Гидравлический привод
Номер патента: 1475
Опубликовано: 16.12.1996
Текст
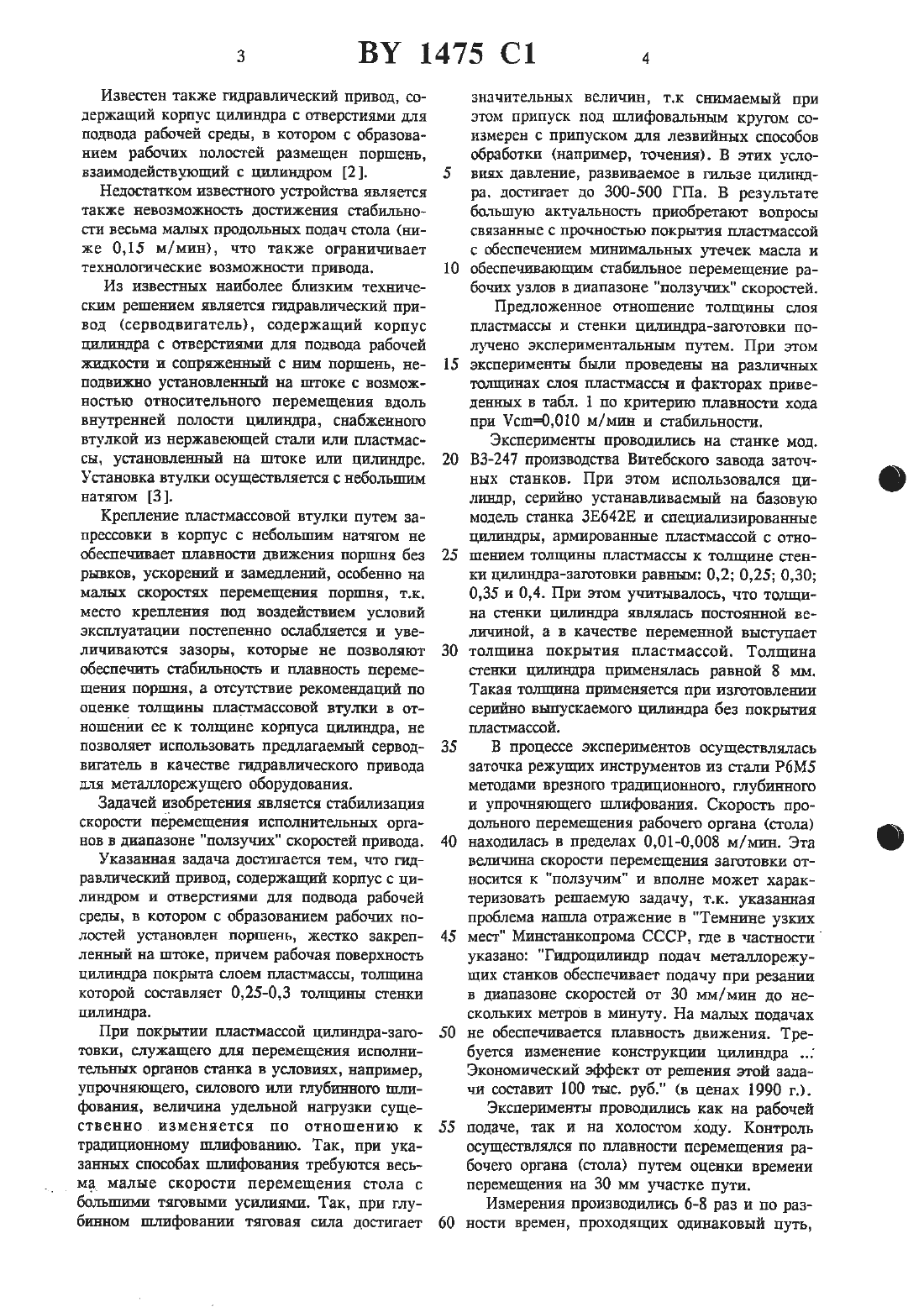
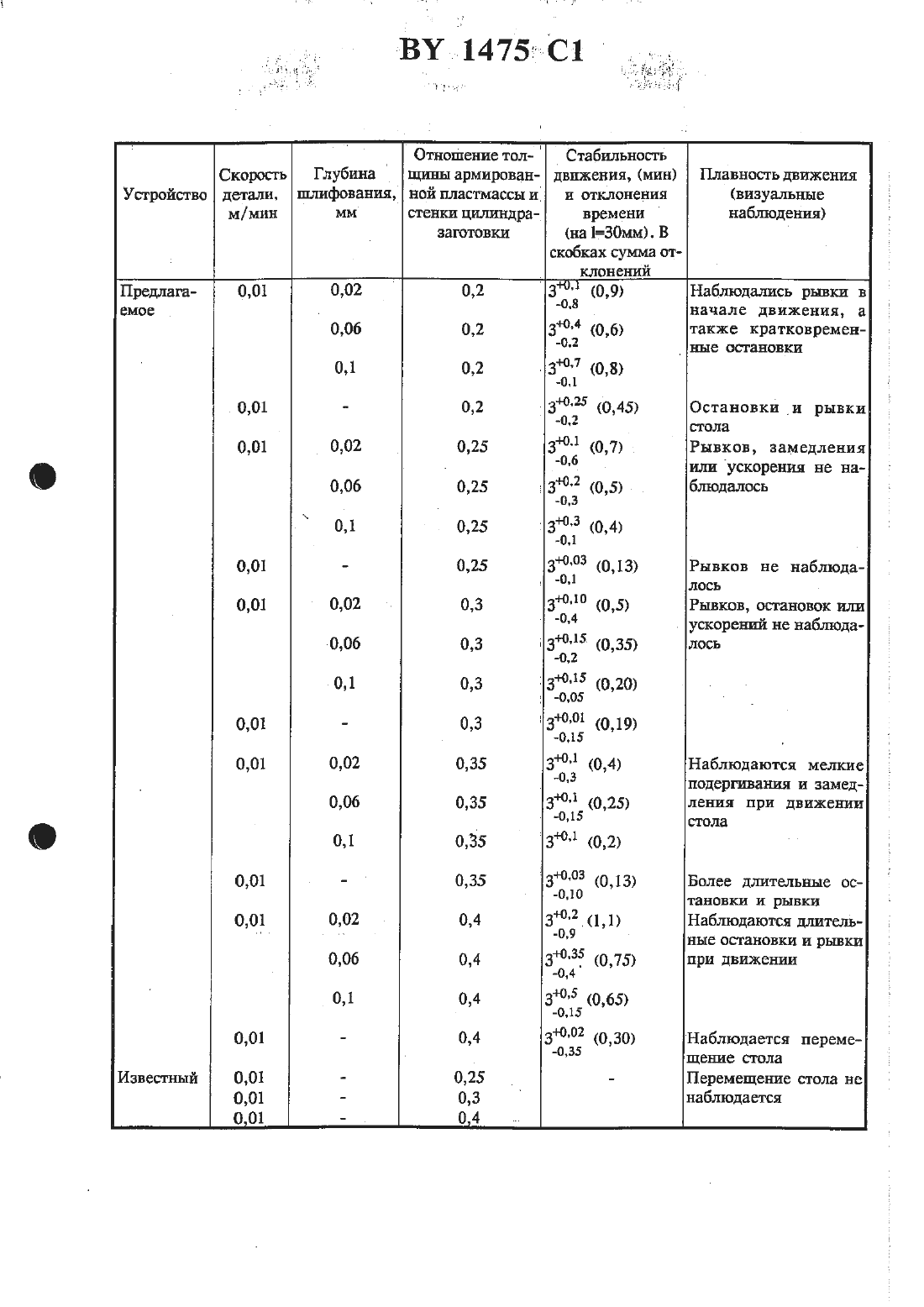
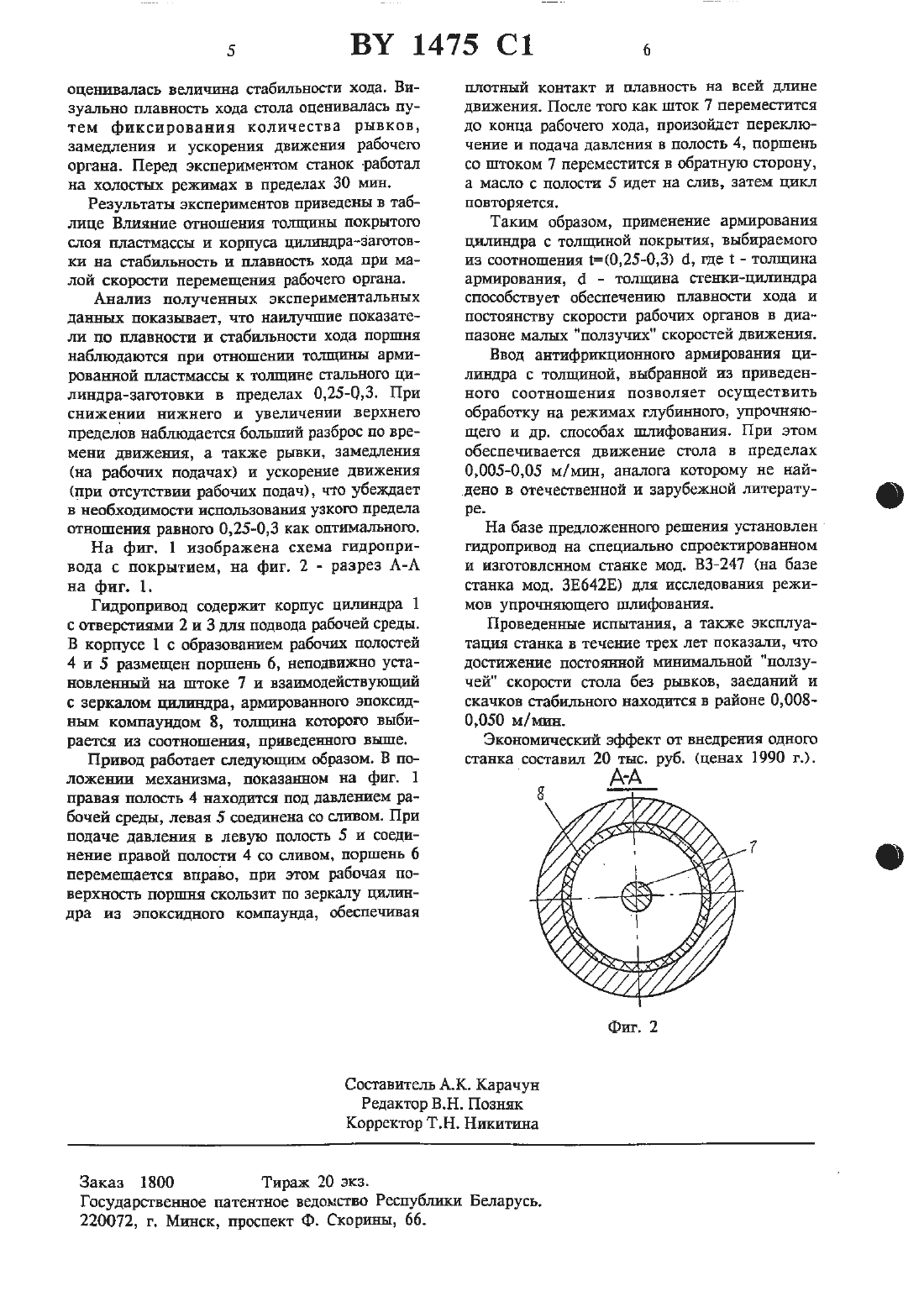
К ПАТЕНТУ 19161 10/04 т с ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ БЕЛАРУСЬ 54 ГИДРАВЛИЧЕСКИЙ приводГидравлический привод, содержащий корпус с цилиндром и отверстиями для подвода рабочей среды, в котором с образованием рабочих полостей установлен поршень, жестко закрепленный на штоке, причем рабочая поверхность цилиндра покрыта слоем пластмассы, отличающшйся тем, что тодпцина слоя пластмассы составляет 025-О,3 толщины стенки цилиндра.1. Станок универсально-заточной механизированный мод. ЗЕ 642 Е. Руководство по эксплуатации ЗЕ 642 Е 00.000 РЭ Витебского завода заточннх станков., Изобретение относится к станкостроению, в частности к гидравлическим исполнительным механизмам, и может быть использовано, например, в приводах станков, в том числе с ЧПУ, работающему по заданному циклу. Известен гидравлический привод в составе алмазно-абразивною станка, обладающий бес(71) Заявитель Белорусский аграрный технический университет (ВТ)(73) Патентообладатель Белорусский аграр ный технический университет (ВЧ)ступенчатым перемещением скоростей стола в пределах 0,240 м/мин 1.НСДОСТЗТКОМ гидропривода УКЕЗЗННОЮ ТЕЛЕ является невозможность достижения стабильности весьма малых (менее 0,2 м/мин) продольных подач стола из-за наличия зазоров и утечки масла в системе поршень-цилиндр.Известен также гидравлический привод, содержащий корпус цилиндра с отверстиями для подвода рабочей среды, в котором с образованием рабочих полостей размещен поршень,взаимодействующий с цилиндром 2.Недостатком известною устройства является также невозможность достижения стабильности весьма матах продольных подач стола (ниже 0,15 м/ мин), что также ограничивает технологические возможности привода.Из известных наиболее близким техническим решением является гидравлический привод (серводвигатель), содержащий корпус цилиндра с отверстиями для подвода рабочей жидкости и сопряженный с ним поршень, неподвижна установленнъсй на штоке с возможностью относительного перемещения вдоль внутренней полости цилиндра, снабженного втулкой из нержавеющей стали или пластмассы, установленный на штоке или цилиндре. Установка втушш осуществляется с небольшим натягом З.