Способ прокатки арматурных профилей с продольным разделением раската
Номер патента: 2141
Опубликовано: 30.06.1998
Авторы: Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Бобренок Геннадий Людвигович, Ходырев Владимир Александрович, Токмаков Вадим Анатольевич

Текст
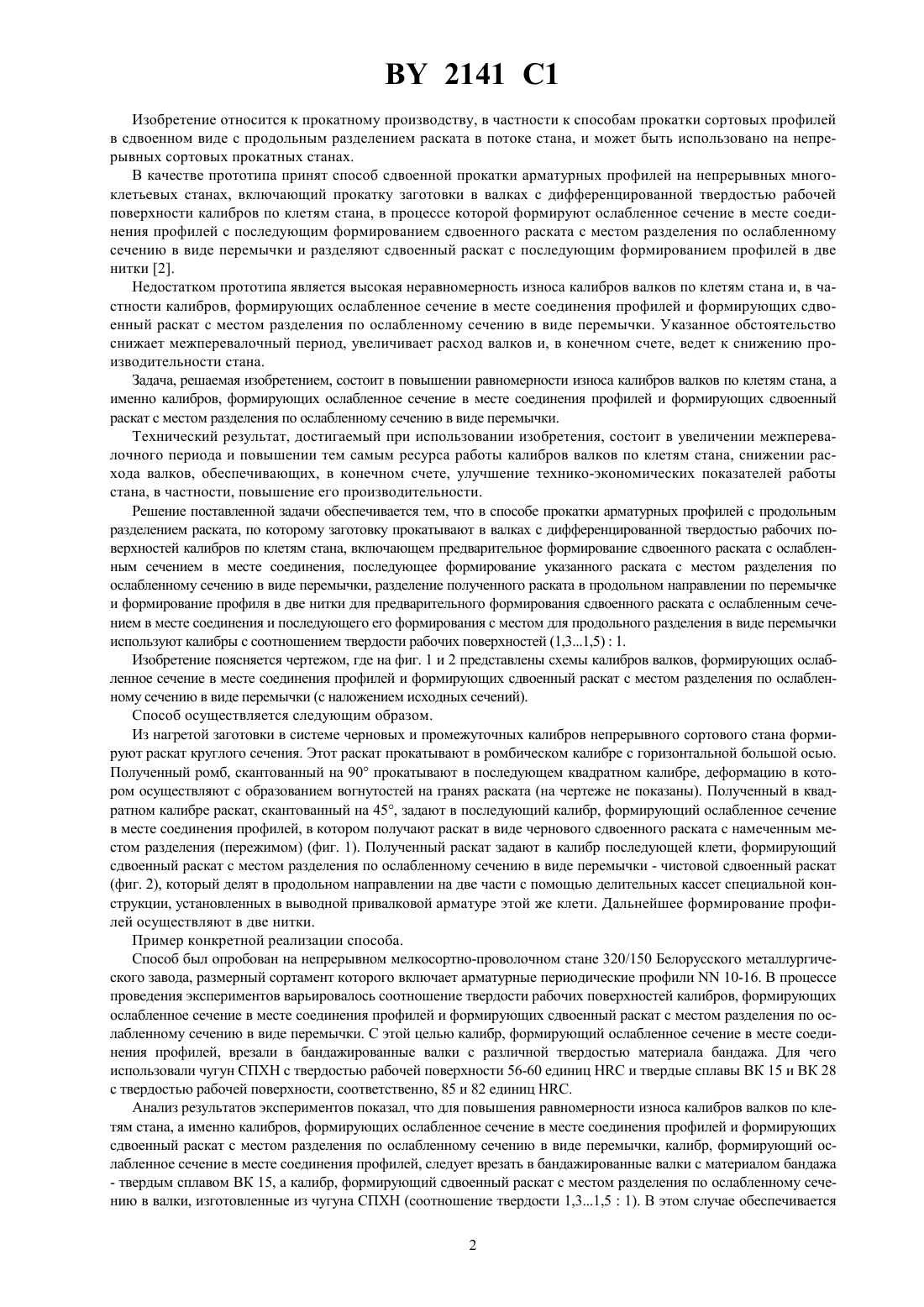
21 47/04 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ С ПРОДОЛЬНЫМ РАЗДЕЛЕНИЕМ РАСКАТА(73) Патентообладатель Белорусский металлургический завод(57) Способ прокатки арматурных профилей с продольным разделением раската, по которому заготовку прокатывают в валках с дифференцированной твердостью рабочих поверхностей калибров по клетям стана, включающий предварительное формирование сдвоенного раската с ослабленным сечением в месте соединения, последующее формирование указанного раската с местом разделения по ослабленному сечению в виде перемычки, разделение полученного раската в продольном направлении по перемычке и формирование профиля в две нитки, отличающийся тем, что для предварительного формирования сдвоенного раската с ослабленным сечением в месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,3 1,5)1.(56) 1. Лохматов А. П.и др. Освоение технологии прокатки-разделения арматурной стали на непрерывном мелкосортно-проволочном стане 320/150//Бюллетень института Черметинформация, 1989. 2. Ре . Применение продольной резки в процессе прокатки сортового проката/Перевод института Черметинформация,12564, 1981. (прототип). 3. Жучков С.М. и др. Совершенствование калибров валков и оценка загрузки линий главных приводов на непрерывном мелкосортно - проволочном стане 320/150 БМЗ//Обзорная информация. Сер. Прокатное производство. Вып. 3.-М., 1991. 4. Жучков С.М. и др. Технология прокатки арматурной стали с продольным разделением раската в потоке непрерывного мелкосортного стана//Сборник научных трудов Черная металлургия. Наука. Технология. Производство.-М. Металлургия, 1993. 2141 1 Изобретение относится к прокатному производству, в частности к способам прокатки сортовых профилей в сдвоенном виде с продольным разделением раската в потоке стана, и может быть использовано на непрерывных сортовых прокатных станах. В качестве прототипа принят способ сдвоенной прокатки арматурных профилей на непрерывных многоклетьевых станах, включающий прокатку заготовки в валках с дифференцированной твердостью рабочей поверхности калибров по клетям стана, в процессе которой формируют ослабленное сечение в месте соединения профилей с последующим формированием сдвоенного раската с местом разделения по ослабленному сечению в виде перемычки и разделяют сдвоенный раскат с последующим формированием профилей в две нитки 2. Недостатком прототипа является высокая неравномерность износа калибров валков по клетям стана и, в частности калибров, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки. Указанное