B24D 18/00 — Изготовление шлифовальных инструментов, например кругов, не отнесенных к другим рубрикам
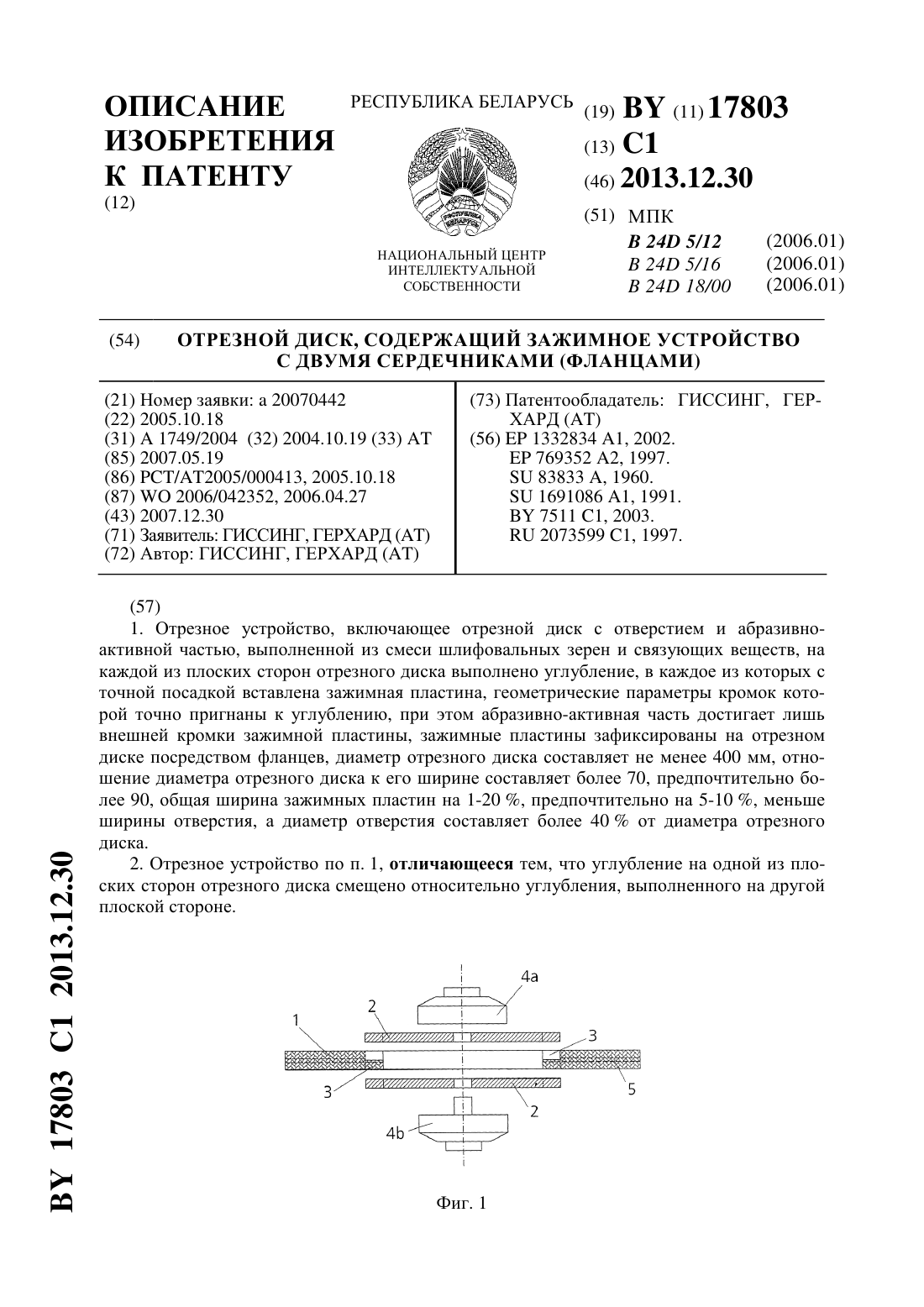
Отрезной диск, содержащий зажимное устройство с двумя сердечниками (фланцами)
Номер патента: 17803
Опубликовано: 30.12.2013
Авторы: ГИССИНГ, ГЕРХАРД
МПК: B24D 5/16, B24D 18/00, B24D 5/12...
Метки: диск, содержащий, зажимное, двумя, фланцами, сердечниками, отрезной, устройство
Текст:
...варианте осуществления изобретения зажимные пластины имеют профилированную, или перфорированную, или рифленую, или плоскую поверхность. Предпочтительно зажимные пластины выполнены из углеродного волокна, или высокопрочного армированного синтетического материала, или цветного металла, или титана. Также предпочтительно в зажимных пластинах выполнены прорези 2 и/или дополнительные отверстия 2 для дополнительной фиксации зажимных пластин...
Способ получения абразивного изделия
Номер патента: 16694
Опубликовано: 30.12.2012
Авторы: Сачава Дмитрий Григорьевич, Фомихина Ирина Викторовна, Григорьев Сергей Владимирович, Жук Андрей Евгеньевич, Ковалевский Виктор Николаевич, Ковалевская Анна Викторовна, Алексеев Юрий Геннадьевич
МПК: B24D 18/00
Метки: изделия, абразивного, способ, получения
Текст:
...80-100 нм, а вольфрамовых - 120140 нм, затем наносят слой из кобальтового сплава ЭП 131 толщиной 200-300 нм, а в шихту дополнительно вводят микропорошок кобальтового сплава ЭП 131 в количестве 12 от массы алмазных кристаллов. Авторами экспериментально установлено, что нанесение вакуумным магнетронным распылением графитового и кремниевого катодов наноструктурных покрытий на кристаллы алмаза и последующее твердофазное реакционное...
