B24B 53/00 — Устройства или средства для правки шлифующих поверхностей или придания им требуемого вида
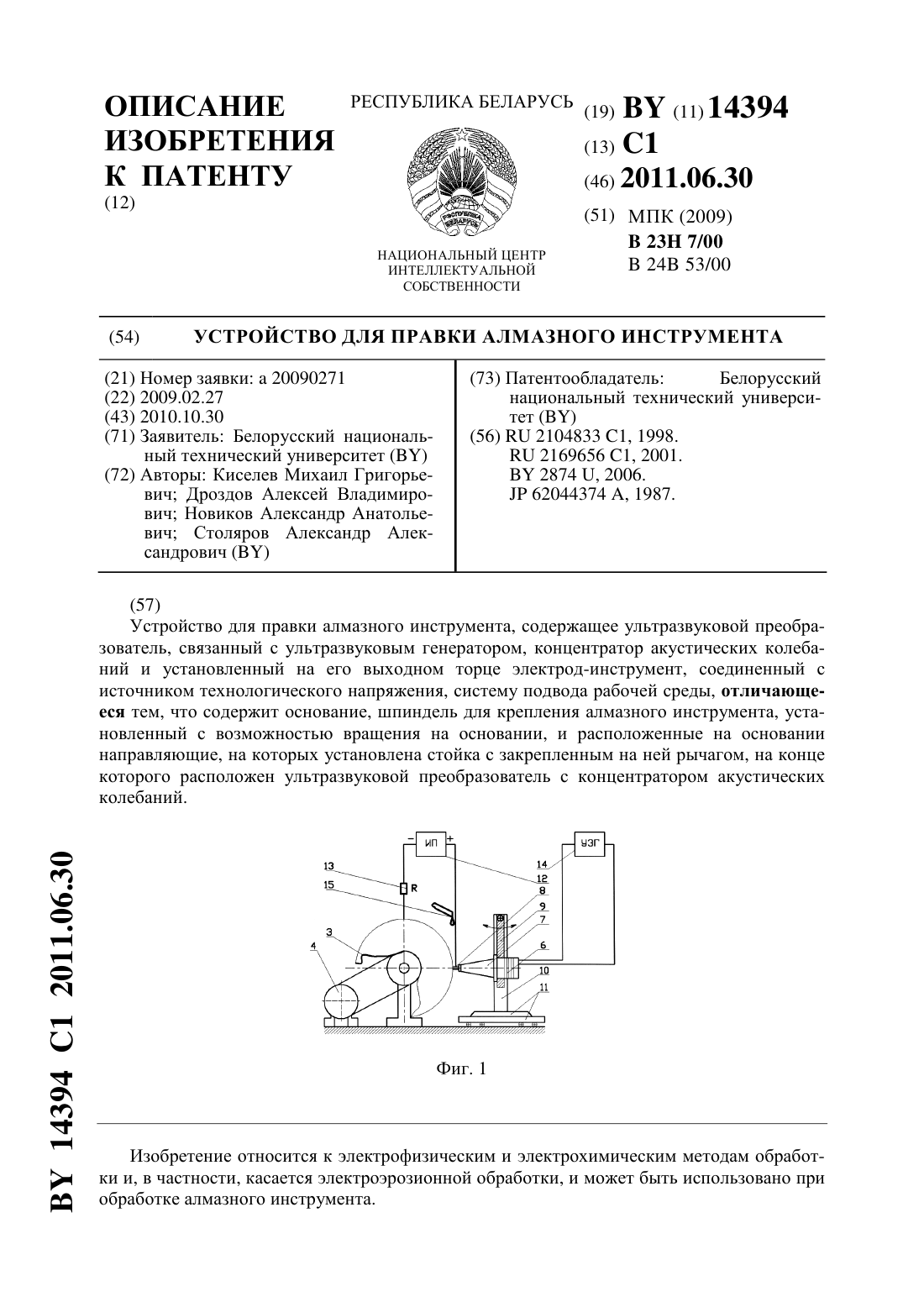
Устройство для правки алмазного инструмента
Номер патента: 14394
Опубликовано: 30.06.2011
Авторы: Столяров Александр Александрович, Новиков Александр Анатольевич, Киселев Михаил Григорьевич, Дроздов Алексей Владимирович
МПК: B24B 53/00, B23H 7/00
Метки: правки, инструмента, устройство, алмазного
Текст:
...основанием для использования в предлагаемом устройстве, по сравнению с классической электроэрозионной обработкой,является возможность отказа от применения сложных регуляторов для поддержания необходимой величины межэлектродного промежутка (МЭП). Кроме того, при реализации виброударного режима взаимодействия элементов электроконтактной обработки расширяется диапазон регулирования длительности разрядов электрического тока, что позволяет...
