B24B — Станки, устройства или способы для шлифования или полирования
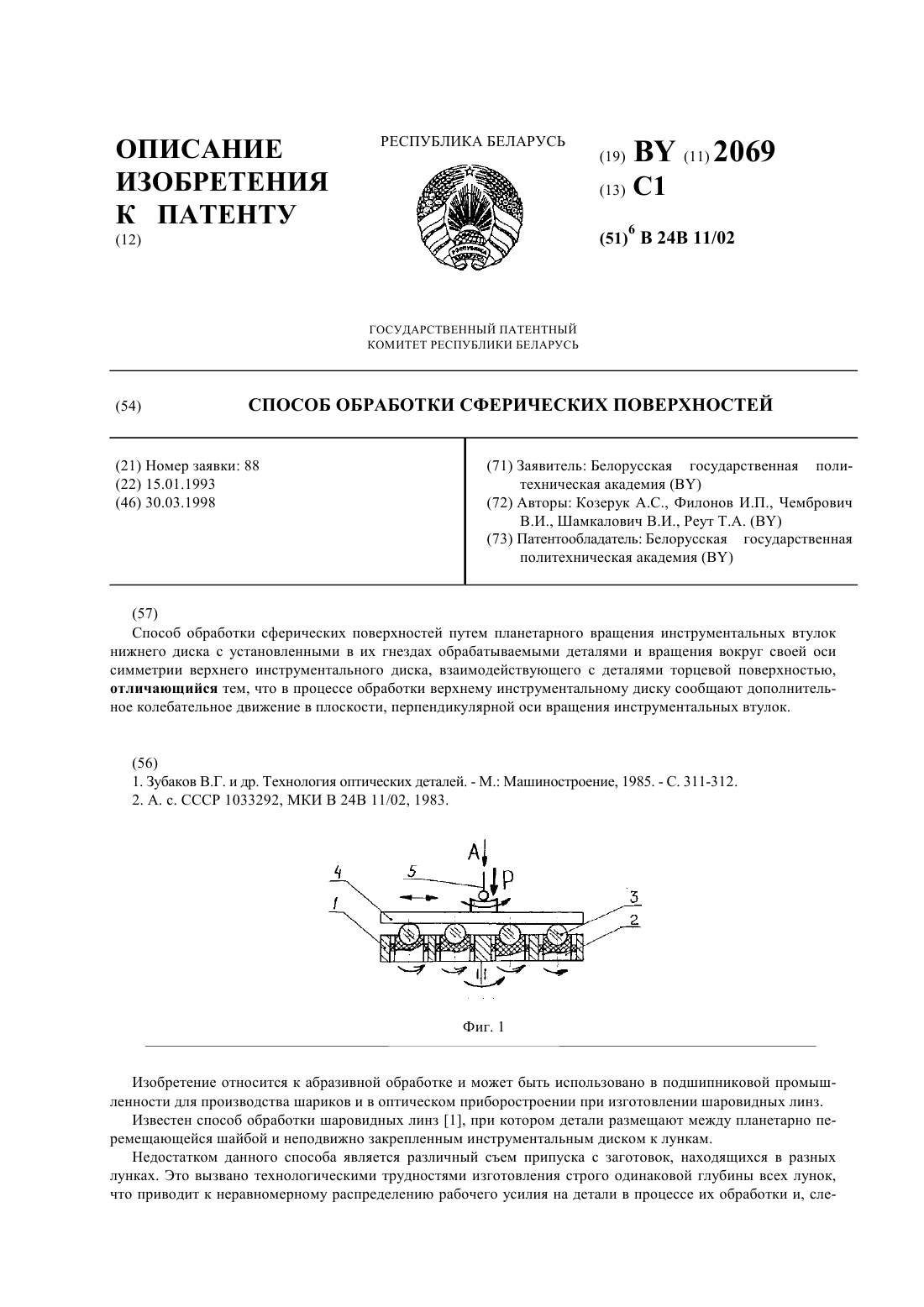
Способ обработки сферических поверхностей
Номер патента: 2069
Опубликовано: 30.03.1998
Авторы: Чембрович Владимир Иванович, Реут Татьяна Аркадьевна, Филонов Игорь Павлович, Шамкалович Владимир Иванович, Козерук Альбин Степанович
МПК: B24B 11/02
Метки: обработки, поверхностей, сферических, способ
Текст:
...втулках,закрепленных в центральной и краевой зонах нижнего диска. Выравнивание путей трения достигается за счет выхода на определенное время с зоны обработки деталей, находящихся в инструментальных втулках периферийной зоны, что обеспечивается путем регулирования величины амплитуды колебательного движения верхнего инструментального диска. На фиг.1 представлена схема реализации предлагаемого способа, на фиг.2 - вид А фиг.1 (без...
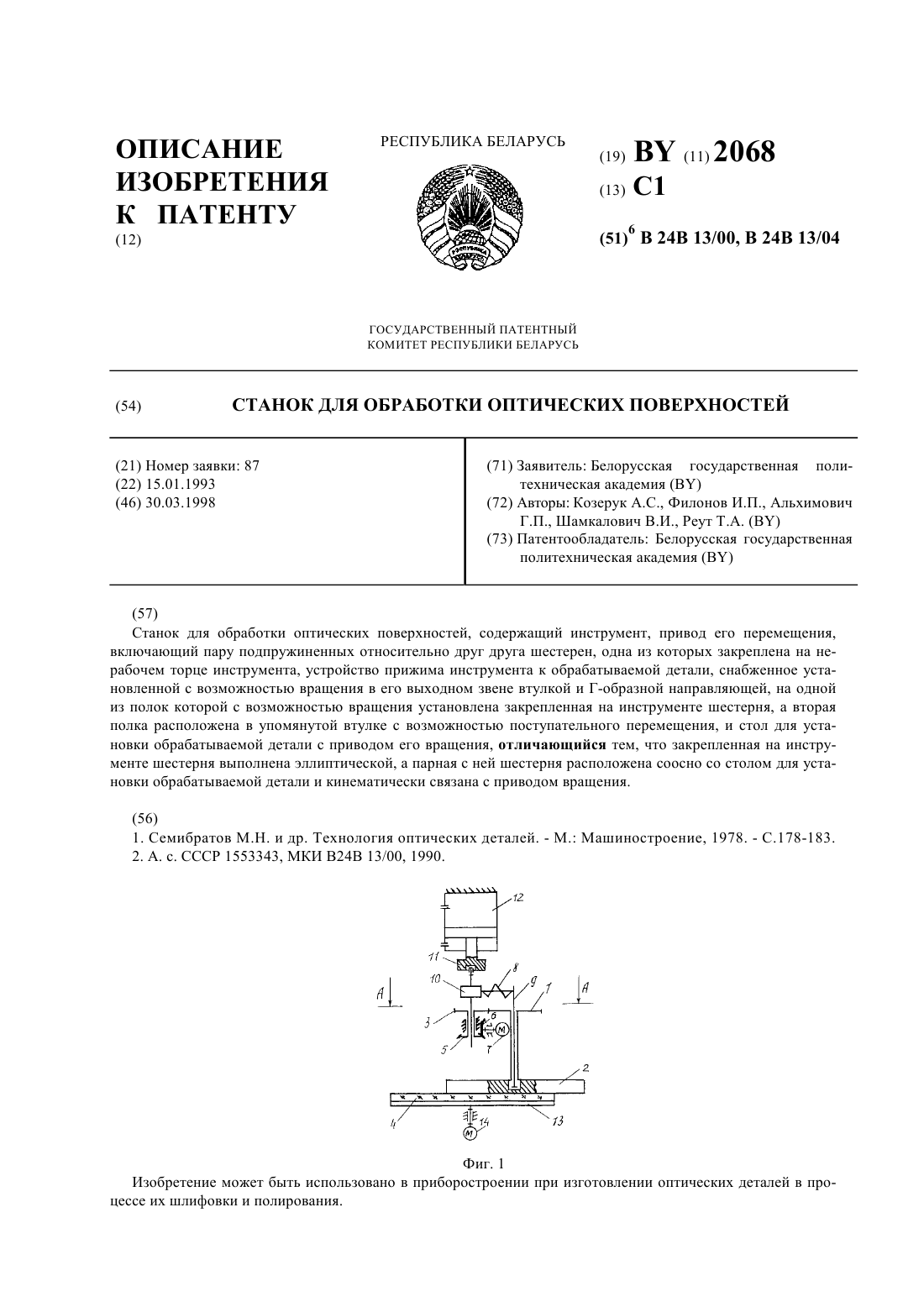
Станок для обработки оптических поверхностей
Номер патента: 2068
Опубликовано: 30.03.1998
Авторы: Реут Татьяна Аркадьевна, Козерук Альбин Степанович, Шамкалович Владимир Иванович, Филонов Игорь Павлович, Альхимович Геннадий Петрович
МПК: B24B 13/00, B24B 13/04
Метки: станок, обработки, оптических, поверхностей
Текст:
...с возможностью вращения установлена закрепленная на инструменте шестерня, а вторая полка расположена в упомянутой втулке с возможностью поступательного перемещения, и стол для установки обрабатываемой детали с приводом его вращения, при этом закрепленная на инструменте шестерня выполнена эллиптической, а парная с ней шестерня расположена сн со столом для установки обрабатываемой детали и кинематически связана с приводом вращения....
