Способ получения угловых профилей на непрерывных станах
Номер патента: 1182
Опубликовано: 14.06.1996
Авторы: Бобренок Геннадий Людвигович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Дышлевич Виктор Федорович, Асанов Валерий Николаевич
Текст
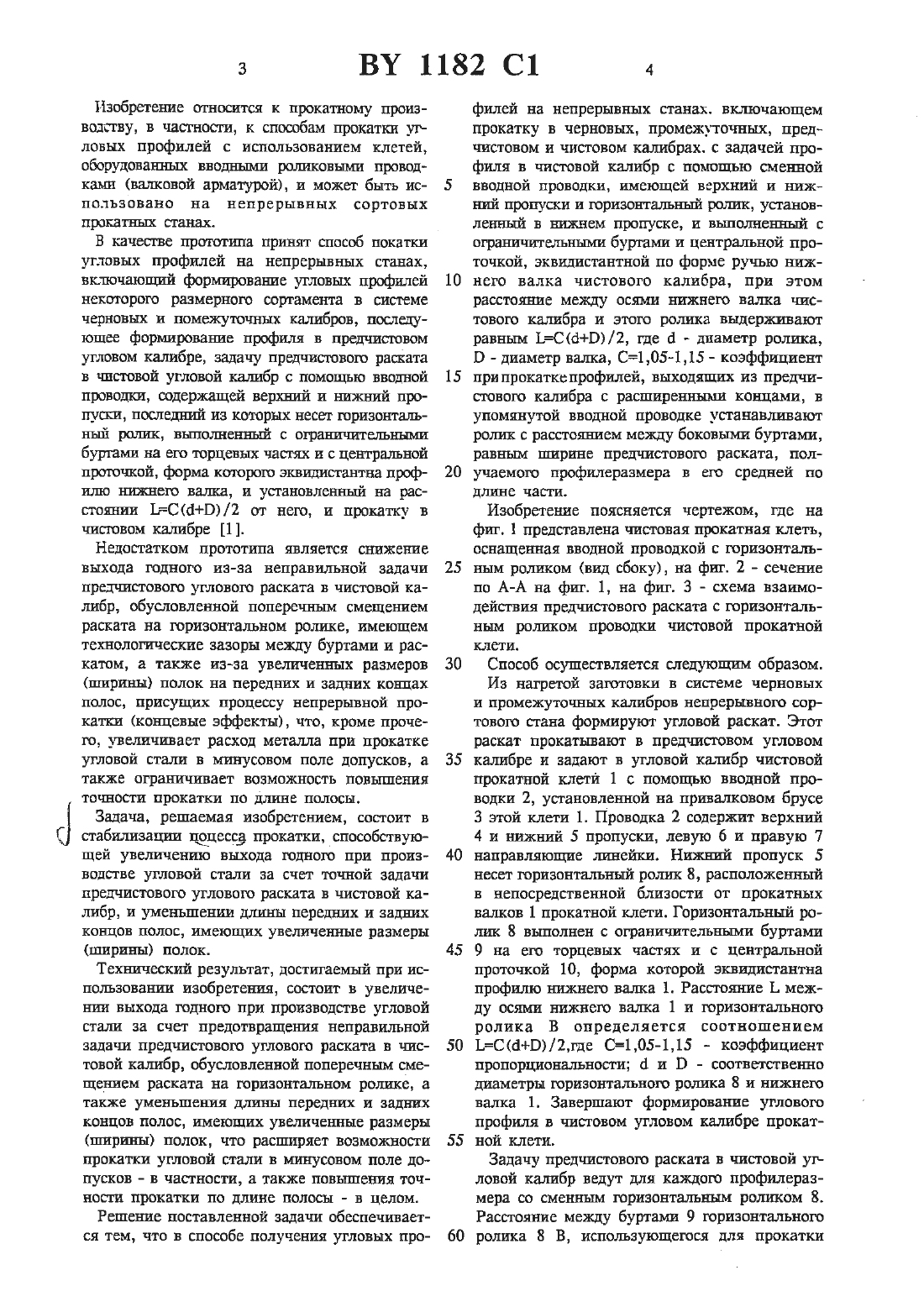
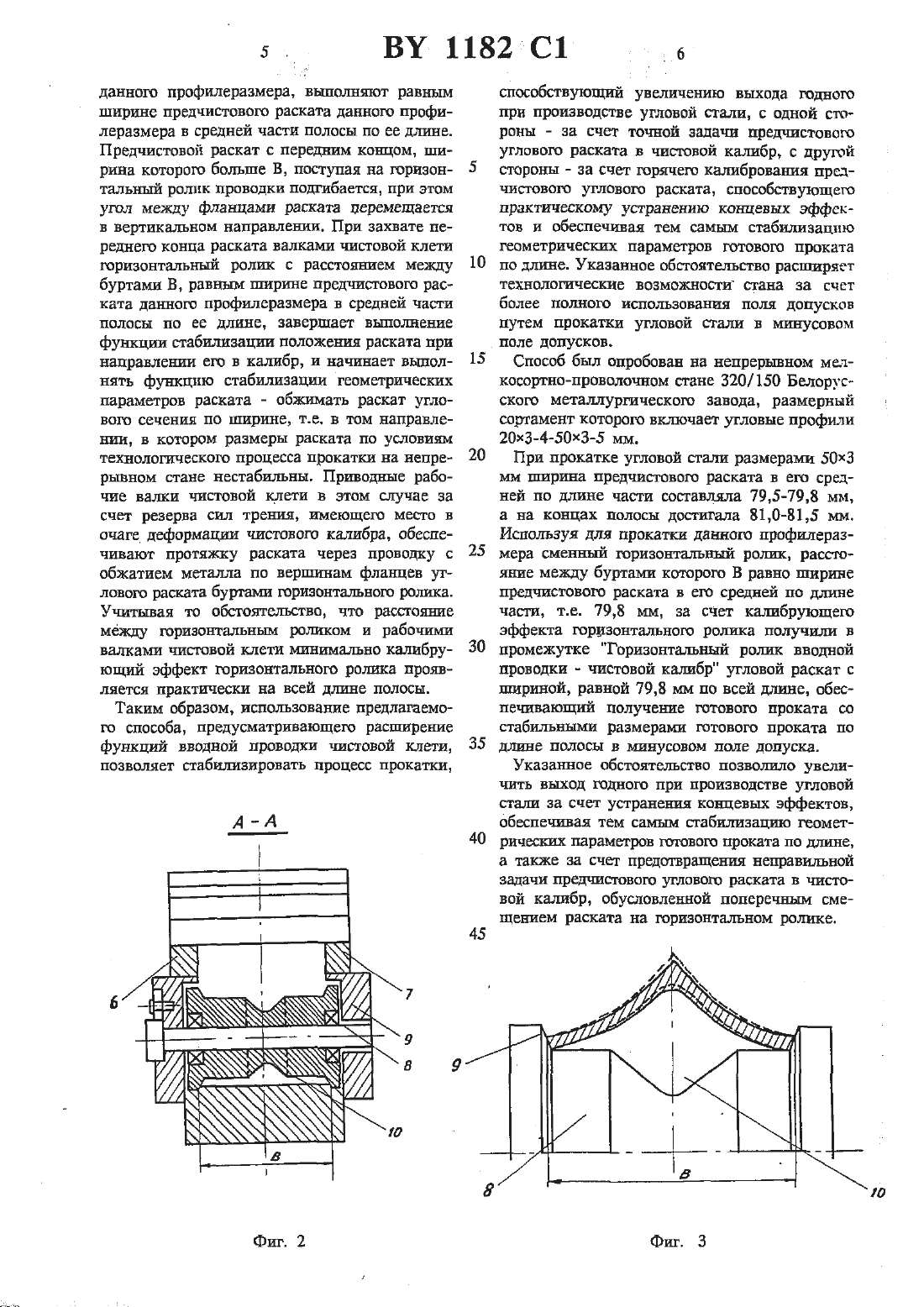
(12) ГОСУДАР стввннов патентное ведомство РЕСПУБЛИКИ ввлквгсь(54) СПОСОБ ПОЛУЧЕНИЯ УГЛОВЬГХ ПРОФИЛЕЙ НА(71) Заявитель Белорусский металлургический завод (ВТ), Институт черной ме(73) Патентообладатель Белорусский металлургический завод (В)Способ получения угловых профилей на непрерывных станах, включающий прокатку в черновых, промежуточных, предчисговом и чи-стоном калибрах, с задачей профиля в чистовой калибр с помощью сменной вводной проводки,имеющей вершит и впавший пропуски и ториаонтащный ролик, установленный в нижнем пропуске, и вьптошгеиный с ограничителгьньшш буртами и центральной проточкой, эшивалентной. по форме ручью нижнего валка тшсгового катщбра, при этом расстояние между сошли шажнего валка чистового калибра и этого ролика выдерживают равньщи ЬС(1 Д/2 где й - диаметр ролика, Д диаметр валка, С 1,05-1,15 Фиг. 1- коэффициент, отличающийся тем, что при прокатка, профилей, выходящих из предстаювого калибра с упшренвьшш концами, в упомянутой вводной проводке устанавливают рощ/щ с расстоянием между боковыми буртами равнъш пщршае предчистового раската получаемого профилеразмера в его средней по длине чаши.Нзобретегше относится к прокатному производству, в частности, к способам прокатки угловых профилей с использованием клетей,оборудованных ВЕОДНЪЦЕИ рОЛТПСОВЬЩШ проводками (валковой арматурой), и может быть исПОЛЬЗОВБНО на непрерывных СОрТОВЫХ прокатных станах.В качестве прототипа принят сггособ покатки угловых профилей на непрерывных станах,включающий формирование угловых профилей некоторою размерного сортамента в системе черновых и помеъкутотгньос калибров, последующее формировагше профиля в предчистовом угловом калибре, задачу предчисгового раската в чистовой угловой калибр с помощью вводной проводки, содержащей верхний и тшжнггй пропуски, последний из которых несет горизонтальный ротик, вьпгодшенвьпй с страви-штатными буртами на его торцевых частях и с центральной проточкой, форма которою эквшшстантна профили гпаэгснего валка, и установленный на расппш ЬС(с 1/2 от него, и прокатку в чисговом калибре 1.