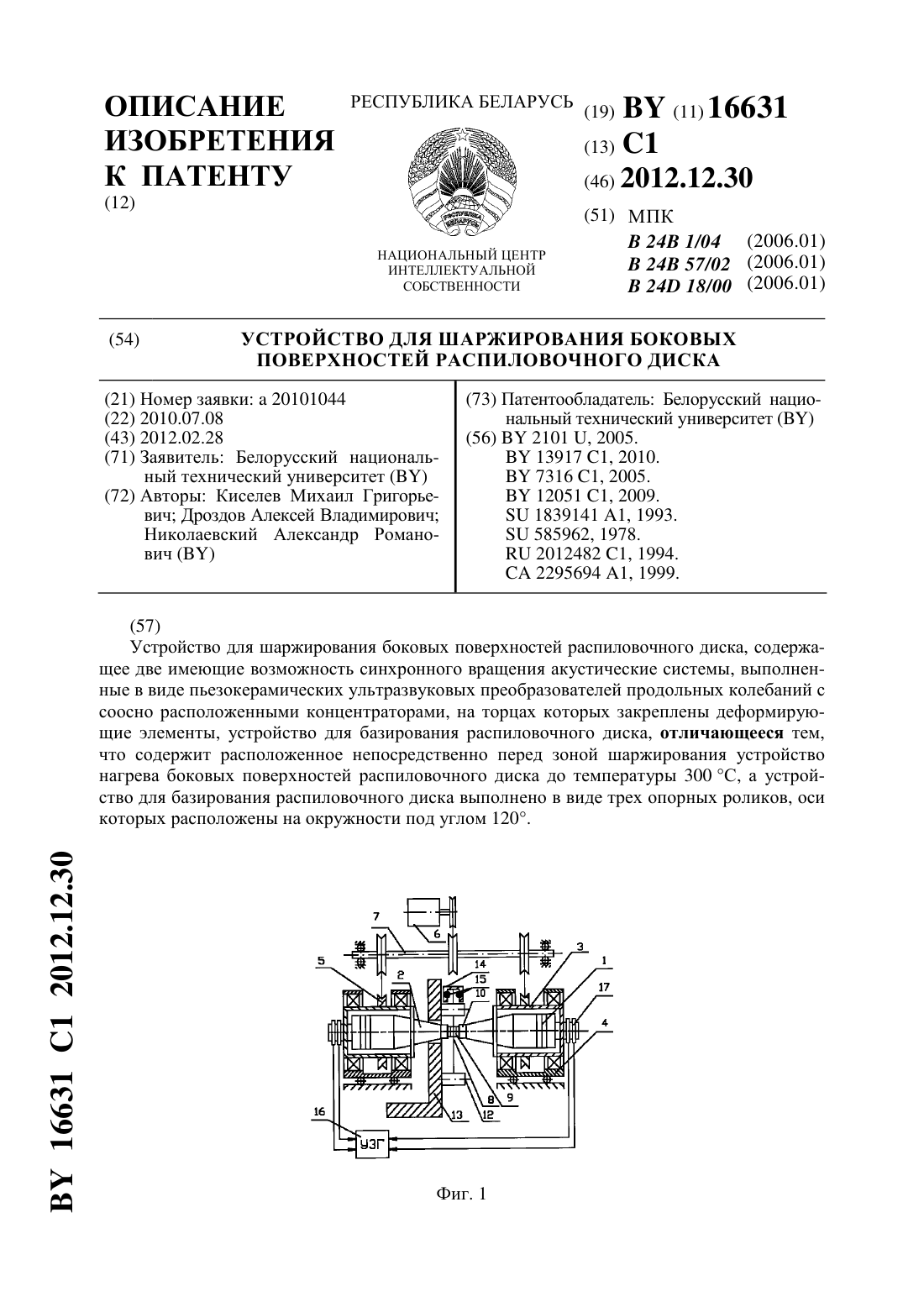
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 16631
Опубликовано: 30.12.2012
Авторы: Дроздов Алексей Владимирович, Киселев Михаил Григорьевич, Николаевский Александр Романович
МПК: B24D 18/00, B24B 57/02, B24B 1/04...
Метки: распиловочного, боковых, шаржирования, поверхностей, устройство, диска
Текст:
...диска. 2 16631 1 2012.12.30 Устройство содержит две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей 1 продольных колебаний с соосно расположенными концентраторами 2. Корпуса 3 ультразвуковых преобразователей 1 установлены в шарикоподшипниках на каретках 4. Каретки 4 закреплены на направляющих качения, допускающих их перемещение вдоль общей оси...