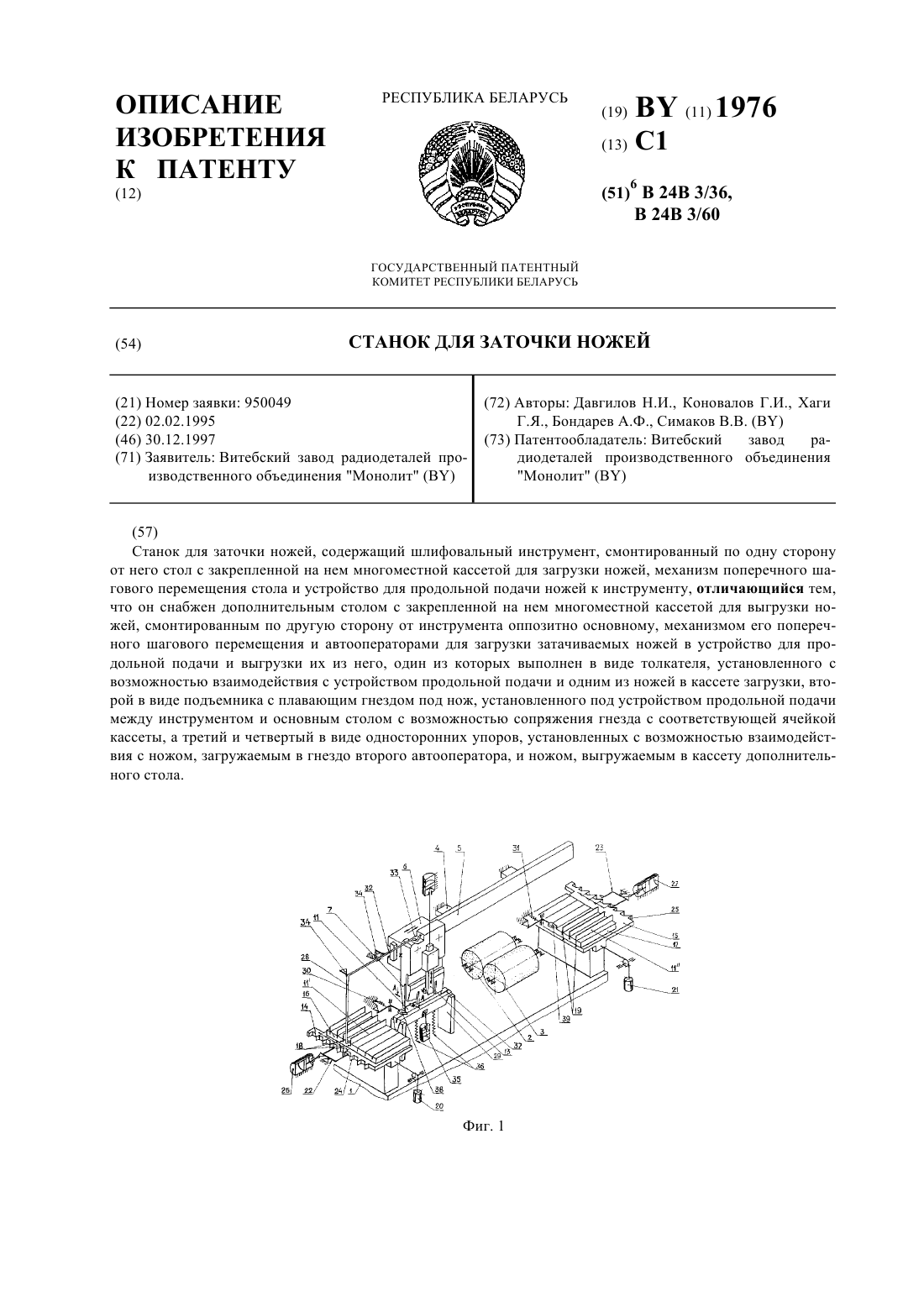
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Хаги Григорий Яковлевич, Симаков Виктор Васильевич, Коновалов Геннадий Иосифович, Давгилов Николай Иванович, Бондарев Анатолий Федорович
Текст:
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
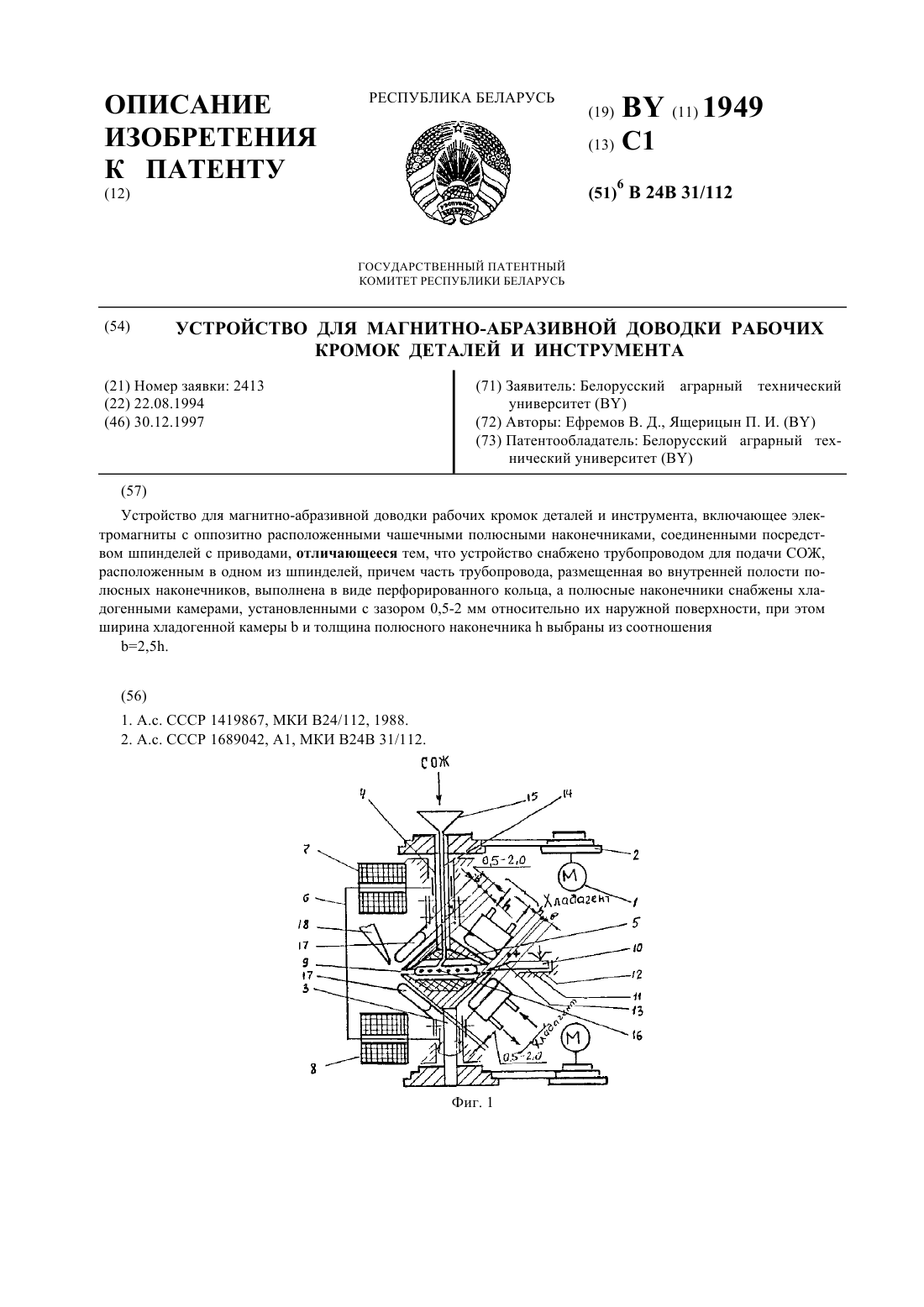
Устройство для магнито-абразивной доводки рабочих кромок деталей и инструмента
Номер патента: 1949
Опубликовано: 30.12.1997
Авторы: Ящерицын Петр Иванович, Ефремов Владимир Дмитриевич
МПК: B24B 31/112
Метки: доводки, деталей, кромок, рабочих, магнито-абразивной, инструмента, устройство
Текст:
...шкивы 2 и клиноременную передачу, совместно со шпинделями 3, 4 получают вращение полюсные наконечники 5. Одновременно магнитопровод 6, от электромагнитных катушек 7, 8 подают магнитную энергию,концентрируемую в рабочем зазоре 9, заполненном МАМ. От величины силы тока изменяется напряженность магнитного поля в рабочем зазоре и МАМ, расположенная в нем, уплотняется, образуя магнитноабразивную щетку - режущий инструмент, необходимый для съема...
Устройство для обработки шариков
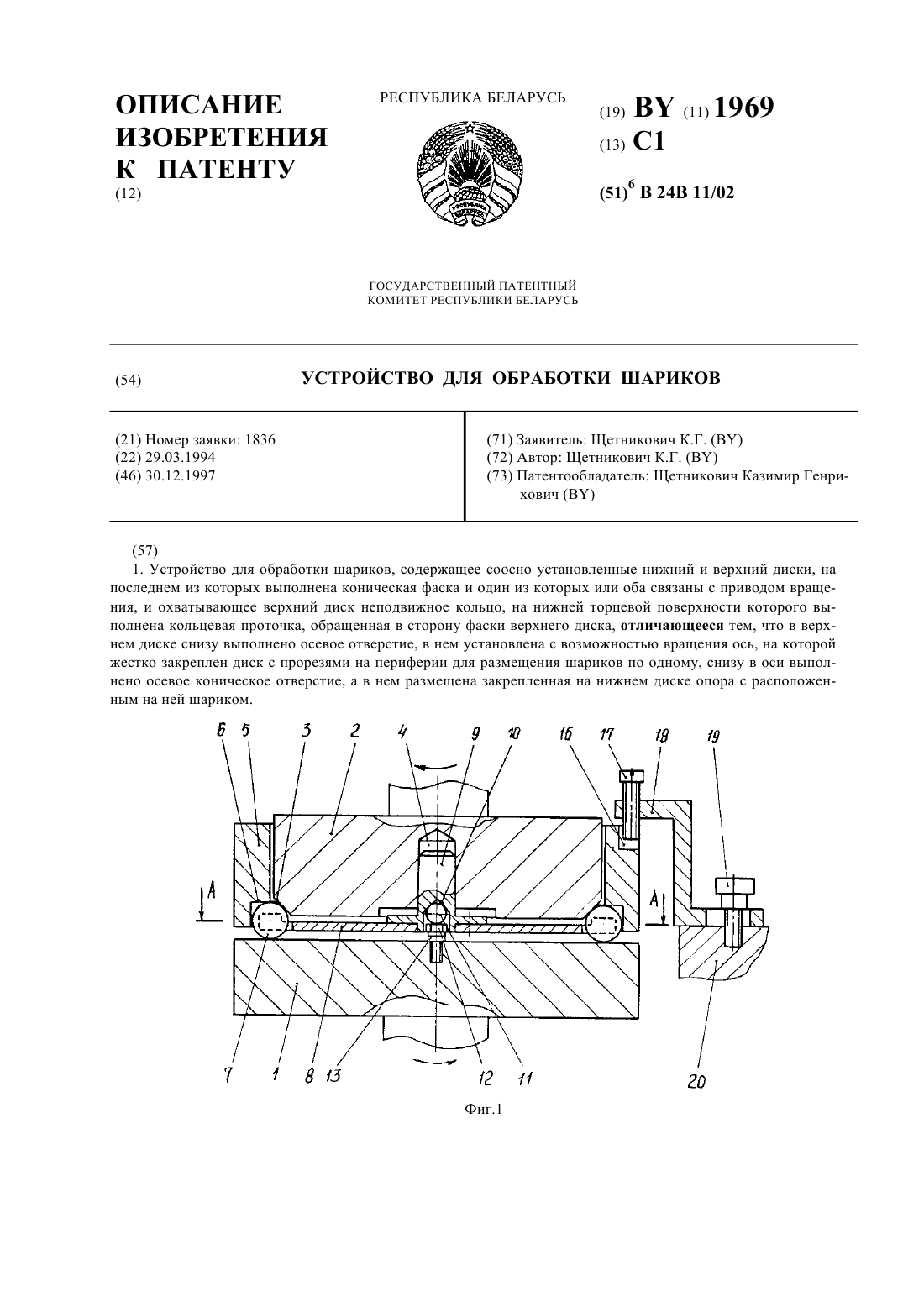
Номер патента: 1969
Опубликовано: 30.12.1997
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: устройство, шариков, обработки
