Способ термомеханической обработки арматурной стали
Номер патента: 1664
Опубликовано: 30.03.1997
Авторы: Тихонов Игорь Николаевич, Сычков Александр Борисович, Олейник Вадим Анатольевич, Стеблов Анвер Борисович, Бобренок Геннадий Людвигович, Парусов Владимир Васильевич, Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович, Луценко Владимир Анатольевич, Бондаренко Александр Николаевич
Текст
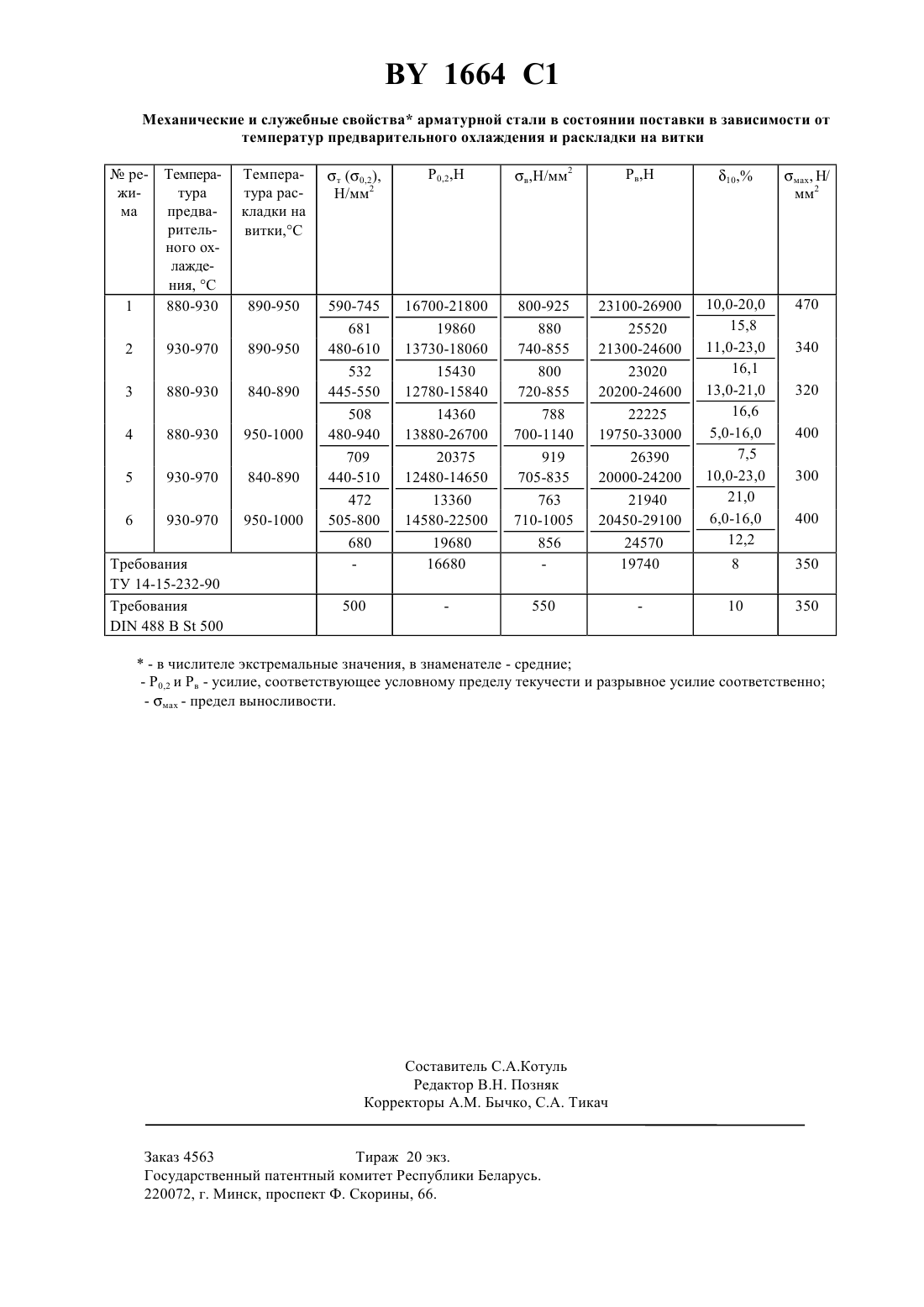
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ АРМАТУРНОЙ СТАЛИ(71) Заявитель Белорусский металлургический завод(73) Патентообладатель Белорусский металлургический завод(57) Способ термомеханической обработки арматурной стали, включающий горячую прокатку в клетях сортовой линии, предварительное регулируемое охлаждение водой, высокоскоростную горячую прокатку в чистовом блоке клетей, ускоренное охлаждение водой, раскладку на витки, охлаждение под вентиляторным воздухом и смотку в мотки, отличающийся тем, что предварительное регулируемое охлаждение водой производят до температуры 880-930, а ускоренное охлаждение водой осуществляют до температуры 890-950. Изобретение относится к прокатному производству, в частности к области термомеханической обработки арматурной стали в мотках (бунтах) с прокатного нагрева в потоке проволочных станов. Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению является способ производства проката в мотках, включающий прокатку в клетях сортовой линии при температуре 1000-1050 С, предварительное охлаждение раската водой до температуры 960 С, высокоскоростную прокатку в блоке чистовых клетей, водяное охлаждение до температуры 750-800 С, раскладку на витки и охлаждение разложенных витков на транспортере под вентиляторным воздухом 1. К недостаткам данного способа относится невозможность достижения комплекса механических свойств арматурной стали, соответствующих требованиям лучших мировых стандартов ( 488) при содержании углерода в стали до 0,22 и классу Ат-с по ТУ 14-15-232-90 глубокое охлаждение водой до температур ниже 800 С обуславливает наличие неохлажденных концов мотков (т.е. большой неоднородности механических свойств стали по длине мотка), а также вызывает трудности при транспортировании периодического профиля по линии охлаждения. Задачей настоящего изобретения является повышение усталостной выносливости и прочности при сохранении пластических характеристик арматурной стали до уровня классов 500 по 488 или 550 и 590 по ТУ 14-15-232-90. 