Крепление пластмассовой втулки путем запрессовки в корпус с небольшим натятом не обеспечивает плавности движения поршня без рывков, ускорений и замедлений, особенно на малых скоростях перемещения поршня, т.к. место крещения под воздействием условий эксплуатации постепенно ослабляется и увеличиваются зазоры, которые не позволяют обеспечить стабильность и плавность перемещения поршня, а отсутствие рекомендаций по оценке толщины пластмассовой втулки в отношении ее к толщине корпуса цилиндра, не позволяет использовать предлагаемый серводвитатель в качестве гидравлического привода для металлорежущего оборудования.Задачей изобретения является стабилизация скорости перемещения исполнительных органов в диапазоне ползучих скоростей привода.Указанная задача достигается тем, что гидравцшческий привод, содержащий корпус с цилиндром и отверстиями для подвода рабочей среды, в котором с образованием рабочих полостей установлен поршень, жестко закрепленный на штоке, причем рабочая поверхность цилиндра покрыта слоем пластмассы, толщина которой составляет 0,25-0,3 толщины стенки Цилиндра.При покрытии пластмассой цилиндра-запотонки, служащего для перемещения исполнительных органов станка в условиях, например,упрочняющего, силового или глубинного шлифования, величина удельной нагрузки существенно изменяется по отношению к традиционному шлифованию. Так, при указанных способах шлифования требуются весь, ма малые скорости перемещения стола сбольшими тяговыми усилиями. Так, при глубинном шлифовании тяговая сила достигаетзначительных величин, т.к снимаемый при этом припуск под шлифовальным крутом соизмерен с припуском для лезвийных способов обработки (например, точения). В этих условиях давление, развиваемое в шлъэе цилиндра. достигает до 300-500 ГПа. В результате большую актуальность приобретают вопросы связанные с прочностью покрытия пластмассой с обеспечением минимальных утечек масла и обеспечивающим стабильное перемещение рабочнх узлов в диапазоне полэутшх скоростей.