Масса для изготовления абразивного инструмента
Номер патента: 1727
Опубликовано: 30.09.1997
Авторы: Мельниченко Игорь Михайлович, Близнец Михаил Михайлович, Лазаретов Леонид Иванович, Дробышевская Наталья Евгеньевна, Подденежный Евгений Николаевич
Текст
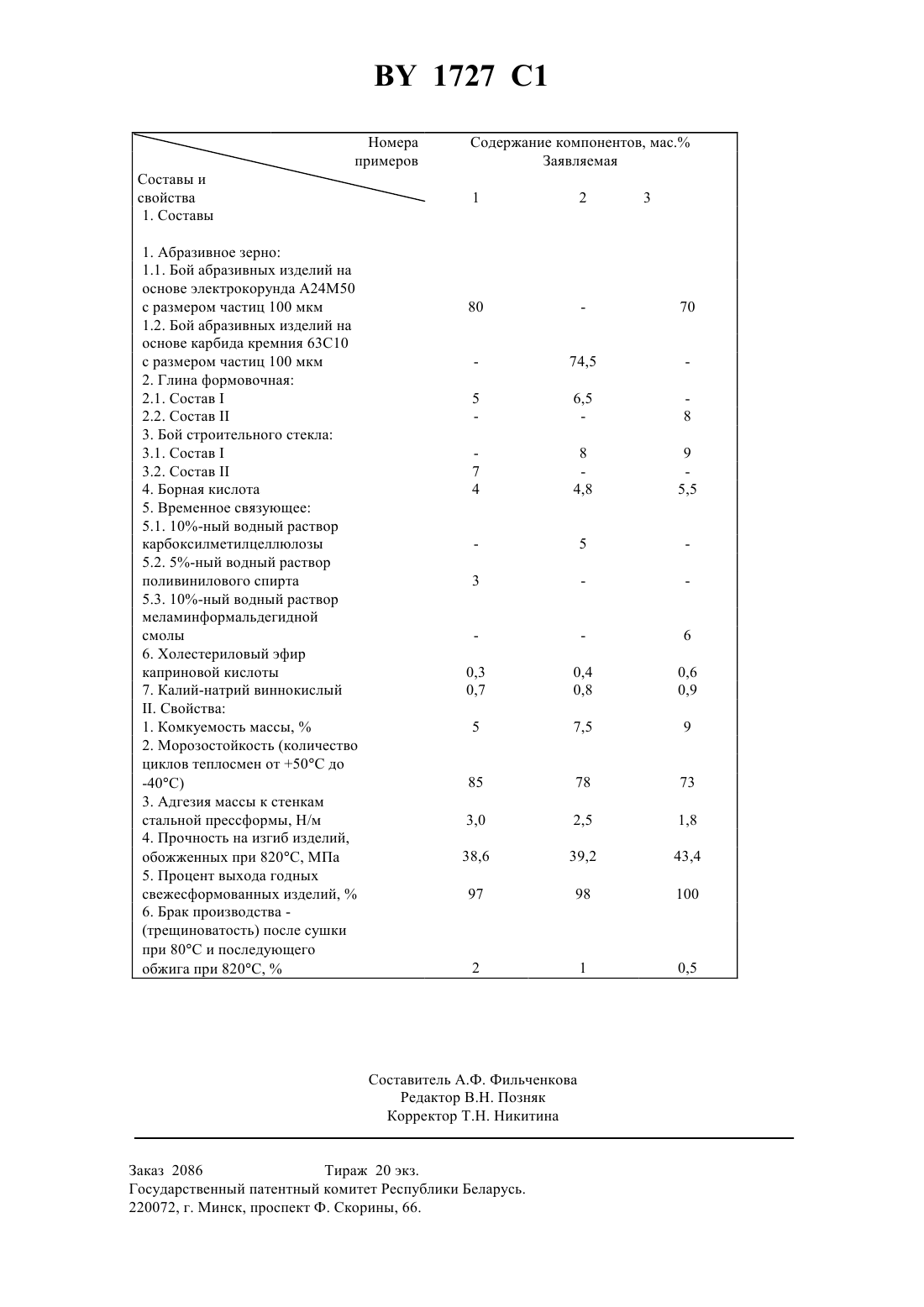
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА(73) Патентообладатель Мельниченко Игорь Михайлович, Подденежный Евгений Николаевич, Близнец Михаил Михайлович,Лазаретов Леонид Иванович, Дробышевская Наталья Евгеньевна(57) Масса для изготовления абразивного инструмента, содержащая абразив, стеклокерамическую связку и временное связующее, отличающаяся тем, что в качестве абразива она содержит бой абразивных изделий, в качестве стеклокерамической связки - глину формовочную, бой строительного стекла и борную кислоту, а в качестве временного связующего - или 10-ный водный раствор карбоксиметилцеллюлозы, или 5-ный водный раствор поливинилового спирта, или 10-ный водный раствор меламинформальдегидной смолы, и дополнительно - холестериловый эфир каприновой кислоты и калий-натрий виннокислый при следующем соотношении компонентов, мас. бой абразивных изделий 70-80 глина формовочная 5-8 бой строительного стекла 7-9 борная кислота 4-5,5 временное связующее 3-6 холестериловый эфир каприновой кислоты 0,3-0,6 калий-натрий виннокислый 0,7-0,9. Изобретение относится к производству абразивных инструментов на керамической связке, которые могут быть использованы для силового обдирочного шлифования различного вида проката черных металлов и для виброшлифования всевозможных металлических изделий машин. Известна масса для абразивных инструментов, содержащая абразив и стеклокерамическую связку, включающую глину и измельченное стекло 1. Процесс изготовления заготовок из известного состава характеризуется низким выходом годных изделий, обусловленным как высокой адгезией массы к металлической прессформе, так и ее комкуемкостью, что приводит к получе 1727 1 нию неоднородных по объему заготовок, к их разрушению вследствие образования трещин при извлечении заготовок из прессформы. Использование в известной массе в качестве компонентов керамической связки глины, полевого шпата и фритты обуславливает высокую температуру обжига заготовок, а значит, высокие энергозатраты при изготовлении изделий. Наиболее близкой к предлагаемой является масса для изготовления абразивного инструмента, содержащая абразив, стеклокерамическую связку и временное связующее 2. Использование в качестве временного связующего полиформальдегидных смол обуславливает высокую адгезию массы к стенкам прессформы, а в сочетании со стеклокерамическими связками типа СК-1, СК-3,СК-7 достаточно высокую степень комкуемости массы, причем, как было установлено, введение аэросила не устраняет комкуемость. Высокая адгезия к стенкам прессформы и комкуемость ограничивают выход годных свежесформированных заготовок за счет появления трещин и дефектов при выпрессовке заготовок из прессформы. Указанные дефекты ограничивают возможность снижения брака производства абразивного инструмента. Известная масса обладает также недостаточной морозостойкостью, что снижает качество сформованных заготовок в процессе хранения при циклической смене отрицательных температур на положительные. Необходимость применения микропорошков абразива из алмаза, карбида кремния, а также тугоплавких соединений в составе керамических связок не способствует удешевлению абразивного инструмента, изготовленного из известной массы. Кроме того, известная масса требует продолжительного обжига заготовок, что ограничивает производительность получения абразивного инструмента. Предлагаемая масса обеспечивает получение сформованных абразивных инструментов на керамической связке. Технический результат, достигаемый