Текст:
...позволяет выровнять нагрузку, приходящуюся на каждый шарик в зоне обработки. Сопротивление вращению сепаратора незначительно, так как он закреплен на оси малого диаметра, опирающегося на шарик. Указанные факторы способствуют высокому качеству поверхности обрабатываемых шариков и большой геометрической точности сферы. Другим отличительным признаком устройства является то, что закрепленная на нижнем диске опора выполнена регулируемой по высоте....
Масса для изготовления абразивного инструмента
Номер патента: 1727
Опубликовано: 30.09.1997
Авторы: Подденежный Евгений Николаевич, Близнец Михаил Михайлович, Лазаретов Леонид Иванович, Дробышевская Наталья Евгеньевна, Мельниченко Игорь Михайлович
МПК: B24B 3/14, C04B 35/10
Метки: инструмента, изготовления, абразивного, масса
Текст:
...калий-натрий виннокислый 0,7-0,9. В качестве абразивного зерна использовали бой изношенных абразивных изделий на основе электрокорунда (ОСТ 2 МТ 71-5-84) или карбида кремния (ГОСТ 26327-84) с остатками связки, например, бой кругов шлифовальных (ГОСТ 2424-83), бой головок шлифовальных (ГОСТ 2447-82), бой брусков шлифовальных(ГОСТ 2456-82) и бой сегментов шлифовальных (ГОСТ 2464-82). При этом использовали фракции боя абразивных изделий,...
