Способ обработки длинномерной цилиндрической детали
Текст
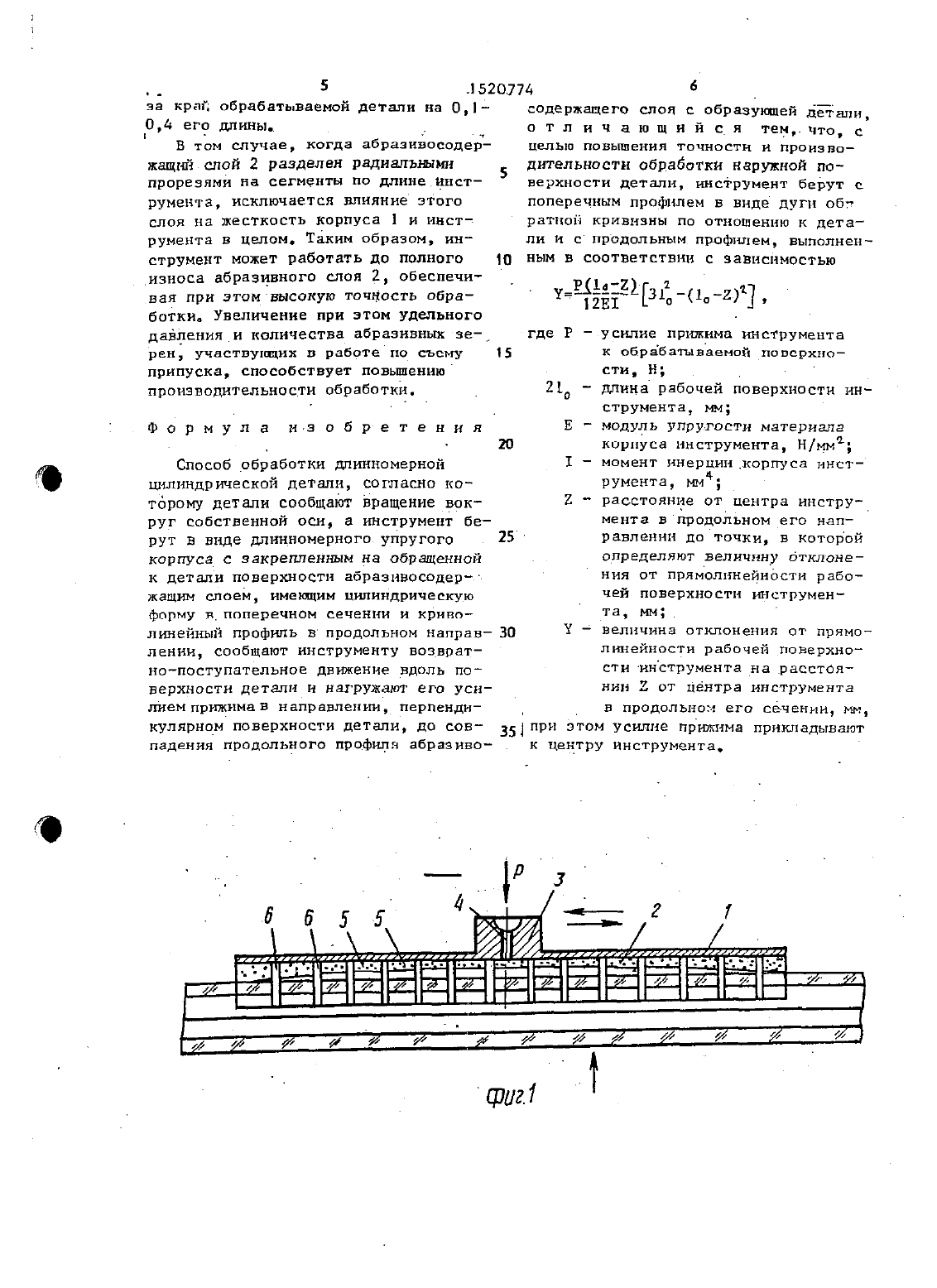
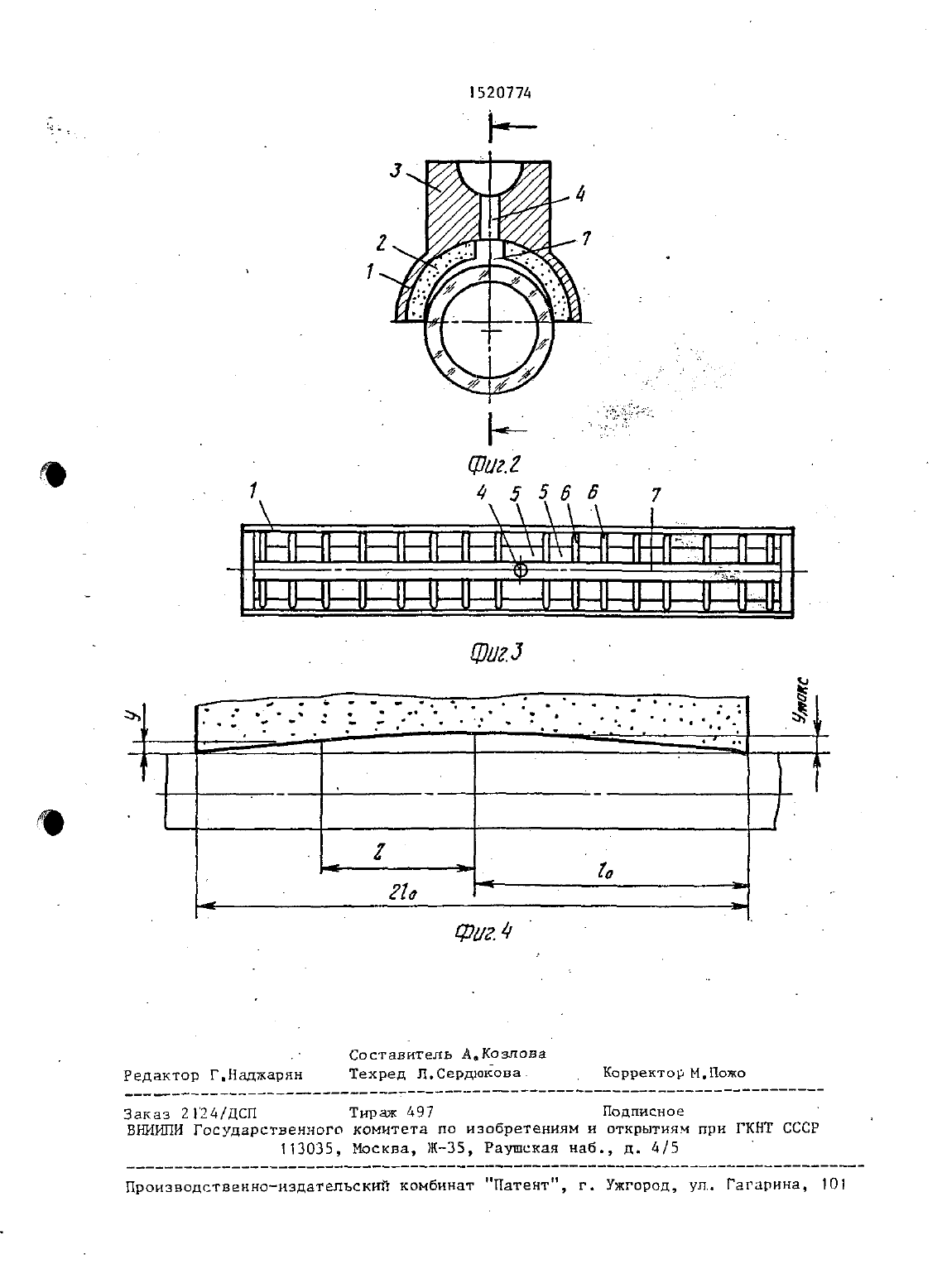
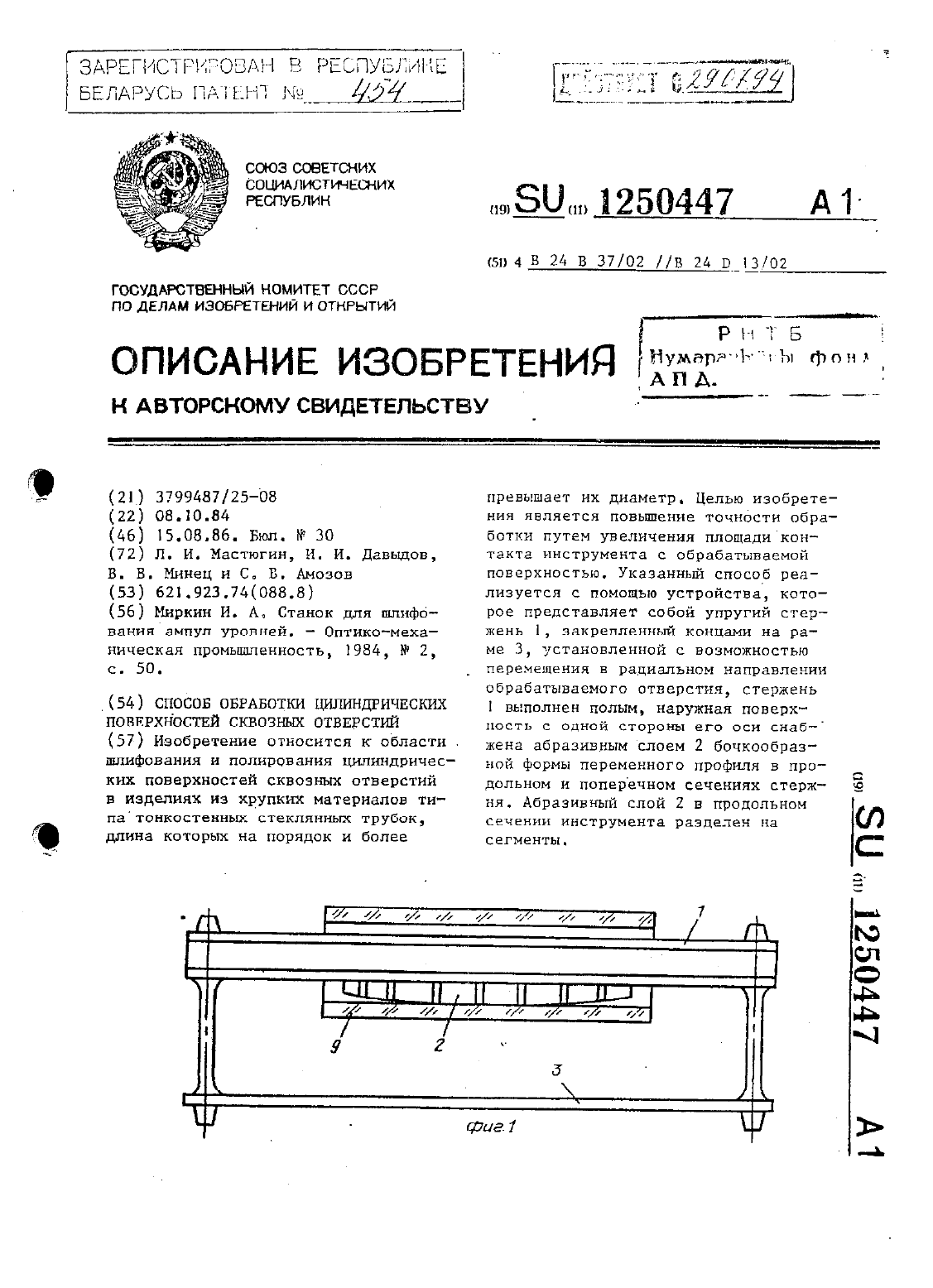
ЗАРГИСЧРИЭСЗМЧН е гесоуытт-ъ велдвуоь Пдткзггж нс ДГОСМДАРСТВЕННЬЙН 0 МИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРНТИЯМПРИ П 4 НТ СССР(56) Авторское свидетельство СССР т ъ 25 оц 47, кл. в 24 в 37/02, 1986.(54) спосов ОБРАБОТКИ длинномвгной ЦНЛНДРИЧЕСКОЙ ДЕТАЛ(57) Изобретение относится к области машино и приборостроения и может бЫТЬ НСПОПЬЗОВЗНО ПРИ ИЗГОТОВЛЕНИЕ цилиндрических изделий из стекла,дпиа которых на порядок и более превышает их диаметр. Целью изобретения ЯВЛЯЕТСЯ ПОВЫШЕНИЕ ТОЧНОСТИ И ПРОИЗводительност и обр аботний наружной ЦВ-Изобретение относитса к области машино и приборостроения н может быть использовано при изготовлении цилиндрических изделий из стекла,длина которыхна порядок и более пре выает ИХ диаметр.Целью изобретения является повышение точности и производительности обработки наружной пшлиндрической поверхности детали за счет равномерноЦо распределения давления по всей площади его контаитас деталью, что достигается определенной формой выполнения профиля абразивосодержашего слоя и приложением сосредоточенной нагрузки В центре инструмента. На фиг. 1 изображен инструмент в контакте с обрабатываемой деталью,продольное сечение на фиг. 2 - то