Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Текст
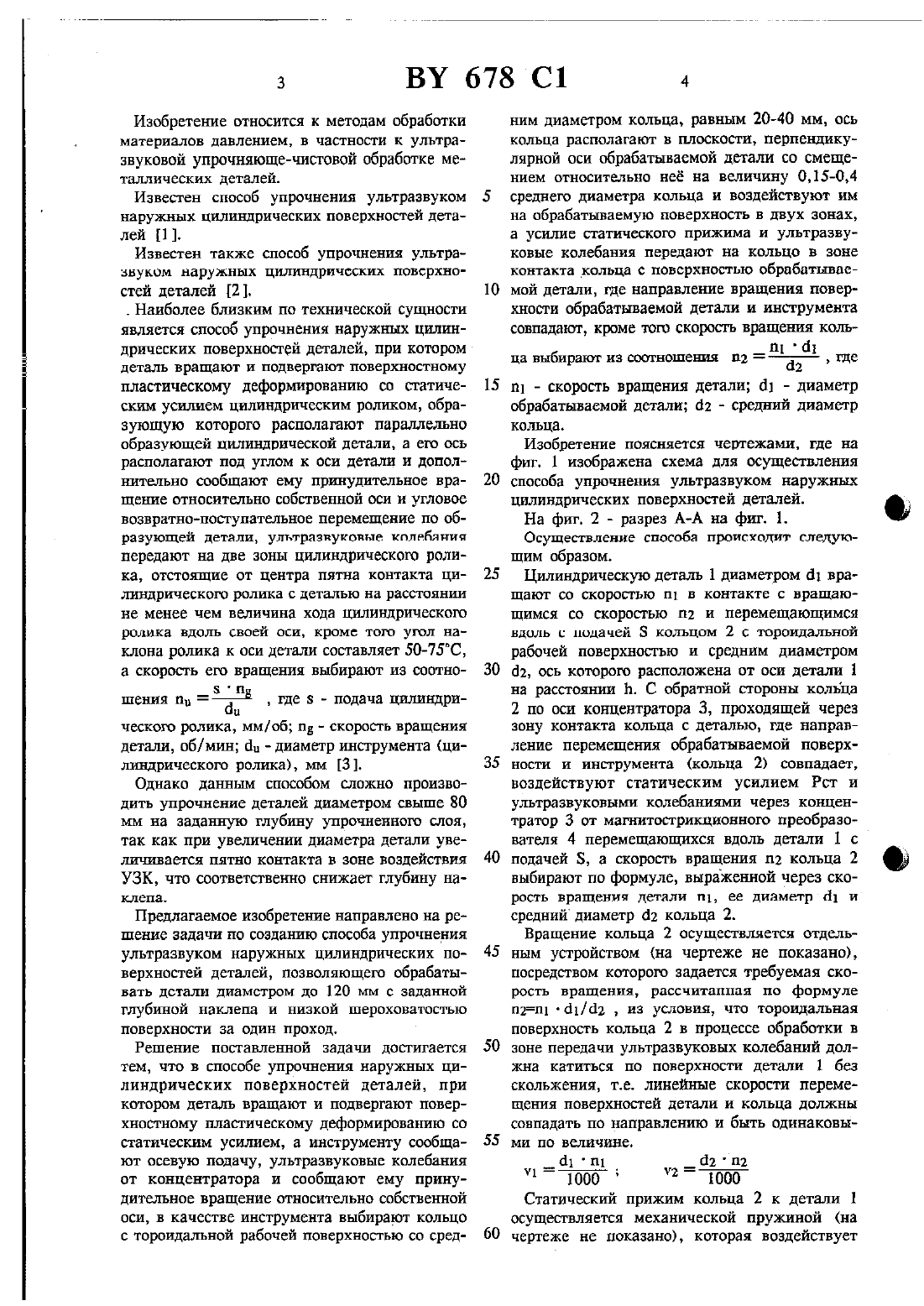
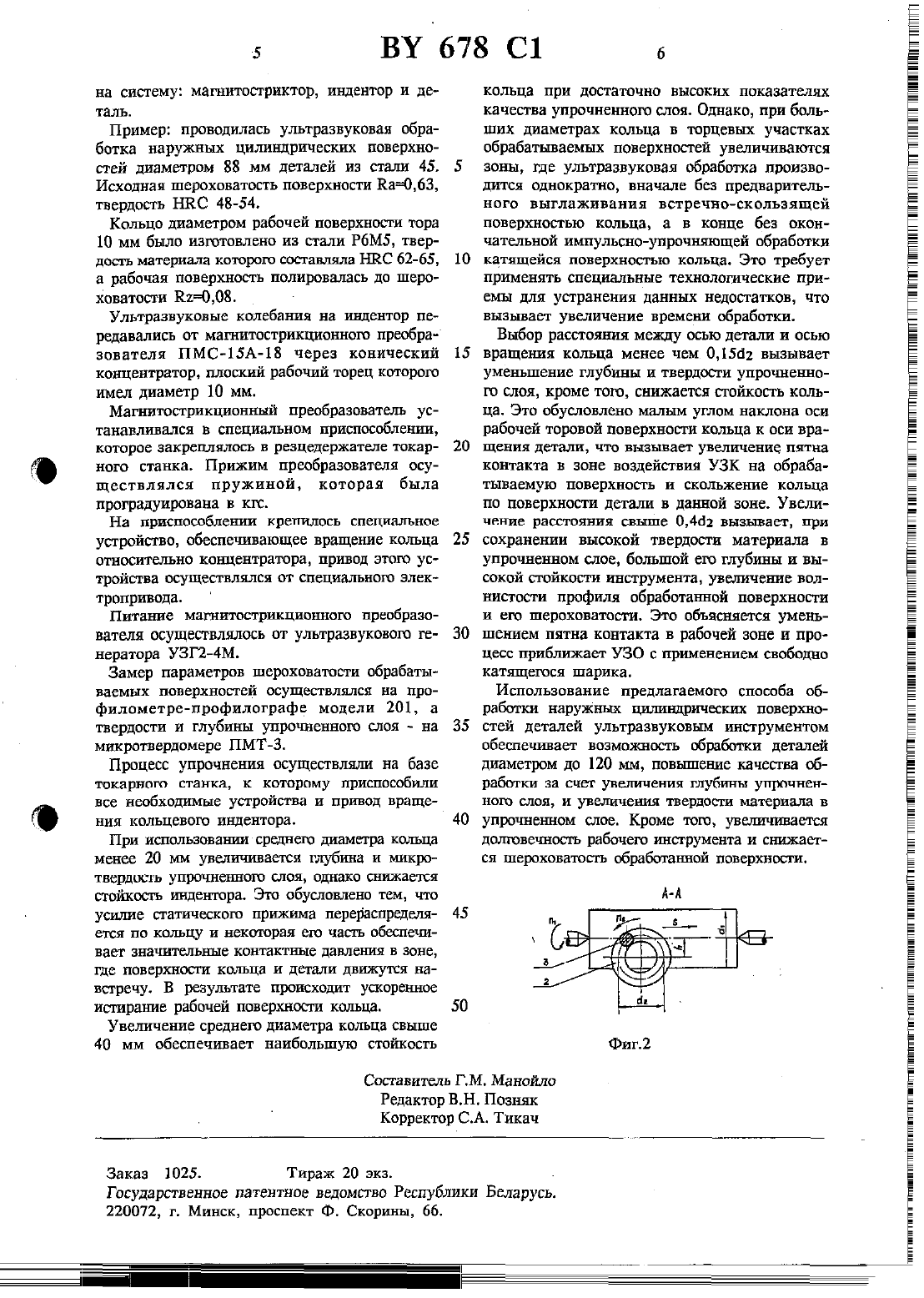
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ввдомство РЕСПУБЛИКИ БЕЛАРУСЬ(54) СПОСОБ УПРОЧНЕНИЯ УЛЬТРАЗВУКОМ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ1. Способ упрочнения ультразвуком наружпых цилиндрических поверхностей деталей,при котором деталь вращают и подвергают поверхностному деформированию со статическим усилием, а инструменту сообщают осевую подачу, ультразвуковые колебания от концентратора и сообщают ему принудительное вращение относительно собственной оси,отличающийся тем, что в качестве инструмента выбирают кольцо с торондальной рабочей поверхностью со средним диаметром кольца 20-40 мм, ось кольца располагают в плоскости,перпендикулярной оси обрабатываемой детали,со смещением относительно нее на величину 0,150,4 среднею диаметра кольца и воздействует им на обрабатываемую поверхность в двух зонах, а усилие статического прижима и ультразвуковые колебания передают на кольцо В ЭОНВ КОНТаКТд КОЛЬЦа С ПОВЕРХНОСТЬЮ обрабатываемой детали, где направление вращения поверхности обрабатываемой детали и инстру МВНТЯ СОВПВДЗЮТ.2. Способ по п. 1, отличающийся тем, что скорость вращения кольца выбирают из соотНОШЕНИЯ щ (11(71) Заявитель ПО Минский тракторный завод имени В.И.Ленина (ВТ)(72) Авторы Кукин С.Ф., Пасах Е.В. (НУ)(73) Патентообладатель ПО Минский тракторный завод имени В.И.Ленина (В)где п - скорость вращения. деталей а диаметр обрабатываемой детали 62 - средний диаметр кольца.Изобретение относится к методам обработки материалов давлением, в частности к ультразвуковой упрочняюще-чистовой обработке мее таллических деталей.Известен способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей 1.Известен также способ упрочнения ультраЗВУКОМ наружных ЦИЛИНДРИЧССКИХ ПОВСРХНО стей деталей 2.. Наиболее близким по технической сущности является способ упрочнения наружных цилиндрических поверхностей деталей, при котором деталь вращают и подвергают поверхностному пластическому деформированию со статическим усилием цилиндрическим роликом, образующую которого располагают параллельно образующей цилиндрической детали, а его ось располагают под углом к оси детали и дополнительно сообщают ему принудительное вращение относительно собственной оси и угловое