обстоятельство снижает межперевалочный период, увеличивает расход валков и, в конечном счете, ведет к снижению производительности стана. Задача, решаемая изобретением, состоит в повышении равномерности износа калибров валков по клетям стана, а именно калибров, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки. Технический результат, достигаемый при использовании изобретения, состоит в увеличении межперевалочного периода и повышении тем самым ресурса работы калибров валков по клетям стана, снижении расхода валков, обеспечивающих, в конечном счете, улучшение технико-экономических показателей работы стана, в частности, повышение его производительности. Решение поставленной задачи обеспечивается тем, что в способе прокатки арматурных профилей с продольным разделением раската, по которому заготовку прокатывают в валках с дифференцированной твердостью рабочих поверхностей калибров по клетям стана, включающем предварительное формирование сдвоенного раската с ослабленным сечением в месте соединения, последующее формирование указанного раската с местом разделения по ослабленному сечению в виде перемычки, разделение полученного раската в продольном направлении по перемычке и формирование профиля в две нитки для предварительного формирования сдвоенного раската с ослабленным сечением в месте соединения и последующего его формирования с местом для продольного разделения в виде перемычки используют калибры с соотношением твердости рабочих поверхностей (1,31,5)1. Изобретение поясняется чертежом, где на фиг. 1 и 2 представлены схемы калибров валков, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки (с наложением исходных сечений). Способ осуществляется следующим образом. Из нагретой заготовки в системе черновых и промежуточных калибров непрерывного сортового стана формируют раскат круглого сечения. Этот раскат прокатывают в ромбическом калибре с горизонтальной большой осью. Полученный ромб, скантованный на 90 прокатывают в последующем квадратном калибре, деформацию в котором осуществляют с образованием вогнутостей на гранях раската (на чертеже не показаны). Полученный в квадратном калибре раскат, скантованный на 45, задают в последующий калибр, формирующий ослабленное сечение в месте соединения профилей, в котором получают раскат в виде чернового сдвоенного раската с намеченным местом разделения (пережимом) (фиг. 1). Полученный раскат задают в калибр последующей клети, формирующий сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки - чистовой сдвоенный раскат(фиг. 2), который делят в продольном направлении на две части с помощью делительных кассет специальной конструкции, установленных в выводной привалковой арматуре этой же клети. Дальнейшее формирование профилей осуществляют в две нитки. Пример конкретной реализации способа. Способ был опробован на