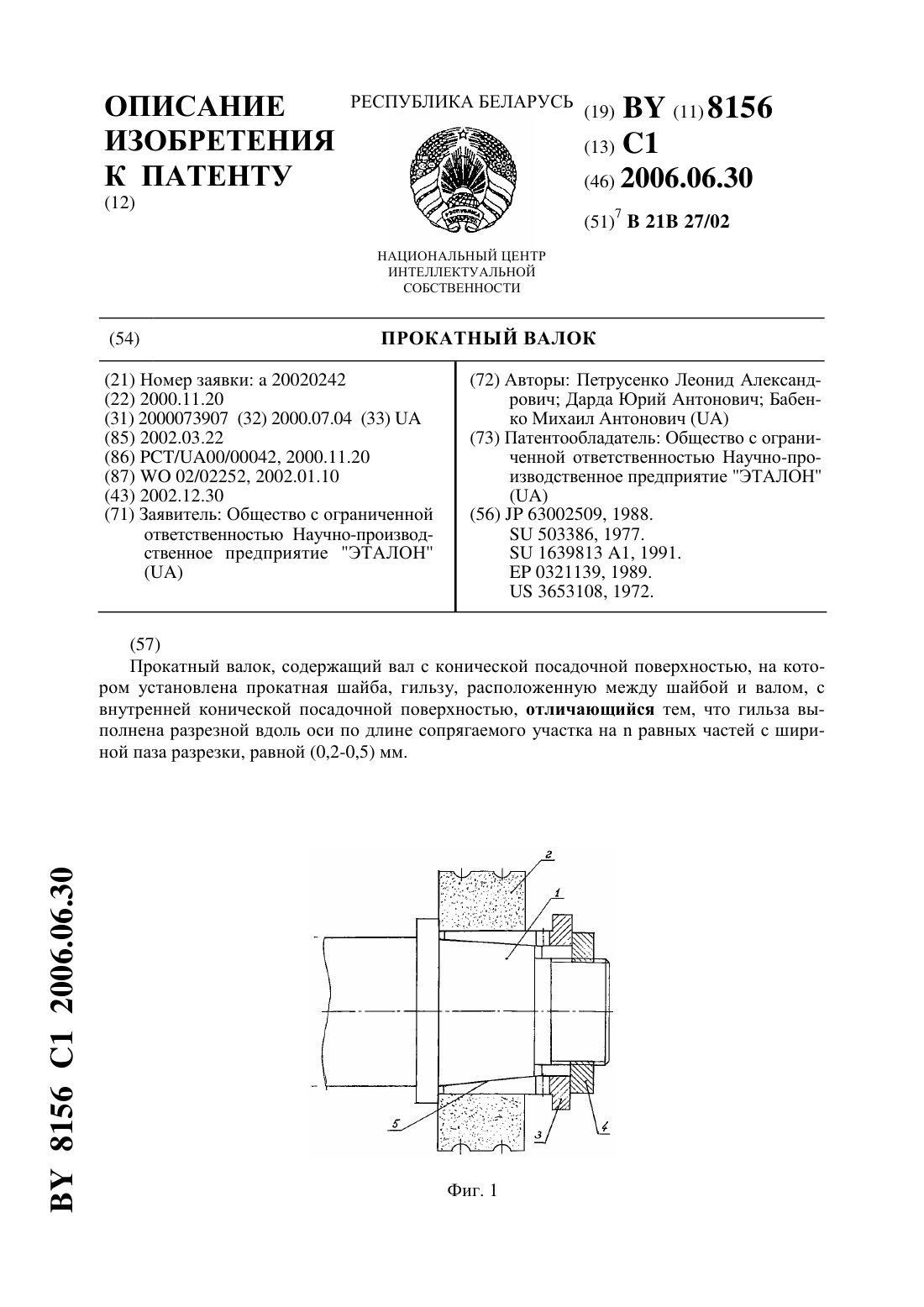
...оборудования для его производства, в особенности большие технологические затруднения, вызывает изготовление внутренних поверхностей сложной формы. Задачей предлагаемого технического решения является улучшение эксплуатационных характеристик валка, а именно повышение надежности крепления и уменьшение усилий распрессовки деталей валка за счет нового конструктивного выполнения гильзы. Поставленная задача достигается тем, что в прокатном...