же, поперечное сечение на фиг. 3 дк-вввариант выполнения рабочей поверхнотбой, например, разделенный по длине на две равные части полый цилидрЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ детали засчет выравнивания давления инструмента на деталь по всей поверхности соприкосновения. Детали сообщают вращение вокруг собственной оси. Инструменту выполненному В виде длиномерного упругого корпуса с закрепленным на обращенной к детали поверхности абразивосодержащим слоем, сообщаютвозвратнопоступатепьное-движение вдоль поверхности детали. При этом абразивосодержащнй слой имеет поперечный профипь в виде дуги обратной кривизны по отношению к детали, а . П продольный профиль выполнен по определенной зависимости, полученной из условия деформации инструмента силой прнжиа. 4 ил.сти инструмента на фиг. д расчетНЗЯ СХЕМЗ для ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ОТКЛОНЕНИЯ ОТ прямолинейности продольного профиля иструмента. Инструме нт содержит длинном ерный упругий корпус 1, представляющий со(в частном случае это кусок трубывдоль на две рдвные части). С внутренней стороны на корпус 1 нанесен абразнвосодержащнй слой 2. С наружной стороны корпуса по центру его в ПРОДОПЬНВМ И ПОПЕРЕЧНОМ СЕЧЕННЯХ закреплен ниппель 3 с отверстием 4 вего центре. Посредством ниппеля 3 инструменту СООБЩЗЕТСЯ ВОЗВрдТН 0 ПОСТУ нательное-движение вдоль поверхностидетали