возвратив-поступательное перемещение по образующей детали, ультразвуковые колебания передают на две зоны цилиндрического ролика, отстоящие от центра пятна контакта цилиндрического ролика с деталью на расстоянии не менее чем величина хода цилиндрического РОДШКЗ ВДОЛЬ СВОЕЙ ОСИ, КРОМЕ ТОГО УГОЛ наклона ролика к оси детали составляет 50-75 С а скорость его вращения выбирают из соотно а п Еаи ческото ролика, мм/ об пд - скорость вращения детали, об/ мин си диаметр инструмента (цилиндрического ролика), мм З.Однако данным способом сложно производить упрочненис деталей диаметром свыше 80 мм на заданную глубину упрочненното слоя,так как при увеличении диаметра детали увеличивается пятно контакта в зоне воздействия УЗК, что соответственно снижает глубину на 1018118.Предлагаемое изобретение направлено на решение задачи по созданию способа упрочнения ультразвуком наружных цилиндрических поверхностей деталей, позволяющего обрабатывать детапи диаметром до 120 мм с заданной глубиной наклепа и низкой шероховатостью поверхности за один проход.Решение поставленной задачи достигается тем, что в способе упрочнения наружных цилиндрических поверхностей деталей, при котором деталь вращают и подвергают поверхностному пластическому деформированию со статическим усилием, а инструменту сообщаЮТ ОССВУЮ ПОДВЧУ, УЛЬТРВЗВУКОВЫС колебания от концентратора и сообщают ему принудительное вращение относительно собственной оси, в качестве инструмента выбирают кольцо с тороидальной рабочей поверхностью со сред ШСНИЯ Пи где 5 - ПОДЭЧВ ЦИЛИНДРИ 10ним диаметром кольца, равным 20-40 мм, ось кольца располагают в плоскости, перпендикулярной оси обрабатываемой детали со смещением относительно не на величину 0,15-0,4 среднею диаметра кольца и воздействуют им на обрабатываемую поверхность в двух зонах,а усилие статического прижима и ультразвуковые колебания передают на кольцо в зоне контакта кольца с поверхностью обрабатываемой детали, где направление вращения поверхности обрабатываемой детали и инструмента совпадают, кроме того скорость вращения коль Щ бЦВ выбирают ИЗ СООТНОШЕНИЯ 112 а ГДЕп 1 - скорость вращения детали (11 - диаметр обрабатываемой детали а - средний диаметр кольца.Изобретение поясняется чертежами, где на фиг. 1 изображена схема для осуществления способа упрочнения ультразвуком наружных цилиндрических поверхностей деталей.