Станок для притирки клапанов к седлам
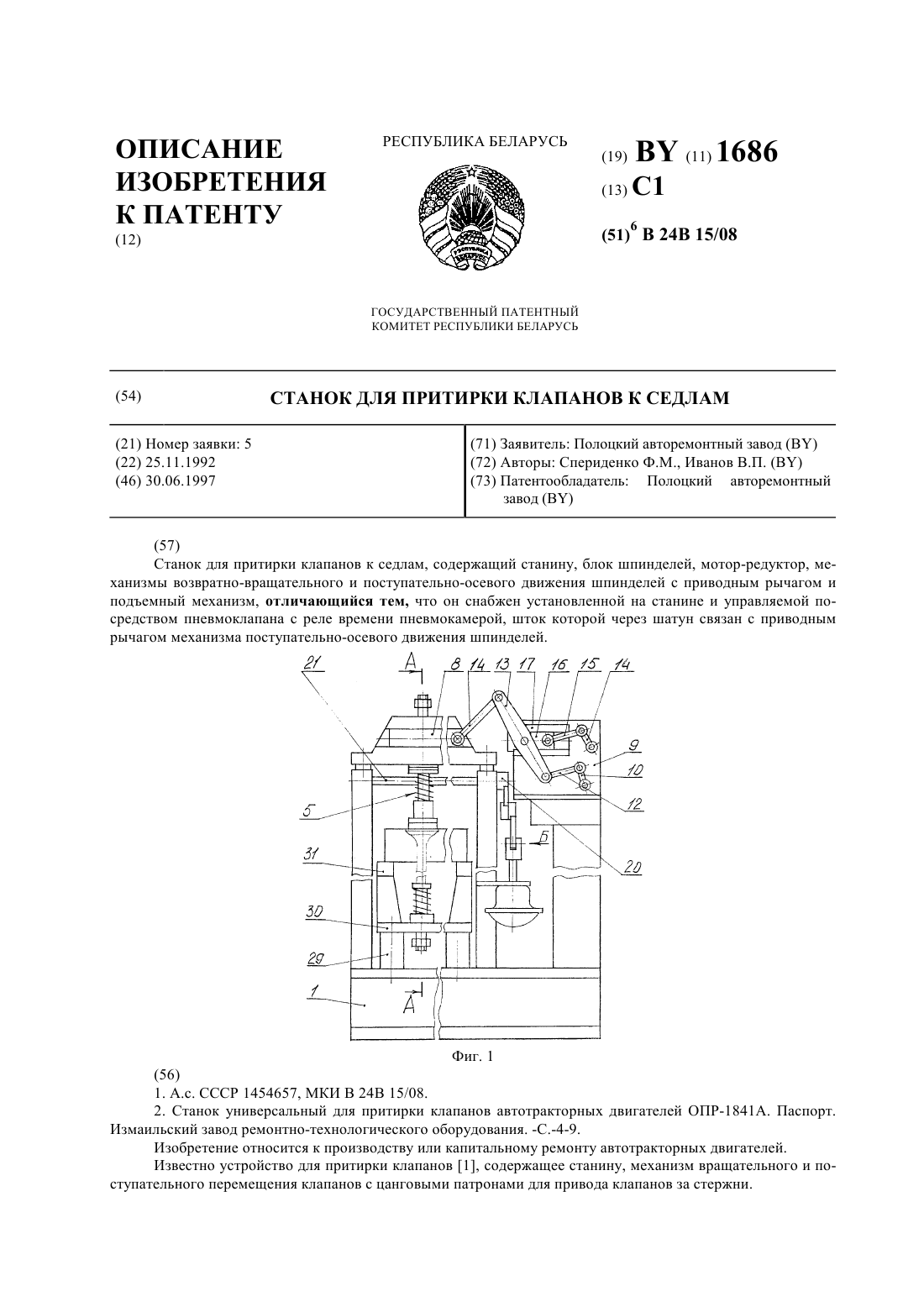
Номер патента: 1686
Опубликовано: 30.06.1997
Авторы: Иванов Владимир Петрович, Спериденко Федор Михайлович
МПК: B24B 15/08
Метки: клапанов, притирки, станок, седлам
Текст:
...и совершать осевое движение относительно корпуса. На каждом шпинделе с помощью шпонки установлена шестерня 4. Шпиндели прижимаются к тарелкам притираемых клапанов с помощью пружин 5. Шпиндели имеют наконечники 6, выполненные из фрикционного материала. Корпус 2 неподвижно соединен с двумя скалками-рейками 7. В продольном пазе корпуса установлена со скольжением рейка 8, зубья которой имеют постоянное зацепление с шестернями 4....
Правящий карандаш и способ его изготовления
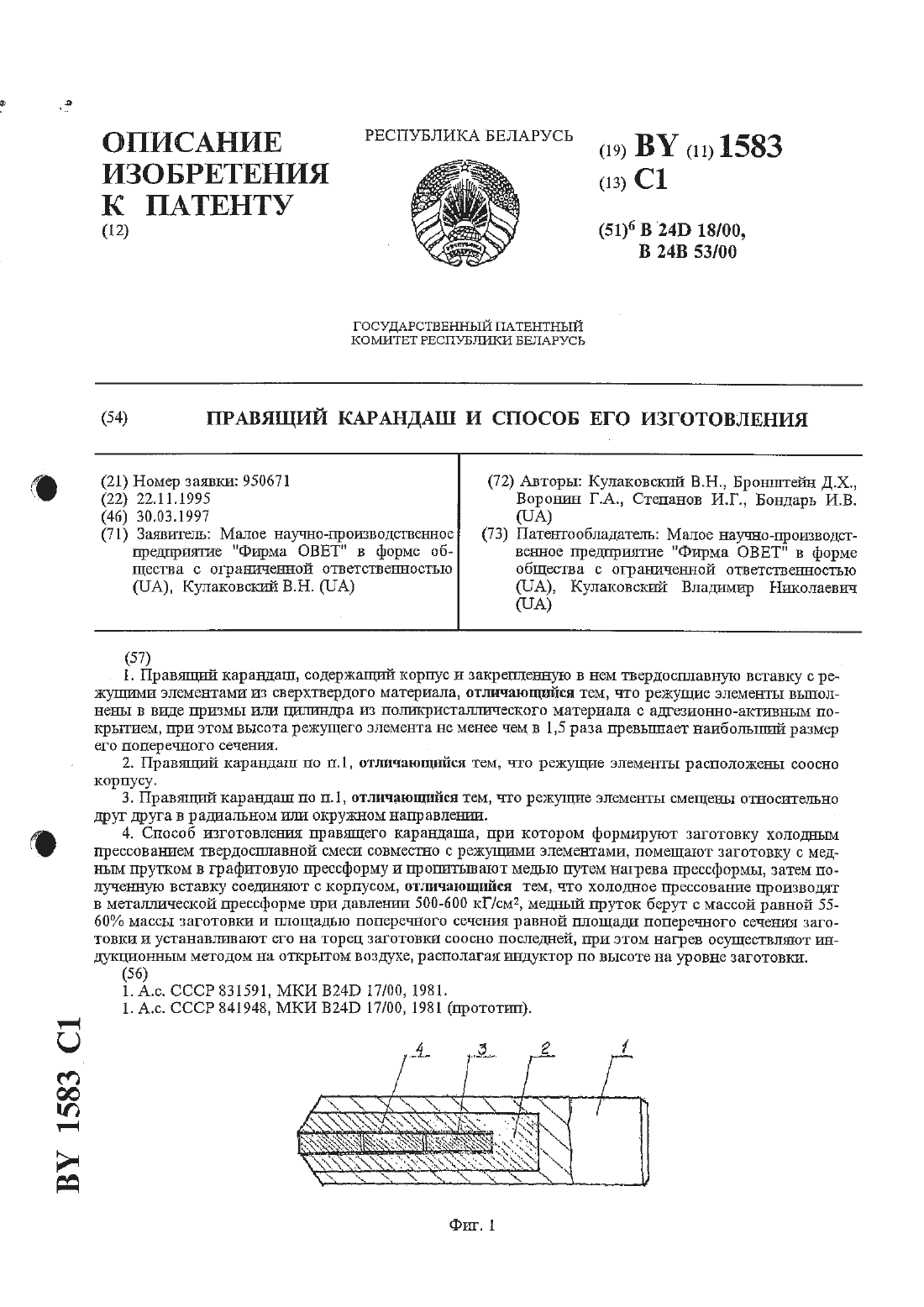
Номер патента: 1583
Опубликовано: 30.03.1997
Авторы: Воронин Георгий Алексеевич, Кулаковский Владимир Николаевич, Степанов Игорь Геннадьевич, Бронштейн Долорес Хаймовна, Бондарь Иван Васильевич
МПК: B24B 53/00, B24D 18/00
Метки: карандаш, изготовления, правящий, способ
Текст:
...в материал вставки, что возможно достигнуть этишь при одновременной реализации признаков объектов защиты устройство и способ по следующим причинамнанесение адгезиовно-атстивного покрытия на наружной поверхности режущего элемента позволяет кроме повьппения прочности сцепления обеспечить сплошной тепловой контакт между полшсристаллом и материалом вставки и осуществить теплоотвод с поверхности режущего элемента в процессе правки, чему...
