Устройство для магнито-абразивной доводки рабочих кромок деталей и инструмента
Номер патента: 1949
Опубликовано: 30.12.1997
Текст
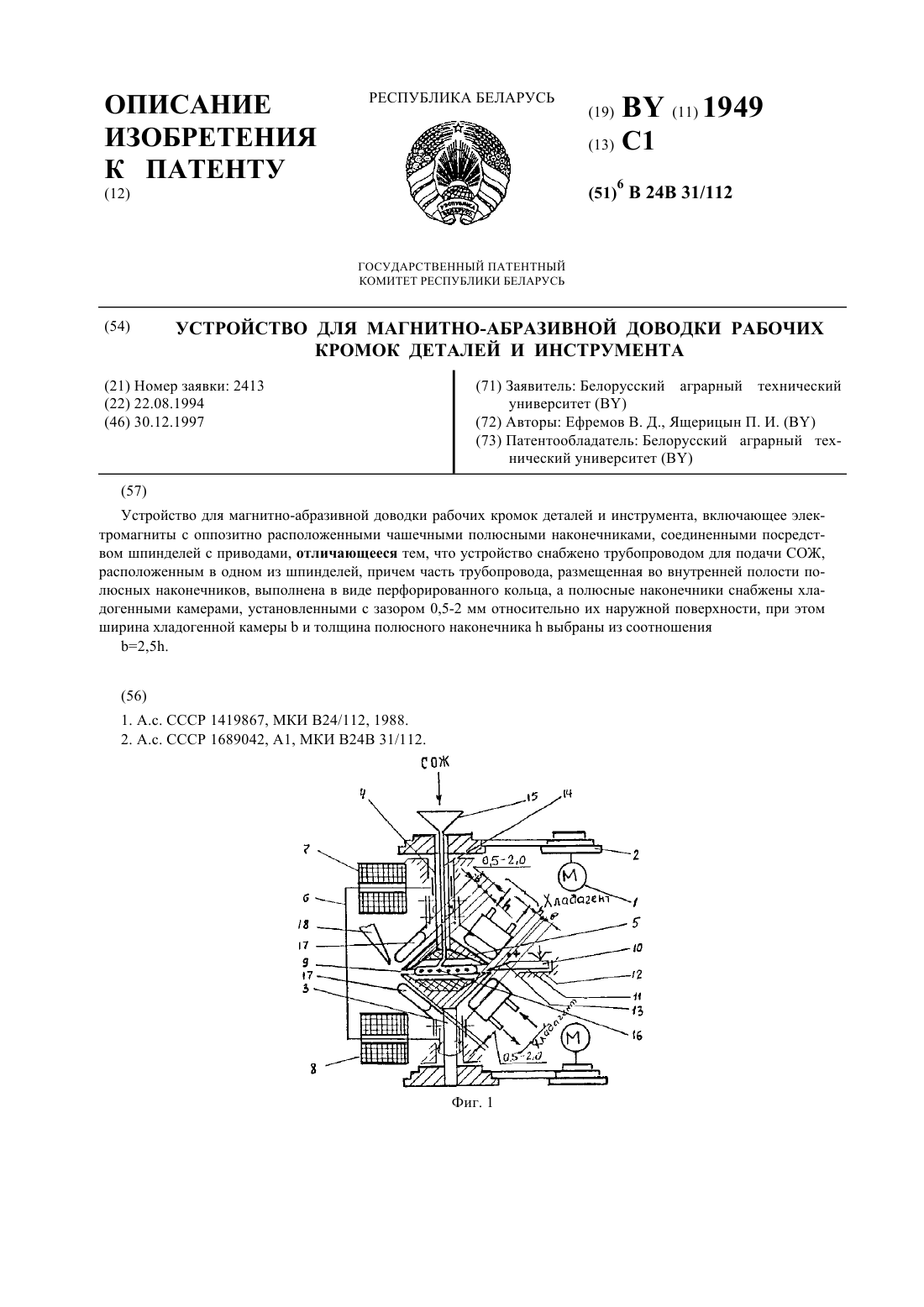
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ДОВОДКИ РАБОЧИХ КРОМОК ДЕТАЛЕЙ И ИНСТРУМЕНТА(71) Заявитель Белорусский аграрный технический университет(73) Патентообладатель Белорусский аграрный технический университет(57) Устройство для магнитно-абразивной доводки рабочих кромок деталей и инструмента, включающее электромагниты с оппозитно расположенными чашечными полюсными наконечниками, соединенными посредством шпинделей с приводами, отличающееся тем, что устройство снабжено трубопроводом для подачи СОЖ,расположенным в одном из шпинделей, причем часть трубопровода, размещенная во внутренней полости полюсных наконечников, выполнена в виде перфорированного кольца, а полюсные наконечники снабжены хладогенными камерами, установленными с зазором 0,5-2 мм относительно их наружной поверхности, при этом ширина хладогенной камерыи толщина полюсного наконечникавыбраны из соотношения 2,5. 1949 1 Изобретение относится к технологии машиностроения и может быть использовано для заострения или притупления рабочих кромок, а также финишной обработки поверхностей или граней образующие рабочие кромки лезвий деталей и инструмента. Одной из актуальных задач при доводке кромок лезвий является повышение производительности обработки. Известное устройство для магнитно-абразивной доводки (МАД) (из способа магнитно-абразивной обработки режущих инструментов) включает синхронно-вращающиеся полюсные наконечники магнитной системы, развернутые так, что в плоскости, проходящей через их оси вращения и параллельной кромке инструмента в зоне обработки, торцы полюсных наконечников образуют угол 10-12 1. Это конструктивное изменение повышает плотность магнитно-абразивного материала (МАМ) в зоне минимального рабочего зазора между полюсами, что приводит к увеличению съема припуска. Однако, в связи с значительным колебанием величины снимаемого припуска (даже при одном методе обработки) жесткость магнитно-абразивного материала остается недостаточной, что снижает производительность обработки. Наиболее близким техническим решением является устройство для доводки лезвий режущих инструментов (из способа обработки лезвий режущих