Способ калибровки валков реверсивного прокатного стана
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Асанов Валерий Николаевич, Бондаренко Александр Николаевич
МПК: B21B 27/02, B21B 1/02
Метки: стана, калибровки, прокатного, валков, реверсивного, способ
Текст:
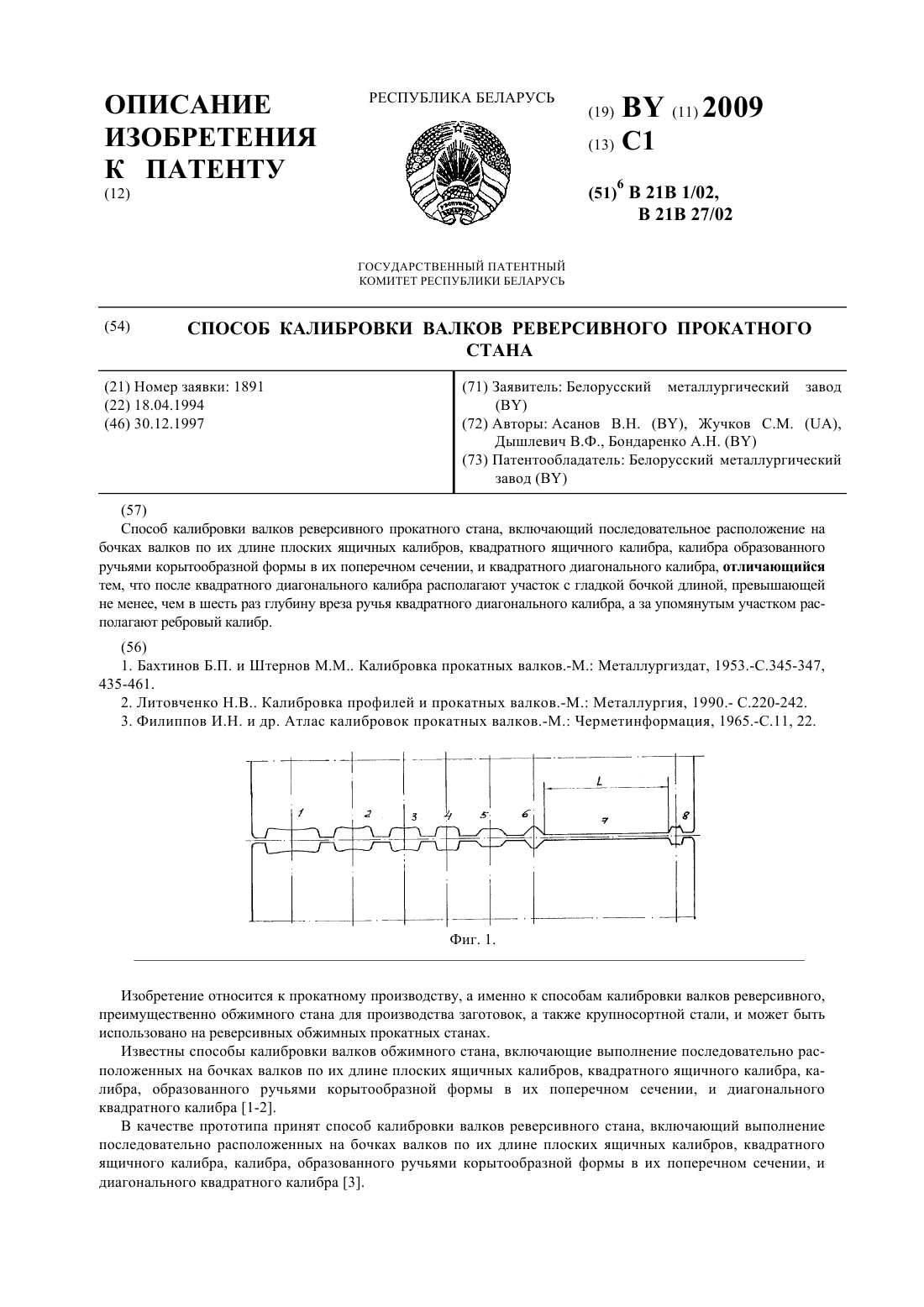
...раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки,...