в процессе обработка, переда. ется усилие принма инструмента к обРЗБЗТЫБЗЕМОЙ ПЙВЕРХНОСТИ И ПЙДЗЕТСЯ смазочно-охлаждающая жидлость (СОЖ)быть разделен на сегменты 5 путем нармщширщшыышхкшшюк 6,Вшшьоси снметри инструмента в продоль- 10ном его сечении в абразввосодержащем слое может быть выполнена канавка 7 Шириной не менее 0,1 диаметра обраба тываемого изделия. Абразивосодержащнй слой в продоль-5НОМ СЕЧЕННН ИНСТРУМНТЗ ВЫПОЛНЕН С ПРОфНПеМ описываемым выражением- Ш 31-(12)1 ,20 усилие приима внструмента к ч обрабатываемой ловерхноа стн Н длина рабочем поверхности инструмента, м модуль упругости материала корпуса инструмента, Н/ими момент инерции корпуса инструмента, мм 4 расстояние от Центра Инструмента в продольном его налравленнн до толки, В которой определяют величину отклонения от прямолинейности рабочей поверхноств ннструмен 35 та, мм величина отклонения от прямолинейности рабочей поверхности инструмента на расстоянии 2 от центра инструмента в продольном его сечении, мм. Выполнение переменным профиля абразивосодержащего СЛОЯ ННСТРУМЕНТН В продольном его сеченши, В соответствии с указанным вые выражением,в сочетании с поперечным профилем в виде дуги обратной кривизны по отношени к детали позволяет повысить прирабатываемость инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали, выполненной по центру вдоль инструмента, достигается