изобретением, заключается в снижении брака при производстве абразивного инструмента (трещиноватость после сушки и последующего обжига) за счет повышения процента выхода годных свежесформованных заготовок путем снижения адгезии массы к стенкам прессформы и уменьшения ее комкуемости. Кроме этого, обеспечиваются дополнительные технические эффекты, заключающееся - в сохранении формы заготовками, изготовленными из разработанной массы при циклическом охлаждении - нагреве от 50 до -40 С, что обеспечивает возможность хранения свежесформованных заготовок в естественных условиях более длительный срок перед сушкой в сравнении с заготовками, изготовленными из известных масс - в сокращении продолжительности обжига. Указанный технический результат достигается тем, что в массу для изготовления абразивного инструмента, включающую абразив, стеклокерамическую связку и временное связующее, вводят в качестве абразива - бой абразивных изделий, в качестве стеклокерамической связки - глину формовочную, бой строительного стекла и борную кислоту, а в качестве временного связующего - или 10-ный водный раствор карбоксилметилцеллюлозы, или 5-ный водный раствор поливинилового спирта, или 10-ный водный раствор меламинформальдегидной смолы и дополнительно - холестериловый эфир каприновой кислоты и калий-натрий виннокислый. При этом масса для изготовления абразивного инструмента содержит указанные компоненты в следующем соотношении, мас.,бой абразивных изделий 70-80 глина формовочная 5-8 бой строительного стекла 7-9 борная кислота 4-5,5 временное связующее 35 холестериловый эфир каприновой кислоты 0,3-0,6 калий-натрий виннокислый 0,7-0,9. В качестве абразивного зерна использовали бой изношенных абразивных изделий на основе электрокорунда (ОСТ 2 МТ 71-5-84) или карбида кремния (ГОСТ 26327-84) с остатками связки, например, бой кругов шлифовальных (ГОСТ 2424-83), бой головок шлифовальных (ГОСТ 2447-82), бой брусков шлифовальных(ГОСТ 2456-82) и бой сегментов шлифовальных (ГОСТ 2464-82). При этом использовали фракции боя абразивных изделий, зернистость которых соответствовала ГОСТ 3647-80. В качестве связки для абразивного зерна выбрана керамическая связка на основе формовочной глины(ГОСТ 3226-89), боя строительного стекла (ГОСТ -90) и борной кислоты (ГОСТ 18704-78), обладающая относительно высокими термостойкостью и прочностными свойствами. При этом в качестве формовочной глины были использованы глины следующего состава, мас. состав 57,592 10,0723 11,6323 4,94 СаО 3,33 О 4,75(22) 7,69 прочие примеси состав 56,362 14,3023 6,0523 0,642 5,15 СаО 2,75 О 2,132 0,73 2 3,183 8,71 прочих примесей. В качестве боя стекла был использован бой листового строительного стекла следующего состава, мас. 1727 1 состав 682 1423 12 СаО 4 О 223 состав 72,62 13,72 8,5 3,7 1,5(2323). Повышение морозостойкости свежесформованных заготовок (количество циклов при нагревеохлаждении заготовок от -40 С до 50 С и наоборот) достигали введением в связку калия-натрия виннокислого (ТУ 6-09-07-1170-79), холестерилового эфира каприновой кислоты (ТУ 6 П-68-72) и временного связующего. При этом в качестве временного связующего использовали 10 ный водный раствор карбоксилметилцеллюлозы (ТУ 6-48-781-83), 5-ный водный раствор поливинилового спирта (ГОСТ 1077978) и 10-ный водный раствор меламинформальдегидной смолы (ТУ 6-10-758-74). Введение указанных модификаторов в сочетании с временным связующим способствует также снижению комкуемости массы при хранении, уменьшению дефектности свежесформованных изделий за счет уменьшения адгезии массы к материалу прессформы. Технология получения массы для изготовления абразивного инструмента состояла в следующем. Вначале смешивали дисперсные бой абразивных изделий, формовочную глину, бой строительного стекла, борную кислоту и калий-натрий