Правящий карандаш и способ его изготовления
Номер патента: 1583
Опубликовано: 30.03.1997
Авторы: Кулаковский Владимир Николаевич, Бронштейн Долорес Хаймовна, Степанов Игорь Геннадьевич, Бондарь Иван Васильевич, Воронин Георгий Алексеевич
Текст
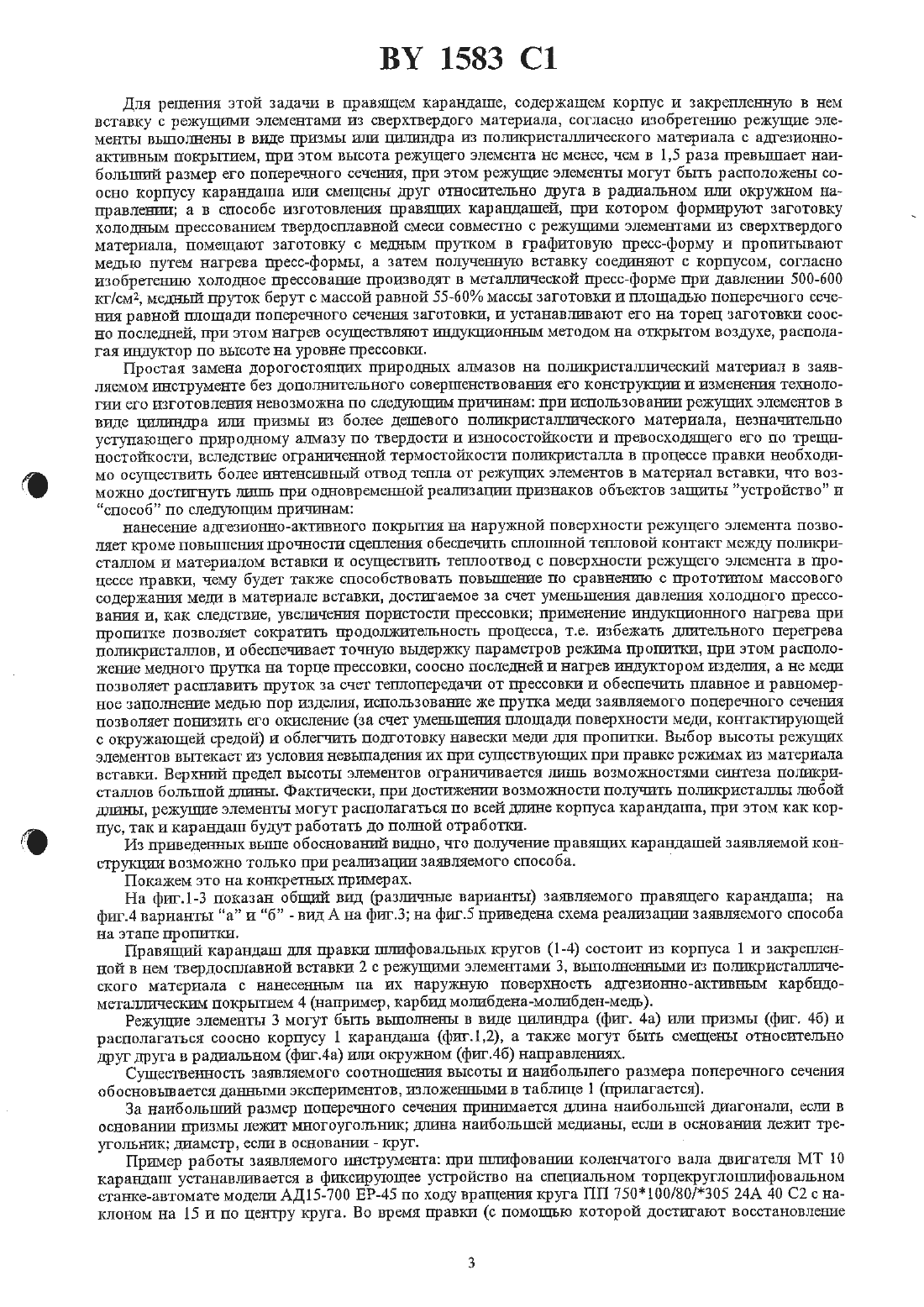
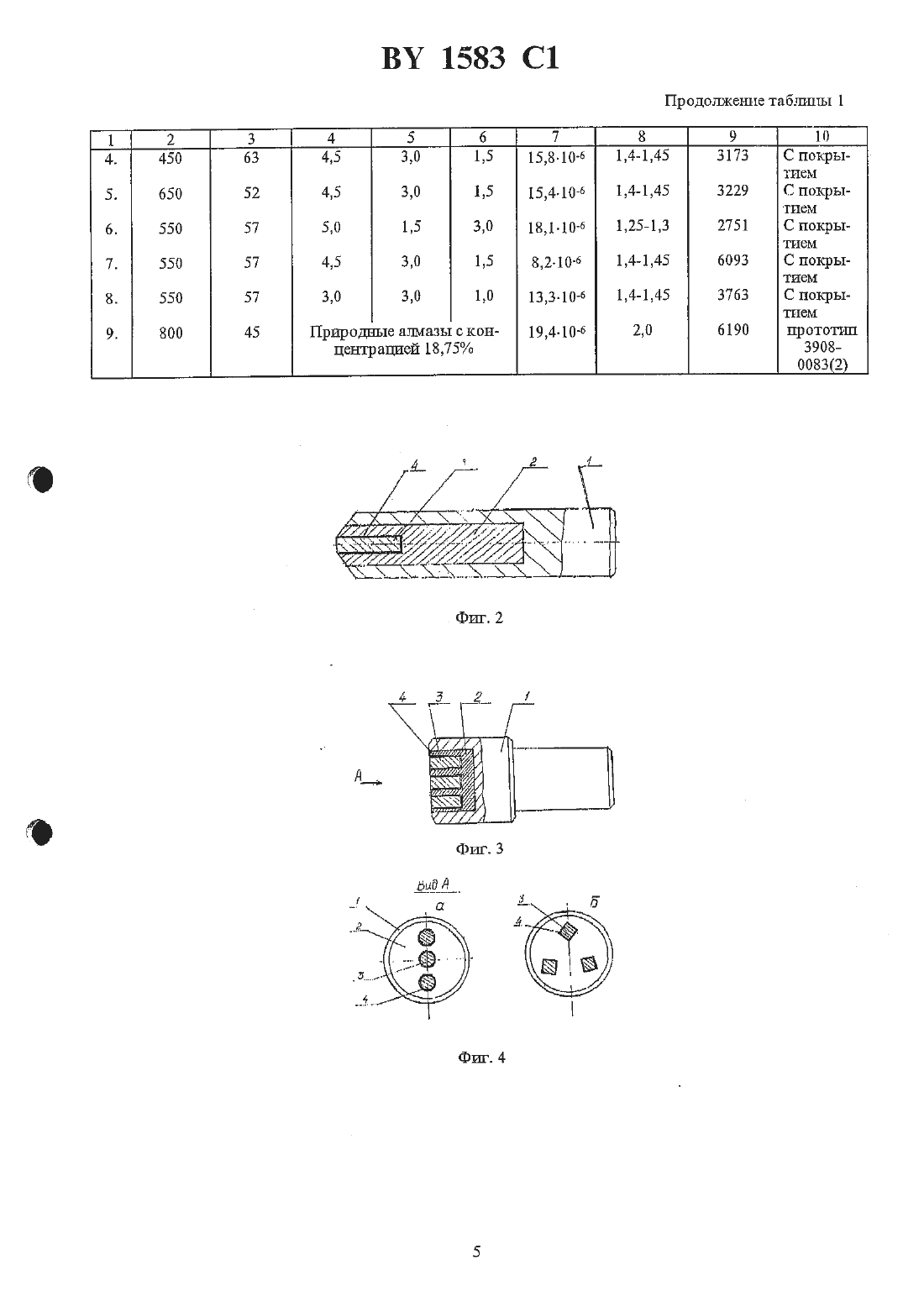
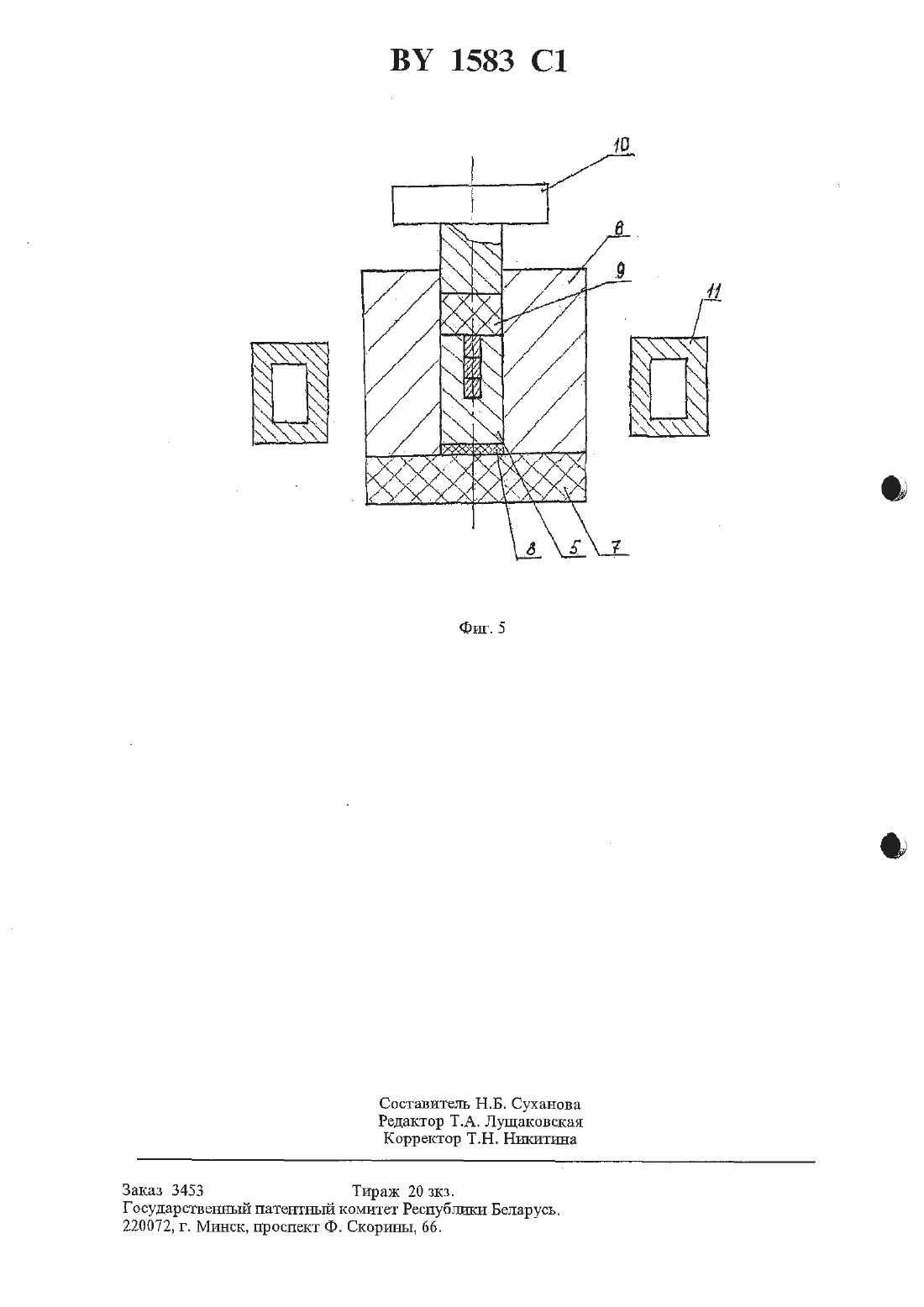
Изобретение относится к конструкциям и производству абразивного правящего тшструмента, в частности правялшх карандашей.Известен правящий карандаш, содержащий металлический корпус и закрепленный в нем крисгаллприродного алмаза (см. автсв. Не 831591, М. 101.3 В 24 В 53/12, В 24 В 17/00 от 15.07.77 г., опубл. 27.05.81 г. Бюл. Не 19).Известен также правящий карандаш для правки шлифовальных кругов, содержащий корпус и закрепленную в нем твердосплавную связку с режущими элементами из сверхтвердого материала, в частности, алмазными зернами, расположенными по определенной схеме цепочкой вдоль оси каранДшпа, слоями (с перекрытием или без перекрытия) и неориентированно (см. Основы проектирования И технологии изготовления абразивного и алмазного инструмента под ред. В.Н. Бакуля. М., Машиностроение. 1975, 0.256, табл.4, тип Ц, С, Н).Используемые при изготовлении карандашей такого типа зерна природного алмаза дорогостоящие, кроме того, алмазное сырье используется неэффективно, поскольку в процессе правки зерна алмаз ов оголятотся и вьшадают, не успев полностью сработаться.Существенным Недостатком является также низкая технологичность процесса правки, так как срок службы алмаза зависит от правильной ориентации кристалла по вектору твердости, прочности его закрепления и своевременной переустановки алмазного зерна в процессе эксплуатации.Наиболее близким по технической сути к заявляемому изобретению является правящий каранДаш, описанный в способе изготовления алмазных правдштих карандашей по авт. св. По 841948 (М. 101.3 В 24 Г) 17/00 от 27.08.7911, опубл. 30.06.81 г. Бюл. Мс 24), содержащий корпус и закрепленную в нем твердосплавную вставку о режущими элементами из сверхтвердого материала - природными алмазами, неориентированньши в материале вставки.Недостатки карандашей такой конструкции следующие- необходимость использования дорогостоящих природных алмазов для изготовления режущих элементов- ненадежность закрепления режущих элементов во вставке, что приводит к преждевременному выпадение алмазных зерен- отсутствие ориентации кристаллов алмаза по вектору твердости, что вызывает неравномерный износ алмазов, расположенных на рабочей поверхности карандаша- нестабильность эксплуатационных характеристик в процессе правки вследствие непостоянства попер ечното сечения неориентированных режущих элементов.