непрерывном мелкосортно-проволочном стане 320/150 Белорусского металлургического завода, размерный сортамент которого включает арматурные периодические профили 10-16. В процессе проведения экспериментов варьировалось соотношение твердости рабочих поверхностей калибров, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки. С этой целью калибр, формирующий ослабленное сечение в месте соединения профилей, врезали в бандажированные валки с различной твердостью материала бандажа. Для чего использовали чугун СПХН с твердостью рабочей поверхности 56-60 единици твердые сплавы ВК 15 и ВК 28 с твердостью рабочей поверхности, соответственно, 85 и 82 единиц . Анализ результатов экспериментов показал, что для повышения равномерности износа калибров валков по клетям стана, а именно калибров, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки, калибр, формирующий ослабленное сечение в месте соединения профилей, следует врезать в бандажированные валки с материалом бандажа- твердым сплавом ВК 15, а калибр, формирующий сдвоенный раскат с местом разделения по ослабленному сечению в валки, изготовленные из чугуна СПХН (соотношение твердости 1,31,51). В этом случае обеспечивается 2 2141 1 равномерность износа калибров валков по клетям стана, а именно калибров, формирующих ослабленное сечение в месте соединения профилей и формирующих сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки. Если оба указанных калибра врезать в валки, изготовленные из чугуна СПХН (соотношение твердости 11), то из-за интенсивного износа поверхности калибра, формирующего ослабленное сечение в месте соединения профилей, в котором получают черновой сдвоенный раскат (фиг. 1), в частности, поверхности этого калибра, формирующей пережим, увеличивается толщина пережима чернового сдвоенного раската, что приводит к быстрому износу и даже сколу разделительных гребешков калибра последующей клети, формирующего сдвоенный раскат с местом разделения по ослабленному сечению в виде перемычки - чистовой сдвоенный раскат, в результате чего стойкость этого калибра при прокатке снизится. Если оба указанных калибра врезать в валки,изготовленные из твердых сплавов ВК 15 и ВК 28 (соотношение твердости также 11), то увеличенная твердость рабочей поверхности калибра, формирующего сдвоенный раскат с местом разделения по ослабленному сечению, в частности, разделительных гребешков этого калибра увеличивает вероятность их скола. Больше чем 1,51 соотношение твердости рабочих поверхностей этих калибров требует использования более дорогих материалов, чем твердый сплав ВК 15, что приводит к необоснованному удорожанию валков с калибрами, формирующими ослабленное сечение в месте соединения профилей. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21C 47/04, B21B 1/02
Метки: профилей, продольным, способ, арматурных, разделением, раската, прокатки