Предложенное отношение толщины слоя пластмассы и стенки цилиндра-заготовки получено экспериментальным путем. При этом эксперименты были проведены на различных толщинах слоя пластмассы и факторах приведенных в табл. 1 по критерию плавности хода при Усш 0,010 м/мин и стабильности.Эксперименты проводшшсь на станке мод. В 3-247 производства Витебского завода заточпых станков. При этом использовался цилиндр, серийно устанавливаемый на базовую модель станка 3 Е 642 Е и специализированные цшшндры, армированные пластмассой с отношением толщины пластмассы к толщине стенки цилиндра-заготовки равньпи 0,2 0,25 0,30 0,35 и 0,4. При этом учитывалось, что тошнина стенки цилиндра являлась постоянной величиной, а в качестве переменной выступает толщина покрытия пластмассой. Толщина стенки цилиндра применялась равной 8 мм. Такая толпгина применяется при изготовлении серийно выпускаемого цилиндра без покрытия пластмассой.В процессе экспериментов осуществлялась заточка режущих инструментов из стали Р 6 М 5 методами врезного традиционного, глубинного п упрочняющего шлифования. Скорость продольного перемещения рабочего органа (стола) находилась в пределах 0,01-0,008 м/мшз. Эта величина скорости перемещения заготовки относится к ползучим и вполне может характеризовать решаемую задачу, т.к. указанная проблема нашла отражение в Темтшне узкихуказано Гидроцилиндр подач металлорежущих стапков обеспечивает подачу при резангщ в диапазоне скоростей от 30 мм/мин до нескольких метров в минуту. На малых подачах не обеспечивается плавность движения. Требуется изменение конструкции цилиндра Экономический эффект от решения этой задачи составит 100 тыс. руб. (в ценах 1990 г.). Эксперименты проводились как на рабочей подаче, так и на холостом ходу. Контроль осуществлялся по плавности перемещения рабочего органа (стола) путем оценки времени перемещения на 30 мм участке пути. Измерения производились 6-8 раз и по разНОСТИ ВРЕМЕН, ПРОХОДЯЩИЕ ОДИННКОВЫЙ ПУТЬ, Отношение толщины армированной пластмассы и стенки цилиндра заготовкитакже кратковременр ные остановкиРынков, замедления или ускорения не наблюдалосьРывков