Перераспределение воэдействукг ЩЕГ 0 На ННСТРУМент давления от уси Повышается Производительность процесса обработки, АОдновременно в процессе обработки 0 Т Усилия прижима к обрабатываемой ПОВЕРХНОСТИ инструмент деформируется на расчетную величину, профиль абразивного слоя инструмента в осевом его сечении приобретает прямолинейНУЮ ФОРМУ,в результате чего давление Ргспгеделнется равномерно по ДН 4 не инструмента, что способствует равНОМЕРНОМУ СЪЭМУ материала и повышению точности И производительности обработки детали.Предложенный способ осуществляют следующим образом.Вначале к работе готовят-сам инСТРУМЕНТ. для этого абрааивосодержа ЩЕМУ СПОЮ 2 Прцдают в продольном сеЧЕННИ ННСТРУНеНта крмволинейный профипь в соответствии с указанным вышеВЫРЗЖЕНИВЙ ДО величины Чмдкс а в поперечном сечении придают профиль вБИДЕ дУги обратной кривизны по отноШЭННЮ К детали с таким условием, что бы УГОЛ раствора инструмента составпял 14018 О.При обработке наружной цилиндрической поверхности деталь известным способом крепят на обрабатывающем станке и сообщают ей вращение вокруг собственной оси, иструменту сообщают воэвратно-поступательное движение с необходимым усилием прижима его к обрабатываемой поверхности, Дпиу Н корпуса и, соответствеииоабразиво СОДЕРЖЕЩЕГО СЛОЯ ННСТрУМНТ 8 выбирают в.