Способ изготовления диода Шоттки
Номер патента: 8449
Опубликовано: 30.08.2006
Авторы: Кузик Сергей Владимирович, Ануфриев Леонид Петрович, Карпов Иван Николаевич, Соловьев Ярослав Александрович, Пеньков Анатолий Петрович, Турцевич Аркадий Степанович
Текст
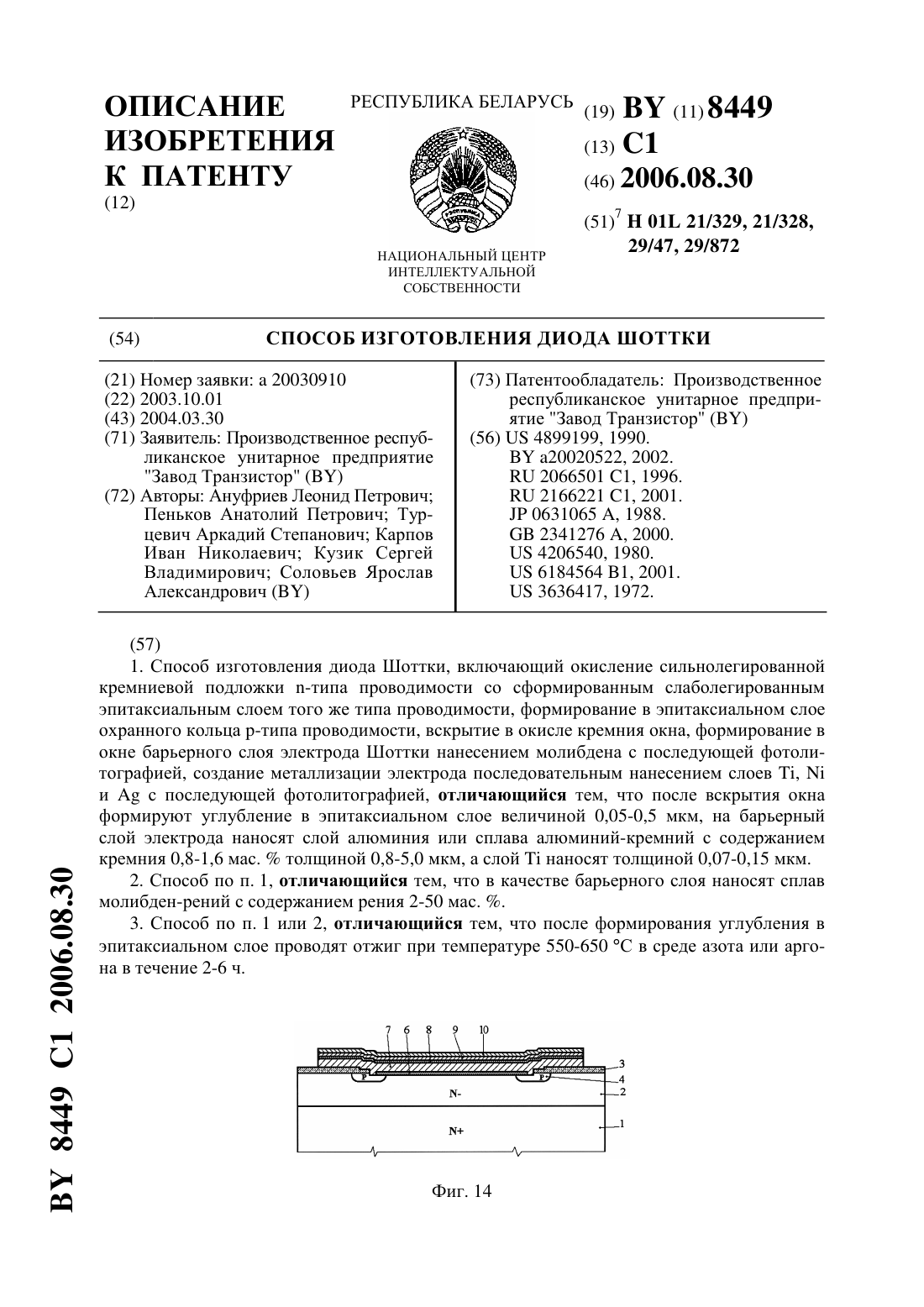
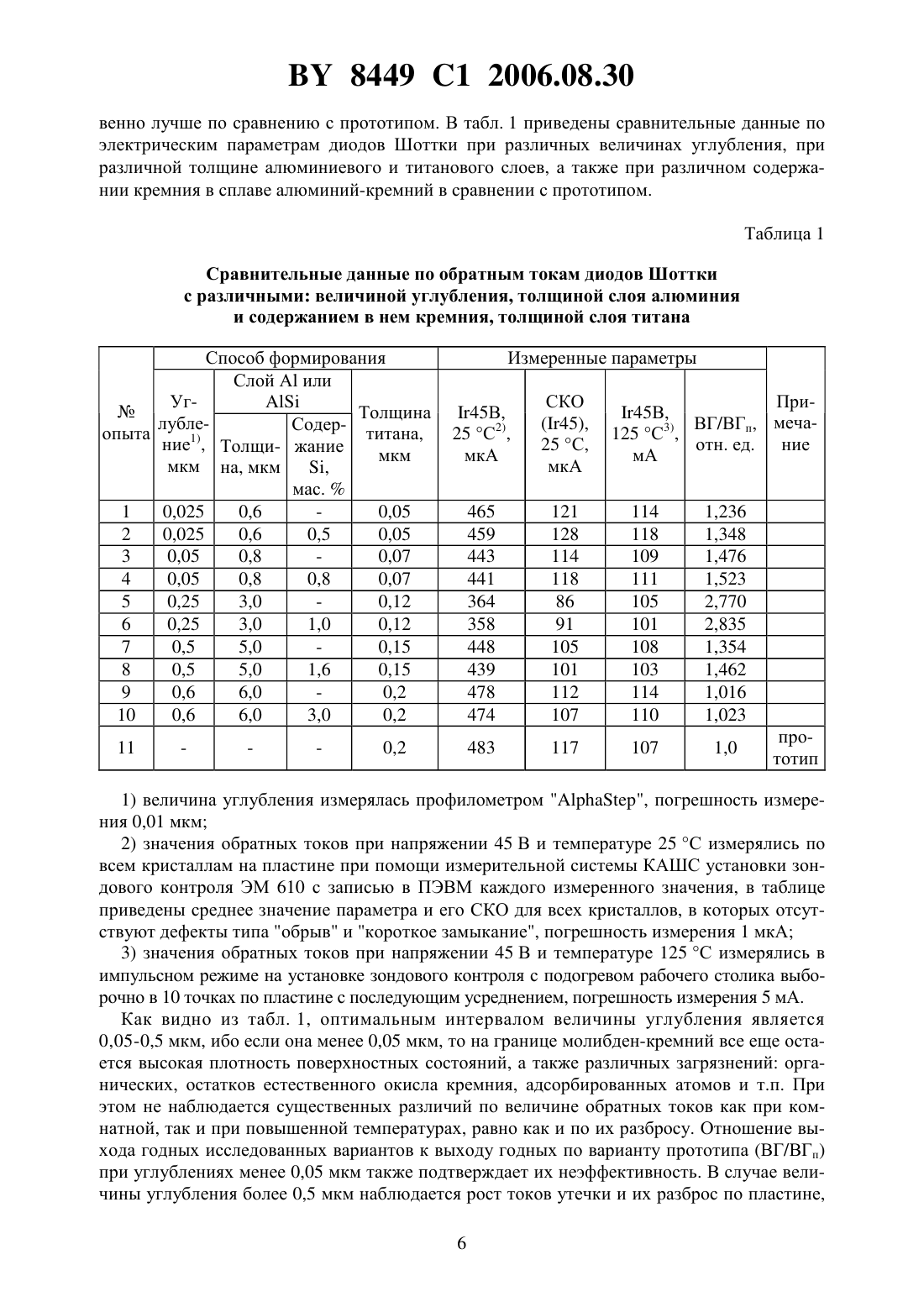
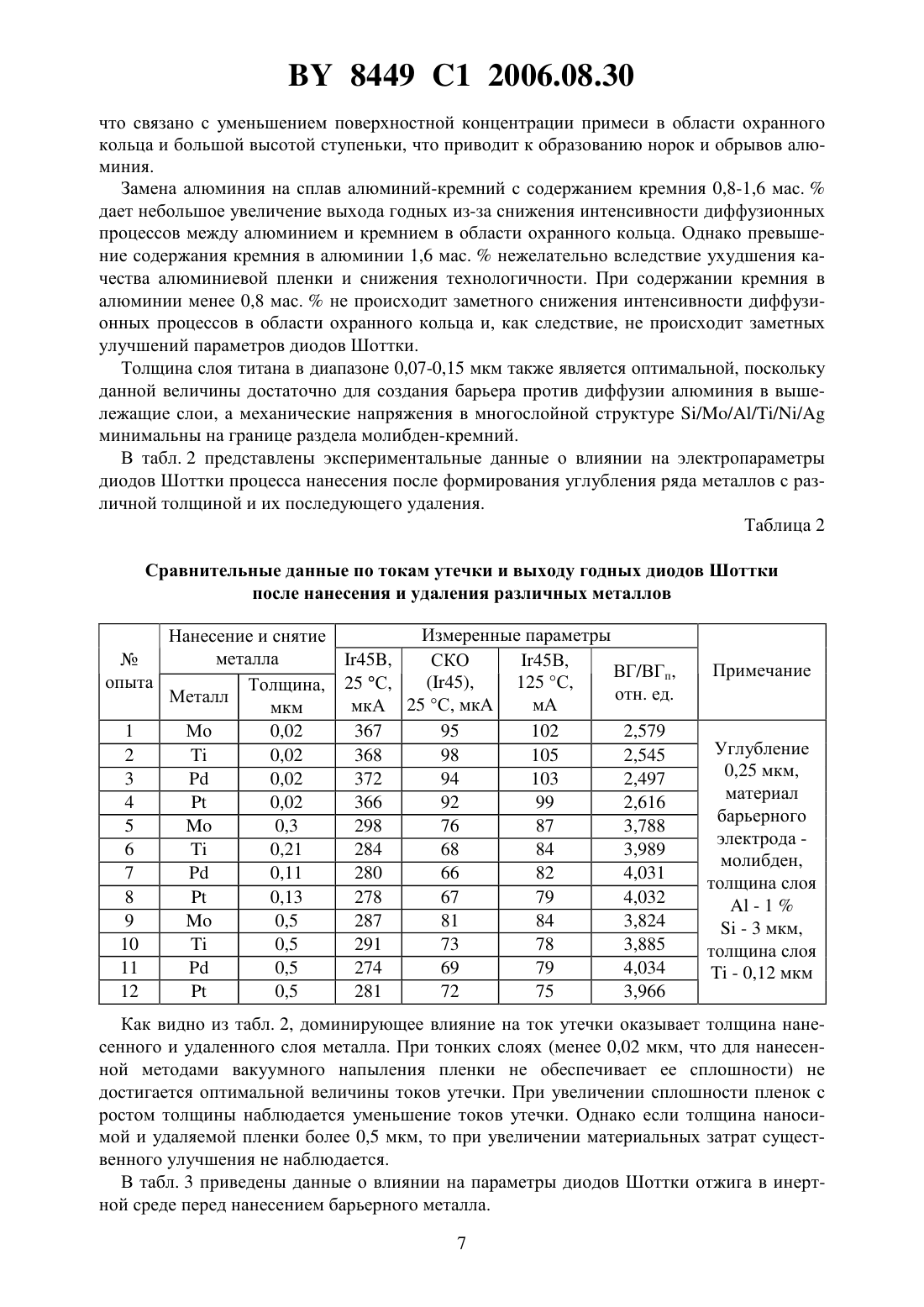
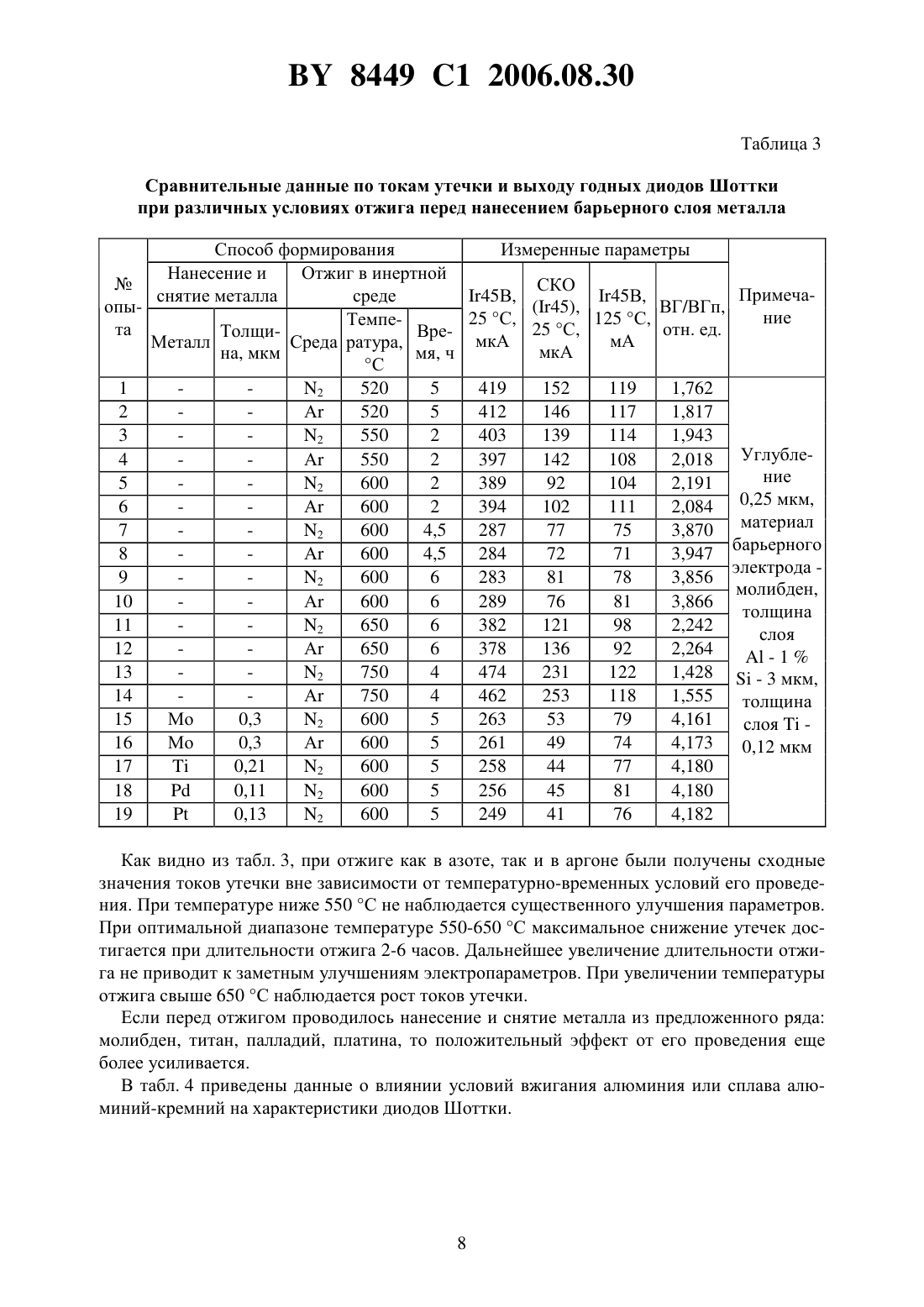
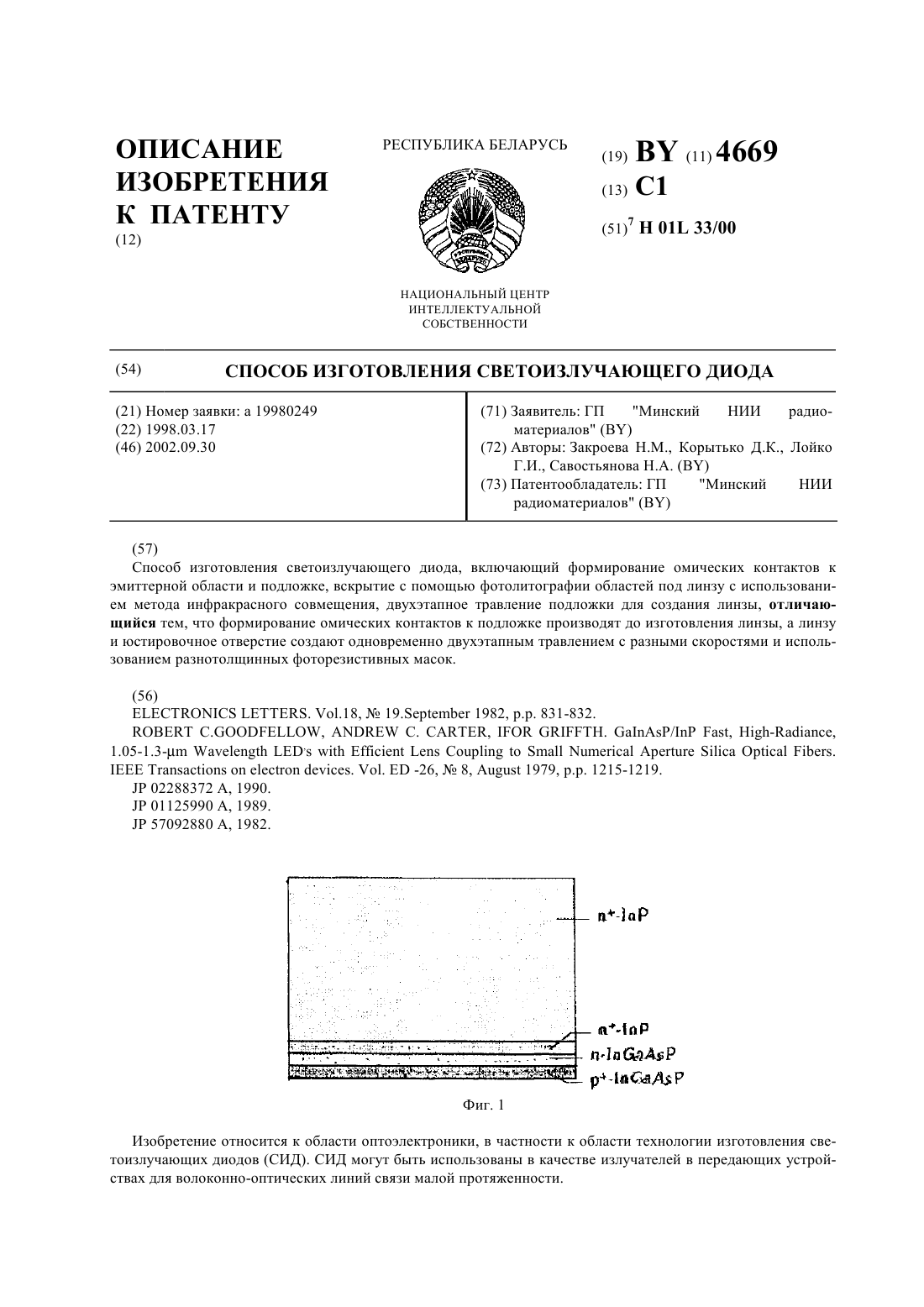
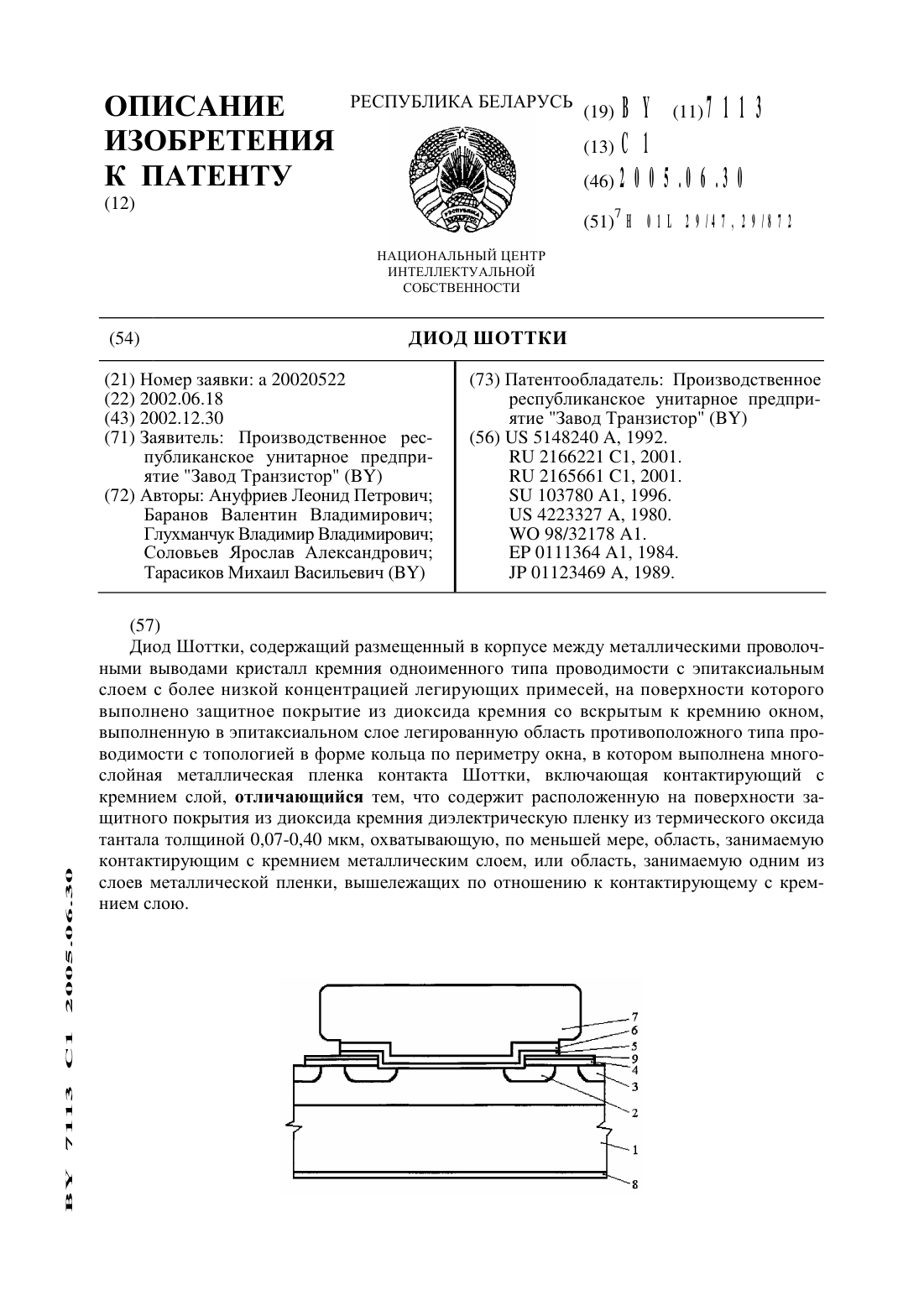
(71) Заявитель Производственное республиканское унитарное предприятие Завод Транзистор(72) Авторы Ануфриев Леонид Петрович Пеньков Анатолий Петрович Турцевич Аркадий Степанович Карпов Иван Николаевич Кузик Сергей Владимирович Соловьев Ярослав Александрович(73) Патентообладатель Производственное республиканское унитарное предприятие Завод Транзистор(57) 1. Способ изготовления диода Шоттки, включающий окисление сильнолегированной кремниевой подложки -типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, формирование в эпитаксиальном слое охранного кольца -типа проводимости, вскрытие в окисле кремния окна, формирование в окне барьерного слоя электрода Шоттки нанесением молибдена с последующей фотолитографией, создание металлизации электрода последовательным нанесением слоев ,ис последующей фотолитографией, отличающийся тем, что после вскрытия окна формируют углубление в эпитаксиальном слое величиной 0,05-0,5 мкм, на барьерный слой электрода наносят слой алюминия или сплава алюминий-кремний с содержанием кремния 0,8-1,6 мас.толщиной 0,8-5,0 мкм, а слойнаносят толщиной 0,07-0,15 мкм. 2. Способ по п. 1, отличающийся тем, что в качестве барьерного слоя наносят сплав молибден-рений с содержанием рения 2-50 мас. . 3. Способ по п. 1 или 2, отличающийся тем, что после формирования углубления в эпитаксиальном слое проводят отжиг при температуре 550-650 С в среде азота или аргона в течение 2-6 ч. 8449 1 2006.08.30 4. Способ по п. 1 или 2, отличающийся тем, что после формирования углубления в эпитаксиальном слое на всю поверхность наносят слой металла из ряда молибден, титан,палладий, платина - толщиной 0,02-0,5 мкм, с последующим его удалением, при этом металл удаляют не полностью, оставляя переходной слой несколько атомарных слоев. 5. Способ по п. 4, отличающийся тем, что после удаления металлического слоя проводят отжиг при температуре 550-650 С в среде азота или аргона в течение 2-6 ч. 6. Способ по пп. 1-5, отличающийся тем, что после нанесения алюминия или сплава алюминий-кремний проводят отжиг при температуре 400-500 С в течение 5-60 мин в среде азота. Изобретение относится к электронной технике, а более конкретно - к технологии изготовления мощных диодов Шоттки, и может быть использовано в широкой гамме применений в качестве выпрямителей в изделиях силовой электроники. Известен способ 1 изготовления диода Шоттки, включающий окисление сильнолегированной кремниевой подложки первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, вскрытие в окисле кремния окна, формирование барьерного слоя металла в окне и прилегающей к окну поверхности окисла кремния. Однако по причине отсутствия охранного кольца имеет место наличие высоких краевых токов утечки по периферии электрода Шоттки при приложении обратного смещения диода, что обуславливает низкий процент выхода и невозможность изготовления диодов Шоттки с требуемыми характеристиками. Известен способ 2 изготовления диода Шоттки, включающий окисление сильнолегированной подложки -типа с нанесенным слаболегированным эпитаксиальным слоем,формирование диффузией бора охранного кольца -типа, вскрытие окна в окисле кремния, формирование в пределах окна молибденового электрода Шоттки, нанесение многослойной металлизации