Осуществление способа происходит следующим образом.цилиндрическую деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2) совпадает,воздействуют статическим усилием Рст и ультразвуковыми колебаниями через концентратор 3 от магнитострикционные преобразователя 4 перемещающихся вдоль детали 1 с подачей 8, а скорость вращения п кольца 2 выбирают по формуле, выраженной через скорОСТЬ ВРЗЩСНИП ДВТЗЛИ П, 8 С диаметр д И средний диаметр 62 кольца 2.Вращение кольца 2 осуществляется отдельным устройством (на чертеже не показано),посредством которою задается требуемая скорость вращения, рассчитанная по формуле п 2 п 1 11/(12 , из условия, что тороидальная поверхность кольца 2 в процессе обработки в зоне передачи ультразвуковых колебаний должна катиться по поверхности детали 1 без скольжения, т.е. линейные скорости перемещения поверхностей детали и кольца должны совпадать по направлению и быть одинаковыми по величине.Статический прижим кольца 2 к детали 1 осуществляется механической пружиной (на чертеже не показано), которая воздействуетПример проводилась ультразвуковая обработка наружных цилиндрических поверхностей диаметром 88 мм деталей из стали 45. Исходная шероховатость поверхности Ка 0,6 З твердость НЕС 48-54.Кольцо диаметром рабочей поверхности тора 10 мм было изготовлено из стали Р 6 М 5, твердость материала которою составляла НЕС 62-65,а рабочая поверхность полировалась до шероховатости Е 2 О,О 8.Ультразвуковые колебания на индентор передавались от магнитострикционные преобразователя ПМС-15 А-18 через конический концентратор, плоский рабочий торец котороюМагнитострикпионный преобразователь устанавливался в специальном приспособлении,которое закреплялась в резцедержателе токарного станка. Прижим преобразователя осуществлялся пружиной, которая была проградуирована в кгс.На приспособлении крепилось специальное устройство, обеспечивающее вращение кольца относительно коъщентратора, привод этого устройства осуществлялся от специального электропривода.ПИТаНИе МЗГНИТОСТРИКЦИОННОГО преобразователя осуществлялось от ультразвуковою генератора УЗГ 2-4 М.Замер параметров шероховатости обрабатываемых поверхностей осуществлялся на профилометре-профилографе модели 201, а твердости и глубины упрочненного слоя - на микротвердомере ПМТ-З.Процесс упрочнения осуществляли на базе токарного станка, к которому приспособили все необходимые устройства и привод вращения кольцевого индентора.