Известен способ изготовления правящего карандаша, при котором отверстие оправы заполняют связующим веществом, ориентируют кристалл алмаза с помощью установочного элемента, размягчают связующее вещество и погружают в него алмаз (см. авт. св. Мс 831591, М. кпд В 24 Г) 17/00, В 24 В 53/12, от 15.07.77 г., опубл. 27.О 5.81 г., Бюл. На 19). Недостатком этого способа является сложность ориентации кристалла алмаза в связующем веществе.Известен также наиболее близкий по технической сути к заявляемому способ изготовления алмазных правящих карандашей (см. авт. св. Мг 841948, М. кл.3 В 24 В 17/00 от 27.08.79 г., опубл. 3 О.06.81 г. Бюл. Мс 24), включающий холодное прессование твердосплавной смеси с режущими элементами из сверхтвердого материала, затем полученную прессовку и в качестве пропитывающего материала медь в виде прутка располагают в графитовой прессформе, осуществляют пропитку путем нагрева тгрессформы и соединятот полученную вставку с предварительно изготовленным корпусом карандаша, при этом холодное прессование твердосплавной смеси осуществляют при давлении 800100 Окг/смд, в качестве пропитывающего материала используют рубленный пруток диаметром 5-8 мм(независимо от диаметра вставки) в количестве 45 от массового содержания прессовки, пруток укладывают по периферии карандаша, а пропитку осуществляют в водородной печи.Недостатком такого способа является недостаточная технологичность длительный перегрев алмазов в процессе изготовления карандаша, что приводит к снижению их прочностных свойств неравномерность пропитки, вызванная подачей меди с периферии инструмента невозможность ориентирования кристаллов алмаза по вектору твердости трудоемкость процесса ответштвания меди Для пропитки каждой вставки.В основу изобретения поставлена задача такого совершенствования конструкции правящего карандаша и способа его изготовления, при котором за счет вьшолнения режущих элементов другой формы и из другого материала, а также осуществления способа при новых режимах с использованием заявляемых приемов проведения известных операций, обеспечивается возможность замены дорогосгоялтих природных алмазов на синтетический поликристаллический материал, повышение надежности закрепления режущих элементов во вставке, возможность их использования до полной отработки, стабильность эксплуатационных характеристик в процессе правки, сохранение исходных прочностных свойств реэкущих элементов и, как следствие, снижение себестоимости правки, повышение производительности и точности правки, увеличение срока службы инструмента, а также улучшение его технологичности.