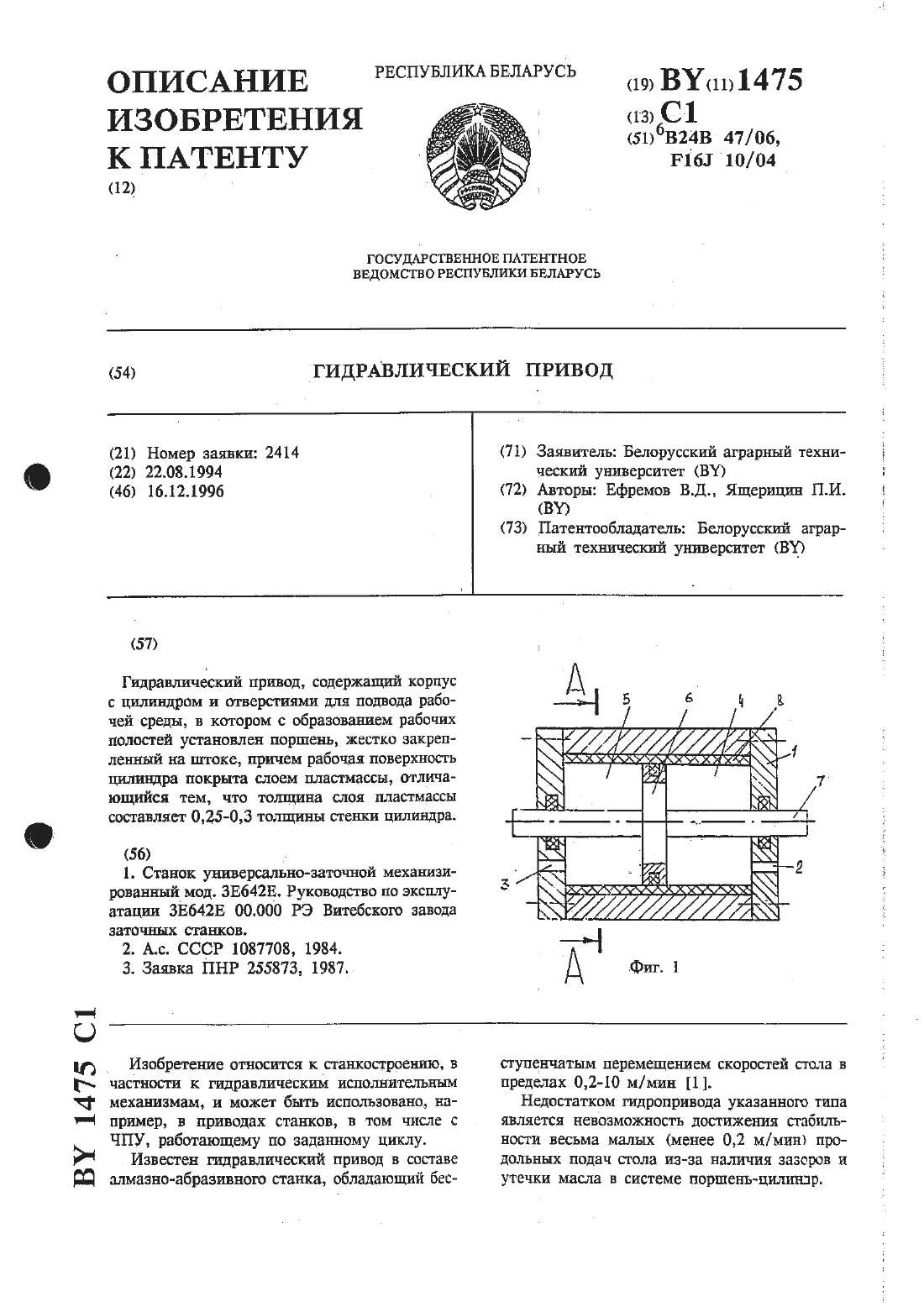
Гидравлический привод
Номер патента: 1475
Опубликовано: 16.12.1996
Авторы: Ящерицын Петр Иванович, Ефремов Владимир Дмитриевич
МПК: B24B 47/06, F16J 10/04
Метки: гидравлический, привод
Текст:
...3 Е 642 Е и специализированные цшшндры, армированные пластмассой с отношением толщины пластмассы к толщине стенки цилиндра-заготовки равньпи 0,2 0,25 0,30 0,35 и 0,4. При этом учитывалось, что тошнина стенки цилиндра являлась постоянной величиной, а в качестве переменной выступает толщина покрытия пластмассой. Толщина стенки цилиндра применялась равной 8 мм. Такая толпгина применяется при изготовлении серийно выпускаемого цилиндра без...