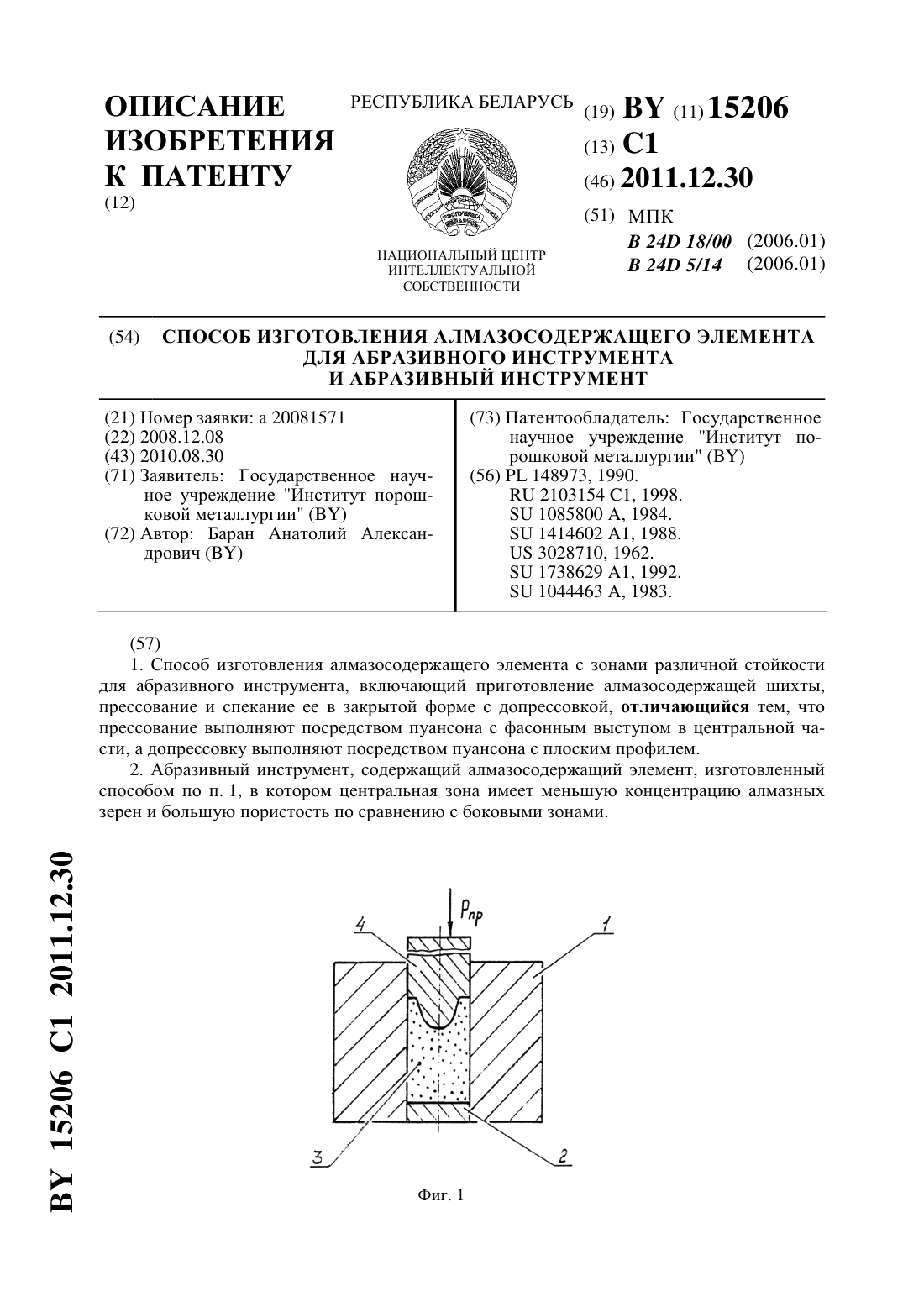
Способ изготовления алмазосодержащего элемента для абразивного инструмента и абразивный инструмент
Номер патента: 15206
Опубликовано: 30.12.2011
Автор: Баран Анатолий Александрович
МПК: B24D 5/14, B24D 18/00
Метки: элемента, инструмента, абразивный, способ, алмазосодержащего, абразивного, инструмент, изготовления
Текст:
...с известными вариантами послойного его изготовления, создавая при этом требуемый технический эффект - более легкую истираемость центральной зоны,испытывающей в процессе резания существенно меньшие силовые и тепловые нагрузки,чем боковые зоны абразивного элемента. Последние при предложенном способе изготовления имеют низкую пористость связки и более высокую концентрацию алмазов по сравнению с недоуплотненной центральной зоной, имеющей...
Способ изготовления алмазного инструмента для правки шлифовальных кругов
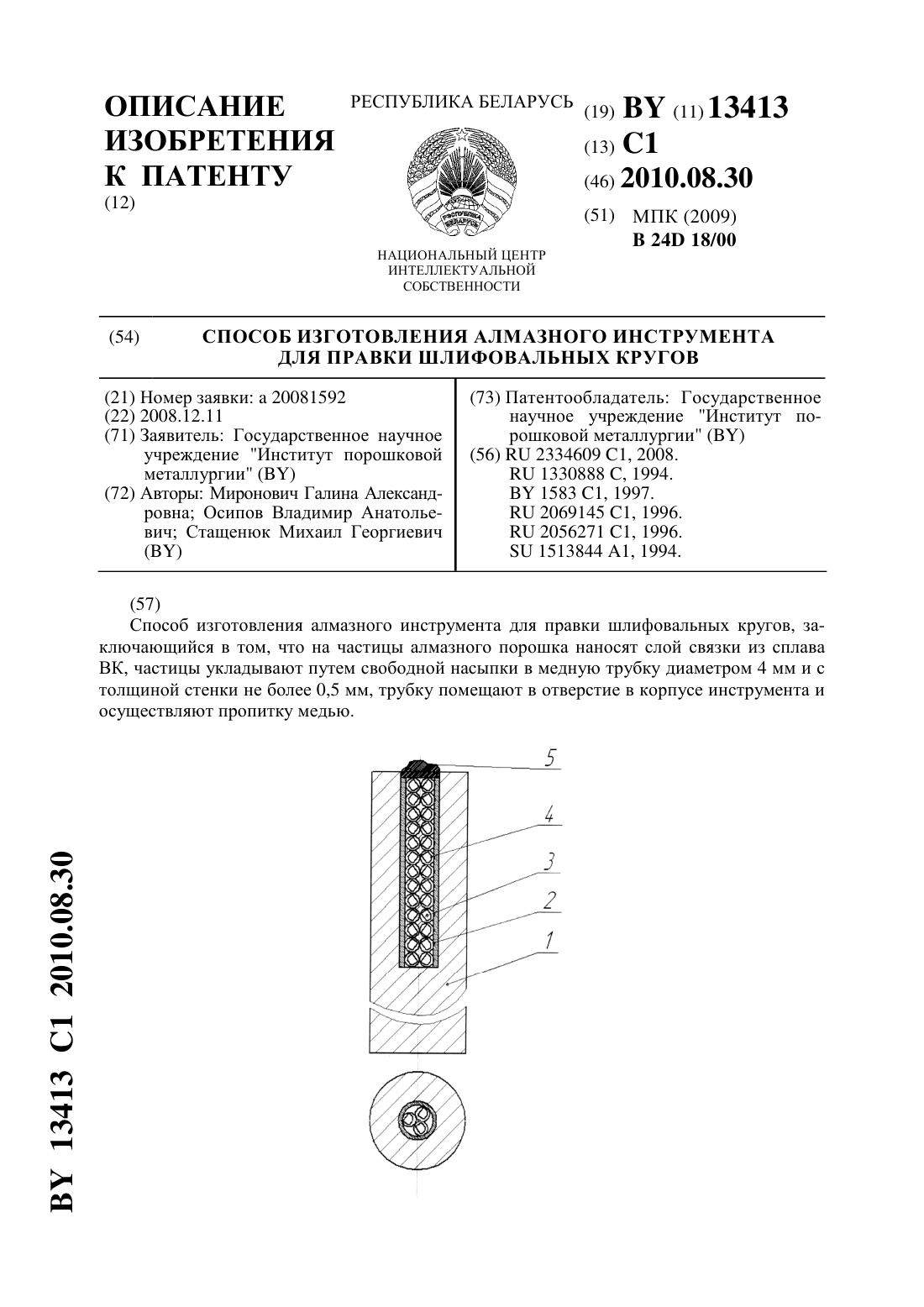
Номер патента: 13413
Опубликовано: 30.08.2010
Авторы: Осипов Владимир Анатольевич, Стащенюк Михаил Георгиевич, Миронович Галина Александровна
МПК: B24D 18/00
Метки: изготовления, шлифовальных, алмазного, кругов, инструмента, правки, способ
Текст:
...алмазов в оболочке проводили методом обкатки (грануляция). Гранулы имели размер 1,31,6 мм. Полученные гранулированные частицы засыпали в медную трубку, сверху засыпали небольшое количество меди и проводили пропитку в вакуумной печи при температуре 1100 С. В процессе нагрева медная трубка расплавлялась, пропитывала алмазные гранулы, прочно сцепляя их между собой, а образовавшиеся небольшие пустоты заполнялись расплавом порошка меди 5....