Алмазный шлифовальный инструмент
Номер патента: 13674
Опубликовано: 30.10.2010
Авторы: Францкевич Алла Владимировна, Кузей Анатолий Михайлович
МПК: B24D 3/34, B24B 53/00
Метки: алмазный, шлифовальный, инструмент
Текст:
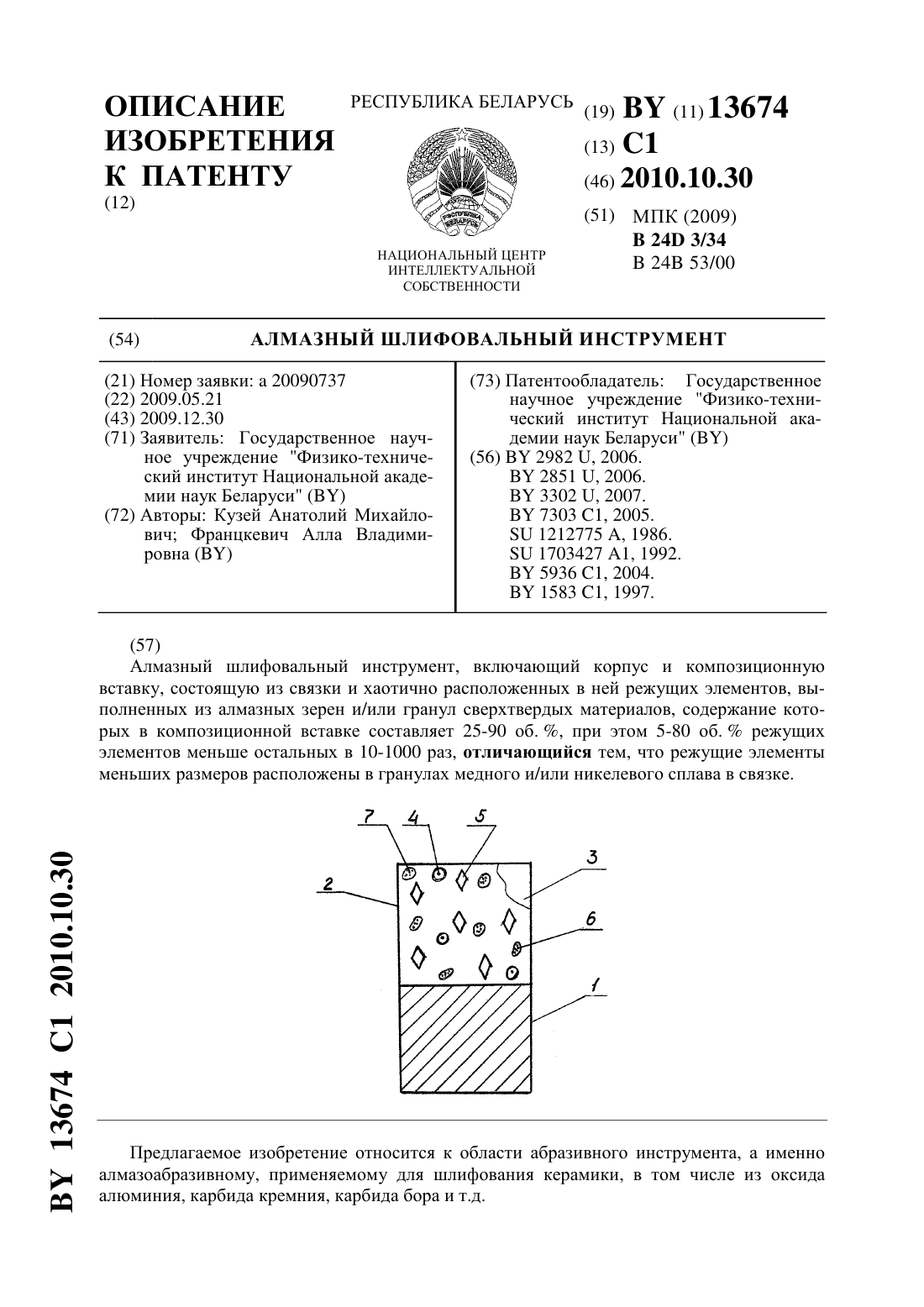
...от их хаотичного расположения в связке также участвуют в процессе резания. Эти эффекты обеспечивают снижение удельного расхода алмаза (сверхтвердого материала). Изобретение поясняется чертежом. На фигуре показан алмазный шлифовальный инструмент. Шлифовальный инструмент включает корпус 1 и композиционную вставку 2,состоящую из связки 3, режущих элементов 4 и 5, причем величина режущих элементов 4 меньше величины режущих элементов 5, гранул...