с последующей фотолитографией. Однако в данном способе выпрямляющие свойства диода Шоттки сильно зависят от состояния границы раздела молибден-кремний, также существует высокая вероятность того, что естественный окисел кремния, химические соединения или адсорбированные газы будут содержаться на границе раздела. Кроме того, молибден используется как для создания выпрямляющего контакта, так и для невыпрямляющего контакта в области охранного кольца. В результате этот способ не обеспечивает достаточной чистоты границы раздела молибден-кремний, что приводит к неоднородному распределению высоты потенциального барьера как по площади кристалла, так и всей пластине, а следовательно, к повышенным значениям токов утечки и их значительному разбросу от кристалла к кристаллу, невысокому проценту выхода годных диодов Шоттки. Наиболее близким к предлагаемому техническим решением является способ формирования диода Шоттки 3, включающий окисление сильнолегированной кремниевой подложки первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, формирование в эпитаксиальном слое охранного кольца второго типа проводимости, вскрытие в окисле кремния окна, формирование в окне барьерного слоя электрода Шоттки нанесением молибдена с последующей фотолитографией,создание металлизации электрода последовательным нанесением слоев ,ис последующей фотолитографией. При этом контакт к охранным областям изготавливается из титана, который имеет хорошую адгезию к молибдену, кремнию и двуокиси кремния. Однако из-за высокой вероятности наличия на границе раздела кремний-молибден естественного окисла кремния, органических загрязнений, адсорбированных газов и хими 2 8449 1 2006.08.30 ческих соединений и данный способ не лишен недостатков, а именно повышенных токов утечки и их значительным разбросом по поверхности пластины, а также низкого процента выхода годных диодов Шоттки. В основу изобретения положена задача снижения токов утечки, уменьшения их разброса, повышения процента выхода диодов Шоттки. Сущность изобретения заключается в том, что в способе изготовления диода Шоттки,включающем окисление сильнолегированной кремниевой подложки -типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, формирование в эпитаксиальном слое охранного кольца р-типа проводимости, вскрытие в окисле кремния окна, формирование в окне барьерного слоя электрода Шоттки нанесением молибдена с последующей фотолитографией, создание металлизации электрода последовательным нанесением слоев ,ис последующей фотолитографией,после вскрытия окна формируют углубление в эпитаксиальном слое величиной 0,050,5 мкм, на барьерный слой электрода наносят слой алюминия или сплава алюминийкремний с содержанием кремния 0,8-1,6 мас.толщиной 0,8-5,0 мкм, а слой титана наносят толщиной 0,07-0,15 мкм, в качестве барьерного слоя наносят сплав молибден-рений с содержанием рения 2-50 мас. , формирования углубления в эпитаксиальном слое проводят отжиг при температуре 550-650 С в среде азота или аргона в течение 2-6 часов, после формирования углубления в эпитаксиальном слое на всю поверхность наносят слой металла из ряда молибден, титан, палладий, платина - толщиной 0,02-0,5 мкм, с последующим его удалением, при этом металл удаляют не полностью, оставляя переходной слой несколько атомарных слоев, после удаления металлического слоя проводят отжиг при температуре 550-650 С в среде азота или аргона в течение 2-6 часов, после нанесения алюминия или сплава алюминий-кремний проводят отжиг при температуре 400-500 С в течение 5-60 минут в среде азота. Сопоставительный анализ предлагаемого изобретения с прототипом показал, что заявляемый способ отличается от известного тем, что после вскрытия окна формируют углубление в эпитаксиальном слое величиной 0,05-0,5 мкм, на барьерный слой электрода наносят слой алюминия или сплава алюминий-кремний с содержанием кремния 0,8-1,6 мас.