1664 1 Решение данной задачи достигается тем, что предварительное регулируемое охлаждение водой перед блоком чистовых клетей осуществляют до 880-930 С, а ускоренное охлаждение водой за чистовым блоком - до температур 890-950 С со скоростью 150200 С/сек. Заявляемый способ включает горячую прокатку в клетях сортовой линии стана, предварительное регулируемое охлаждение водой, высокоскоростную горячую прокатку в чистовом блоке клетей, ускоренное охлаждение водой, раскладку на витки, охлаждение витков под вентиляторным воздухом и смотку в мотки. В процессе предварительного охлаждения арматурной стали после прокатки в клетях сортовой линии стана происходит формирование структуры мелкозернистого аустенита с развитой субструктурой внутри зерен. Опытным путем установлено, что такая структура является наиболее предпочтительной перед деформацией металла в чистовом блоке. В этом случае размер кристаллизованных зерен после обжатия в чистовых клетях наименьший, что обеспечивает требуемый комплекс механических свойств арматурной стали. Пример конкретной реализации. Предлагаемый способ термомеханической обработки арматурной стали в мотках был опробован при прокатке опытной партии в потоке мелкосортно-проволочного стана 320/150 Белорусского металлургического завода. Опытные плавки стали марки 25 Г 2 С по химическому составу соответствовали требованиям 488 и ГОСТ 5781 (с содержанием углерода в готовом прокате 0,21-0,24). Объем опытной партии - 500 т. В процессе прокатки фиксировали скорость и температуру прокатки по линии стана, а также осциллографировали усилие прокатки в профилирующей (чистовой) клети и момент прокатки на валу привода проволочного блока. При отработке способа варьировали температуру предварительного охлаждения перед чистовым блоком в интервале 880- 970 С и температуру охлаждения водой на первой стадии охлаждения в интервале 840-1000 С. Образцы для испытаний механических свойств готового проката при всех режимах обработки отбирали от середины и переднего и заднего концов каждого мотка. Механические и служебные свойства арматурной стали в зависимости от режима термомеханической обработки приведены в таблице. Анализ механических свойств арматурной стали после термомеханической обработки показал, что предварительное охлаждение раската перед чистовым блоком до температуры выше 930 С не дает положительного эффекта и не позволяет достичь требуемого комплекса механических свойств. При охлаждении водой на первой стадии охлаждения до температур ниже 890 С снижается как предел прочности,так и предел выносливости арматурной стали. При охлаждении до температур выше 950 С ухудшается пластичность стали, повышается разброс значений механических свойств по длине