Код ссылки
<a href="https://by.patents.su/3-2141-sposob-prokatki-armaturnyh-profilejj-s-prodolnym-razdeleniem-raskata.html" rel="bookmark" title="База патентов Беларуси">Способ прокатки арматурных профилей с продольным разделением раската</a>
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Асанов В. Н., Дышлевич В. Ф., Бондаренко А. Н., Жучков С. М., Кузьмичев М. В.
МПК: B21B 1/02
Метки: сортовых, прокатки, профилей, сдвоенной, способ
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Жучков С. М., Дышлевич В. Ф., Асанов В. Н., Бондаренко А. Н.
МПК: B21D 1/02
Метки: способ, арматурной, сдвоенной, стали, прокатки
Текст:
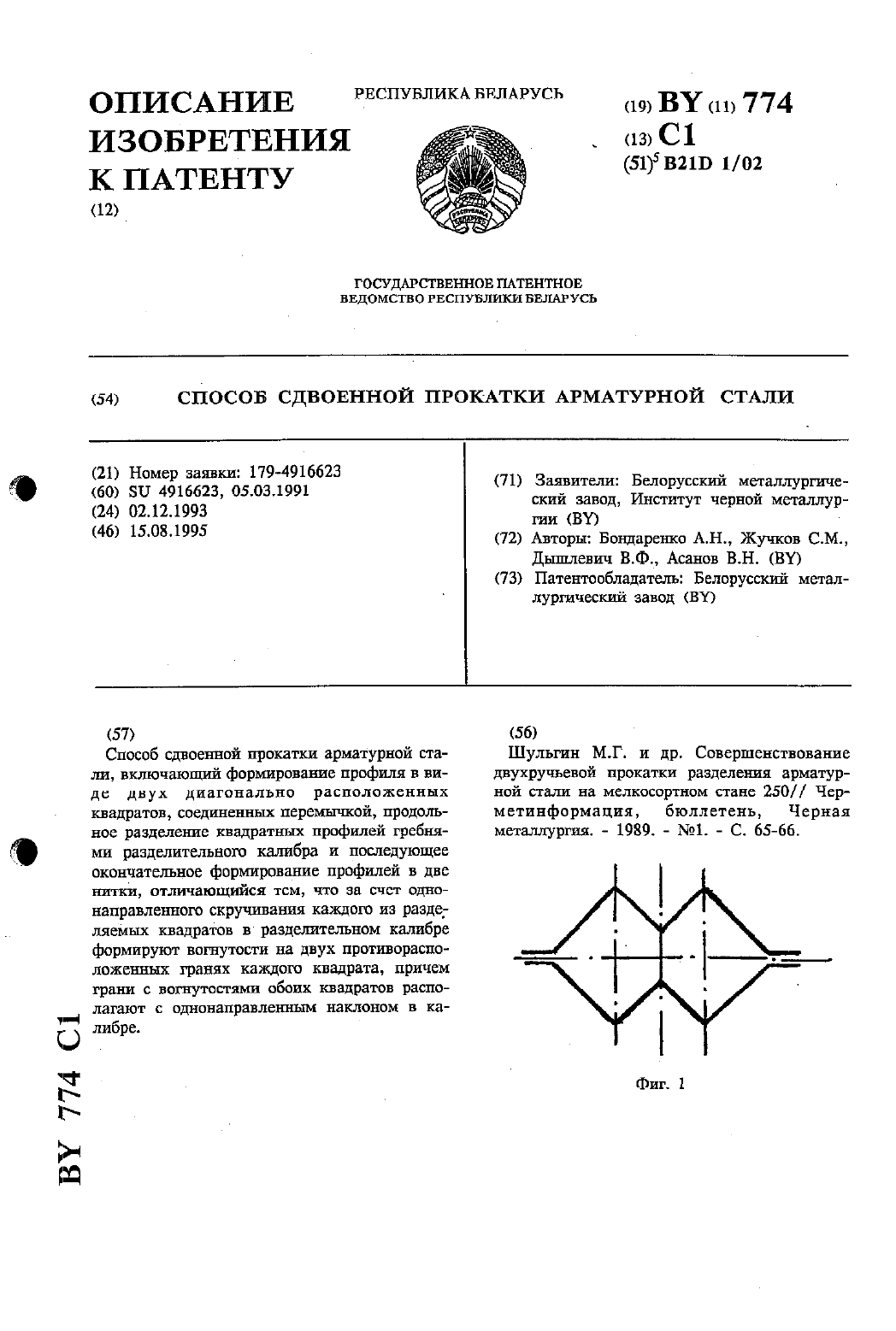
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Сивак Э. В., Асанов В. Н., Токмаков В. А., Кулаков Л. В., Закшевский В. Б., Бондаренко А. Н., Кузьмичев М. В., Жучков С. М., Дышлевич В. Ф.
МПК: B21B 1/00
Метки: прокатки, способ, мелкосортном, непрерывном, стане, сдвоенной
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Способ прокатки-разделения
Номер патента: 1816
Опубликовано: 30.12.1997
Авторы: Токмаков Вадим Анатольевич, Бондаренко Александр Николаевич, Асанов Валерий Николаевич, Сокиркин Сергей Николаевич, Жучков Сергей Михайлович, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович
МПК: B21B 1/02
Метки: прокатки-разделения, способ
Текст:
...второе - то,что металл не успевает разупрочниться до поступления в делительное устройство, установленное на выходной стороне данной клети в непосредственной близости от калибра валков и третье - то, что направленность этих напряжений способствует разделению строенного раската - крайние его части стремятся отделиться от центральной части. Указанные причины приводят к значительному (на 25-60 в зависимости от марки стали 1816 1 и...
Устройство многоручьевой прокатки сортовых заготовок
Номер патента: 1024
Опубликовано: 15.12.1995
Авторы: Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Асанов Валерий Николаевич, Сокиркин Сергей Николаевич, Стеблов Анвер Борисович, Токмаков Вадим Анатольевич
МПК: B21H 1/02
Метки: сортовых, прокатки, многоручьевой, устройство, заготовок
Текст:
...этот участок размещен между двумя другими частями разделительного калибра.Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что гребень каждого целительного ролика снабжен дополнительным участком, выполненным в виде обращенной к центру вращеъшя поверхности полутора, с диаметром его окружности,равным диаметру центральной части ручья рабочих валков, и радиусом вращения, равным радиусу больших оснований...
Предыдущий патент: Сварочная машина для изготовления проволочных сеток и плоских каркасов
Следующий патент: Способ контроля локализации эндокардиального электрода
Случайный патент: Меченые изотопами водорода 1,3-дикарбонильные соединения и способ их получения