Способ упрочнения алмазного инструмента на металлической связке
Номер патента: 12985
Опубликовано: 30.04.2010
Авторы: Смиловенко Ольга Олеговна, Прокопович Николай Николаевич, Жорник Виктор Иванович, Шматов Александр Анатольевич, Полуян Александр Иванович
МПК: B24D 3/34, B24D 18/00, C23C 22/05...
Метки: способ, связке, металлической, упрочнения, алмазного, инструмента
Текст:
...на единицу поверхности, форма алмазных порошков была принята близкой к форме шара. Если содержание зерен различных фракций задать в процентных отношениях по количествам зерен, то/100. Здесь- содержание фракций, , по ГОСТ 2906-80- общее количество алмазных зерен. Приняв, что размер алмазного зерна (диаметр) 2, объем зерна -той фракцииопределяется 4 / 33 , будем считать, что фракционный состав пронумерован в порядке возрастания размеров...
Пресс-форма для изготовления алмазоабразивного инструмента
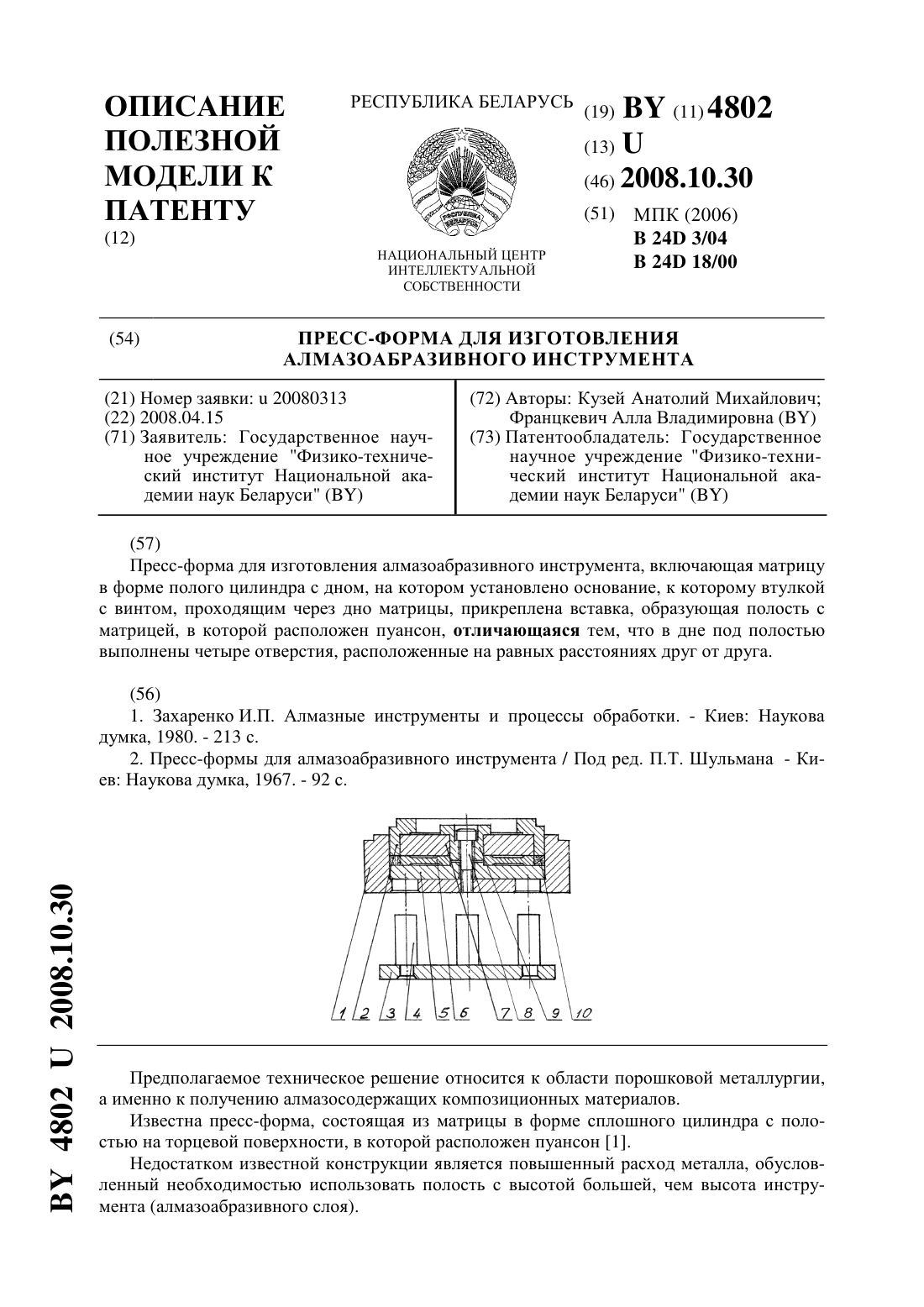
Номер патента: U 4802
Опубликовано: 30.10.2008
Авторы: Кузей Анатолий Михайлович, Францкевич Алла Владимировна
МПК: B24D 3/04, B24D 18/00
Метки: изготовления, пресс-форма, инструмента, алмазоабразивного
Текст:
...основание, к которому втулкой с винтом, проходящим через дно матрицы, прикреплена вставка, образующая полость с матрицей, в которой расположен пуансон, а в дне под полостью выполнены четыре отверстия, расположенные на равных расстояниях друг от друга. Такая конструкция пресс-формы для изготовления алмазоабразивного инструмента обеспечивает снижение износа сопряженных поверхностей матрицы, вставки и пуансона за счет предотвращения перекосов...