Эта задача может быть решена на дату подачи заявки только одновременной реализацией совокушчости признаков устройства и способа, обьединеьтньтх ешитньш изобретательским замыслом.Для решения этой задачи в принятием карандаше, содержащем корпус и закрепленную в нем вставку с режущими элементами из сверхтвердого материала, согласно изобретению режущие элементы вьшоштены в виде призмы или шппандра из поликристаллического материала с адгезионнаактивным покрытием, при этом высота режущего элемента не менее, чем в 1,5 раза превышает наибольший размер его поперечного сечения, при этом режущие элементы могут быть расположены соосно корпусу карандаша ишт смещены друг относительно друга в радиальном иэш окружном направлении а в способе изготовления правящих карандашей, при котором формируют заготовку холодным прессованием твердосплавнои смеси совместно с режущими элементами из сверхтвердого материала, помещают заготовку с медным прутком в графитовуто пресс-форму и пропитывают медью путем нагрева пресс-формы, а затем полученную вставку соединяют с корпусом, согласно изобретению холодное прессование производят в металлической пресс-форме при давлении 500-600 кг/см 1, медный пруток берут с массой равной 55-60 массы заготовки и площадью поперечного сечения равной площади поперечного сечения заготовки, и устанавливают его на торец заготовки соосно последней, при этом нагрев осуществляют индукпионньш методом на открытом воздухе, располагая индуктор по высоте на уровне прессовтси.Простая замена дорогостоящих природных алмазов на поликристаллический материал в заявляемом инструменте без дополнительного совершенствования его конструкции и изменения технологии его изготовления невозможна по следующим причинам при использовании режущих элементов в виде цилтп-тдра или призмы из более дешевого поликристаллического материала, незначительно уступающего природному алмазу по твердости и износостойкости и превосходшдего его по трещиностойкости, вследствие ограниченной термостойкости поликристалла в процессе правки необходимо осуществить более интенсивный отвод тепла от режущих элементов в материал вставки, что возможно достигнуть этишь при одновременной реализации признаков объектов защиты устройство и способ по следующим причинамнанесение адгезиовно-атстивного покрытия на наружной поверхности режущего элемента позволяет кроме повьппения прочности сцепления обеспечить сплошной тепловой контакт между полшсристаллом и материалом вставки и осуществить теплоотвод с поверхности режущего элемента в процессе правки, чему будет также способствовать повьпление по сравнению с прототштоти массового содержания меди в материале вставки, достигаемое за счет уменьшения давления холодного прессования и, как следствие, увеличения пористости прессовки применение индукционного нагрева при пропитке позволяет сократить продолжительность процесса, т.