Ефремов Владимир Дмитриевич
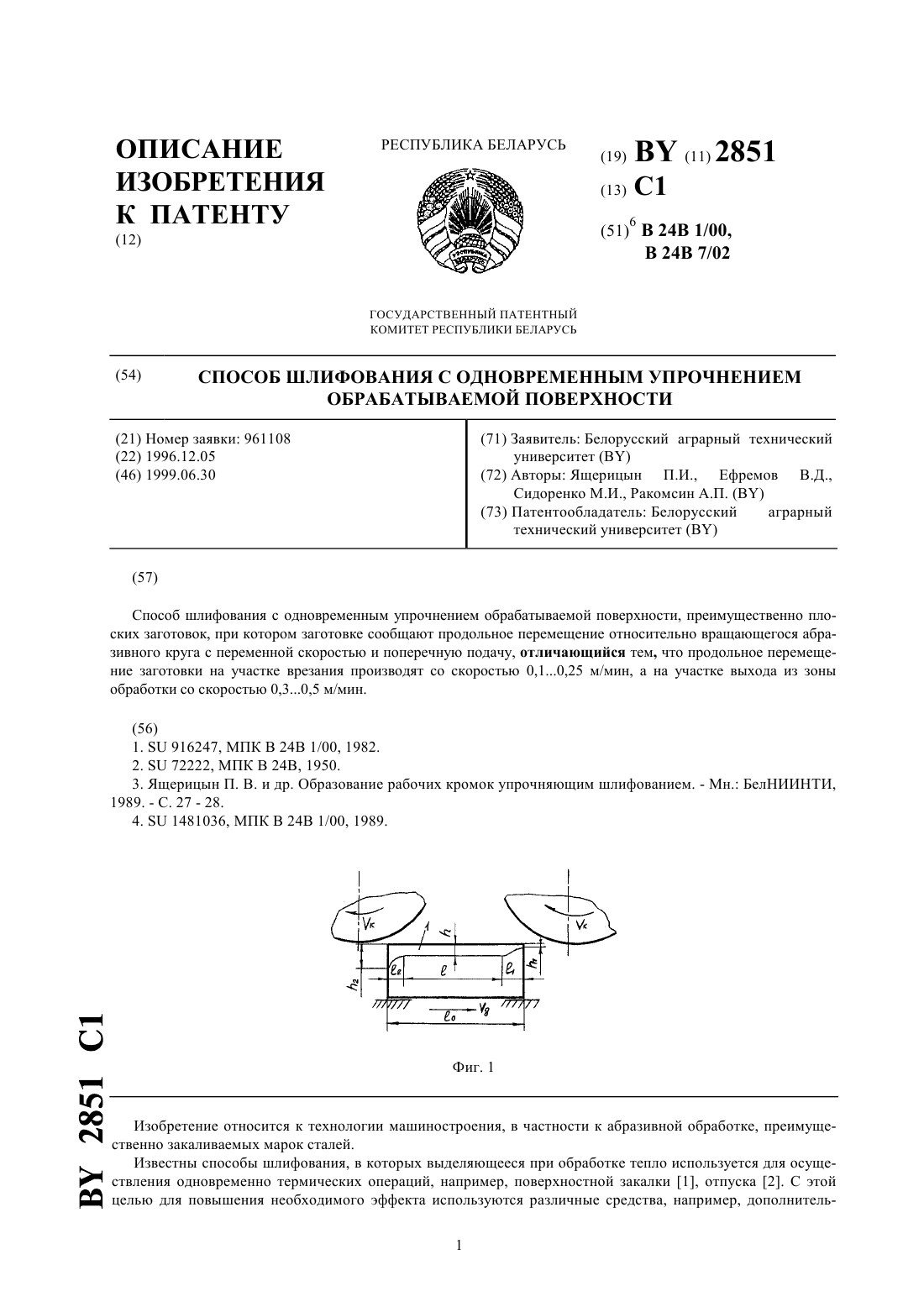
Способ шлифования с одновременным упрочнением обрабатываемой поверхности
Номер патента: 2851
Опубликовано: 30.06.1999
Авторы: Ефремов Владимир Дмитриевич, Ракомсин Александр Петрович, Ящерицын Петр Иванович, Сидоренко Михаил Иванович
Метки: обрабатываемой, шлифования, способ, поверхности, одновременным, упрочнением
Текст:
...Пределы переменной скорости перемещения детали обеспечивают как упрочняющий эффект (т.е. создание критических температур закалки и времени выдержки) так и возможность исключения краевых эффектов. Нижний предел скорости на участке врезания - 0,10,25 м/мин ограничивает диапазон режима упрочнения и на начальном этапе способствует усилению теплообразования и удлинения времени действия теплового источника, что повышает возможность прогрева и...