При использовании среднею диаметра кольца менее 20 ьш увеличивается глубина и микротвердосгь упрочненною слоя, однако снижается стойпсость индентора. Это обусловлено тем, что усилие статического прилипла перераспределяется по кольцу и некоторая его часть обеспечивает значитепьные контактные давлетшя в зоне,где поверхности кольца и детали движутся навстречу. В результате происходит ускоренное истирание рабочей поверхности кольца.Увеличение среднею диаметра кольца свыше 40 мм обеспечивает наибольшую стойкостькольца при достаточно высоких показателях качества упрочненною слоя. Однако, при больших диаметрах кольца в торцевых участках обрабатываемых поверхностей увеличиваются зоны, где ультразвуковая обработка производится однократно, вначале без предварительного выглаживания встречно-скользящей поверхностью кольца, а в конце без окончательной импульсно-упрочняющей обработки катящейся поверхностью кольца. Это требует применять специальные технологические приемы для устранения данных недостатков, что вызывает увеличение времени обработки.Выбор расстояния между осью детали и осью вращения кольца менее чем О,15 с 2 вызывает уменьшение глубины и твердости упрочненною слоя, кроме того, снижается стойкость кольца, Это обусловлено малым углом наклона оси рабочей торовой поверхности кольца к оси враЩения детали, что вызывает увеличение пятна контакта в зоне воздействия УЗК на обрабатываемую поверхность и скольжение кольца по поверхности детали в данной зоне. Увеличение расстояния свыше 0,462 вызывает, при сохранении высокой твердости материала в упрочнением слое, большой ею глубины и высокой стойкости инструмента, уведгичение волнистости профиля обработанной поверхности и ею шероховатости. Это объясняется уменьшением пятна контакта з рабочей зоне и процесс приближает УЗО с применением свободно катящеюся шарика.Использование предлагаемого способа обработки наружных цилиндрических поверхностей деталей ультразвуковым инструментом обеспечивает возможность обработки деталей диаметром до 120 мм, повышение качества обработки за счет увеличения глубшты упрочненНО 1 О СЛОЯ, И УБЕЖШЧВЪПЕЯ ТВЕРДОСТИ МВТЕРИЗЛН В упрочнением слое. Кроме тою, увелшчивается долговечность рабочего штсгрумента и снижается шероховатость обработанной поверхности.Государственное патентное ведомство Республики Беларусь.