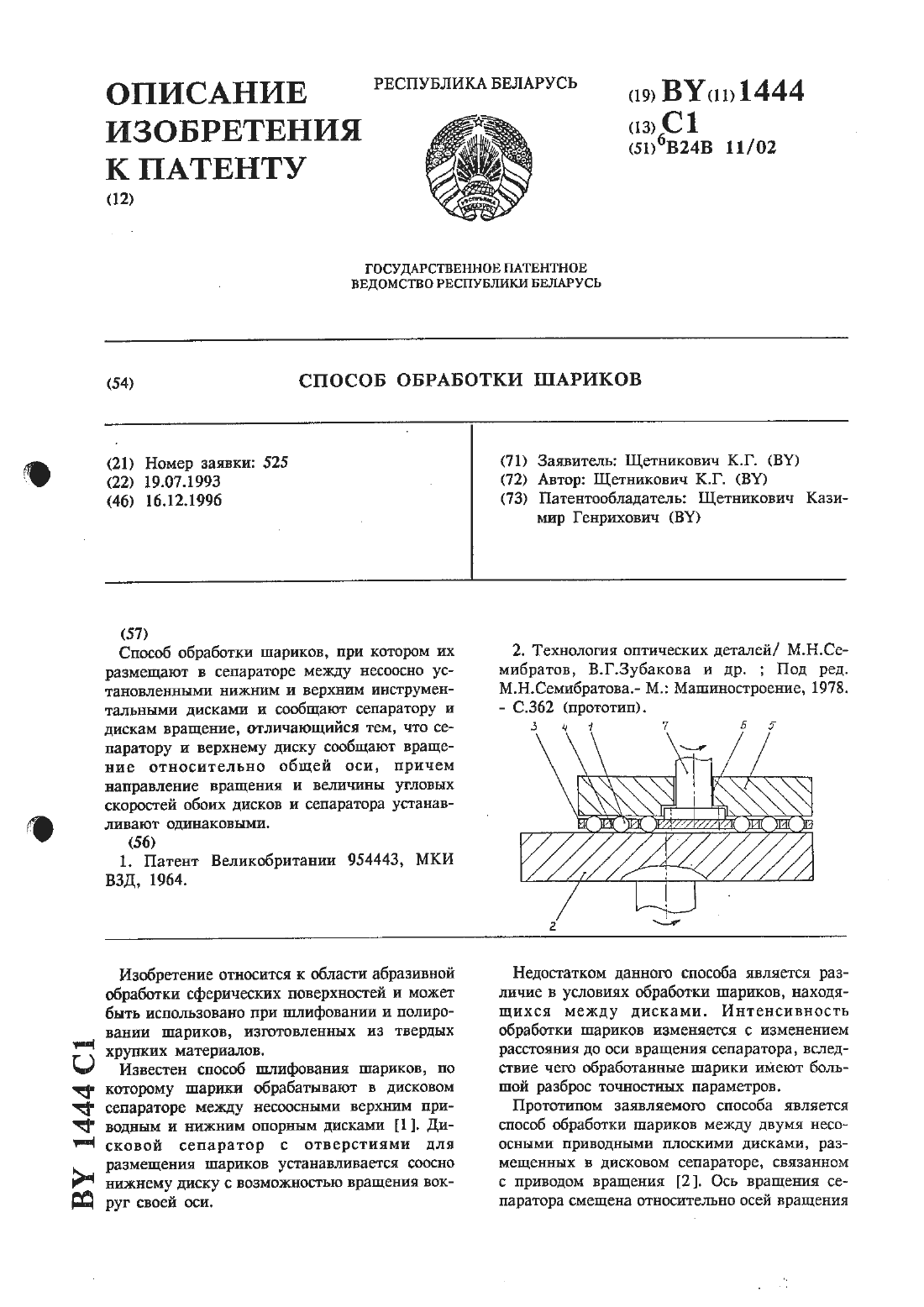
Способ обработки шариков
Номер патента: 1444
Опубликовано: 16.12.1996
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: способ, обработки, шариков
Текст:
...инструментальными дисками и сообщают сепаратору и дискам вращение, сепаратору и верхнему диску сообщают вращение относительно общей оси, причем направление вращения и величины угловых скоростей обоих дисков и сепаратора устанавливают одинакоВЫЪН.Преимущество данного изобретения заключается в том, что все шарики в обрабатываемой партии перемещаются по одинаковым траекториям с одними и теми же скоростями,а ось вращения каждою шарика равномерно...
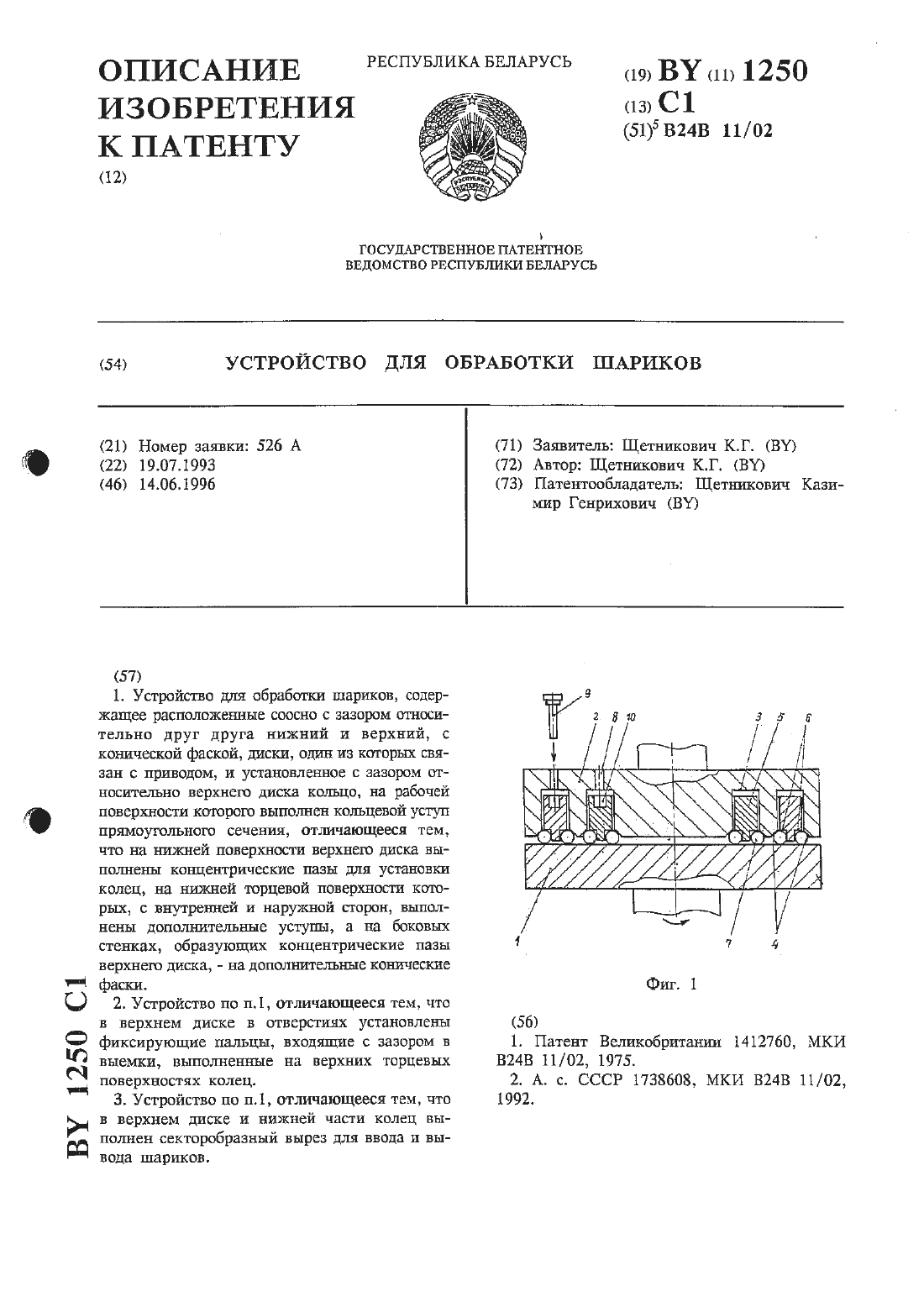
Устройство для обработки шариков
Номер патента: 1250
Опубликовано: 14.06.1996
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: обработки, шариков, устройство
Текст:
...на фиг.3 - разрез А-А на фиг.2.Устройство содержит нижний приводной диск 1, верхний неподвижный прижимной диск 2 с концентрическими пазами 3 и коническими фасками 4. В пазах 3 с зазором установлены кольца 5, имеющие на нижней торцевой поверхности кольцевые уступы прямоугольного сечения б. Обрабатываемые шарики 7 размешены в канавках, образованных кольцевыми уступами 6 колец 5, ггконическими фасками 4 верхнего диска 2. При необходимости...