не наблюда лось. ускорений не наблюдагзт о,з 5 лосьод подергивания и замедления при движении столаБолее длительные остановки и рывки Наблюдаются длителъные остановки и рывки при движенииПеремещение стола не наблюдаетсяоценивалась величина стабильности хода. Впзуально плавность хода стола оценивалась пуТВМ ФИКСИРОВЗНИЯ КОЛИЧЕСТВЗ РЫНКОВ,замедления и ускорения движения рабочего органа. Перед экспериментом станок работал на холостых режимах в пределах 30 мин. Результаты экспериментов приведены в таблице Влияние отношения толщины ПОКРЫТОЮ слоя пластмассы и корпуса ЦШШНДРЕРЗЗЮТОВкн на стабильность и плавность хода при малой скорости перемещения рабочего органа. Анализ полученных экспериментальных ДННЫХ ПОКЗЗЫВЗСТ, ЧТО НаШТУ-ЦПИС ПОКаЗаТели по плавности и стабильности хода поршня наблюдаются при отношении толщины армированной пластмассы к толщине стальною ЦИлиндра-заготовки в пределах 025-03. При СНИЖЕНИИ НИЖНЕГО И УВЕЛИЧЕНИЕ/П ВЕРХНЕГО пределов наблюдается больший разброс по времени движения, а также рывки, замедления(при отсутствии рабочих подач), что убеждает в необходимости использования узкого предела отношения равного 0,250,3 как оптимального. На фиг. 1 изображена схема гидропривода с покрытием, на фиг. 2 - разрез А-А на фиг. 1. Гидропривод содержит корпус цилиндра 1 с отверстиями 2 и З для подвода рабочей среды. В корпусе 1 с образованием рабочих полостей 4 и 5 размещен поршень б, неподвижно установленный на штоке 7 и взаимодействующий с зеркалом цилиндра, армированного эпоксидным компаундом 8, толщина которого выбирается ИЗ СООТНОШЕНИЯ, ПРНЗСДСЕНОПЗ ВЬППЕ. Привод работает следуюппш образом. В положении механизма, показанном на фиг. 1 правая полость 4 находится под давлением рабочей среды, левая 5 соединена со шипом. При подаче давления в левую полость 5 и соединение правой полости 4 со сливом. поршень 6 перемещается вправо, при этом рабочая поверхность поршня скользит по зеркалу цитшндра из эпоксидного компаунда, обеспечиваяплотный контакт и плавность На всей дЛИНЕ движения. После того как шток 7 переместится до конца рабочего хода, произойдет переклюЧВНИС И Подача ДЭВЛСНИЯ В ПОЛОСТЬ 4, ПОрШеНЬ со штоком 7 переместится в обратную сторону,а масло с полости 5 идет на слив, затем цикл повторяется.