е. избежать длительного перегрева поликристаллов, и обеспечивает точную выдержку параметров реэктша протпатки, при этом расположение медного прутка на торце прессовки, соосно последней и нагрев индуктором изделия, а не меди позволяет расплавить пруток за счет теплопередачи от прессовки и обеспечить плавное и равномерное заполнение медью пор изделия, использование же прутка меди заявляемого поперечного сечения позволяет понизить его окисление (за счет уменьшения площади поверхности меди, контактирующей с окружающей средой) и облегчить подготовку навески меди для пропитки. Выбор высоты режущих элементов вытекает из условия невьшадения их при существующих при правке режимах из материала вставки, Верхний предел высоты элементов ограничивается лишь возможностями синтеза полшсристаллов большой лишь Фактически, при достижении возможности получить поликристаллы любой длины, режутшае элементы могут располагаться по всей шпане корпуса карандаша, при этом как корпус, так и карандаш будут работать до полной отработки.Из приведенных вьппе обоснований видно, что получение правящих карандашей заявляемой конструкции возможно только при реалшзации заявляемого способа.Покажем это на конкретных пршяер ах.На фиг.1-3 показан обид/пл вид (раздвиньте варианты) заявляемого правящего карандаша на фиг.4 варианты а и б - вид А на фиг.3 на фтпХЗ приведена схема реализации заявляемого способа на этапе пропитки.Правящий карандаш для правки шлифовальных кругов (1-4) состоит из корпуса 1 и закрепленной в нем твердосплавной вставки 2 с режущими элементами 3, вьптоштенньши из польпсристаллического материала с нанесенным па их наружную поверхность адгезиогпто-атстивньтм карбидометаллическим покрытием 4 (напридтер, карбид молибдена-молибден-медь).Режущие элементы 3 могут быть вьшолнены в виде цилиндра (фит. 4 а) или призмы (фиг. 4 б) и располагаться соосно корпусу 1 карандаша (фиг.1,2), а также могут быть смещены относительно друг друга в радиальном (фигда) или окружном (фиг.4 б) направлениях.Существенность заявляемого соотношения высоты и наибольшего размера поперечного сечеьшя обосновывается данными экспериментов, изложештьши в табшще 1 (прилагается).За наибольший размер поперечного сечения принимается длина наибольшей диагонали, если в основании призмы леэктгг многоугольник длина наибольшей медианы, если в основании лежит треугольник диаметр, если в основании - круг. Пример работы заявляемого инструмента при шлифовании коленчатого вала двшателя МТ 10 карандаш устанавливается в фшссирующее устройство на специальном торцекруглотплифовальном станке-автомате