Пресс-форма для изготовления алмазоабразивного инструмента

Номер патента: U 4744
Опубликовано: 30.10.2008
Авторы: Кузей Анатолий Михайлович, Францкевич Алла Владимировна
МПК: B24D 18/00
Метки: алмазоабразивного, пресс-форма, изготовления, инструмента
Текст:
...модели состоит в повышении ее эксплуатационных характеристик, а именно в снижении длительности цикла горячего прессования. Задача решается тем, что в пресс-форме, состоящей из матрицы в форме полого цилиндра с дном, вставки с втулкой и винтом, образующей полость с внутренней поверхностью цилиндра, в которой расположен пуансон, вставка прикреплена втулкой к дну, в котором под полостью, на равном расстоянии друг от друга расположены четыре...
Пресс-форма для изготовления алмазоабразивного инструмента
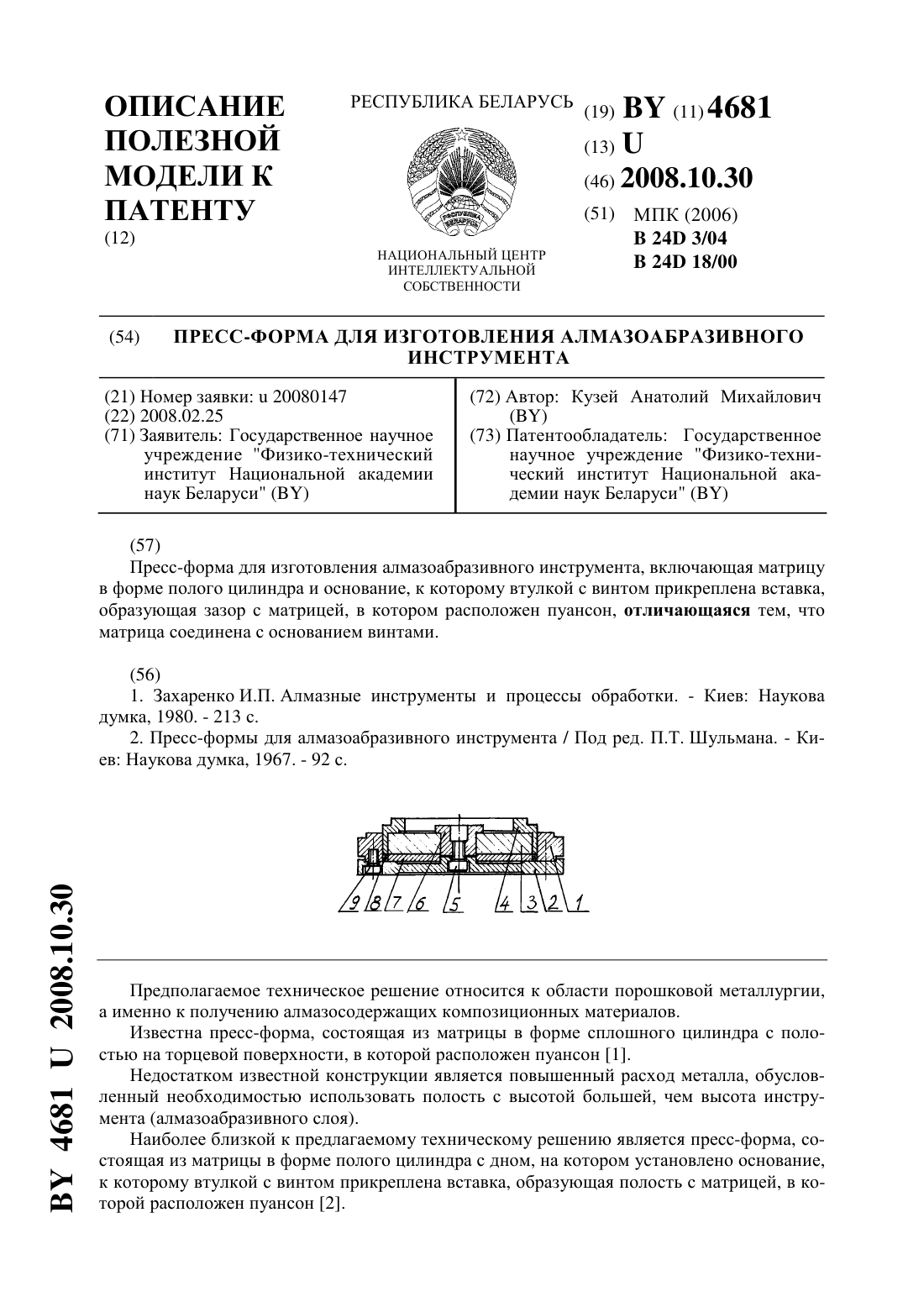
Номер патента: U 4681
Опубликовано: 30.10.2008
Автор: Кузей Анатолий Михайлович
МПК: B24D 18/00, B24D 3/04
Метки: изготовления, инструмента, алмазоабразивного, пресс-форма
Текст:
...цилиндра и основания, к которому втулкой с винтом прикреплена вставка, образующая зазор с корпусом, в котором расположен пуансон, матрица соединена с основанием винтами. Такая конструкция пресс-формы для изготовления алмазоабразивного инструмента обеспечивает снижение площадей изнашиваемых поверхностей, так как при извлечении алмазоабразивного инструмента не требуется выталкивать его по всей длине вставки. Полезная модель поясняется чертежом...