Таким образом, применение армирования цилиндра с толщиной покрытия, выбираемого из соотношения 1(0,250 З) б, где г - толщина армирования, (1 - толщина сгешси-Цшшндра способствует обеспечению плавности хода и ПОСТОЯНСТВУ СКОРОСТИ РЗбОЧИХ ОРГНОВ В ДИВ пазоне малых ползучих скоростей движения.Ввод антифрикционного армирования цилиндра с толщиной, выбранной из приведенного соотношения позволяет осуществить обработку на режимах глубинного, упрочняющего и др. способах шлифования. При этом обеспечивается движение стола в пределах 0005-0,05 м/ мин, аналога которому не найНа базе предложенного решения установленГИДРОПРИВОД на СПСЦИНЛЬНО СПРОЕКТИРОВЗННОМ и изготовленном ставке мод. В 3-247 (на базе станка мод. 3 Еб 42 Е) для исследования режимов упрочняющего шлифования.Проведенные испытания, а также эксплуаТЕЦИЯ СТЗНКН В ТЕЧЕНИЕ. трех ЛЕТ ПОКЗЗЗЛИ, ЧТО достижение постоянной минимальной ползучей скорости стола без рывков, заеданий и скачков стабильного находится в районе 0,0080,050 м/мин.Экономический эффект от внедрения одного станка составил 20 тыс. руб. (ценах 1990 п).Государственное патентное ведомство Республики Беларусь.
МПК / Метки
МПК: B24B 47/06, F16J 10/04
Метки: гидравлический, привод
Код ссылки
<a href="https://by.patents.su/4-1475-gidravlicheskijj-privod.html" rel="bookmark" title="База патентов Беларуси">Гидравлический привод</a>
Гидравлический ударный механизм
Номер патента: 126
Опубликовано: 30.09.1994
Авторы: Мальцев В. В., Колено В. В., Григорьев С. В., Колено А. В., Кучерявый В. М., Кичигин А. Ф., Баландинский Е. Д.
МПК: B25D 9/12
Метки: гидравлический, механизм, ударный
Текст:
...с обрабатываемым объектом. Гидравлический ударный механизм работает следующим образом. При-отсутствии нажатия со стороны рабочего инструмента 22 подвижные элементы устройства находятся в исходном положении. Рабочая жидкость по напорному каналу 11 от насоса поступает вкамеру рабочего хода В и по каналу 15 в камеру управления 8. удерживая ступенчатый распределитель 4 в крайнем верхнем положении. По осевому 9 и радиальному 1.0...