пределах 0,д-0,8 длины обрабатываемом детали,Частоту вращения обрабатываемой детали, усилие прнжма инструмента квозвратно-поступательного движения инструмента выбирают из технологических условий обработки. В частности,при обработке наружных цилиНдРИЧ 6 С ких поверхностей стеклянных трубок частоту вращения берут 500-1200 об/мин,усилие прнима 20-50 кгсчиспо двойных ходов инструмента 20-Ббдвдх/мин. Длину хода инсгоумента выбирают С условием, чтобы инструмент выходилза край обрабатываемой детали на 0,10 д его длины. дВ том случае, когда абраэнвосодерг жащн спой 2 разделен радналъыми прорезями на сегменты по длине инструмента, исключается влияние этогослоя на жесткость корпуса 1 и инструмента в целом. Таким образом, инструмент может работать до полного 10 износа абразивного слоя 2, обеспечивая при этом высокую точность Обработки. Увеличение при этом удельного давлениян количества абразивных ееран участвупщих в работе по съему 15 припуска, способствует повыиению производительности обработки.цилиндрической детали, согласно которому детали сообщают вращение вокруг собственной оси, а инструмент берут в виде длииномериого упругого . 25к детали поверхности абразивосодер-п жащим слоем, имеющим цилиидрическую формУ впоперечном сечении и криволишейный профиль В продольном направ- 30 пении, сообщают инструменту возвратнопоступательное движение вдоль поверхности детали н нагружают его усилиемприиимав направлении, перпендикулярном поверхности детали, до