Недостатком прототипа является снижение выхода годного из-за неправильной задачи предчисгового углового раската в чистовой калибр, обусловленной поперечным смещением раската на горизонтальном ролике, гпиеющем технологические зазоры между буртами и раскатом, а также изза увеличенных размеров(ширины) полок на передних и задних концах полос, присущих процессу непрерывной прокатки (концевые эффекты), что, кроме проче го, увеличивает расход металла при прокатке угловой стали в минусовом поле допусков, а также ограничивает возможность повышения ТОЧНОСТИ прокатки ПО Д 1 ЦП 1 В ПОЛОСЫ.Задача, решаемая изобретением, состоит в стабилизацшг подвеса прокатки, способствуюЩВЙ УВСЛИЧВНИЮ ВЫХОДЕ РОДНОГО ПРИ ПРОИЗводстве угловой стали за счет точной задачи ПрЕДЧИСТОВОГО УГЛОВОПО раската В ЧИСТОВОЙ калибр, и уменьшении длины передних и задних концов полос, имеющих увеличенные размерыТехнический результат, достигаемый при использовании изобретения, состоит в увеличении выхода годного при производстве угловой стали за счет предотвращения неправильной задачи предчистового углового раската в чистовой калибр, обусловленной поперечным смеЩВНПСМ раската на ГОРИЗОНТШГЬНОМ рОЛИКО, а ТЗКЖЕ УМЕНЬШЕНИЯ ДЛИНЫ ПЕРЕДНИХ И задних концов полос, имеющих увеличенные размеры(ширины) полок, что расширяет возможности прокатки угловой стали в минусовом поле доПуСКОВ - В ЧЕСТНОСТИ, а также ПОВЬППСНИЯ ТОЧности прокатки по длине полосы - в целом.Решение поставленной задаъш обеспечиваетСЯ ТЕМ, ЧТО В СПОСОО ПОЛУЧЕНИЯ УГЛОБЫХ ПРО 10филей на непрерывных станах. включающем прокатку В ЧВРНОВЫХ, ПРОМСЖУТОЧНЫХ, предчистовом и чистовом калибрах. с задачей профиля в чистовой калибр с помощью сменной вводной проводки, имеющей верхний и нижншй пропуски и горизонтальный ролик, установленный в нижнем пропуске, и вьшолнегшый с ограгшттитедтьньпш буртами и центральной проточкой, эквиднстантной по форме ручью нижнего валка чистового калибра, при этом РНССТОЯНИЕ МЕЖДУ ОСШИ НИЖНЕГО БЕЛКИ. ГИСтового калибра и этого ролика выдерживают равным ЪС(с 1 В)/2, где а - диаметр ролика,1) - диаметр валка, С 1,05-1,15 - коэффициент при прокатке профилей, выходящих из предт-Шстового калибра с расширенными концами, в упомянутой вводной проводке устанавливают ролик с расстоянием между боковыми буртами,РЗВНЪМ ШИрИПВ ПРДЧИСТОВОГО раската, ПОЛучаемого профилеразмера в его средней по длине части.