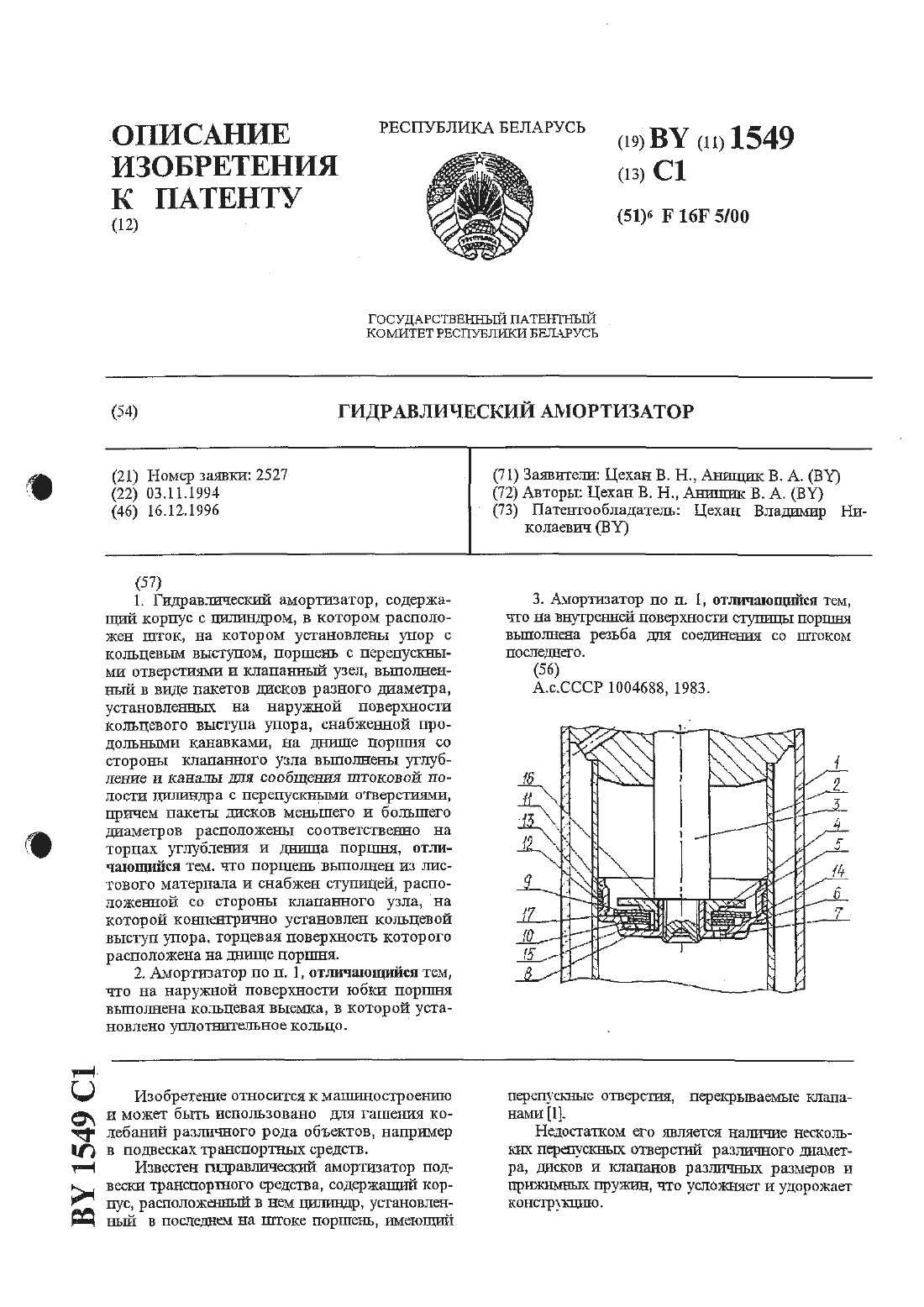
Гидравлический амортизатор
Номер патента: 1549
Опубликовано: 16.12.1996
Авторы: Анищик Валерий Александрович, Цехан Владимир Николаевич
МПК: F16F 5/00
Метки: гидравлический, амортизатор
Текст:
...амортизатора в предлагаемой поршень выполнен из листового материала, что конструктивно обусловлено его взаимосвязанной схемой крепления на штоке и функционашанъв назначением устройства его уплотнения в цилиндре. Вьпцестсазашюе расцшряет технологические Возможности конструкции и стекает меТШШОМКОСЕЪ ГЦЕФВВЛЪЩЕСКОГО аМОРТК-ГЗЗТОРН.На чертеже изображен гидравлический амортизатор, продольный разрез.Гидравлический амортизатор содержат корпус...
Гидравлический амортизатор
Номер патента: 303
Опубликовано: 30.12.1994
Авторы: Махомет Н. А., Чешенко Г. И., Мартынов Н. В., Дегтяренко В. В., Аврамов Д. В., Дереченик А. Б., Кежун И. -С. В.
МПК: F16F 9/34
Метки: гидравлический, амортизатор
Текст:
...мере двумя парами соосных вихревых камер отбоя 5 и сжатия 6. расположенных эксцентрично относительно продольной оси поршня 4 и равномерно по окружности и сообщающихся между собой посредством центрального от верстия 7. С полостями отбоя Б и сжатия Вамортизатора каждая из вихревых камер 5 и 6 связана посредством по крайней мере одного тангенциального канала 8 и 9 ипо крайней мере одной входной щели 10 и 111,каждая из которых расположена по...