толщиной 0,8-5,0 мкм, а слой титана наносят толщиной 0,07-0,15 мкм, в качестве барьерного слоя наносят сплав молибден-рений с содержанием рения 2-50 мас. , формирования углубления в эпитаксиальном слое проводят отжиг при температуре 550-650 С в среде азота или аргона в течение 2-6 часов, после формирования углубления в эпитаксиальном слое на всю поверхность наносят слой металла из ряда молибден, титан, палладий, платина - толщиной 0,02-0,5 мкм, с последующим его удалением, при этом металл удаляют не полностью, оставляя переходной слой несколько атомарных слоев, после удаления металлического слоя проводят отжиг при температуре 550-650 С в среде азота или аргона в течение 2-6 часов, после нанесения алюминия или сплава алюминий-кремний проводят отжиг при температуре 400-500 С в течение 5-60 минут в среде азота. Решение поставленной задачи объясняется следующим образом. Анализ вольт-амперных характеристик диодов Шоттки, изготовленных согласно прототипу и заявляемому способу, при обратном смещении показывает, что величина токов утечки определяется высотой барьера Шоттки и его снижением из-за влияния сил изображения и дополнительного статического понижения из-за наличия промежуточного слоя между металлом и полупроводником. Формирование углубления в эпитаксиальном слое 0,05-0,5 мкм позволяет улучшить чистоту границы раздела металл-кремний за счет сведения к минимуму толщины естественного окисла, удаления с поверхности органических загрязнений, адсорбированных газов и химических соединений, внесенных на предыдущих операциях, что эквивалентно стабилизации высоты потенциального барьера и ведет к уменьшению влия 3 8449 1 2006.08.30 ния статического понижения ее величины 1. При величине углубления менее 0,05 мкм из-за невоспроизводимости свойств границы раздела не обеспечивается высокий выход годных диодов Шоттки, а при формировании углубления более 0,5 мкм увеличивается разброс по величине токов утечки и отбраковки кристаллов по данному параметру из-за образования так называемых норок и обрывов алюминия или его сплавов с кремнием в области ступеньки. Формирование барьерного электрода из сплава молибден-рений с содержанием рения 2-50 мас.позволяет снизить механические напряжения на границе металл-кремний 4 и снизить ток утечки за счет способности рения раскислять естественный 2 с образованием проводящих окислов рения, стабилизирующих границу раздела. Отжиг структуры после формирования углубления в течение 2-6 часов при температуре 550-650 С в среде азота или аргона также приводит к снижению токов утечки. Предполагаемая причина эффекта данной операции состоит в аннигиляции глубоких ловушек в запрещенной зоне полупроводника, что эквивалентно стабилизации зарядовых свойств поверхности полупроводника перед осаждением барьерного металла, что в свою очередь улучшает вольт-амперные характеристики диода Шоттки и делает их более воспроизводимыми. В области температур менее 550 С и длительности отжига менее 2 часов положительный эффект от его применения не наблюдается и его использование нецелесообразно. При температурах более 650 С и длительности отжига более 6 часов наблюдается увеличение токов утечки. Нанесение и последующее удаление металла из ряда молибден, титан, алюминий, серебро, палладий, платина - толщиной 0,02-0,5 мкм позволяет произвести модификацию и стабилизацию границы раздела металл-кремний перед нанесением барьерного слоя электрода Шоттки. Предполагаемая причина указанного эффекта состоит в том, что металл не удаляется полностью, а остается тонкий переходной слой толщиной несколько атомарных слоев 5, влияющий на высоту барьера Шоттки и вольт-амперные характеристики диодов. При нанесении на сформированный барьерный электрод алюминия или сплава алюминий-кремний с содержанием кремния 0,8-1,6 мас.