инструментов), включающее электромагнит с синхронно вращающимися полюсными наконечниками от электродвигателей, соединенных со шпинделями, трубопровод для подачи смазочно-охлаждающей жидкости (СОЖ) и средство для подачи МАМ 2. Недостатком является то, что плотность МАМ остается низкой для стабильного снятия припуска в единицу времени. Задачей заявляемого решения является повышение производительности при формировании рабочей кромки за счет увеличения плотности МАМ. Решение задачи достигается тем, что устройство для магнитно-абразивной доводки рабочих кромок деталей и инструмента, включающее электромагниты с оппозитно расположенными чашечными полюсными наконечниками,соединенными посредством шпинделей с приводами, устройство снабжено трубопроводом для подачи СОЖ, расположенным в одном из шпинделей, причем часть трубопровода, размещенная во внутренней полости полюсных наконечников выполнена в виде перфорированного кольца, а полюсные наконечники снабжены хладогенными камерами, установленными с зазором 0,5-2 мм относительно их наружной поверхности, при этом ширина хладогенной камерыи толщина полюсного наконечникавыбраны из соотношения 2,5. На фиг.1 представлен общий вид предложенного устройства. Устройство для магнитно-абразивной доводки рабочих кромок деталей и инструмента состоит из двух, связанных приводом вращения 1 со шкивами 2, шпинделями нижним 3 и верхним 4 с полюсными наконечниками 5 тарельчатой формы с торцовыми, оппозитно расположенными рабочими поверхностями. Шпиндели 3, 4 связаны магнитопроводом 6 с закрепленными на нем электромагнитными катушками 7, 8. Рабочий зазор 9 между полюсными наконечниками заполнен МАМ. Электромагнитные катушки 7, 8 связаны с полюсными наконечниками 5 скользящим контактом через магнитопровод 6. Обрабатываемое лезвие 10, с углом заострения , перемещается в рабочем зазоре 9 полюсных наконечников 5. Своей нижней гранью 11 обрабатываемое лезвие 10 базируется на немагнитной подложке 12. Доводку осуществляют по граням 11 и 13. В отверстии полого верхнего шпинделя 4 находится трубопровод 14 с приемной воронкой 15 для подачи СОЖ, нижний край которого образует перфорированную торроидальную оболочку 16 в зоне рабочего зазора 9 для подвода туда СОЖ. С наружной стороны каждого полюсного наконечника 5 на расстоянии 0,5-2 мм от наружной поверхности полюсных