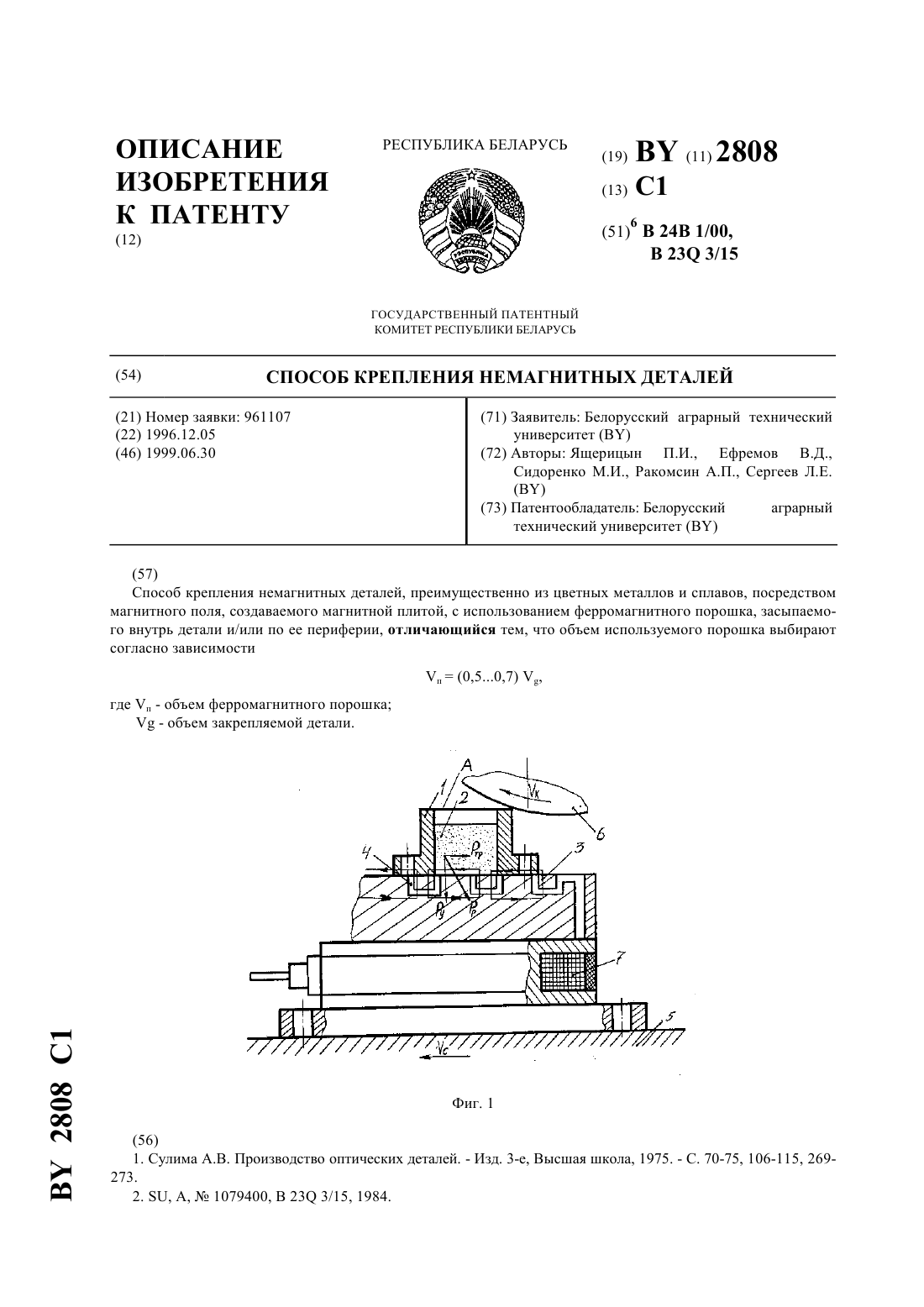
Способ крепления немагнитных деталей
Номер патента: 2808
Опубликовано: 30.06.1999
Авторы: Ящерицын Петр Иванович, Ракомсин Александр Петрович, Ефремов Владимир Дмитриевич, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович
Метки: способ, крепления, немагнитных, деталей
Текст:
...зачастую,невозможно исключить, используя существующие способы крепления деталей. Предлагаемый способ позволяет избежать указанных недостатков посредством магнитного поля, создаваемого магнитной плитой с использованием ферромагнитного порошка, например зернистостью 250-600 