модезш АД 15-700 ЕР-45 по ходу вращения круга ПП 750100/80/З 05 24 А 40 С 2 с наклоном на 15 и по центру круга. Во время правки (с помощью которой достьпатот восстановлениережущих свойств и требуемой формы рабочей поверхности, а также митшмадтьное биение круга) карандаш перемещается вдоль поверхности крута по заданной устройством траекторий, повторяя в точности поверхность Детали 01201 в соответствии с чертежом на ее изготовление. В случае прямой правки карандаш перемещается параллельно оси круга. Технологические параметры режима правки следующие- рабочая скорость круга (м/сек) - 35- скорость продольной подачи (м/мшт) - 0,5- число проходов карандаша - 4.Пример реализации заявляемого способа. Изготавливался правшлшй карандаш с режу/ПИЩИ элементами из поликристалэтического материала сечением 1,51,5 мм, высотой 5 мм, размеры твердо сплавной вставки 8 х 12 мм. Сначала осуществляли холодное прессование твердосплавной смеси в разъемной металлическойпресс-форме. С этой Целью отвешивали 1/2 расчетной навески твердосплавной смеси ВК 6 в количестве 4,0 г и засьптали в полость пресс-формы, разравнивали, подпрессовывали вручную метаШшческим пуансоном, производили укладку поликристаллов в количестве 2 шт. в центральной части (по типу Цепочки, т.е. соосно корпусу) подпрессованной смеси, затем засьшашт вторую половину навески твердосплавной смеси, на которую помещали вторую половину разъемной металлической прессформы и прессовали металлическим пуансоном при удельном давлении 550 кг/см. Затем полученную прессовку 5 извлекли из металлической пресс-формы и поместили в графитовуто многоместную прессформу 6 многоразового Действия (фиг.5) которую предварительно установили на графитовое кольцо 7, а в отверстие поместили графитовые прокладки 8, после чего сверху на торец прессовки 5, соосно последней, установили медный пруток 9 диаметр ом 8 мм и высотой 7 мм, массовое содержание которого составляет 55 от массового содержания прессовки 5 сверху на пруток 9 поместили графитовый пуансон 10. Индуктор 11 устанавливался таким образом, чтобы он охватывал пресс-форму 6 по высоте на уровне прессовки 5. Нагрев осуществляли ТВЧ на установке ЛП 32-67 при температуре 1170 С без защитной среды, на открытом воздухе, скорость нагрева 350-400 С/Мин, изотермическая выдержка составляла 2,0 мин.Затем пресс-форму 6 охладили, извлекли из нее вставки, производит их механическую обработку и соединили с предварительно изготовленным стальным корпусом карандаша с помощью пайки. Использовали припой МЦФЖ-24-6-0 Д 5 по ТУ 48-21-479-75.