наконечников установлены неподвижно хладогенные камеры 17. МАМ подается в рабочий зазор 9 периодически с помощью автоматического дозатора порошка 18. Устройство работает следующим образом. После включения привода вращения 1 через шкивы 2 и клиноременную передачу, совместно со шпинделями 3, 4 получают вращение полюсные наконечники 5. Одновременно магнитопровод 6, от электромагнитных катушек 7, 8 подают магнитную энергию,концентрируемую в рабочем зазоре 9, заполненном МАМ. От величины силы тока изменяется напряженность магнитного поля в рабочем зазоре и МАМ, расположенная в нем, уплотняется, образуя магнитноабразивную щетку - режущий инструмент, необходимый для съема припуска на лезвии 10 и его гранях 11 и 13. По трубопроводу 14 через воронку 15 подается СОЖ, которая, проходя по перфорированной торроидальной оболочке 16 попадает в рабочую зону 9. В результате действия центробежных сил, от вращающихся полюсных наконечников 5, жидкость равномерно пропитывает МАМ. Одновременно по хладогенным камерам 17 прокачивается охлаждающая среда (например, фреон), находясь на расстоянии 0,5-2 мм от наружной поверхности полюсных наконечников 5, последние, охдаждаясь сами, охлаждают подаваемым средством 19 МАМ и СОЖ. Водная составляющая СОЖ, находясь в зазорах между МАМ, охлаждается до замерзания, чем уплотняет и усиливает жесткость МАМ. Последний увеличивает величину съема материала в единицу времени, чем повышает производительность доводки. 2 1949 1 Для получения необходимой степени замораживания хладогент подается под давлением, регулируя которое, можно обеспечить требуемую плотность МАМ. Лезвие 10, перемещаясь в рабочем зазоре 9 между полюсными наконечниками 5 способствует быстрому съему заусенца, скруглению или заострению рабочей кромки. После окончания обработки прекращается подача хладогента, затем СОЖ и МАМ далее останавливают вращение шпинделей, прекращается питание электромагнитных катушек. Расход подаваемой СОЖ не должен превышать необходимое увлажнение МАМ, обеспечивающее надежное смачивание и примораживание порошков. При этом первоначально расход СОЖ может меняться в зависимости от величины рабочего зазора между полюсами электромагнита и объема МАМ. Последующий расход СОЖ должен находиться в пределах 0,01-0,03 л/мин. Нижний предел расхода СОЖ ограничивается минимальным