совпадения продольного профили абразиво555 п-ЦПЦЦ ПДП Ей пицце ВИНил ад ил у 1 1целью повышения точности и производительности обработки нарУжой поверхности детали, инструмент берут с ПОПРЕЧНЫМ профилем В виде дуги об ратной кривизны по отношению к детаЛН И СПР 0 д 0 ЛЬНЫМ Прйфилем, выполнеи ным в соответствии с зависимостьюдлина рабочей поверхности инструмента, ммодуль упругости материала корпуса инструмента, Н/ммт момент инерции корпуса инструмента, мрасстояние от центра инструмента впродолЬиом его нап- равленин до точки, в которой определяют величину отклонения от прямолинейности рабочей поверхности инструменвеличина отклонения от прямолинейности рабочей поверхностиинструментанарасстолнии 2 от центра инструментав продольном его сечении, мм, 351 прн этом усилие приима прикладываютпппп ниц ПИЛЗаказ 2124/ДСП Тираж 497 Подписное ВНИИПН Государственного комитета по изобретениям И открытиям при ГКНТ СССР
МПК / Метки
МПК: B24B 37/02
Метки: способ, детали, цилиндрической, длинномерной, обработки
Код ссылки
<a href="https://by.patents.su/4-457-sposob-obrabotki-dlinnomernojj-cilindricheskojj-detali.html" rel="bookmark" title="База патентов Беларуси">Способ обработки длинномерной цилиндрической детали</a>
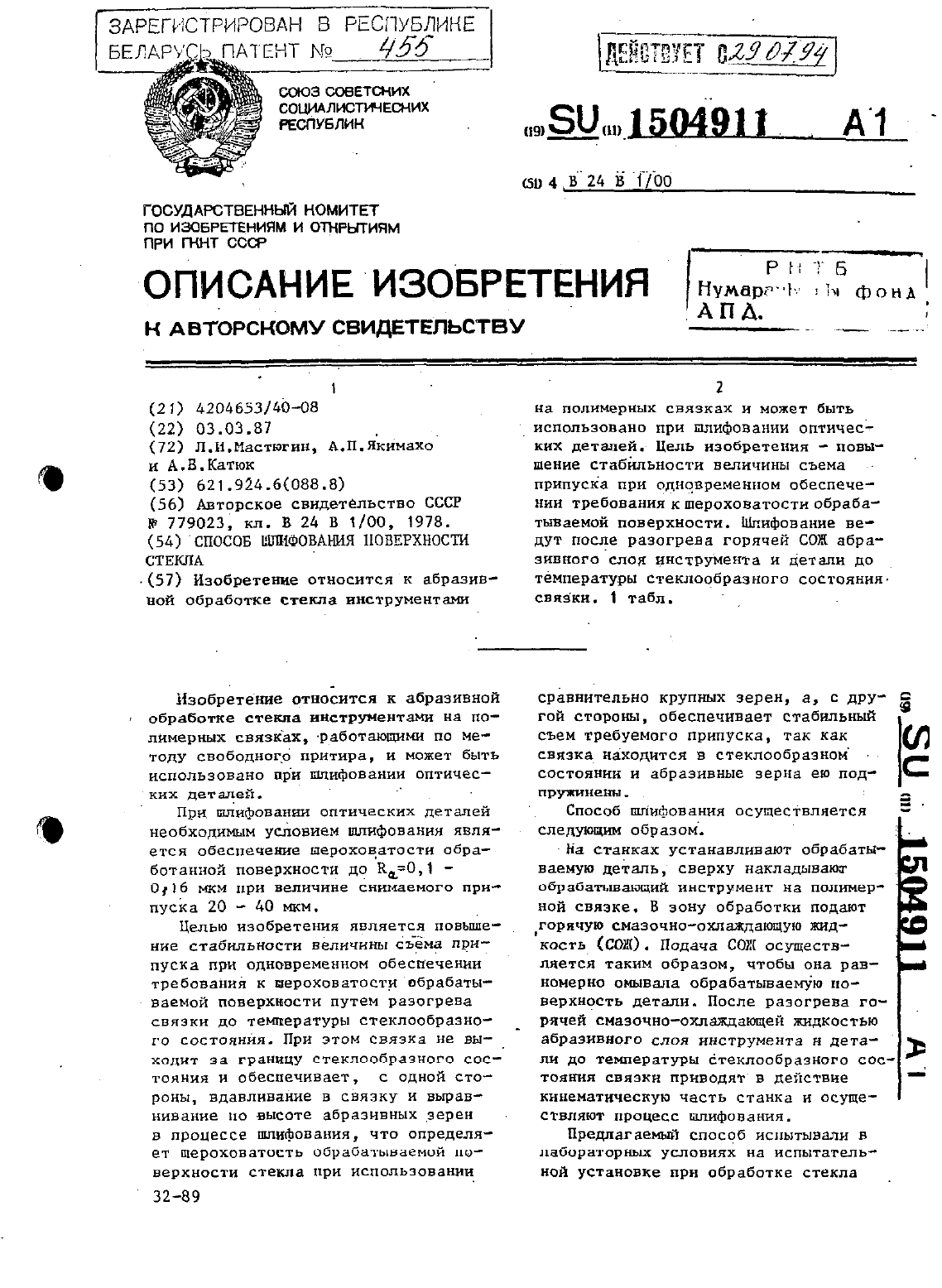
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Амозов С. В., Мастюгин Л. И., Минец В. В., Давыдов И. И.