мкм, засыпаемого внутрь детали и/или по ее периферии, заполняя различные сквозные отверстия углубления, проемы и т.п., контактирующие с магнитной плитой, под воздействием...
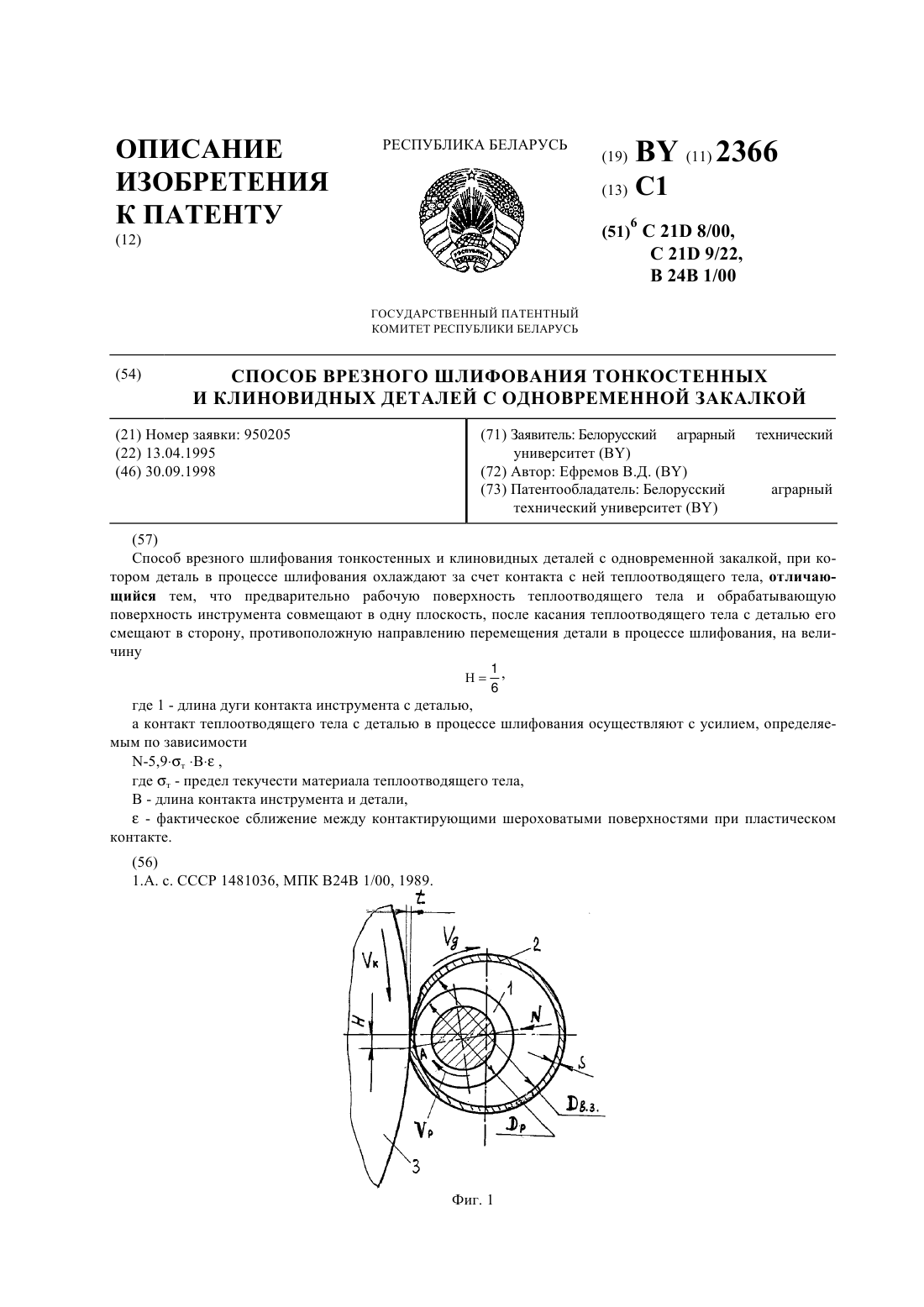
Способ шлифования тонкостенных и клиновидных деталей с одновременной закалкой
Номер патента: 2366
Опубликовано: 30.09.1998
Автор: Ефремов Владимир Дмитриевич
МПК: C21D 8/00, B24B 1/00, C21D 9/22...
Метки: закалкой, клиновидных, тонкостенных, шлифования, деталей, одновременной, способ
Текст:
...теплоотводящего тела (кривая 1) и с применением теплоотводящего тела по предлагаемому способу (кривая 