Изобретение поясняется чертежом, где на фиг. 1 представлена чистовая прокатная клеть,оснащенная вводной проводкой с горизонтальным роликом (вид сбоку), на фиг. 2 - сечение по А-А на фит. 1, на фиг. 3 - схема взаимодействия предчистового раската с горизонтальным ролшсом проводки чистовой прокатной КИСТИ.Способ осуществляется следующим образом.ИЗ нагретой ЗЗГОТОВКИ В СИСТЕМЕ ЧВРНОВЫХ и промежуточных калибров непрерывного сортового стана формируют угловой раскат. Этот РНСКВТ ПРОКЗТЬГВЗЮТ В ПРЕДЧИСГОВОМ УГЛОВОМ калибре и задают в угловой кадпггбр чистовой прокатной клети 1 с помощью вводной проводки 2, установленной на привалковом брусе З этой клети 1. Проводка 2 содержит верхний 4 и нижний 5 пропуски, левую 6 и правую 7 направляющие линейки. Нижний пропуск 5 несет горизонтальный ролик 8, расположенный в непосредственной близости от прокатных вашсов 1 прокатной клети. Горизонтальный ролик 8 выполнен с ограничителъньши буртами 9 на его торцевых частях и с центральной проточкой 10, форма которой эквидистантна профилю нижнего валка 1. Расстояние Ь между осями нижнего валка 1 и горизонтального ролика В определяется соотношением 1 С(с 11/2,где С 1,05-1,15 коэффициент пропорциональности а и В - соответственно диаметры горизонтального ролика 8 и нижнего валка 1. Завершают формирование углового профиля в чистовом угловом калибре прокатной клети.Задачу предчистового раската в чистовой угловой калибр ведут для каждою профилеразмера со сменным горизонтальным роликом 8. Расстояние между буртами 9 горизонтального ролика 8 В, использующегося для прокаткиданного профилеразмера, вьшолняют равным ширине предчистового раската данного профилеразмера в средней части полосы по ее длине. Предчистовогг раскат с передним концом, ширина которою больше В, поступая на горизонтальный ролик проводки подгибается, при этом угол между фланцами раската перемещается в вертикальном направлении. При захвате переднего конца раската валками чистовой клети горизонтальный ролик с расстоянием между буртами В, равным ширине предчистового раската данного профилеразмера в средней части полосы по ее длине, завершает вьпголнение функции стабилизации положения раската при направлении его в калибр, и начинает выполнять функцию стабилизации геометрических параметров раската - обэкимать раскат углового сечения по ширине, т.