виннокислый. После этого холестериловый эфир каприновой кислоты смешивали с временным связующим и полученный раствор вводили в смесь порошков, перемешивали смесь и тщательно гомогенизировали. Полученную массу использовали для изготовления абразивного инструмента как непосредственно после получения, так и после хранения. Абразивные изделия изготавливали следующим образом. Смесь помещали в прессформу и формовали заготовки при нагрузке прессования 5300 кГс. Отпрессованные изделия извлекали из прессформы и помещали в термошкаф, в котором сушили заготовки при температуре 80 С в течение 2 часов. После этого высушенные заготовки помещали в электропечь, где их обжигали при температуре 820 С в течение 2 часов. По описанной технологии сформованы заготовки для абразивных брусков размером 150 х 25 х 10 мм, применяемых при шлифовании сталей. Составы масс, свойства абразивных материалов, полученных из заявляемых составов приведены в таблице. Комкуемость массы определяли по количеству окатышей, появляющихся при хранении массы в затаренном состоянии в течение трех месяцев. Морозостойкость свежесформованных заготовок определяли путем резкой смены плюсовых и минусовых температур. Для этого образцы помещали в термоклав , где выдерживали при 50 С в течение суток, затем переносили в холодильную камеру 250/70 и выдерживали при-40 С в течение 9 часов. Затем холодильник с образцами отключали на 15 часов и образцы отдыхали. После этого процесс повторялся сначала. Морозостойкость образцов оценивали по количеству циклов испытания до появления трещин на поверхности заготовок. Адгезию массы к стенкам прессформы оценивали методом срезания ножом-резцом с поверхности пластины, изготовленной из металла, идентичного материалу прессформы (см. книгу Санжаровский А.Т. Методы определения механических и адгезионных свойств покрытий. М., Наука, 1974. С.102-105). Для этого на стальную пластину напрессовывали покрытие из абразивной массы толщиной 3 мм при давлении 5300 кГс, которое после сушки при 80 С в течение 2 часов подвергали испытанию. Годность свежесформованных изделий оценивали по потере формы заготовкой, наличию трещин и других дефектов. Брак изделий после сушки и обжига оценивали по наличию трещин, раковин и других дефектов. 1727 1 Номера примеров Составы и свойства 1. Составы 1. Абразивное зерно 1.1. Бой абразивных изделий на основе электрокорунда А 24 М 50 с размером частиц 100 мкм 1.2. Бой абразивных изделий на основе карбида кремния 63 С 10 с размером частиц 100 мкм 2. Глина формовочная 2.1. Состав 2.2. Состав 3. Бой строительного стекла 3.1. Состав 3.2. Состав 4. Борная кислота 5. Временное связующее 5.1. 10-ный водный раствор карбоксилметилцеллюлозы 5.2. 5-ный водный раствор поливинилового спирта 5.3. 10-ный водный раствор меламинформальдегидной смолы 6. Холестериловый эфир каприновой кислоты 7. Калий-натрий виннокислый. Свойства 1. Комкуемость массы,2. Морозостойкость (количество циклов теплосмен от 50 С до-40 С) 3. Адгезия массы к стенкам стальной прессформы, Н/м 4. Прочность на изгиб изделий,обожженных при 820 С, МПа 5. Процент выхода годных свежесформованных изделий,6. Брак производства (трещиноватость) после сушки при 80 С и последующего обжига при 820 С,оставитель А.Ф. Фильченкова Редактор В.Н. Позняк Корректор Т.Н. Никитина Заказ 2086 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B24B 3/14, C04B 35/10
Метки: инструмента, абразивного, масса, изготовления
Код ссылки
<a href="https://by.patents.su/4-1727-massa-dlya-izgotovleniya-abrazivnogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Масса для изготовления абразивного инструмента</a>
Масса для изготовления абразивного шлифовального инструмента
Номер патента: 458
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Мастюгин Л. И., Медведев В. Б., Мороз В. В.