в диапазоне толщин 0,8-5,0 мкм не происходит обрыва металлизации на ступеньке окисла и, как следствие, не наблюдается рост краевых токов утечки по периметру охранного кольца из-за потери полевой обкладки, а также реализуется демпферная прослойка, которая улучшает характеристики диодов Шоттки при сборке приборов в корпус. Применение чистого алюминия толщиной 0,8-5,0 мкм стабилизирует поверхность раздела, уменьшает концентрацию поверхностных состояний. Применение алюминия или сплава алюминий-кремний с содержанием кремния 0,8-1,6 мас.в диапазоне толщин 0,85,0 мкм особенно важно для мощных силовых диодов Шоттки, работающих при большом прямом токе, что существенно позволяет улучшить равномерность его протекания по площади. Кроме того, наличие алюминиевого слоя позволяет подвергать отжигу // структуру. Замена алюминия на сплав алюминий-кремний позволяет расширить условия проведения отжига в азоте до температуры 500 С и времени 60 минут, что обусловлено уменьшением процессов взаимной диффузии на границе / в области охранного кольца, приводящих к его деградации. Отжиг // структуры при температуре 400-500 С в среде азота в течение 560 минут производит стабилизацию свойств границы раздела как за счет аннигиляции простых дефектов и нарушений на границе раздела, образовавшихся при нанесении молибдена, так и улучшения качества контакта к охранному кольцу. При этом уменьшается разброс вольт-амперных характеристик и снижение токов утечки. Слой титана в многослойном электроде является адгезионным и служит для улучшения адгезии между никелем и алюминием или сплавом алюминий-кремний, во-вторых,4 8449 1 2006.08.30 структура - стойка к электромиграции и шипообразованию из-за образования интерметаллического соединения 3. Толщина слоя титана 0,07-0,15 мкм выбирается как из приведенных выше соображений, так и из условия минимизации механических напряжений в многослойной структуре /////. Сущность изобретения поясняется фиг. 1-14, где на фиг. 1 изображен поперечный разрез диода Шоттки, изготовленного по способу-прототипу, включающему окисление сильнолегированной кремниевой подложки -типа проводимости (1) со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости (2), формирование в эпитаксиальном слое охранного кольца р-типа проводимости (4), вскрытие в окисле кремния (3) окна, формирование в окне барьерного слоя электрода Шоттки (5) нанесением молибдена с последующей фотолитографией, создание металлизации электрода последовательным нанесением слоев(6),(7) и(8) с последующей фотолитографией, на фиг. 2 - исходная эпитаксиальная структура, на фиг. 3 - структура после окисления, на фиг. 4 - структура со вскрытым окном для диффузии охранного кольца, на фиг. 5 - структура со сформированным охранным кольцом, на фиг. 6 - структура со вскрытым окном в окисле, на фиг. 7 - структура со сформированным в эпитаксиальном слое углублением, на фиг. 8 - структура с нанесенным металлическим слоем из ряда молибден, титан, палладий, платина, на фиг. 9 - структура после удаленного металлического слоя, на фиг. 10 структура с нанесенным барьерным слоем, на фиг. 11 - структура со сформированным барьерным электродом, на фиг. 12 - структура с нанесенным слоем алюминия, на фиг. 13 структура с нанесенными слоями титана, никеля и серебра, на фиг. 14 - структура после формирования многослойного электрода. Предложенный способ формирования структуры, изображенной на фиг. 14, используется для изготовления диодов Шоттки с пробивными напряжениями от 20 до 100 В. В качестве примера показано его применение для изготовления диода