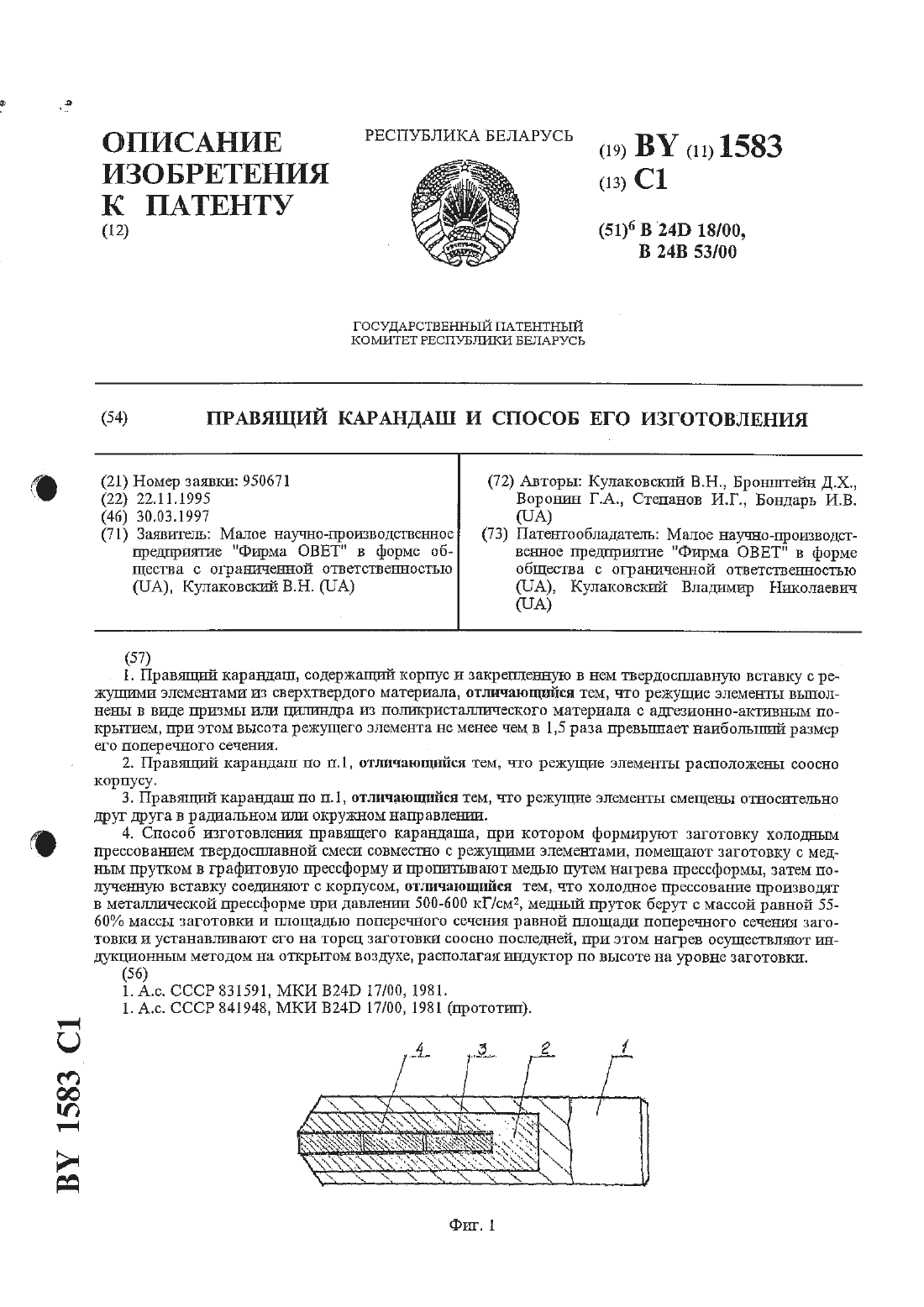
Правящий карандаш и способ его изготовления
Номер патента: 1583
Опубликовано: 30.03.1997
Авторы: Бронштейн Долорес Хаймовна, Кулаковский Владимир Николаевич, Воронин Георгий Алексеевич, Бондарь Иван Васильевич, Степанов Игорь Геннадьевич
МПК: B24D 18/00, B24B 53/00
Метки: изготовления, карандаш, способ, правящий
Текст:
...в материал вставки, что возможно достигнуть этишь при одновременной реализации признаков объектов защиты устройство и способ по следующим причинамнанесение адгезиовно-атстивного покрытия на наружной поверхности режущего элемента позволяет кроме повьппения прочности сцепления обеспечить сплошной тепловой контакт между полшсристаллом и материалом вставки и осуществить теплоотвод с поверхности режущего элемента в процессе правки, чему...