е. в том направлении, в котором размеры раската по условиям технологического процесса прокатки на непрерывном стане нестабильны. Приводные рабочие валки чистовой клети в этом случае за счет резерва сил трения, имеющего место в очаге деформации чистового калибра, обеспечивают протяжку раската через проводку с обжатием металла по вершинам фланцев углового раската буртами горизонтального ролика. Учитывая то обстоятельство, что расстояние между горизонтальным роликом и рабочими валками чистовой клети минимально калибрутощий эффект горизонтального ролика проявляется практически на всей длине полосы. Таким образом, использование предлагаемого способа, предусматривающего расширение функций вводной проводки чистовой клети,позволяет стабилизировать процесс прокатки,способствующий увеличению выхода годного при производстве угловой стали, с одной стороны - за счет точной задачи предчистового углового раската в чистовой калибр, с другой стороны - за счет горячего калибрования предчистового углового раската, способствующего практическому устранению концевых эффектов и обеспечивая тем самым стабилизацию геометрических параметров готового проката по длине. Указанное обстоятельство расширяет технологические возможности стана за счет более полною использования поля допусков путем прокатки угловой стали в мгшусовомСпособ был опробован на непрерывном мелкосортно-проволочном стане 320/ 150 Белорусского металлургического завода, размерный сортамент которою включает угловые профили 2 Ох 3-4-50 х 3-5 мм.При прокатке угловой стали размерами 5083 мм ширина предчистового раската в его средней по длине части составляла 79,579,8 мм,а на концах полосы достигала 81,0815 мм. Используя для прокатки данного профилеразмера сменный горизонтальный рогшк, расстояние между буртами которого В равно ширине предчистового раската в его средней по длине части, т.е. 79,8 мм, за счет калибруюпгего эффекта горизонтального ролика получили в промежутке Горизонтальный ролик вводной проводки - чистовой калибр угловой раскат с шириной, равной 79,8 мм по всей длине, обеспечивающий получение готового проката со стабильными размерами готового проката по длине полосы в минусовом поле допуска.Указанное обстоятельство позволило увеличить выход годного при производстве угловой стагш за счет устранения концевых эффектов,обеспечивая тем самым стабилизацию геометрическшг параметров готового проката по длине,а также за счет предотвращения неправильной задачи пред-шагового углового раската в чистовой калибр, обусловленной поперечным сме ЩВНИВМ раската на ГОРИЗОНТШЕЬНОМ ролике.Кроме того, за счет более полною использо- угловой стали расширяются технологические вант минусовою поля допусков при прокатка возможности стана.Заказ 1424 Тйраж 20 экз. Государственное патентное ведомство Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21B 39/16