Шоттки 2045. Производится окисление исходной структуры (фиг. 2), состоящей из легированной мышьяком кремниевой подложки с ориентацией (111) и удельным сопротивлением 0,003 Омсм со сформированным эпитаксиальным слоем толщиной 4,5-5,5 мкм и удельным сопротивлением 0,550,65 Омсм, в диффузионной системе Оксид 3 ПО при температуре 950 С до толщины окисла 0,35-0,41 мкм (фиг. 3). Стандартным методом фотолитографии производится вскрытие окна в окисле для формирования охранного кольца (фиг. 4). Проводится ионная имплантация бора дозой 9 мкКл при ускоряющем напряжении 60 кВ. Производится отжиг структуры в диффузионной печи СДОМ 3/100 при температуре 1050 С в среде кислорода до получения охранного кольца глубиной 1,1 мкм с поверхностным сопротивлением 1000 Ом/кв. и толщиной окисла 0,43 мкм (фиг. 5). Фотолитографией вскрывается окно в окисле (фиг. 6). В травителе 332 (объемное соотношение 0,280,2100,0350,475) в эпитаксиальном слое формируется углубление величиной 0,25 мкм (фиг. 7). На установке вакуумного напыления Оратория 29 наносится слой молибдена толщиной 0,1 мкм (фиг. 8). Нанесенный слой удаляется в травителе Н 3 РО 4 Н 3 СООНН 3 Н 2 О (объемное соотношение 0,7660,1540,030,05) (фиг. 9). Производится отжиг структуры в диффузионной печи СДОМ 3/100 в среде азота при температуре 600 С в течение 4 часов. На установке вакуумного напыления Оратория 29 наносится слой молибдена толщиной 0,3 мкм(фиг. 10). Методом фотолитографии в окне окисла кремния формируется барьерный электрод (фиг. 11). На установке вакуумного напыления Оратория 29 наносится слой алюминия толщиной 3 мкм (фиг. 12). На установке вакуумного напыления Магна 2 М наносится трехслойная металлизация // (фиг. 13). Фотолитографией формируется многослойный электрод диода (фиг. 14). Как показали экспериментальные исследования, электрические параметры приборов,изготовленных согласно предложенному способу изготовления диода Шоттки, сущест 5 8449 1 2006.08.30 венно лучше по сравнению с прототипом. В табл. 1 приведены сравнительные данные по электрическим параметрам диодов Шоттки при различных величинах углубления, при различной толщине алюминиевого и титанового слоев, а также при различном содержании кремния в сплаве алюминий-кремний в сравнении с прототипом. Таблица 1 Сравнительные данные по обратным токам диодов Шоттки с различными величиной углубления, толщиной слоя алюминия и содержанием в нем кремния, толщиной слоя титана Способ формирования Слой А или Уг Толщина лублеСодер- титана,опыта ние 1), Толщи- жание мкм мкм на, мкм Измеренные параметры При 45 В,ВГ/ВГп, меча 125 С 3),отн. ед. ние мА 1) величина углубления измерялась профилометром , погрешность измерения 0,01 мкм 2) значения обратных токов при напряжении 45 В и температуре 25 С измерялись по всем кристаллам на пластине при помощи измерительной системы КАШС установки зондового контроля ЭМ 610 с записью в ПЭВМ каждого измеренного значения, в таблице приведены среднее значение параметра и его СКО для всех кристаллов, в которых отсутствуют дефекты типа обрыв и короткое замыкание, погрешность измерения 1 мкА 3) значения обратных токов при напряжении 45 В и температуре 125 С измерялись в импульсном режиме на установке зондового контроля с подогревом рабочего столика выборочно в 10 точках по пластине с последующим усреднением, погрешность измерения 5 мА. Как видно из табл. 1, оптимальным интервалом величины углубления является 0,05-0,5 мкм, ибо если она менее 0,05 мкм, то на границе молибден-кремний все еще остается высокая плотность поверхностных состояний, а также различных загрязнений органических, остатков естественного окисла кремния, адсорбированных атомов и т.