Способ изготовления абразивного круга
Номер патента: 10007
Опубликовано: 30.12.2007
Авторы: Лашук Александр Михайлович, Звонарев Евгений Владимирович, Баран Анатолий Александрович
МПК: B22F 3/14, B22F 7/06, B24D 18/00...
Метки: изготовления, абразивного, способ, круга
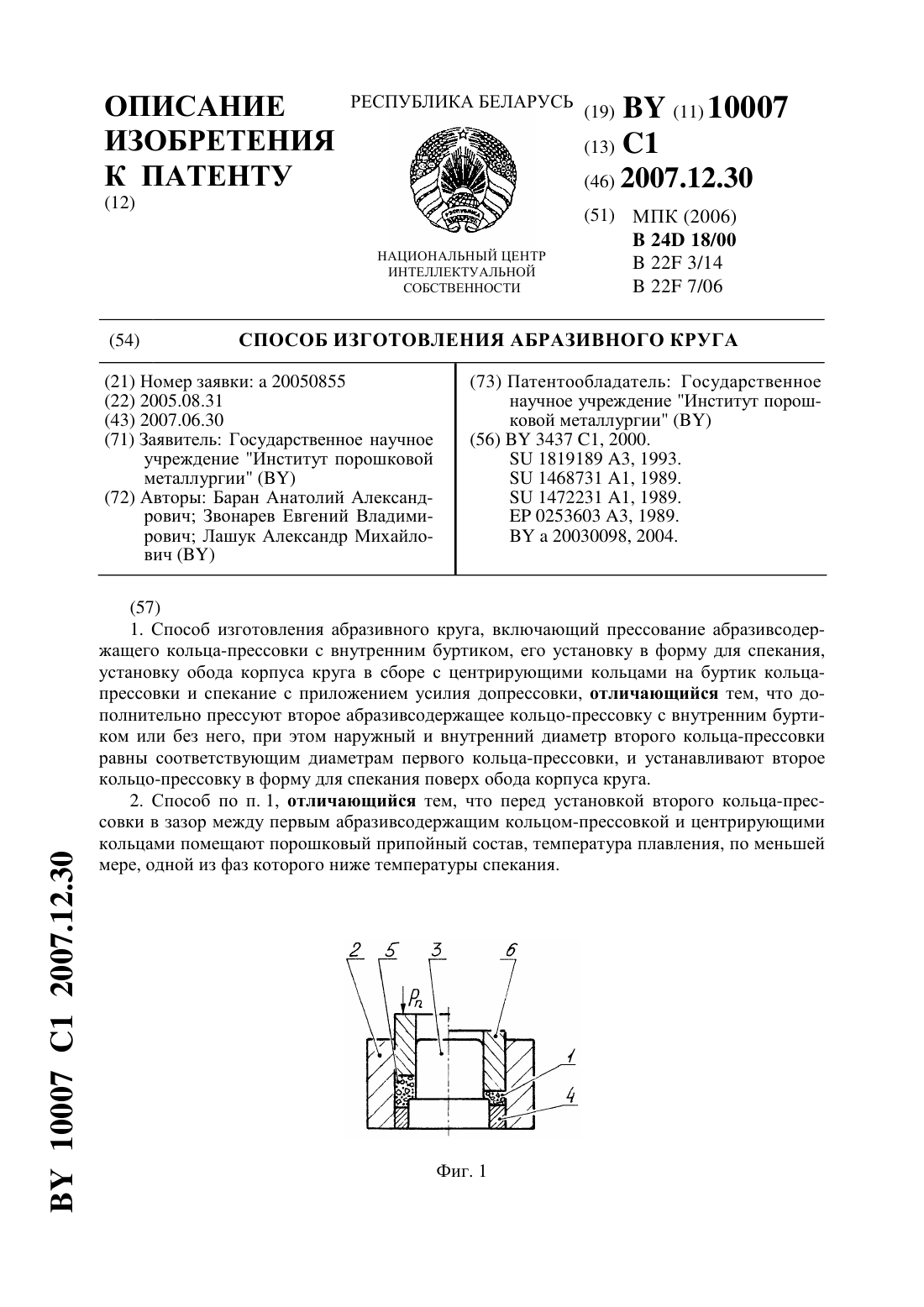
Текст:
...1. При этом прессование выполняют в следующей последовательности в рабо 2 10007 1 2007.12.30 чую камеру пресс-формы, образуемую стенками матрицы 2, ступенчатого стержня 3 и нижнего пуансона 4, засыпают абразивсодержащую порошковую шихту 5, представляющую собой смесь абразивного и металлических порошков. Прессование выполняют за счет приложения усилия прессованияк верхнему пуансону 6. Аналогичным образом согласно схеме на фиг. 2 прессуют в той...