мотка. Следует отметить, что при комбинации граничных значений заявляемых параметров поставленная в данном изобретении задача обеспечения уровня свойств, регламентируемых требованиями ТУ 14-15232-90 и 488, а также существенно повысить усталостную выносливость, не выполняется. Как подтверждают данные таблицы, только предварительное охлаждение перед чистовым блоком в интервале температур 880-930 С при ускоренном охлаждении водой на первой стадии охлаждения до температур 890-950 С (режим 1) позволяет существенно повысить прочностные характеристики и усталостную выносливость арматурной стали при сохранении высокой пластичности. При термомеханической обработке по данному режиму микроструктура и механические свойства переднего и заднего концов раската практически идентичны середине мотка. При этом структура металла равномерна по всему поперечному сечению профиля. 1664 1 Механические и служебные свойства арматурной стали в состоянии поставки в зависимости от температур предварительного охлаждения и раскладки на витки Температура раскладки на витки,С- Р 0,2 и Рв - усилие, соответствующее условному пределу текучести и разрывное усилие соответственно оставитель С.А.Котуль Редактор В.Н. Позняк Корректоры А.М. Бычко, С.А. Тикач Заказ 4563 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: C21D 8/08
Метки: термомеханической, арматурной, стали, способ, обработки
Код ссылки
<a href="https://by.patents.su/3-1664-sposob-termomehanicheskojj-obrabotki-armaturnojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ термомеханической обработки арматурной стали</a>
Способ сдвоенной прокатки арматурной стали
Номер патента: 774
Опубликовано: 15.08.1995
Авторы: Дышлевич В. Ф., Жучков С. М., Бондаренко А. Н., Асанов В. Н.
МПК: B21D 1/02
Метки: стали, арматурной, прокатки, способ, сдвоенной
Текст:
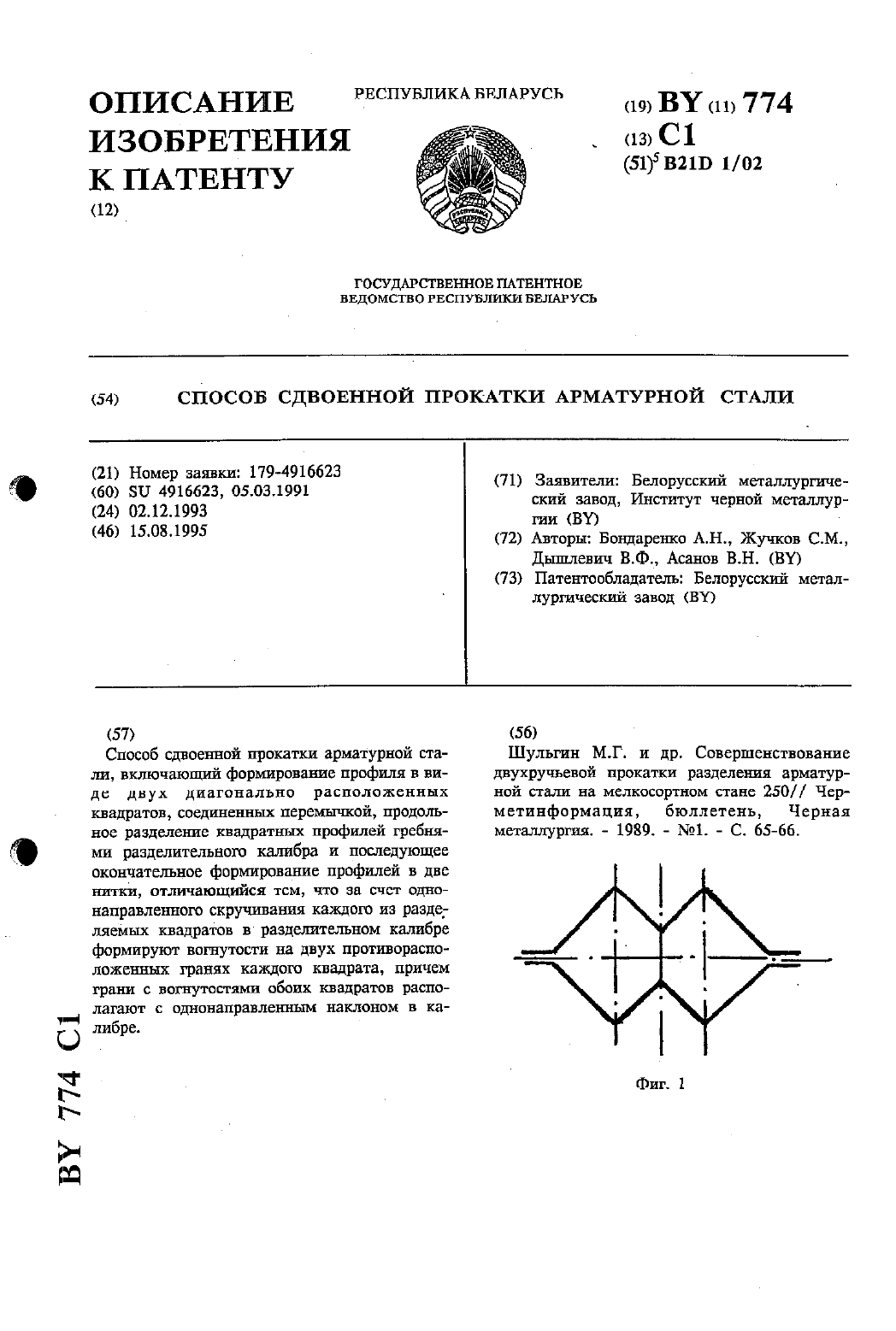
...износа гребней разделительного калибра, обеспечит разделение сдвоенного раската,т.е. повысит надежность разделения и стабилизирует процесс прокатки в целом. Окончательное формирование профилей ведут в две нитки в предчистовом овальном (фиг. 3) и чистовом (фит. 4) калибрах.Предлагаемый способ был опробован На стане 250 прокатной лаборатории. При проведении исследований предлагаемого способа использовались свинцовые образцы, поперечное...
Способ обработки стального проката
Номер патента: 471
Опубликовано: 30.03.1995
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Метки: проката, стального, способ, обработки
Текст:
...этой целью прокат можно пропускать через водяную баню или распылять воду из форсунки. Соответствующая температура для нанесения коррозионно-стойких покрытий составляет. например. для чистого алюминия 5605 Т 0 С. а для чиСТОГО Цинка около 415 С. При легирования могут создаваться промежуточныеступени. Для легирования можно применять любоепокрытие. так как прокатываемый материал проходит все области температуры от проКЭТНОГО нагрева ДО ПОЛНОГО...
Способ термической обработки сталей
Номер патента: 1129
Опубликовано: 14.03.1996
Авторы: Ракитский Владимир Михайлович, Лось Мечислав Николаевич, Тявловский Михаил Доминикович, Степанович Павел Павлович, Бондарь Олег Владимирович
Метки: обработки, термической, сталей, способ
Текст:
...решение которой направлено изобретение, состоит в том, чтобы повысить твердость и стойкость изделия.разом в способе термической обработки сталей обработку холодом ведут в три этапа, на первом из которых изделшя охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 шт толщины изделия, на третьем этапе изделия...
Способ непрерывной плавки стали
Номер патента: 713
Опубликовано: 30.06.1995
Авторы: Луциан Похмарски, Отто Келлер, Ханс-Юрген Лангхаммер, Кристиан Якемар, Герхард Миттер, Людвиг фон Богданди
МПК: C21B 13/00, C21C 5/28
Метки: плавки, стали, непрерывной, способ
Текст:
...Целесообразно вводить в расплав при выпуске его в разливочиый ковш вступающие в экзотермические реакции добавки такие, как, например,51, А 1 или Экзотермические реагирующие сплавы. Благодаря контролю щлакового режима в соответствии с настоящим изобретением и образованию шлака вышеуказанного состава становится возможным ввести процесс с образованием большого количества шлака при использовании разливочных ковшей технически разумных размеров,...
Способ термической обработки изделий
Номер патента: 986
Опубликовано: 15.12.1995
Авторы: Ральф Шустер, Фридрих Прайсер, Пауль Хайльманн
МПК: C21D 1/74
Метки: обработки, способ, термической, изделий
Текст:
...их нагрева и последующего охлаждения охлаждающим газом под давлением и при помощи газоциркуляции и добиться более высокой интенсивности закалки без повышения мощности двигателя для циркуляции охлаждающего газа.Эта задача согласно изобретению решаетсяТЕМ, ЧТО ИНСРТНЫЙ ГЗЗ В СМЕСИ ИСПОЛЬЗУЮТдо 30 объемных , давление охлаждающей СМВСН В ПЕЧИ УСТЗНЗВЛИВЗЮТ В пределах ОТ 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такую,...
Предыдущий патент: Установка для обработки растительного материала
Следующий патент: Способ получения пленок фосфоросиликатного стекла
Случайный патент: Устройство для крепления телескопических трубок транспортного средства с приводом мускульной силой человека