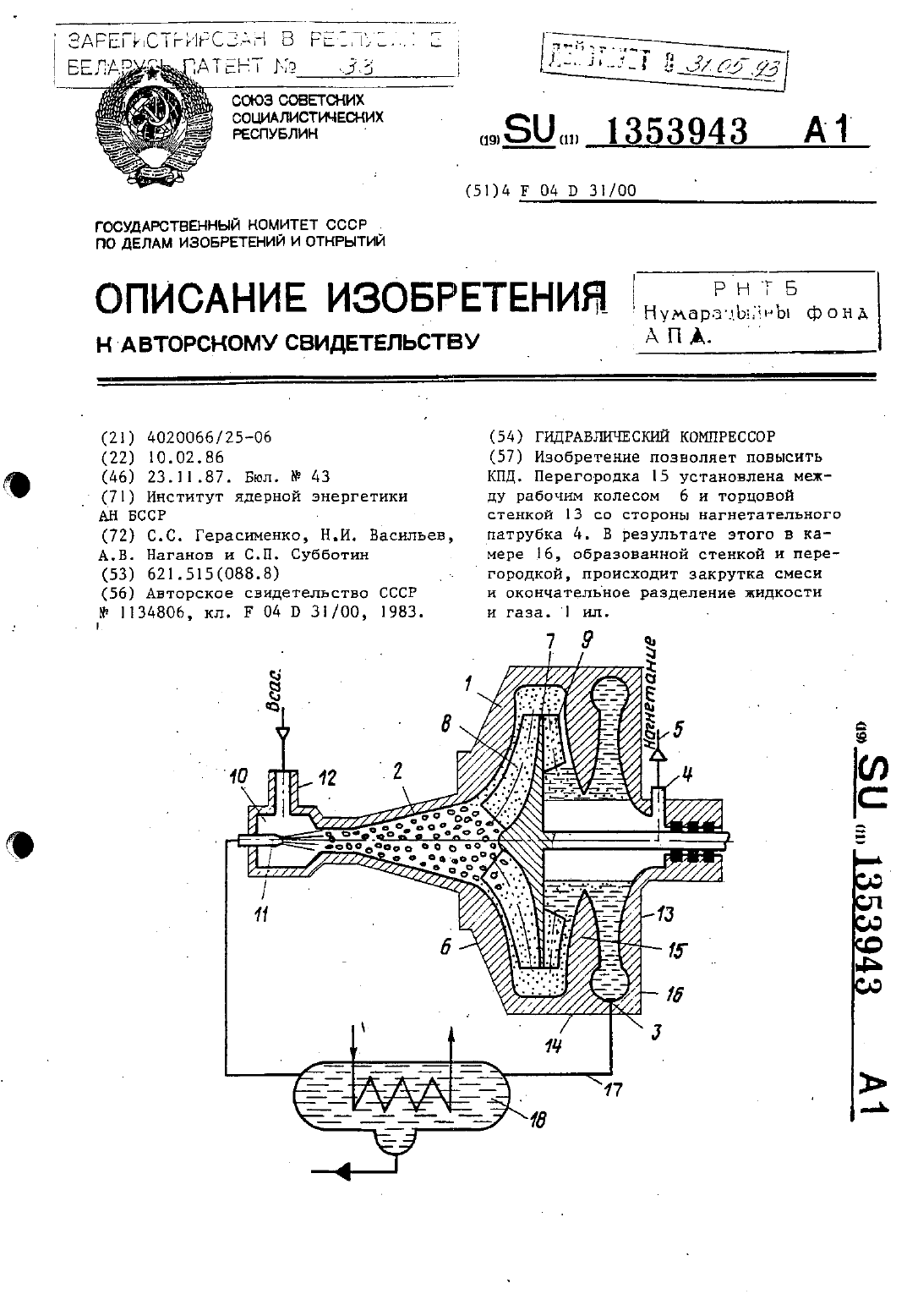
Гидравлический компрессор
Номер патента: 33
Опубликовано: 30.05.1994
Авторы: Субботин С. П., Наганов А. В., Герасименко Сергей Степанович, Васильев Н. И.
МПК: F04D 31/00
Метки: гидравлический, компрессор
Текст:
...4 с образованием между последней И перегородкой 15 камеры 16, подключенной к вышод ному патрубку 3. Трубопровод 18, соединяющий патрубок З с активнм соп лом 11, проходит через теплообменник 18.Гидравлический компрессор работает следующим образом.В эжекторе 10 по Действием струи жидкости, выходящей из активного сопла 11, нагнетается газ из пассивного сопла 12 во входной патрубок 2, откуда газожидкостная смесь поступает на лопатки 8...