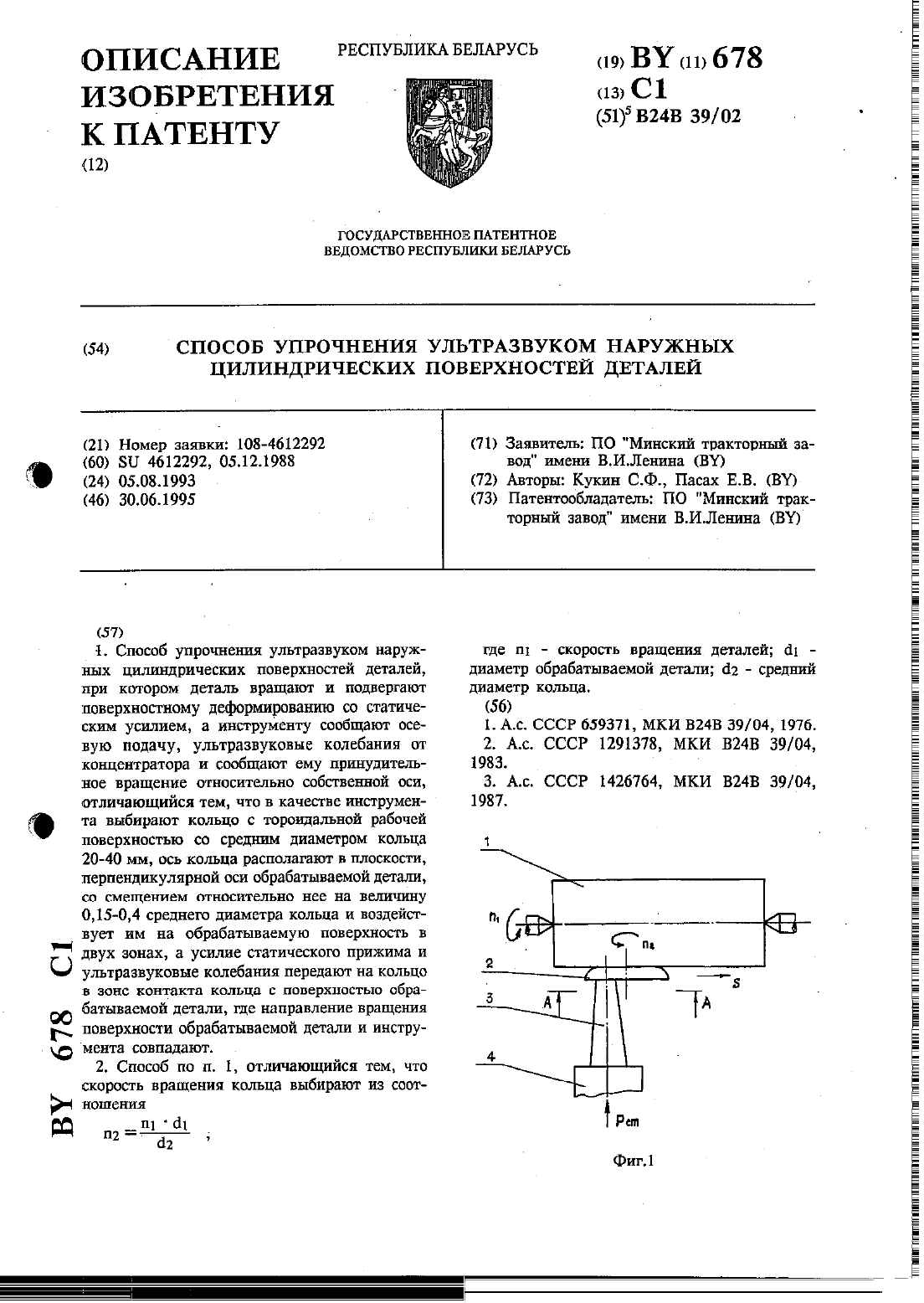
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: упрочнения, поверхностей, ультразвуком, цилиндрических, способ, деталей, наружных
Текст:
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Устройство для обработки оптических деталей
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Чирков В. М., Видмант Ф. В., Меньшиков Г. Г., Трубицин Б. А., Крысин О. Г., Горелик В. В.
МПК: B24B 13/06
Метки: деталей, устройство, оптических, обработки
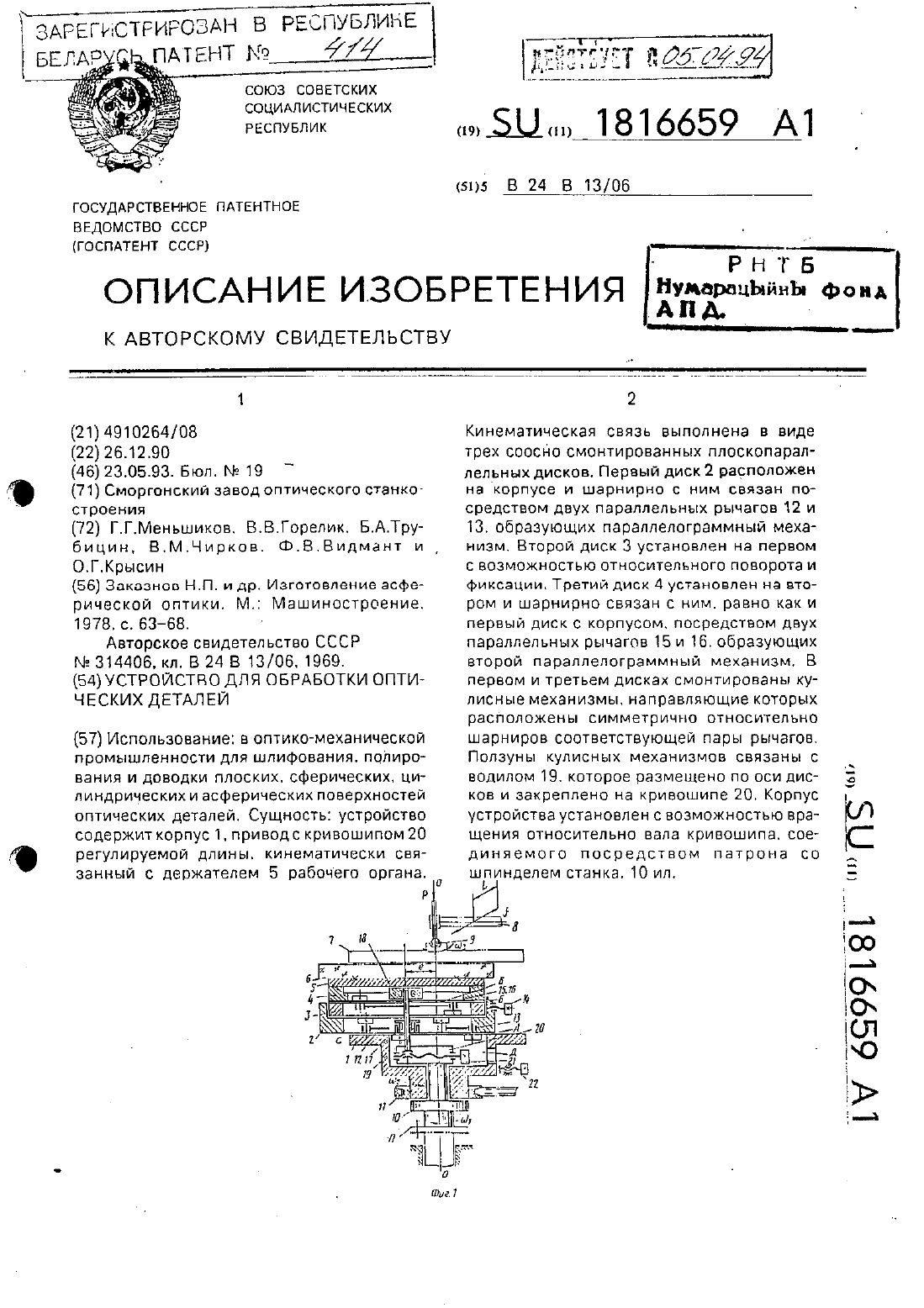
Текст:
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Способ изготовления оптических деталей
Номер патента: 443
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Мастюгин Л. И., Якимахо А. П.