заявляемый способ бьш реализован при граничных режимах и при выходе на граничные режимы давления холодного прессования и количественного содержания пропитывающего материала. Способ был реализован при различных отношениях высоты режущего элемента к наибольшему размеру его поперечного сечения, а также при исполъзовашш поликристаллов с адгезионно-активнъш карбидо-металштческим покрытием и без него. Данные сведены в таблицу 1 (прилагается). В таблице такжеприведены показатели эффективности работы инструмента по прототипу. Как следует из таблицы, только при заявляемых параметрах достигается высокая эффективностьработы инструмента при использовании в качестве режущих элементов поликристаши/тческого материала в виде призмы или Цилиндра, при этом по удельной производительности карандаш заявляемой конструкции, получетшый заявляемым способом, уступает карандашам, оснащенным природными алмазами (по прототипу), не более, чем на 19, но превосходит их по экономической эффективности в 2,1-2,3 раза. В 1,9-2 раза повьппается также чистота поверхности детали, обрабатываемой Шлифовальным кругом после правки.Следовательно, нами доказана промьппленная пртшеъпамость предлагаемого правящего кар андаша и способа его изготовления.Не Реэкимьт способа Пар аметрьт режущих Показатели эффективности элементов н аботы ин а ентаДавление Массовое Высота 11, Наиболь- Отно- Удельная Чистота Стоимость холодно- содержа- ший раз- проиэвод. обраб. по- правки,го прессо- нне меди, мер сече- верхностиС покрытием С погсрытИем Природные ашжгазы с кон- - - прототгш центрацией 18,75 3903
МПК / Метки
МПК: B24D 18/00, B24B 53/00
Метки: карандаш, правящий, изготовления, способ
Код ссылки
<a href="https://by.patents.su/6-1583-pravyashhijj-karandash-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Правящий карандаш и способ его изготовления</a>
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
Метки: инструмента, способ, изготовления, алмазного
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ изготовления цилиндрических подшипников скольжения из бронзографита
Номер патента: 1334
Опубликовано: 16.09.1996
Авторы: Волчек Анатолий Яковлевич, Воронецкая Леонора Яковлевна, Глуховский Игорь Анатольевич, Гребнев Николай Прокофьевич, Стащенюк Михаил Георгиевич
МПК: B22F 3/12
Метки: скольжения, бронзографита, изготовления, цилиндрических, способ, подшипников
Текст:
...позволило установить соответствие его критерию Новизиа При изучении дРУгих технических решений в данной области техники прнзиакн, отличающие предпагае- мое изобретение от прототипе, не были выявлены н поэтому они обеспечивают предлагаемому техническому решению соответствие критерию Существенные отличия.Способ осуществляют следующн образом.Шнхту бропзографита прессуют при давлении 250-350 Мша, спекают в ващитной атмосфере при 780820 С в...