количеством жидкости, равномерно расположенном в МАМ и находящемся в рабочем зазоре, позволяет осуществить замораживание всего объема материала без локально-незамороженных участков. Верхний предел ограничивается поддержанием режущей способности МАМ, существенно снижающейся из-за увеличения объема жидкой составляющей. В результате, применяя оптимальную подачу СОЖ можно достигнуть высокой степени замораживания (уплотнения МАМ) и увеличения съема, что позволяет повысить производительностъ обработки. Хладогент по трубопроводу поступает под давлением 0,15-0,2 атм по замкнутому контуру. Будучи максимально приближенным к наружной поверхности полюсных наконечников обеспечивается требуемая плотность замораживания водной составляющей и МАМ. Зазор между хладогенными камерами и наружной поверхностью полюсных наконечников установлен экспериментально и находится в пределах 0,5-2 мм. Нижний предел не позволяет осуществить затвердевание МАМ совместно с водной составляющей СОЖ до состояния, при котором в зоне контакта с поверхностью снимаемого припуска не будет происходить нагрев (от трения), достаточный для осцилирования зерен и возможностью участия в резании субмикронеровностей, имеющихся на поверхности зерен магнитноабразивного материала. Верхний предел ограничивается появлением локальных незамороженных участков. При этом отношение толщин стенки полюсного наконечникаи ширины хладогенной камеры (в) должно быть равно 1-2,5. Нижний предел отношения позволяет надежно осуществить промораживание МАМ и СОЖ в рабочей зоне полюсных наконечников, чем обеспечивает повышенную жесткость МАМ и как результат, повышение производительности. Верхний предел отношения допускает наличие частично непромороженных участков в рабочей зоне полюсных наконечников. Изменение давления хладогента в камере способствует регулированию плотности замораживания СОЖ и МАМ. Причем, нижний предел давления (0,15 атм) характеризует возможность надежно охлаждать и обеспечивать стабильное уплотнение массы в рабочем зазоре, а верхний (0,2 атм) - ограничивает возможность изменения ориентации зерен порошков под воздействием сил резания в рабочем зазоре. Последовательность увеличения плотности МАМ с учетом замораживания водной составляющей заключается в том, что в начале МАМ подвергают действию магнитного поля, в результате которого