Метки: угловых, непрерывных, станах, получения, способ, профилей
Код ссылки
<a href="https://by.patents.su/4-1182-sposob-polucheniya-uglovyh-profilejj-na-nepreryvnyh-stanah.html" rel="bookmark" title="База патентов Беларуси">Способ получения угловых профилей на непрерывных станах</a>
Способ сдвоенной прокатки сортовых профилей
Номер патента: 440
Опубликовано: 30.03.1995
Авторы: Бондаренко А. Н., Кузьмичев М. В., Жучков С. М., Дышлевич В. Ф., Асанов В. Н.
МПК: B21B 1/02
Метки: сортовых, способ, сдвоенной, прокатки, профилей
Текст:
...капибре. .Раскат в виде сдвоенного профиля с МЕСТОМ разделения ДЕЛИТ Б ПРОДОЛЬНОМ НЭправлении на две части с помощью дели ТЕЛЬНЫХ КЭССЕТ СПВЦИЭЛЬНОЙ конструкции.дальнейшее формирование готовых сортовых профилей осуществляют в две нитки(фиг. 6-8). у Использование предлагаемого способа ПОЗВОЛЯЕТ СНИЗИТЬ ВЕРОЯТНОСТЬ ЭВЭПИЙНЬЛХ ситуаций на стане. связанных с застреванием переднего конца раската ъвпоследующей клети после его кантовки, за...
Способ сдвоенной прокатки на непрерывном мелкосортном стане
Номер патента: 138
Опубликовано: 30.09.1994
Авторы: Бондаренко А. Н., Асанов В. Н., Закшевский В. Б., Кузьмичев М. В., Кулаков Л. В., Дышлевич В. Ф., Сивак Э. В., Токмаков В. А., Жучков С. М.
МПК: B21B 1/00
Метки: способ, мелкосортном, сдвоенной, непрерывном, стане, прокатки
Текст:
...деформационный разогрев-для компенсации падения температуры, произошедшегокалибры, и не допустить тем самым перегрузки двигателя главного привода блока чистовых кпетей вследствие низкой температуры подката, поступающего в него из сортовой линии. Предлагаемый способ опробован на не ПВВПЫВНОМ МВЛКОСОВТНОПРОВОЛОЧНОМ СТЭне 3201150 (см. фиг. 1) при одновременной прокатка сортового профиля угловой стали 2 Ох 20 х 34 мм и катанки 5.56.5...
Способ прокатки
Номер патента: 1139
Опубликовано: 14.06.1996
Авторы: Дитмар Козак, Георг Энгель
МПК: B21B 1/08
Текст:
...рабочую клеть 2,фланцевую высадочную клеть 3, а также универсальную чистовую клеть 4. Эти три клети также используются в значительной степени благодаря тому, что, по меньшей мере, дважды, при необходимости даже чаще, реверсируЮТСЯ И ТЕМ СВМЫМ УЖЕ при двукратном реверсировании обеспечивается три высадочНЫХ пропуска и шесть универсальных пропусков. Кроме того, дополнительно можно при последнем пропуске добиться установки универсальной...