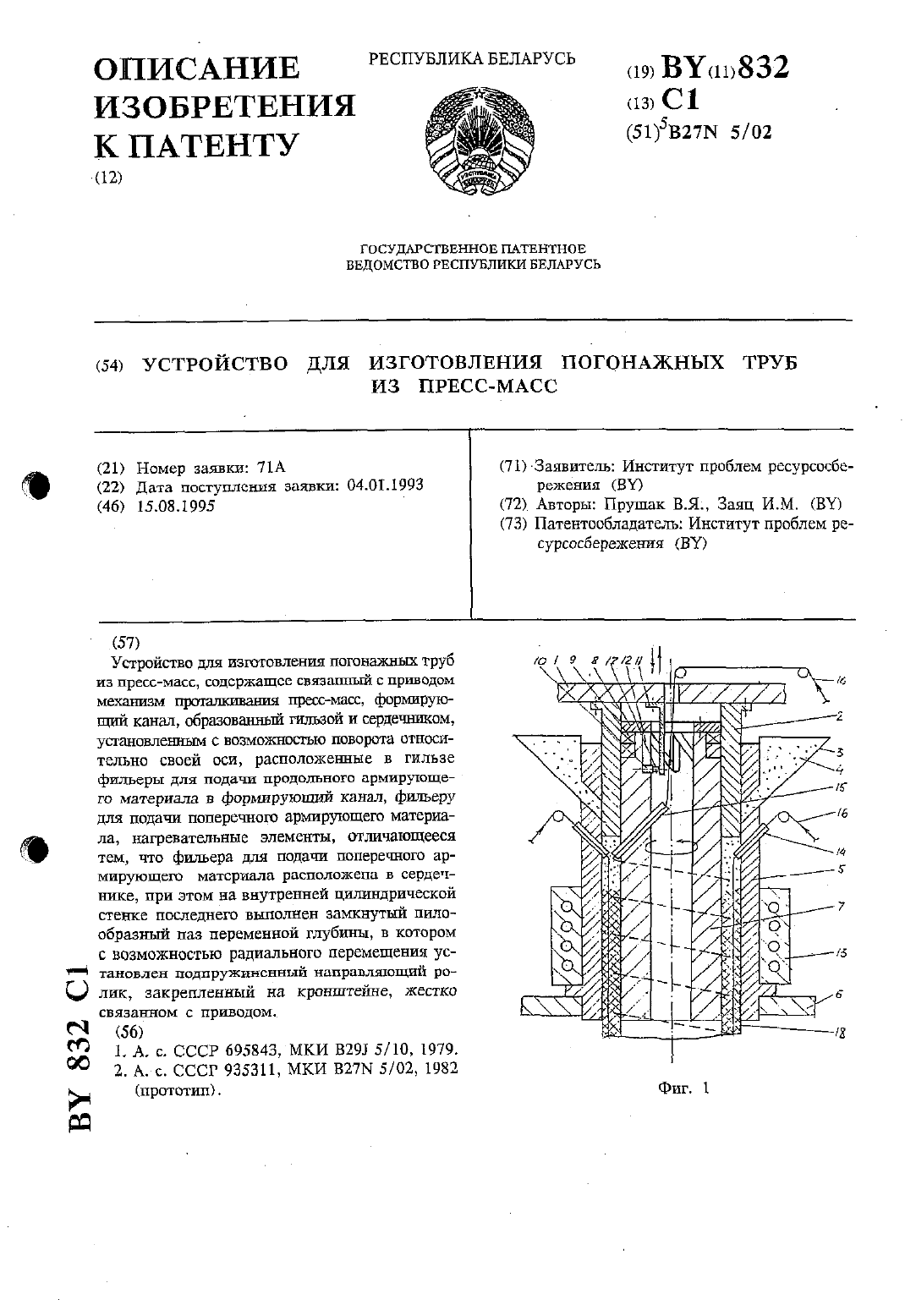
Устройство для изготовления погонажных труб из пресс-масс
Номер патента: 832
Опубликовано: 15.08.1995
Авторы: Заяц И. М., Прушак В. Я.
МПК: B27N 5/02
Метки: погонажных, труб, пресс-масс, изготовления, устройство
Текст:
...в сердечнике, при этом на внутренней цишшдрической стенке последнего вьшолнен зашснутый гшлообразньщ паз переменной глубины, в котором с возможностьюрадиального перемещения установлен подпружииенный направляющий ролик, закрепленный на кронштейне, жестко связанном с приводом.На фиг. 1 изображено предлагаемое устройство в разрезе.На фиг. 2 изображена часть развертки замКНУТОГС) ПНЗН ССрДЕЧНИКЭ.На фит. 3 изображен разрез части замкнутого паза...