п. При этом не наблюдается существенных различий по величине обратных токов как при комнатной, так и при повышенной температурах, равно как и по их разбросу. Отношение выхода годных исследованных вариантов к выходу годных по варианту прототипа (ВГ/ВГп) при углублениях менее 0,05 мкм также подтверждает их неэффективность. В случае величины углубления более 0,5 мкм наблюдается рост токов утечки и их разброс по пластине,6 8449 1 2006.08.30 что связано с уменьшением поверхностной концентрации примеси в области охранного кольца и большой высотой ступеньки, что приводит к образованию норок и обрывов алюминия. Замена алюминия на сплав алюминий-кремний с содержанием кремния 0,8-1,6 мас.дает небольшое увеличение выхода годных из-за снижения интенсивности диффузионных процессов между алюминием и кремнием в области охранного кольца. Однако превышение содержания кремния в алюминии 1,6 мас.нежелательно вследствие ухудшения качества алюминиевой пленки и снижения технологичности. При содержании кремния в алюминии менее 0,8 мас.не происходит заметного снижения интенсивности диффузионных процессов в области охранного кольца и, как следствие, не происходит заметных улучшений параметров диодов Шоттки. Толщина слоя титана в диапазоне 0,07-0,15 мкм также является оптимальной, поскольку данной величины достаточно для создания барьера против диффузии алюминия в вышележащие слои, а механические напряжения в многослойной структуре ///// минимальны на границе раздела молибден-кремний. В табл. 2 представлены экспериментальные данные о влиянии на электропараметры диодов Шоттки процесса нанесения после формирования углубления ряда металлов с различной толщиной и их последующего удаления. Таблица 2 Сравнительные данные по токам утечки и выходу годных диодов Шоттки после нанесения и удаления различных металлов Измеренные параметры Нанесение и снятие металла 45, СКО 45 В,ВГ/ВГп,опыта(45),125 С,Толщина, 25 С,отн. ед. Металл мА мкА 25 С, мкА мкм 1 Мо 0,02 367 95 102 2,579 2 Как видно из табл. 2, доминирующее влияние на ток утечки оказывает толщина нанесенного и удаленного слоя металла. При тонких слоях (менее 0,02 мкм, что для нанесенной методами вакуумного напыления пленки не обеспечивает ее сплошности) не достигается оптимальной величины токов утечки. При увеличении сплошности пленок с ростом толщины наблюдается уменьшение токов утечки. Однако если толщина наносимой и удаляемой пленки более 0,5 мкм, то при увеличении материальных затрат существенного улучшения не наблюдается. В табл. 3 приведены данные о влиянии на параметры диодов Шоттки отжига в инертной среде перед нанесением барьерного металла. 7 8449 1 2006.08.30 Таблица 3 Сравнительные данные по токам утечки и выходу годных диодов Шоттки при различных условиях отжига перед нанесением барьерного слоя металла Способ формирования Измеренные параметры Нанесение и Отжиг в инертной СКО снятие металла среде 45 В,45 В,(45),ВГ/ВГп,25 С,125 С,Темпе 25 С,отн. ед. ТолщиВремкА мА Металл Среда ратура,мкА на, мкм мя, ч С 2 520 5 419 152 119 1,762 А 520 5 412 146 117 1,817 2 550 2 403 139 114 1,943 А 550 2 397 142 108 2,018 2 600 2 389 92 104 2,191 А 600 2 394 102 111 2,084 2 600 4,5 287 77 75 3,870 А 600 4,5 284 72 71 3,947 2 600 6 283 81 78 3,856 А 600 6 289 76 81 3,866 2 650 6 382 121 98 2,242 А 650 6 378 136 92 2,264 2 750 4 474 231 122 1,428 А 750 4 462 253 118 1,555 Мо 0,3 2 600 5 263 53 79 4,161 Мо 0,3 А 600 5 261 49 74 4,173 Как видно из табл. 3, при отжиге как в азоте, так и в аргоне были получены сходные значения токов утечки вне зависимости от температурно-временных условий его проведения. При температуре ниже 550 С не наблюдается существенного улучшения параметров. При оптимальной диапазоне температуре 550-650 С максимальное снижение утечек достигается при длительности отжига 2-6 часов. Дальнейшее увеличение длительности отжига не приводит к заметным улучшениям электропараметров. При увеличении температуры отжига свыше 650 С наблюдается рост токов утечки. Если перед отжигом проводилось нанесение и снятие металла из предложенного ряда молибден, титан, палладий, платина, то положительный эффект от его проведения еще более усиливается. В табл. 4 приведены данные о влиянии условий вжигания алюминия или сплава алюминий-кремний на характеристики диодов Шоттки. 