МПК / Метки
МПК: B24B 39/02
Метки: упрочнения, способ, наружных, поверхностей, ультразвуком, деталей, цилиндрических
Код ссылки
<a href="https://by.patents.su/3-678-sposob-uprochneniya-ultrazvukom-naruzhnyh-cilindricheskih-poverhnostejj-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей</a>
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Давыдов И. И., Амозов С. В., Минец В. В.
МПК: B24B 37/02, B24D 13/02
Метки: обработки, отверстий, поверхностей, способ, цилиндрических, сквозных
Текст:
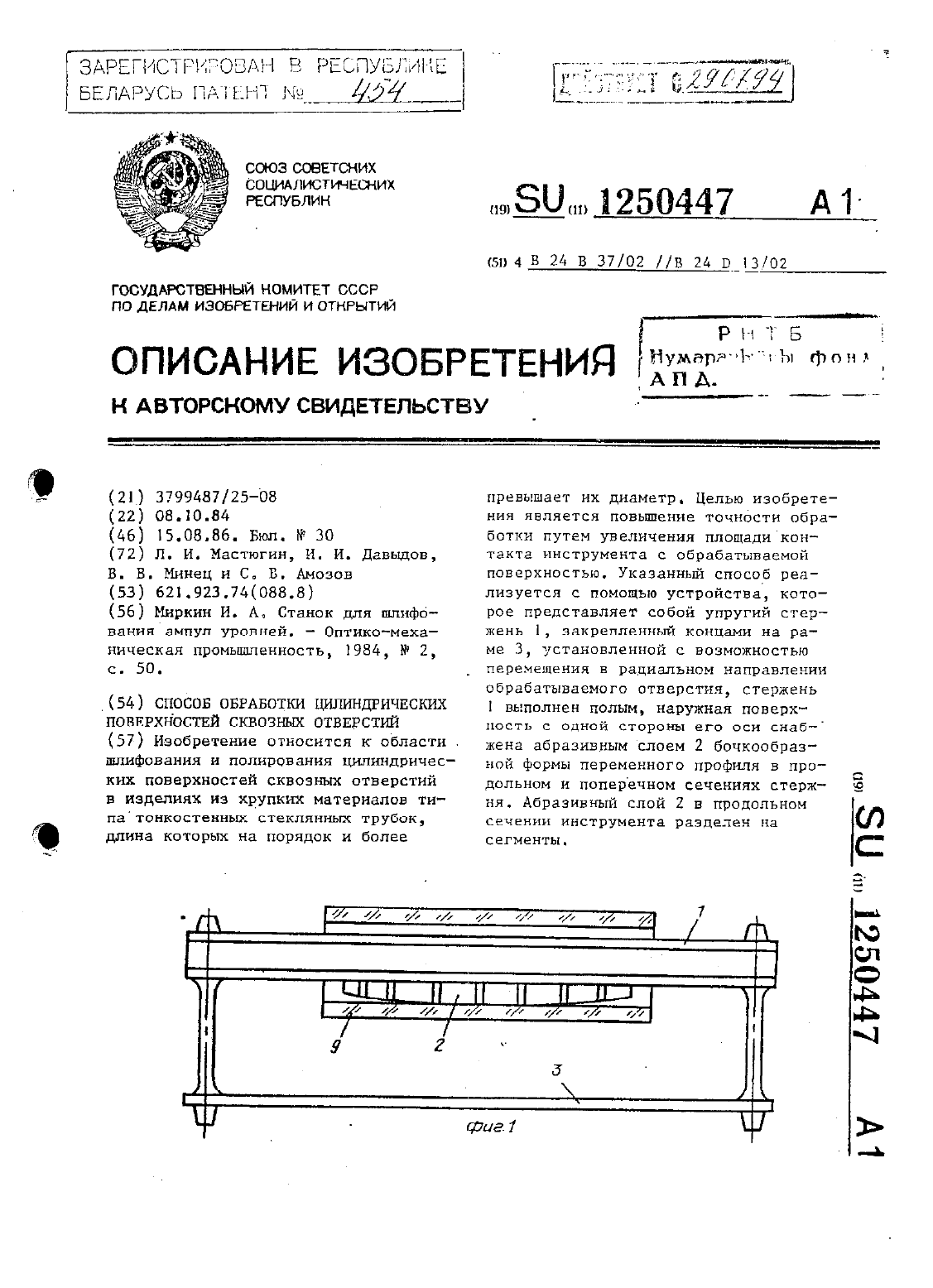
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Способ изготовления оптических деталей
Номер патента: 443
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Якимахо А. П., Мастюгин Л. И.
МПК: B24B 13/00, B24B 1/00
Метки: изготовления, оптических, деталей, способ
Текст:
...инструмент на эпоксидной связке.зону обработки подают смазочио-охлаж ающую жидкость (СОЖ) при 153 ОС,прилагают давление, приводят в деиствие кинематическую часть станка и осуществляЮТ ПРОЦЕСС ШЛНфОВаНИЯ. ПОСЛЕ СНЯТИЯ ОСновной части припуска детали, не останавливая станка, вместо СОЖ при 1530 С подают СОЖ, нагретую до 4511 ОС. Инструмент разогревается, абразивные зерна вдавливаются в связку и продолжается процесс шлифования с меньшим...
Токопроводящая паста для формирования наружных электродов монолитных конденсаторов и способ ее получения
Номер патента: 323
Опубликовано: 30.12.1994
Авторы: Харламова Л. П., Костомаров В. С., Писаренко В. И., Чкалова В. Н.
МПК: H01B 1/02
Метки: формирования, способ, паста, конденсаторов, монолитных, получения, наружных, электродов, токопроводящая
Текст:
...керамического конденсаторостроения. а . - . Возможность осуществления изобретения подтверждается сведениями. относя а щимися к способу полученияпасты.примерам оптимальных составов и результатам экспериментальной проверки (испытаний изделий) - .Предлагаемый способ получения токопроводл-щей пасты осуществляется следующим образом.Предварительно мелкодиспрсное-серебро и стеклофритту смешивают с добавками аэростгта и стеариновой кислоты до...
Устройство для обработки оптических деталей
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Чирков В. М., Видмант Ф. В., Крысин О. Г., Меньшиков Г. Г., Горелик В. В., Трубицин Б. А.
МПК: B24B 13/06
Метки: обработки, оптических, деталей, устройство
Текст:
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Водный состав для дезактивации поверхностей
Номер патента: 207
Опубликовано: 30.12.1994
Автор: Иозеф Ханулик
МПК: G21F 9/28
Метки: дезактивации, состав, водный, поверхностей
Текст:
...предлагаемым водным составом иввестными приемами, например путем распыления состава или увлажнения им поверхности.При обработке параллельно осущест следующие процессы.Травленне поверхности материала из цемента, бетона или кирпичной кладки происходит путем химического воздействия фтороборной кислоты и/или гексафторкремневойкислоты.Имеющиеся вместе с комплексами фтора фтористые ионы реагируют в ВОДНОЙ среде с кальцием из цемента и...
Предыдущий патент: Способ непрерывной плавки стали
Следующий патент: Устройство для перемешивания молока и воздуха
Случайный патент: Прокладка для формы, предназначенной для формовки изделий из вязкой массы двух и более цветов, и устройство, содержащее форму