Способ изготовления фасонного алмазно-абразивного круга
Номер патента: 8043
Опубликовано: 30.04.2006
Авторы: Баран Анатолий Александрович, Дубовик Руслан Анатольевич, Лашук Александр Михайлович
МПК: B24D 18/00, B22F 3/12
Метки: круга, способ, фасонного, изготовления, алмазно-абразивного
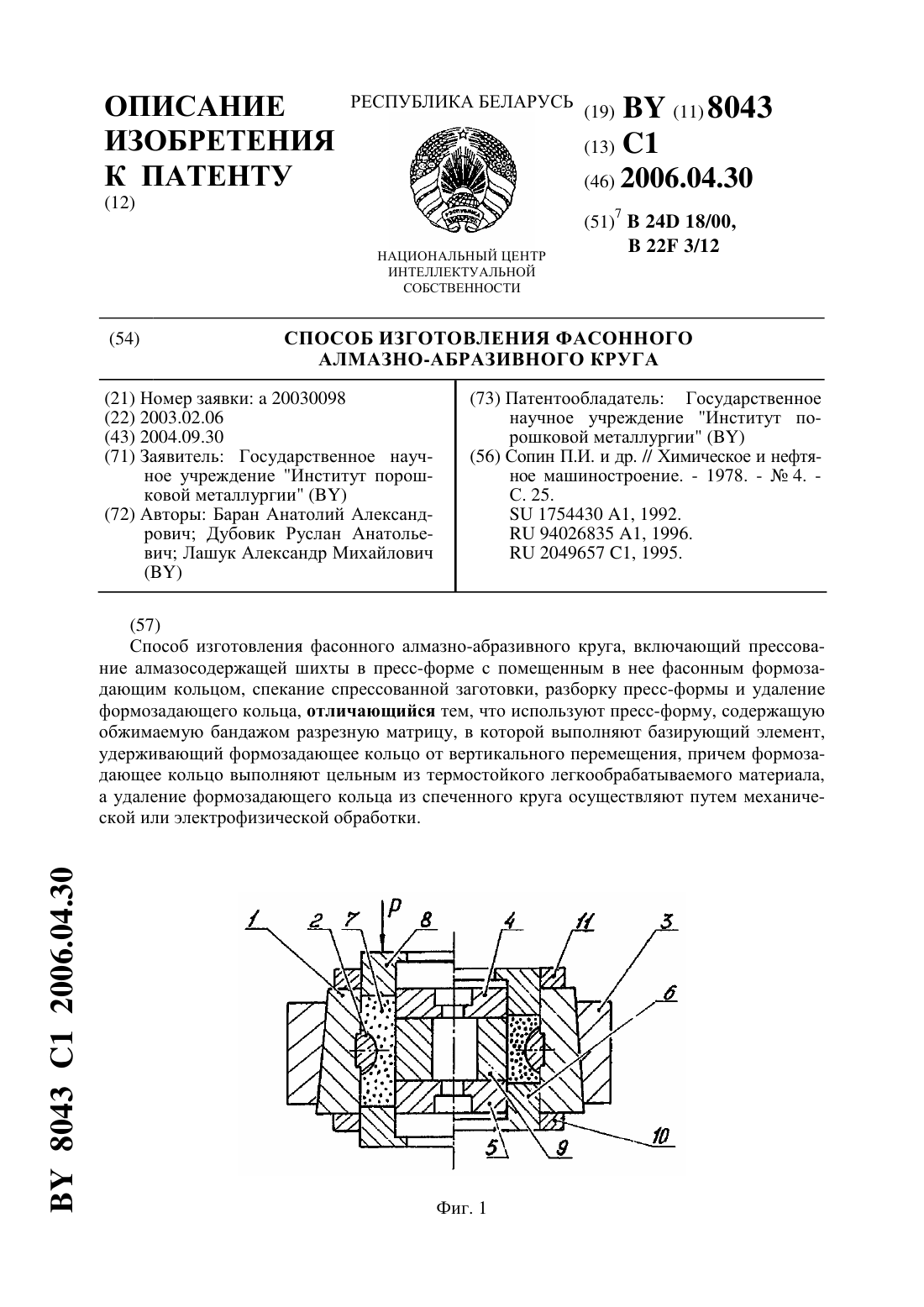
Текст:
...кольцо 2, которое жестко фиксируется в базирующей канавке при запрессовке матрицы в бандаж 3. В рабочую камеру, образуемую гнездом матрицы, формозадающим кольцом, центрирующими кольцами 4 и 5 и нижним пуансоном 6, помещают алмазосодержащую шихту 7 и прессуют ее верхним пуансоном 8 с напрессовкой на корпус круга 9. Для получения равноплотной заготовки прессование могут вести до дистанционных колец 10 и 11. После чего заготовка в...
Способ изготовления алмазного инструмента
Номер патента: 6644
Опубликовано: 30.12.2004
Авторы: Миронович Галина Александровна, Звонарев Евгений Владимирович
МПК: B24D 3/06, B24D 18/00
Метки: алмазного, способ, изготовления, инструмента
Текст:
...также, что предлагаемый способ позволяет получать прочное покрытие с величиной зарощенности алмазного зерна менее 70 , что придает инструменту высокою режущую способность, благоприятные условия для снятия стружки, снижает возможность засаливания инструмента. Данный способ позволяет получать кольцевой инструмент как с наружным алмазным слоем, так и/или с внутренним. Предлагаемый способ осуществляли следующим образом. Изготавливали...