Способ сдвоенной прокатки арматурной стали
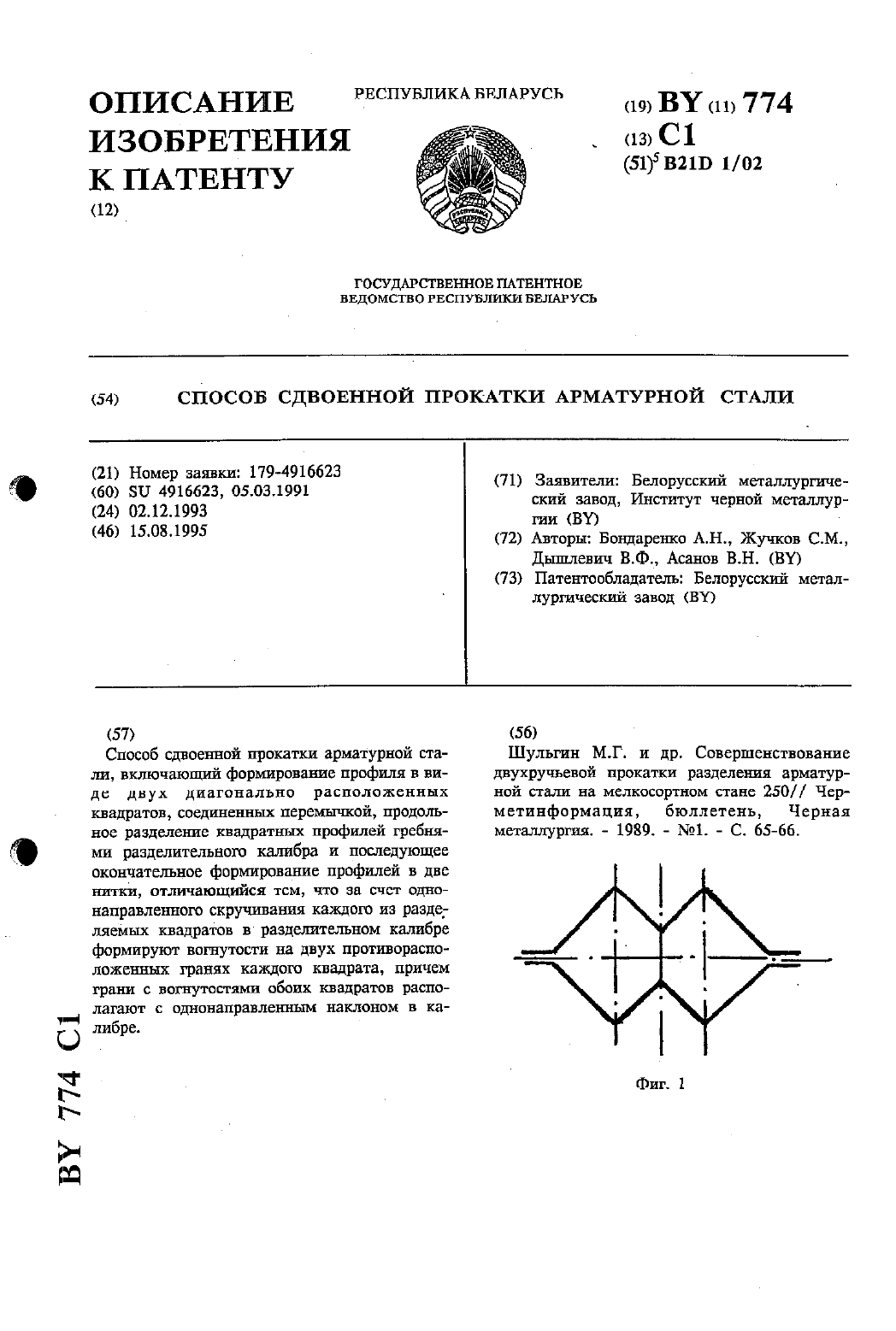
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Асанов В. Н., Бондаренко А. Н., Жучков С. М., Дышлевич В. Ф.