2). Клиновидная часть заготовки с позиций теплопроводности относится к типу тонкостенных, но с переменной толщиной или с переменным теплоотводящим объемом металла, величина которого снижается до нуля в месте пересечения образующих е граней. Поэтому принцип реализации способа применительно к клиновидным деталям не отличается от обработки...
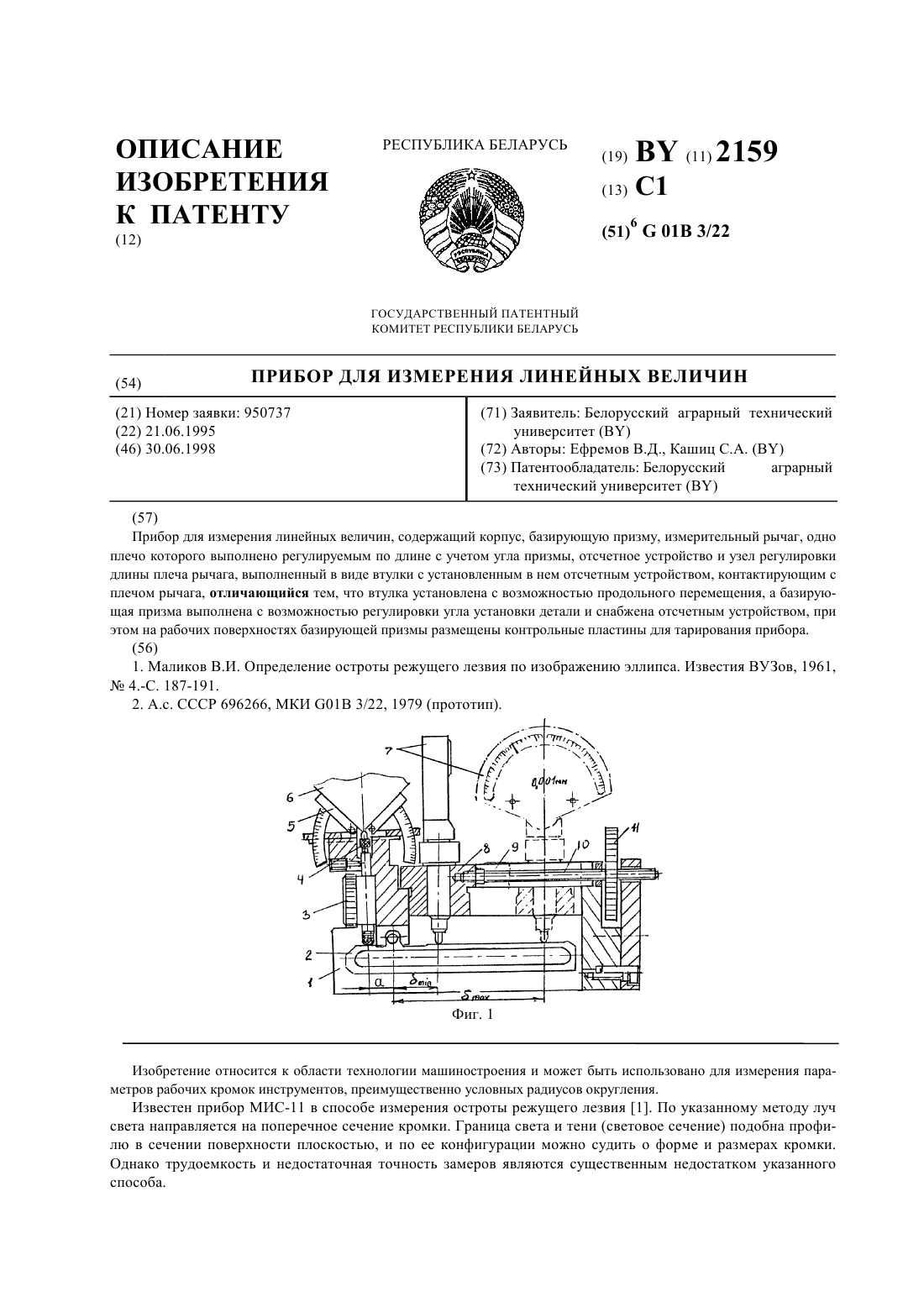
Прибор для измерения линейных величин
Номер патента: 2159
Опубликовано: 30.06.1998
Авторы: Ефремов Владимир Дмитриевич, Кашиц Сергей Александрович
МПК: G01B 3/22
Метки: измерения, прибор, величин, линейных
Текст:
...прибор изображен на фиг. 1 на фиг. 2 - устройство регулируемой базы, а также схема тарировки и измерения радиуса округления кромки. Прибор для измерения линейных величин состоит из корпуса 1, разноплечего рычага 2, отсчетного устройства 3, измерительного рычага 4, регулируемой базирующей призмы 5, контролируемого изделия 6, показывающего прибора 7, втулки 8 узла регулировки, направляющего паза 9, резьбового стержня 10,маховика 11....
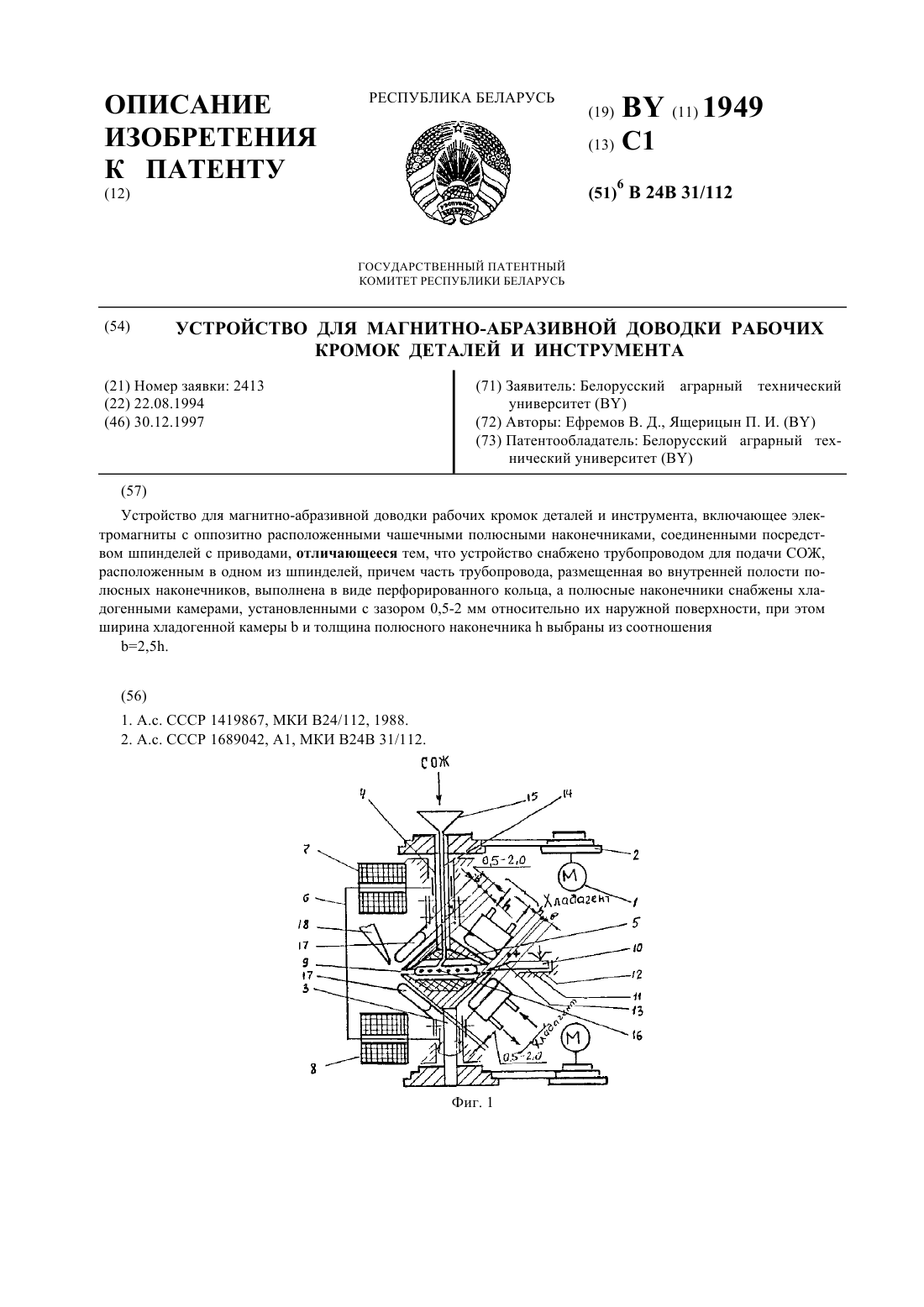
Устройство для магнито-абразивной доводки рабочих кромок деталей и инструмента
Номер патента: 1949
Опубликовано: 30.12.1997
Авторы: Ефремов Владимир Дмитриевич, Ящерицын Петр Иванович
МПК: B24B 31/112
Метки: кромок, доводки, деталей, рабочих, устройство, магнито-абразивной, инструмента
Текст:
...шкивы 2 и клиноременную передачу, совместно со шпинделями 3, 4 получают вращение полюсные наконечники 5. Одновременно магнитопровод 6, от электромагнитных катушек 7, 8 подают магнитную энергию,концентрируемую в рабочем зазоре 9, заполненном МАМ. От величины силы тока изменяется напряженность магнитного поля в рабочем зазоре и МАМ, расположенная в нем, уплотняется, образуя магнитноабразивную щетку - режущий инструмент, необходимый для съема...