8449 1 2006.08.30 Таблица 4 Сравнительные характеристики диодов Шоттки при различных режимах вжигания алюминия (алюминий-кремния) Нанесение и снятие металла Отжиг в азоте Способ формирования Вжигание алюминия Как видно из табл. 4, оптимальным интервалом температур вжигания, при котором имеет место снижение обратных токов, является 400-500 С. При температуре вжигания более 500 С наблюдается резкое увеличение тока утечки, что связано с интенсификацией процессов взаимной диффузии алюминия и кремния в области охранного кольца, приводящих к его деградации. Также из табл. 4 видно, что процесс вжигания алюминия усиливает эффект снижения утечки как после нанесения и снятия металлов предложенного ряда, так и с последующим отжигом в азоте. В табл. 5 представлены данные о параметрах диодов Шоттки с барьерным электродом из сплава молибден-рений при различном содержании рения, а также в зависимости от других стадий способа их формирования согласно заявляемому способу. 8449 1 2006.08.30 Таблица 5 Сравнительные данные по обратным токам диодов Шоттки с различной содержанием рения в материале барьерного электрода Углубление 0,25 мкм, материал барьерного электрода - молибден,толщина слоя А или- 3,0 мкм,толщина слоя- 0,12 мкм,отжиг -600 С,2, 4 ч, - без отжига Пленки молибден-рений наносились магнетронным методом из составных мишеней с различным соотношением площадей молибдена и рения. Содержание рения контролировалось на электронном Оже - спектрометре -600 (ф., США). Из табл. 5 видно, что введение в барьерный электрод из молибдена рения позволяет снизить обратные токи и их разброс вследствие снижения механических напряжений на границе металл-кремний, а также за счет увеличения высоты потенциального барьера к кремнию. Содержание рения в молибдене 2-50 мас.является оптимальным. Содержание в молибдене менее 2 мас.рения не дает заметного улучшения по сравнению с чистым молибденом. Содержание рения более 50 мас.не приводит к существенному снижению тока утечки, но обуславливает значительное удорожание материала, т.е. не является экономически оправданным. Также из табл. 5 видно, что при использовании сплава молибден-рений в совокупности с другими отличиями заявляемого способа возможно достижение наилучших показателей по минимизации тока утечки и увеличению процента выхода годных диодов Шоттки. Таким образом, предлагаемый способ изготовления диода Шоттки по сравнению с прототипом позволяет решить задачу снижения токов утечки, уменьшения их разброса, повышения процента выхода диодов Шоттки в 3-4 раза. 8449 1 2006.08.30 Источники информации 1. Зи С. Физика полупроводниковых приборов Кн. 1 / Пер. с англ. - М. Мир, 1984. - С. 456. 2.//, - 1984, . 8-9. 3. Патент США 4899199, МКИ Н 01 29/48, 1990. 4. Баранов В.В., Достанко А.П. , Лесникова В.П. , Сакович Е.Л., Холенков В.Ф. // Поверхность. Физика, химия, механика. - 1989. -2. - С. 84-90. 5.,.,., // . . .. - 1980. - . 17. - . 1019. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 12
МПК / Метки
МПК: H01L 21/329, H01L 29/47, H01L 21/328, H01L 29/872
Метки: изготовления, способ, шоттки, диода
Код ссылки
<a href="https://by.patents.su/12-8449-sposob-izgotovleniya-dioda-shottki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления диода Шоттки</a>
Способ изготовления светоизлучающего диода