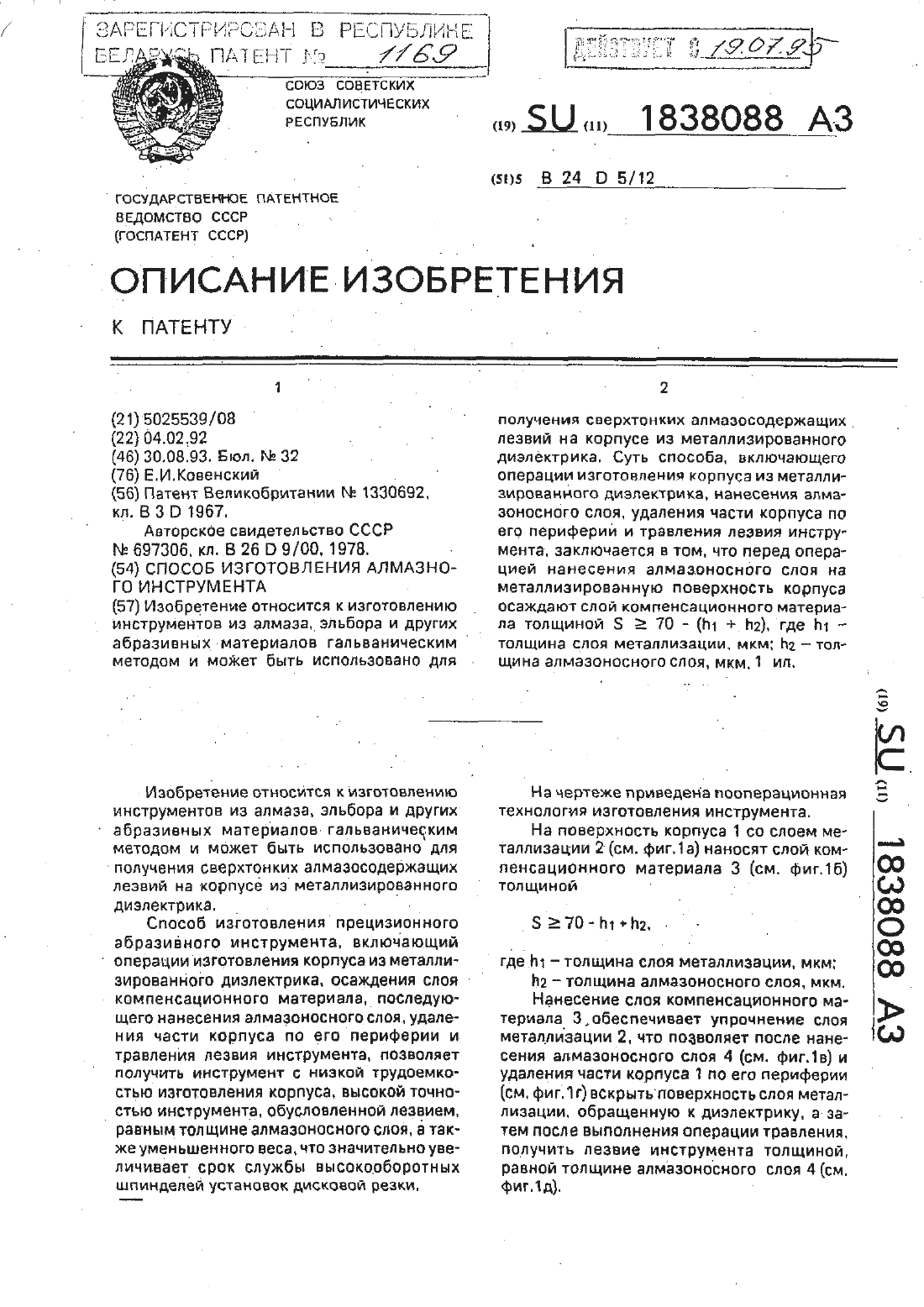
Способ изготовления алмазного инструмента
Номер патента: 1169
Опубликовано: 14.06.1996
Автор: Ковенский Евгений Исаакович
МПК: B24D 5/12
Метки: способ, инструмента, изготовления, алмазного
Текст:
...наружным диаметром круга и внутренним диаметром 48 мм.Исходя из требуемой толщины лезвия 4,равной 20 мкм. и толщины слоя металлизации 2 35 мкм в соответствии с минимальным экспериментально определенным суммарным размером слоев 2 З и 4 равным то мкм. определяли толщину слоя компенса- 15 ционного материала 3. равную 15 мкм. В качестве. компенсационного материала была вьтбрана медь. Медь указанной толщины наносили из электролита медн...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Лев Григорьевич, Павлов Анатолий Львович
МПК: B21H 1/00
Метки: способ, изготовления, валов, кулачковых, изделий, преимущественно
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Предыдущий патент: Устройство для согласованного соединения двухпроводного и четырехпроводного трактов
Следующий патент: Способ укрепления откосов земляных сооружений
Случайный патент: Грунтовый анкер раскрепляющего устройства для опор линий электропередачи