МПК: B24D 13/02, B24B 37/02
Метки: обработки, цилиндрических, поверхностей, способ, отверстий, сквозных
Текст:
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Способ шлифования поверхности стекла
Номер патента: 455
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Якимахо А. П., Мастюгин Л. И.
МПК: B24B 1/00
Метки: способ, стекла, поверхности, шлифования
Текст:
...на подхннер- ной связке. В зону обработки подают горячую смазочноохлаждающую жидкость СОЖ. Подача СОЖ осуществляется таким образом, чтобы она равномерно оиывала обрабатываемую поверхность детали. После разогрева горячей смазочноохлаждающей жидкостью ЗБРЗЭИБНОГО слоя инструмента н детаЛИ до температуры стеклообразного состояния связки приводят в действие кинематическую часть станка н осущет ствляют процесс шлифования.Предлагаемы...
Способ торцового шлифования комбинированным инструментом
Номер патента: 451
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Никитин А. А., Миткевич И. Н., Мастюгин Л. И., Лавров Л. П., Федоринчик В. А.
МПК: B24B 11/00, B24B 13/00
Метки: способ, торцового, инструментом, шлифования, комбинированным
Текст:
...с усилием резаня Рдстд определяемы усилием упругиж деформаций системы СПИД,велчина которых уменьшается при съеме припуска попуска при вынаживанн вызывает уменьшение погрешности грубого шлифования по нсоте АЬст - Уменьшение упругих деформаций снстены СПД изменяет угол Ы междудвследствие чего образуется несферичностъ обрабатываемой поверхности детали-7 с погрешностью формы аВт вначапъный период выкаживанячасть 5 перемещают к детали 7 н...
Смазочно-охлаждающая жидкость для обработки стекла
Номер патента: 452
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Мастюгин Л. И.
МПК: C10M 173/02
Метки: стекла, жидкость, обработки, смазочно-охлаждающая
Текст:
...при непреерЬЕНОМ ПЕРЕМЕШИВНЪПИ ДОПИВЗЮТ ранее(ГОСТ д 16578) 6 Ц ортофосфорной кислоты (ГОСТ 10 б 787 б) и затем добавляют фурацнлин (ТУ Р 72270-35) 5-нитрофурфуропсемикарбозон).1 Полученный концентрат СОЖ можно хранить длительное время и перед применением разводить водой до нужной концентрации. Описываемм способом были приготовлены СОЖ, составы которы приведены в табл. 1.Пля 1 сравнения была приготовлена СОЖ (известны состав 6),...
Способ контроля качества обработки пласта
Номер патента: 82
Опубликовано: 30.09.1994
Авторы: Макеев Г. А., Санников В. А.
МПК: E21B 43/00
Метки: обработки, способ, пласта, контроля, качества
Текст:
...индикатора к скважинам А и В происходит раздельно по высоко- и среднепроницаемым каналам а общее количество вынесенного индикатора за 250 сут. наблюдения составляет всего 73.5 кгили 1.47 от общего количества закаченного в пласт индикатора. Независимо от потерь индикатора в пласте за счет адсорбции. а также оттока его в законтурную зону небольшие порции меченой жид кости- достигли забоев добывающих СКБЗЖИН ПО отдельным...
Предыдущий патент: Смазочно-охлаждающая жидкость для алмазной обработки стекла
Следующий патент: Способ работы паротурбинной установки на пониженных электрических нагрузках
Случайный патент: Широкопольная экспонирующая система