МПК: B24D 3/34
Метки: абразивного, шлифовального, инструмента, изготовления, масса
Текст:
...помещают в пресс-форму. формуют при комнатной температуре с последующей термической обработкой при 100120 С в течение 824 ч.Для выяснения стабильности режущих свойств инструмента. иаготовленногомз предлагаемой абразивной массы и сравнения зтих свойств со свойствами инструмента. изготовленного из массы-прототипа. было изготовлено 6 образцов инструмента,содержащих эпоксидную смолу ГОСТ 10581584. полизтиленполиамин ТУ б 02594-80, алмазный...
Масса для изготовления абразивного инструмента
Номер патента: 444
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Катюк А. В., Мороз В. В., Минец В. В., Купчик П. В.
МПК: B24D 3/34
Метки: изготовления, масса, абразивного, инструмента
Текст:
...придает ей ВНТИСВПТИЧВСКИВ СБОЙСТВВ. у В предложенном составе в качестве аб разива применяется алмазный порошок. гексогональный нитрид бора. кубический НИТрИд бора, В КЭЧЗСТВЕ НЗПОЛНИТЭЛЯ ИСользуются полирит каолин. порошки металлов с размером частиц 0.02200 мкм. а также полимерные материалы. например,полиэтилен. фторопласт. капрон с размером частиц не более 8 мм. либо смеси указанных веществ. Для получения инстру мента из предложенной массы...
Масса для изготовления абразивного инструмента
Номер патента: 446
Опубликовано: 30.03.1995
Авторы: Давыдов И. И., Якимахо А. П., Мастюгин Л. И.
МПК: B24D 3/34
Метки: масса, абразивного, инструмента, изготовления
Текст:
...веществом по отношению к обрабатьшаемой поверхностнд снижает усилие резания, сокращает износ абразивныш зерен. 30 В результате введения в массу фосфата аммония повышается износостойкость инструмента. Порообразователь может использоваться в виде кристал лов или гранул размером 0015 мм.Гранулированный полиэтилен используется в качестве антифрикционного материалаего может заменить фторопласт, полистирол и дРУгие полимеры. Эпонсидная...
Формовочная смесь для изготовления абразивного инструмента
Номер патента: 1620
Опубликовано: 30.03.1997
Авторы: Ахраменко Николай Арсеньевич, Близнец Михаил Михайлович, Дробышевская Наталья Евгеньевна, Подденежный Евгений Николаевич, Лазаретов Леонид Иванович, Мельниченко Игорь Михайлович
МПК: B24D 3/14, C04B 35/10
Метки: изготовления, абразивного, инструмента, формовочная, смесь
Текст:
...среды. При этом отпадает ведаходимость в исполъзовании первичных образных порошков, что уменьшает их расход при изготовлении абразивного инструмента. При введении в формовочнуто массу шлама вьппе оптимальной концентрации снижает прочность абразивного инструмента, а ниже огпщлальной концентрации - уменьшает режущую способность изделий.В качестве связки для абразивного зерна выбрана керамическая связка на основе формовочной глины (ГОСТ...
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Филонов И. П., Амозов С. В., Минец В. В., Мастюгин Л. И.
МПК: B24D 18/00
Метки: инструмента, изготовления, способ, абразивного
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Предыдущий патент: Устройство для пальцевой реографии
Следующий патент: Полимерная антифрикционная композиция
Случайный патент: Способ получения теплозащитного покрытия