Номер патента: 4669
Опубликовано: 30.09.2002
Авторы: Корытько Дмитрий Константинович, Закроева Нина Михайловна, Савостьянова Наталья Александровна, Лойко Галина Ивановна
МПК: H01L 33/00
Метки: светоизлучающего, диода, изготовления, способ
Текст:
...структура после утонения пластины до 110 мкм и формирования омического контакта - к подложке. На фиг. 7 представлена структура после травления подложки через маски разнотолщинных резистов. На фиг. 8 представлена структура после формирования линзы. Пример осуществления способа. Для изготовления СИД в качестве полупроводникового материала используют п- подложку, на которой методом жидкофазной эпитаксии выращены п- буферный слой толщиной 5 мкм,...
Диод Шоттки
Номер патента: 7113
Опубликовано: 30.06.2005
Авторы: Тарасиков Михаил Васильевич, Соловьев Ярослав Александрович, Ануфриев Леонид Петрович, Баранов Валентин Владимирович, Глухманчук Владимир Владимирович
МПК: H01L 29/47, H01L 29/872
Текст:
...процессе сборки диффундируют преимущественно в виде ионов и поэтому они оказываются связанными зарядовыми ловушками, расположенными на границе раздела диэлектрических слоев 51 О 2/Та 2 О 5. По этой причине их присутствие в обедненном слое контакта Шоттки практически исключается и дестабилизирующего действия примесей во время работы прибора не происходит.Сущность изобретения поясняется чертежом, на котором представлен поперечный разрез диода...
Способ изготовления МПМ-фотодиода
Номер патента: 3059
Опубликовано: 30.12.1999
Авторы: Агафонов Владимир Михайлович, Закроева Нина Михайловна, Юрченок Лариса Григорьевна
МПК: H01L 31/18
Метки: способ, изготовления, мпм-фотодиода
Текст:
...формируются электроды напылениеми последующим удалением фоторезистивной маски, после чего делается процесс фотолитографии и проводится последовательно плазмохимическое травление диэлектрика и сильнолегированного эпитаксиального слоядо полуизолирующей подложки , далее формируются металлические выводы к электродам на основе барьеров Шоттки с помощью напыленияи последующей фотолитографии и в завершение проводится пассивация поверхности...
Способ изготовления горизонтальных р-п-р транзисторов для интегральных схем
Номер патента: 2336
Опубликовано: 30.09.1998
Авторы: Гайдук Сергей Иванович, Сасновский Владимир Арестархович, Балбуцкий Сергей Васильевич, Чаусов Виктор Николаевич
МПК: H01L 21/265
Метки: способ, изготовления, горизонтальных, схем, транзисторов, интегральных, р-п-р
Текст:
...и пленки двуокиси кремния СУМР ной толщиойсО 3 мкм. Методом ФОТОлитографии и травления пленки и слоя двуокиси кремния вскрыаются контактные отверстия к областям итеГР 8 ПЬ Ной схемы. Методом фотолитографии формируютфотореэнстнвную маску С Отверстием над областью контакта К КОЛ лектору прптранэистора. СЛУЖЗЩЕГО одновременно контактом к базовой Об 50ппантацией ионов фосфора с ЗНЕРГНЭЙ 30 кэВ и поверхностной концентрациейконтакта области базы...
Способ изготовления рельефных форм
Номер патента: 3326
Опубликовано: 30.06.2000
Авторы: Дубинский Николай Анатольевич, Клименков Степан Степанович
МПК: C25D 1/10
Метки: изготовления, рельефных, способ, форм
Текст:
...слоем и осаждение на электропроводный слой слоя металла методом гальванопластики с последующим отделением осажденного металлического слоя вместе с проме 3326 1 жуточным слоем от основы и металлического слоя от промежуточного, промежуточный слой на оснастке формируют из латекса. Способ осуществляют следующим образом. На узорчатую поверхность основы, имеющую микрорельеф, наносят промежуточный отделяемый слой из латекса. Слой латекса...
Предыдущий патент: Устройство для отделения мяса от кости птицы
Следующий патент: Диод Шоттки
Случайный патент: Способ получения композиционного криопроводника