МПК: B24B 1/00, B24B 13/00
Метки: оптических, деталей, изготовления, способ
Текст:
...инструмент на эпоксидной связке.зону обработки подают смазочио-охлаж ающую жидкость (СОЖ) при 153 ОС,прилагают давление, приводят в деиствие кинематическую часть станка и осуществляЮТ ПРОЦЕСС ШЛНфОВаНИЯ. ПОСЛЕ СНЯТИЯ ОСновной части припуска детали, не останавливая станка, вместо СОЖ при 1530 С подают СОЖ, нагретую до 4511 ОС. Инструмент разогревается, абразивные зерна вдавливаются в связку и продолжается процесс шлифования с меньшим...
Способ испытания материалов на полирующую способность
Номер патента: 442
Опубликовано: 30.03.1995
Автор: Амозов С. В.
МПК: B24B 1/00, G01N 19/02
Метки: испытания, способность, способ, полирующую, материалов
Текст:
...регулируют ее положение тремя центрирующими упорами (не показаны), на концах которых имеются ролики для исключения торможения этими упорами прижнмной планшайбы. Проверяют отсутствие торможения прижимной планшайбы упругим элементом 7, который установлен на прижимной планшайбе через упорный подшипник. - Таким образом. действующие при полировании через полировальнакн 3 на прижимную планшайбу-б силытрения компенсируются только упругой...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Рута С. А., Мастюгин Л. И., Минец В. В.
МПК: B24B 37/02
Метки: длинномерной, цилиндрической, обработки, способ, детали
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Способ шлифования поверхности стекла
Номер патента: 455
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Катюк А. В., Якимахо А. П.
МПК: B24B 1/00
Метки: способ, поверхности, стекла, шлифования
Текст:
...на подхннер- ной связке. В зону обработки подают горячую смазочноохлаждающую жидкость СОЖ. Подача СОЖ осуществляется таким образом, чтобы она равномерно оиывала обрабатываемую поверхность детали. После разогрева горячей смазочноохлаждающей жидкостью ЗБРЗЭИБНОГО слоя инструмента н детаЛИ до температуры стеклообразного состояния связки приводят в действие кинематическую часть станка н осущет ствляют процесс шлифования.Предлагаемы...
Способ торцового шлифования комбинированным инструментом
Номер патента: 451
Опубликовано: 30.03.1995
Авторы: Федоринчик В. А., Мастюгин Л. И., Никитин А. А., Лавров Л. П., Миткевич И. Н., Якимахо А. П.
МПК: B24B 13/00, B24B 11/00
Метки: шлифования, способ, комбинированным, инструментом, торцового
Текст:
...с усилием резаня Рдстд определяемы усилием упругиж деформаций системы СПИД,велчина которых уменьшается при съеме припуска попуска при вынаживанн вызывает уменьшение погрешности грубого шлифования по нсоте АЬст - Уменьшение упругих деформаций снстены СПД изменяет угол Ы междудвследствие чего образуется несферичностъ обрабатываемой поверхности детали-7 с погрешностью формы аВт вначапъный период выкаживанячасть 5 перемещают к детали 7 н...
Способ обработки цилиндрических поверхностей сквозных отверстий
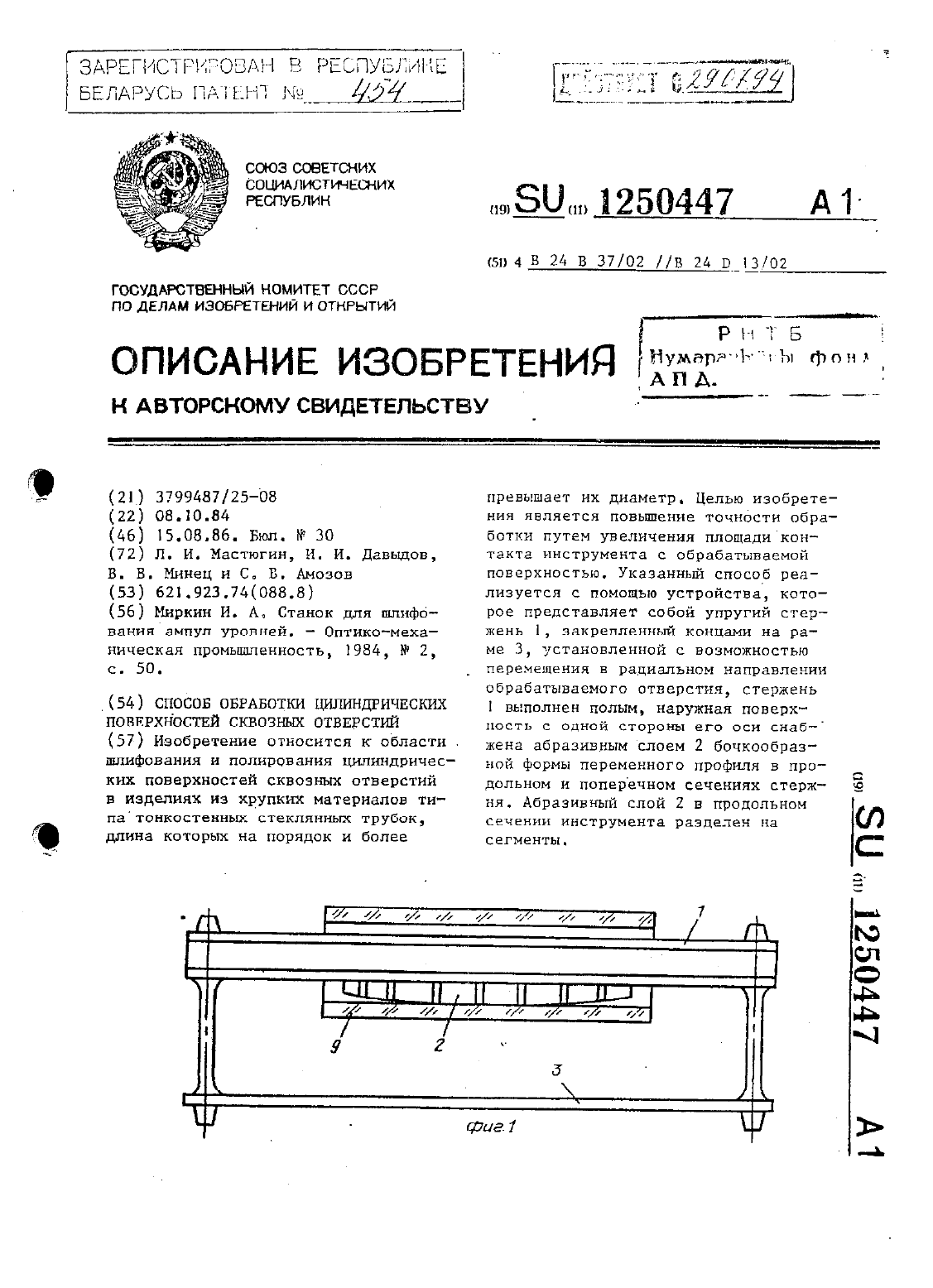
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Минец В. В., Амозов С. В., Давыдов И. И., Мастюгин Л. И.
МПК: B24B 37/02, B24D 13/02
Метки: поверхностей, обработки, отверстий, цилиндрических, способ, сквозных
Текст:
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...