МПК: B21D 1/02
Метки: прокатки, способ, стали, сдвоенной, арматурной
Текст:
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Способ прокатки швеллеров
Номер патента: 1023
Опубликовано: 15.12.1995
Авторы: Дышлевич Виктор Федорович, Бондаренко Александр Николаевич, Жучков Сергей Михайлович, Кузьмичев Михаил Васильевич, Асанов Валерий Николаевич
МПК: B21B 1/08
Метки: способ, прокатки, швеллеров
Текст:
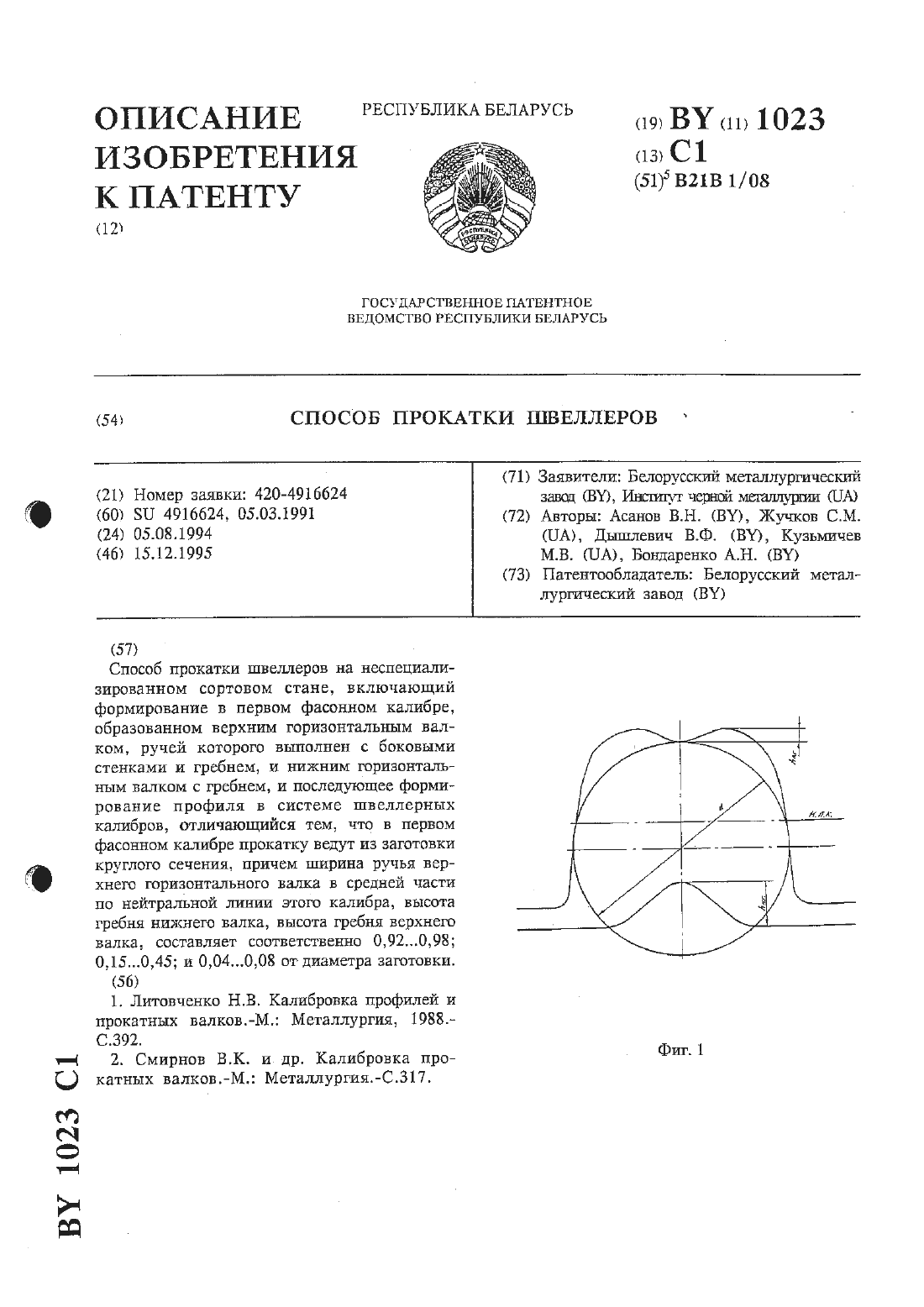
...В процессе чернового формирования заготовки осуществляют подготовку раската к деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонном калибре. Первый фасонный (разрезной) калибр (фигд) образован...
Предыдущий патент: Адаптивный дельта-кодер
Следующий патент: Устройство для крепления железнодорожного рельса на подрельсовой опоре
Случайный патент: Машина контактной шовной сварки тонкостенных изделий из луженой жести