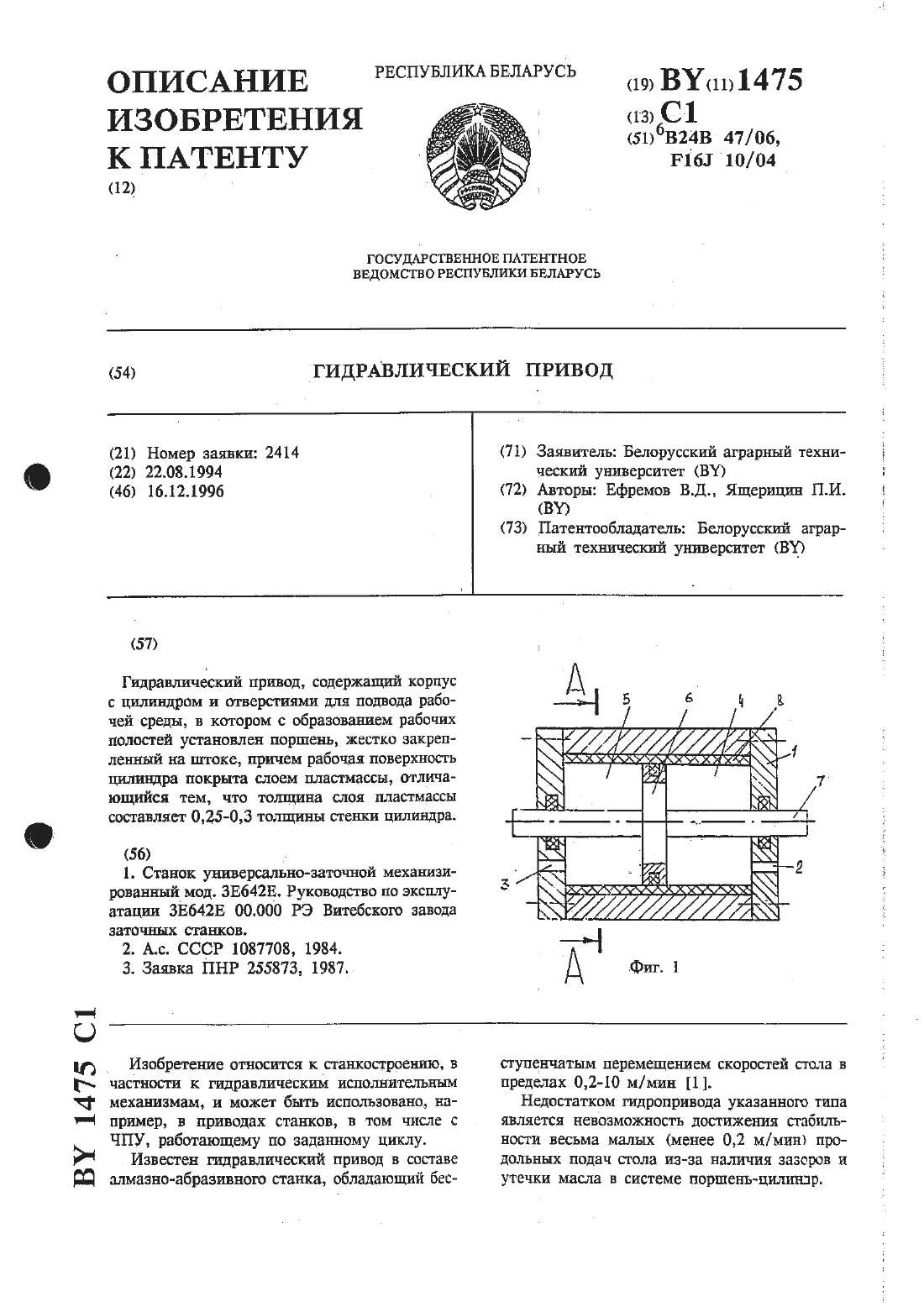
Гидравлический привод
Номер патента: 1475
Опубликовано: 16.12.1996
Авторы: Ефремов Владимир Дмитриевич, Ящерицын Петр Иванович
МПК: B24B 47/06, F16J 10/04
Метки: гидравлический, привод
Текст:
...3 Е 642 Е и специализированные цшшндры, армированные пластмассой с отношением толщины пластмассы к толщине стенки цилиндра-заготовки равньпи 0,2 0,25 0,30 0,35 и 0,4. При этом учитывалось, что тошнина стенки цилиндра являлась постоянной величиной, а в качестве переменной выступает толщина покрытия пластмассой. Толщина стенки цилиндра применялась равной 8 мм. Такая толпгина применяется при изготовлении серийно выпускаемого цилиндра без...