происходит некоторое уплотнение массы МАМ, находящейся в рабочей зоне за счет энергии магнитного поля, затем водная СОЖ и подающийся хладогент способствует достижению повышенного уплотнения МАМ за счет замораживания водной составляющей СОЖ. При работе наружный участок МАМ находится в уплотненном состоянии. Предложенное устройство реализовано при доводке сегментов режущего аппарата сельскохозяйственных машин. Проведенные испытания, а также исследования показали, что производительность обработки в заявляемом устройстве повышает производительность в 1,5-2 раза. оставитель Т.С. Волосевич Редактор В.Н. Позняк Корректор Т.Н. Никитина Заказ 7003 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B24B 31/112
Метки: рабочих, деталей, магнито-абразивной, кромок, устройство, доводки, инструмента
Код ссылки
<a href="https://by.patents.su/3-1949-ustrojjstvo-dlya-magnito-abrazivnojj-dovodki-rabochih-kromok-detalejj-i-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнито-абразивной доводки рабочих кромок деталей и инструмента</a>
Направляющее устройство машины для контактной сварки кромок цилиндрической заготовки (его варианты)
Номер патента: 1280
Опубликовано: 16.09.1996
Автор: Томас Джейс Хартц
МПК: B23K 41/06, B23K 37/04
Метки: его, варианты, кромок, устройство, машины, направляющее, сварки, контактной, заготовки, цилиндрической
Текст:
...определенные части машины не показаны в целях наглядности изображения.ФигА - вид сбоку 2. образной крестовины направляющего устройства по настоящему изобретению.Фиг.5 - вид в плане 2 образной крестовины на фиг.4, определенные части не показаны в целях наглядности изображения.Фиг.6 - поперечный разрез по линии 311-71 на фиг.5.Фиг.7- поперечный разрез по линии УП-УП на фиг.4.Фиг.8- вид с правого конца крестовины на фиг.4.ПРИНЦИПЫ НЗСТОЯЩСГО...
Устройство для обработки оптических деталей
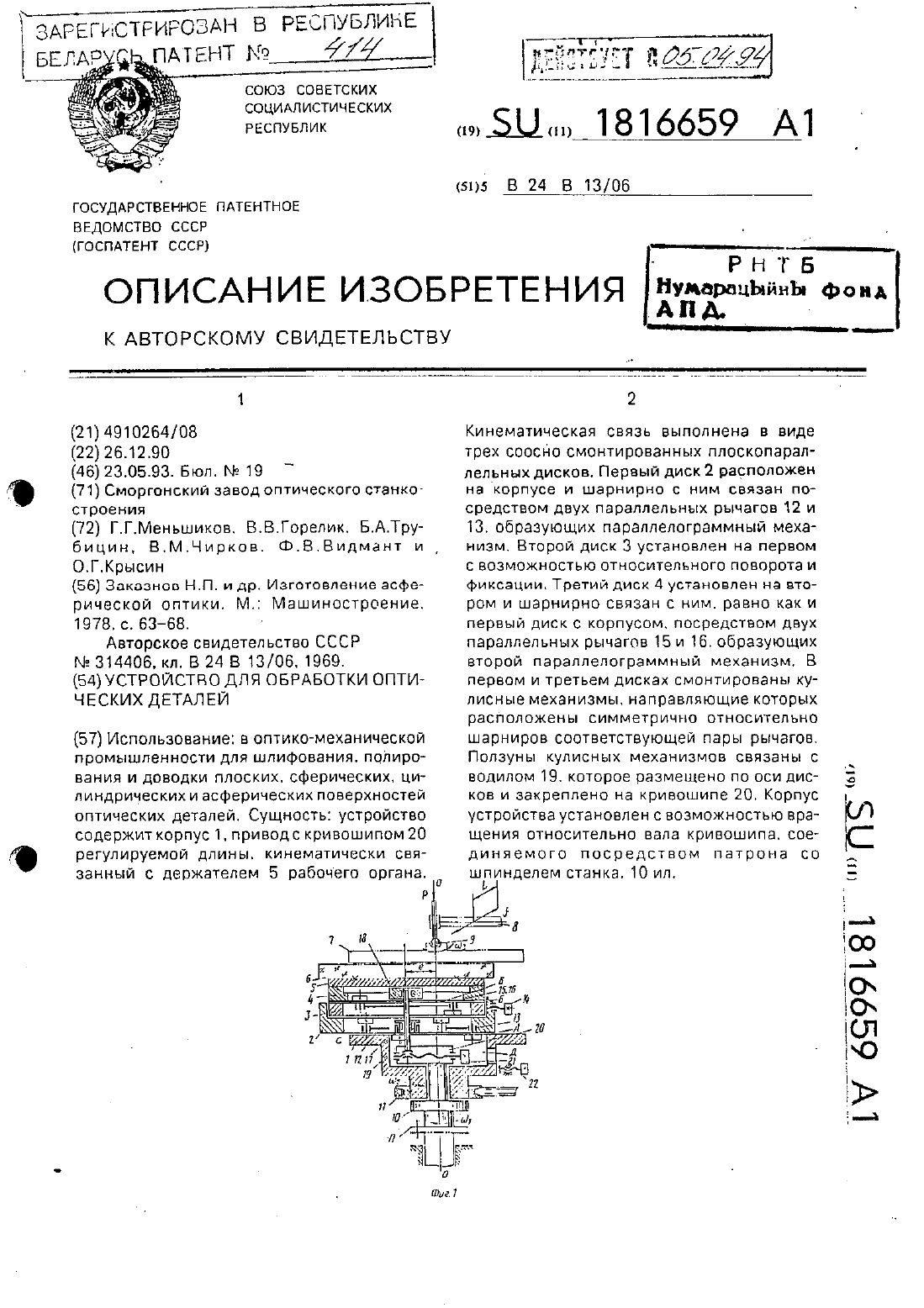
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Крысин О. Г., Чирков В. М., Горелик В. В., Трубицин Б. А., Меньшиков Г. Г., Видмант Ф. В.
МПК: B24B 13/06
Метки: деталей, обработки, устройство, оптических
Текст:
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Устройство для разъемного соединения инструмента и держателя обжимного пресса
Номер патента: 1031
Опубликовано: 14.03.1996
Авторы: Герхард Хайтце, Хорст Графе