Способ изготовления абразивного круга
Номер патента: 3437
Опубликовано: 30.06.2000
Авторы: Сенченко Александр Михайлович, Баран Анатолий Александрович, Звонарев Евгений Владимирович
МПК: B22F 7/08, B24D 18/00
Метки: абразивного, способ, изготовления, круга
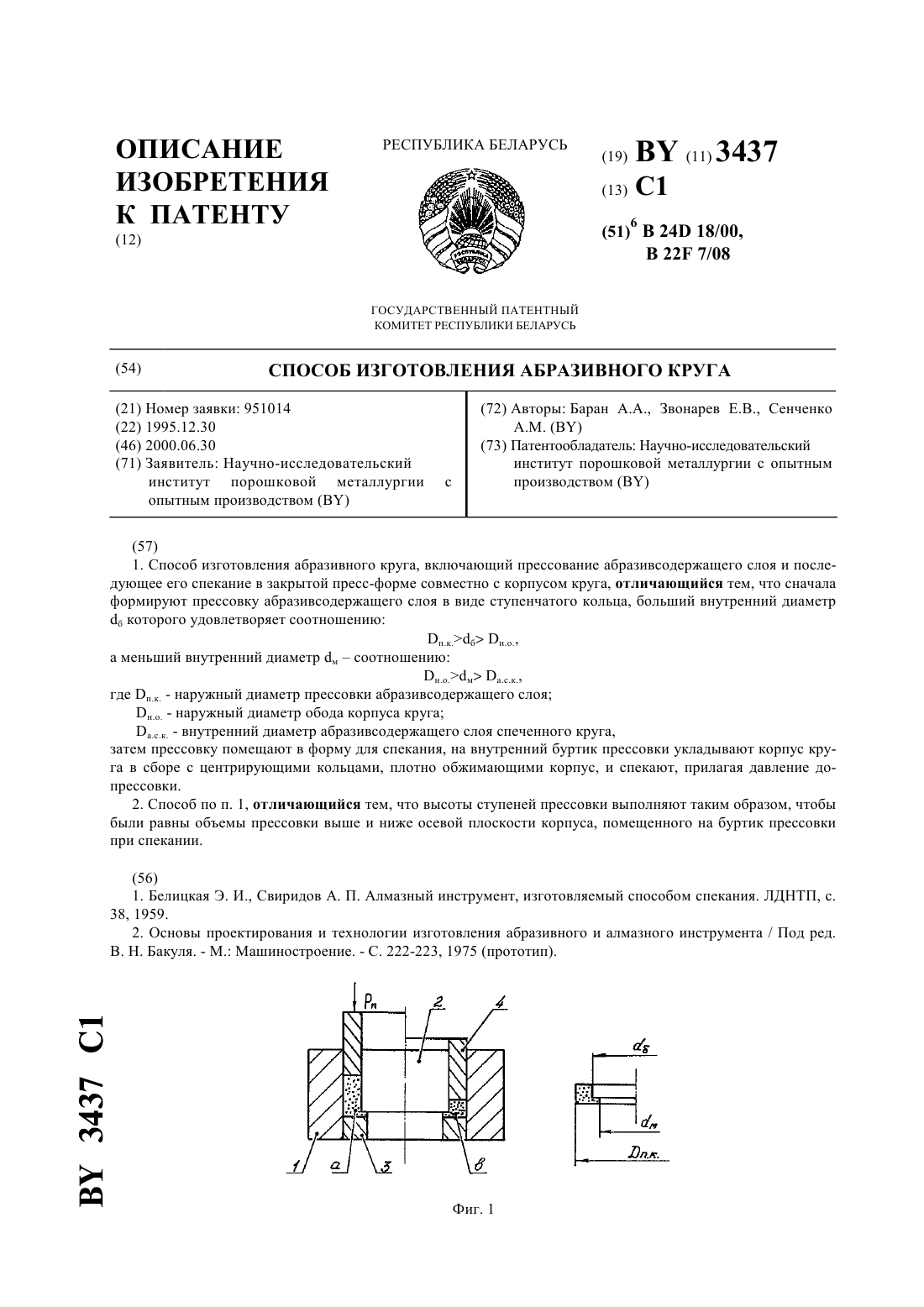
Текст:
...диаметр б которого удовлетворяет соотношению п.к. б н.о.,а меньший внутренний диметр м - соотношению н.о.ма. с. к.,где н.к. - наружный диаметр прессовки абразивсодержащего слоя н.о. - наружный диаметр обода корпуса круга а.с.к. - внутренний диаметр абразивсодержащего слоя спеченного круга. После чего прессовку помещают в форму для спекания, на внутренний буртик прессовки укладывают корпус круга в сборе с центрирующими кольцами, плотно...
Способ изготовления алмазно-образивного инструмента на органическом связующем
Номер патента: 2077
Опубликовано: 30.03.1998
Авторы: Гайдаленок Геннадий Михайлович, Горлач Александр Григорьевич, Барановский Александр Александрович, Моисеенко Петр Васильевич, Кузей Анатолий Михайлович, Зайцев Валентин Алексеевич
МПК: B24D 3/28, B24D 18/00
Метки: связующем, алмазно-образивного, инструмента, органическом, способ, изготовления
Текст:
...алмаза. Увеличение длительности выдержки более 300 секунд ведет к деструкции связующего и снижению эксплуатационных характеристик инструмента. К аналогичному эффекту приводит и превышение температуры выдержки более 185 С. Снижение длительности выдержки менее 10 секунд приводит к захлопыванию газов в связующем, росту пористости инструмента и снижению его эксплуатационных характеристик. Снижение температуры выдержки менее 140 С увеличивает...
Правящий карандаш и способ его изготовления
Номер патента: 1583
Опубликовано: 30.03.1997
Авторы: Кулаковский Владимир Николаевич, Бондарь Иван Васильевич, Степанов Игорь Геннадьевич, Воронин Георгий Алексеевич, Бронштейн Долорес Хаймовна
МПК: B24B 53/00, B24D 18/00
Метки: карандаш, изготовления, способ, правящий
Текст:
...в материал вставки, что возможно достигнуть этишь при одновременной реализации признаков объектов защиты устройство и способ по следующим причинамнанесение адгезиовно-атстивного покрытия на наружной поверхности режущего элемента позволяет кроме повьппения прочности сцепления обеспечить сплошной тепловой контакт между полшсристаллом и материалом вставки и осуществить теплоотвод с поверхности режущего элемента в процессе правки, чему...
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
МПК: B24D 18/00, B24D 3/20, B22F 1/00...
Метки: способ, алмазного, инструмента, изготовления
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Минец В. В., Филонов И. П., Мастюгин Л. И., Якимахо А. П., Амозов С. В.
МПК: B24D 18/00
Метки: абразивного, способ, инструмента, изготовления
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...