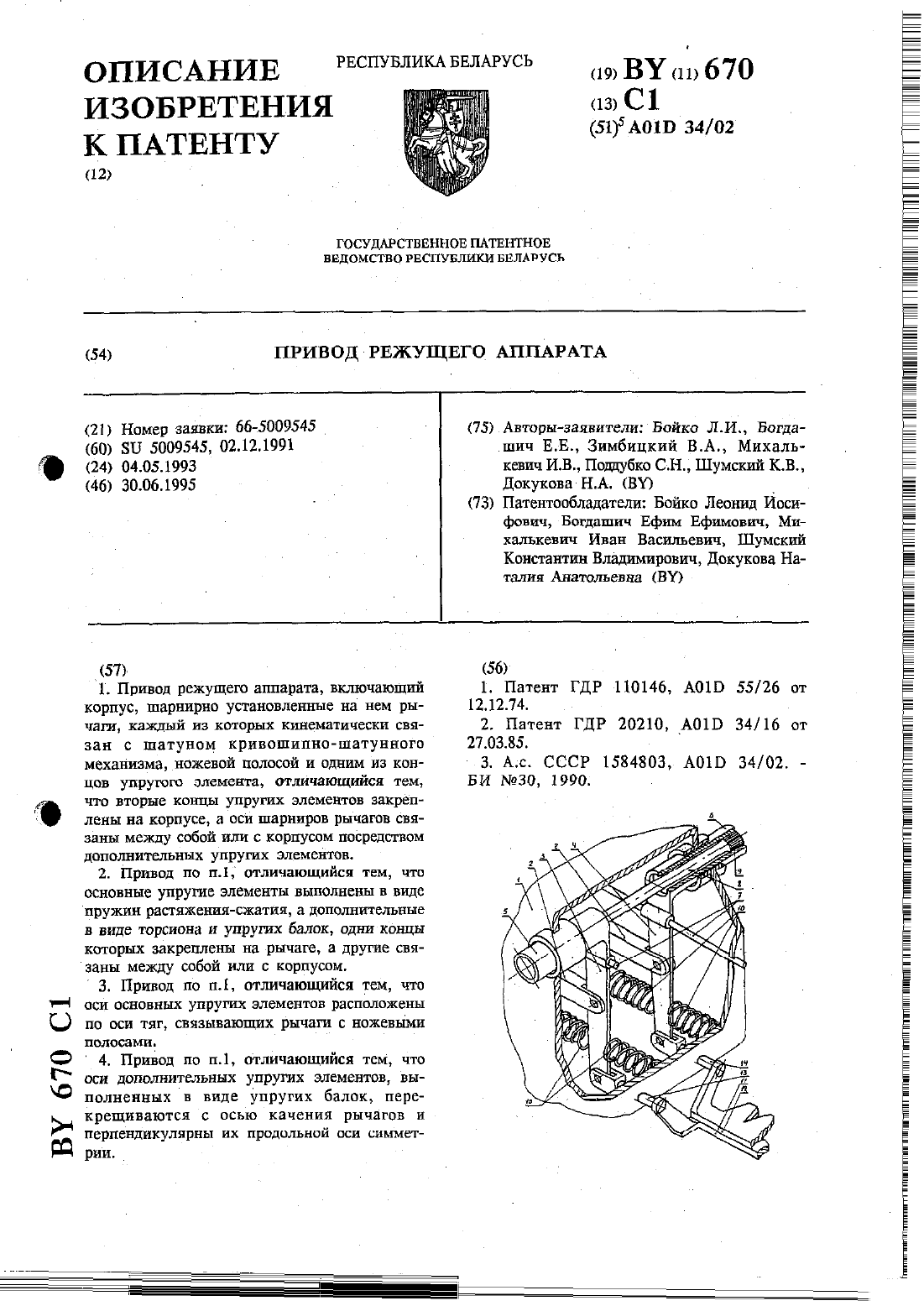
Привод режущего аппарата
Номер патента: 670
Опубликовано: 30.06.1995
Авторы: Богдашич Е. Е., Шумский К. В., Зимбицкий В. А., Поддубко С. Н., Михалькевич И. В., Докукова Н. А., Бойко Л. И.
МПК: A01D 34/02
Метки: режущего, аппарата, привод
Текст:
...использовать кривошипно-шатунный механизм, спроектированный, например, длярабочей частоты 500 об/ мин, для частот 850 и 1000 об/ мин, путем подключения одною или нескольких упругих элементов, имеющих соответствующую приведенную жесткость для создания совместно с массой ножевого аппарата колебательной динамической системы, имеющей собственную частоту, близкую к рабочей частоте привода. В таких условиях нагрузка на детали кривошипношатуиного...
Предыдущий патент: Способ производства кваса
Следующий патент: Способ производства яблочно-пектиновой пасты
Случайный патент: Гелиоводонагревательная установка