МПК: B30B 15/02, B21J 13/02
Метки: обжимного, устройство, инструмента, пресса, разъемного, держателя, соединения
Текст:
...взаимодействия торцом, обращенным в сторону головки стержня, с пакетом тарельчатых пружин, а поворачивающее устройство выполнено в виде закрепленного на стержне рычага, соединенного с управляемым приводом в виде цилиндра, при этом центрирующий паз на инструменте расположен, по меньшей мере, на одной из его полок, а центрирующий элемент выполнен в виде закрепленного на держателе посадочного пальца.Согласно варианту изобретения, в...
Устройство для изготовления трубчатых гофрированных деталей
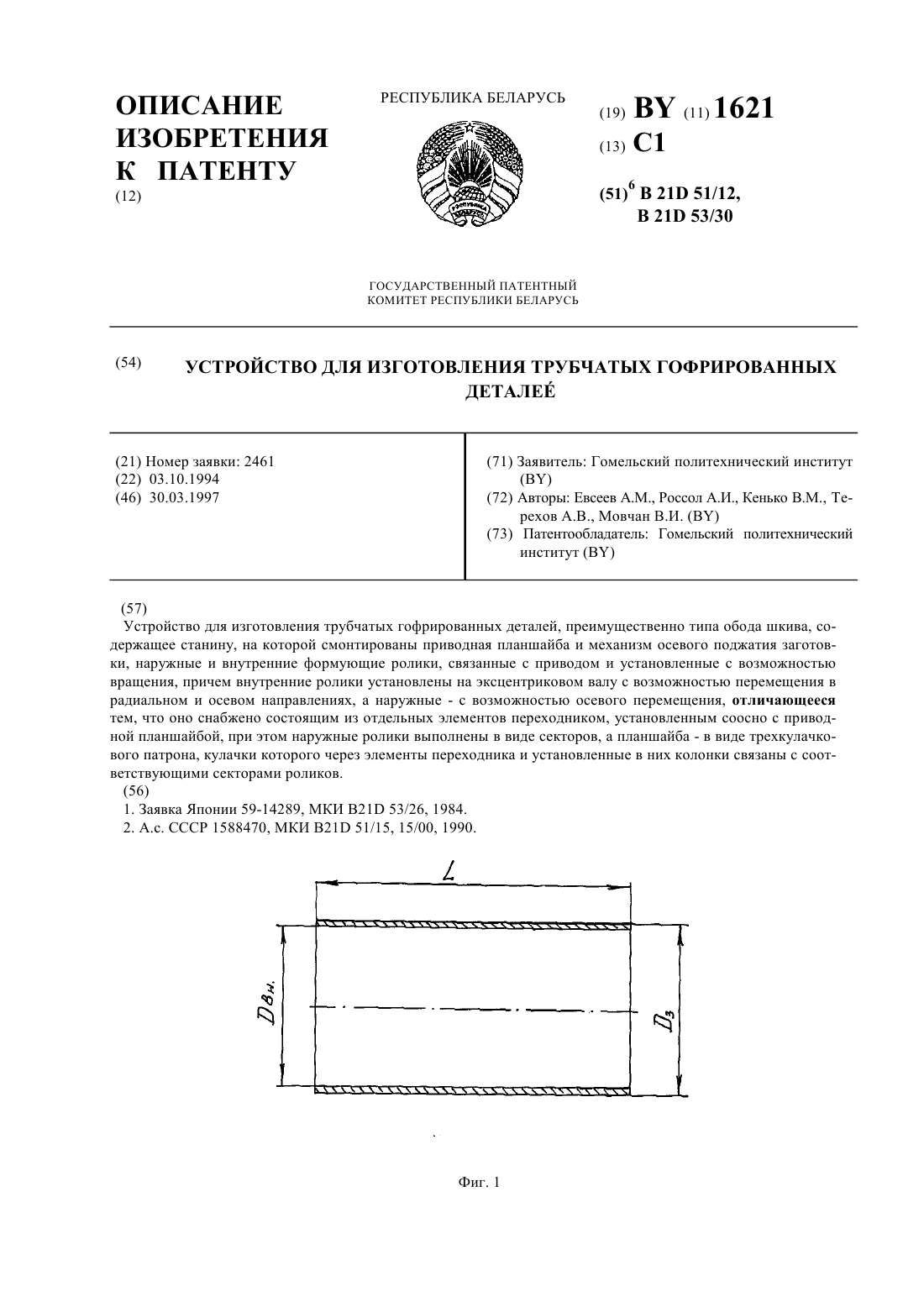
Номер патента: 1621
Опубликовано: 30.03.1997
Авторы: Евсеев Александр Михайлович, Терехов Анатолий Васильевич, Мовчан Вячеслав Иванович, Кенько Виктор Михайлович, Россол Александр Иванович
МПК: B21D 53/30, B21D 51/12
Метки: гофрированных, трубчатых, изготовления, устройство, деталей
Текст:
...поверхности, оставаясь постоянными по радиусу до получения конечной детали, а внутренние ролики 8, 9 и 10 касаются внутренней поверхности исходной заготовки, установленные в положение расчетного шага Т, удерживаются пластинчатыми пружинами 11, 12 и 13, насаженными на вал 14. За 2 1621 1 данное расстояние Т выдерживается при помощи пружин 15. Ролики 8, 9 и 10 насажены на эксцентриковый вал 16 с возможностью свободного осевого перемещения....
Бандаж рабочих лопаток колеса паровой турбины
Номер патента: 18
Опубликовано: 30.05.1994
Авторы: Житин Владлен Иванович, Яковлев В. К.
МПК: F01D 5/22
Метки: паровой, турбины, лопаток, колеса, бандаж, рабочих
Текст:
...паровых турбин. Бандаж содержит бандажную ленту, в которой вдоль средних линий тока рабочей среды в межпоПЭТОЧНЫККЭИЭДЭХ ВЫПОЛНЕНЫ СКВОЗНЫВ ОТ верстия. способствующие за счет образования струй рабочего тела удалению подбандажных отложений. 2 ил.При работе турбины под бандажной лентой 2 происходит отложение окислов металлов. солей и пр. (см. пр. В. фиг. 2). При наличии в бандажной ленте 2 отверстий 4 при градиенте давления рабочей среды....
Предыдущий патент: Способ изготовления биоволокнистого материала и устройство для его осуществления
Следующий патент: Литьевая форма с двухступенчатой системой выталкивания
Случайный патент: Экспандер с конусообразным формующим элементом