Способ торцового шлифования комбинированным инструментом
Номер патента: 451
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Лавров Л. П., Миткевич И. Н., Никитин А. А., Якимахо А. П., Федоринчик В. А.
Текст
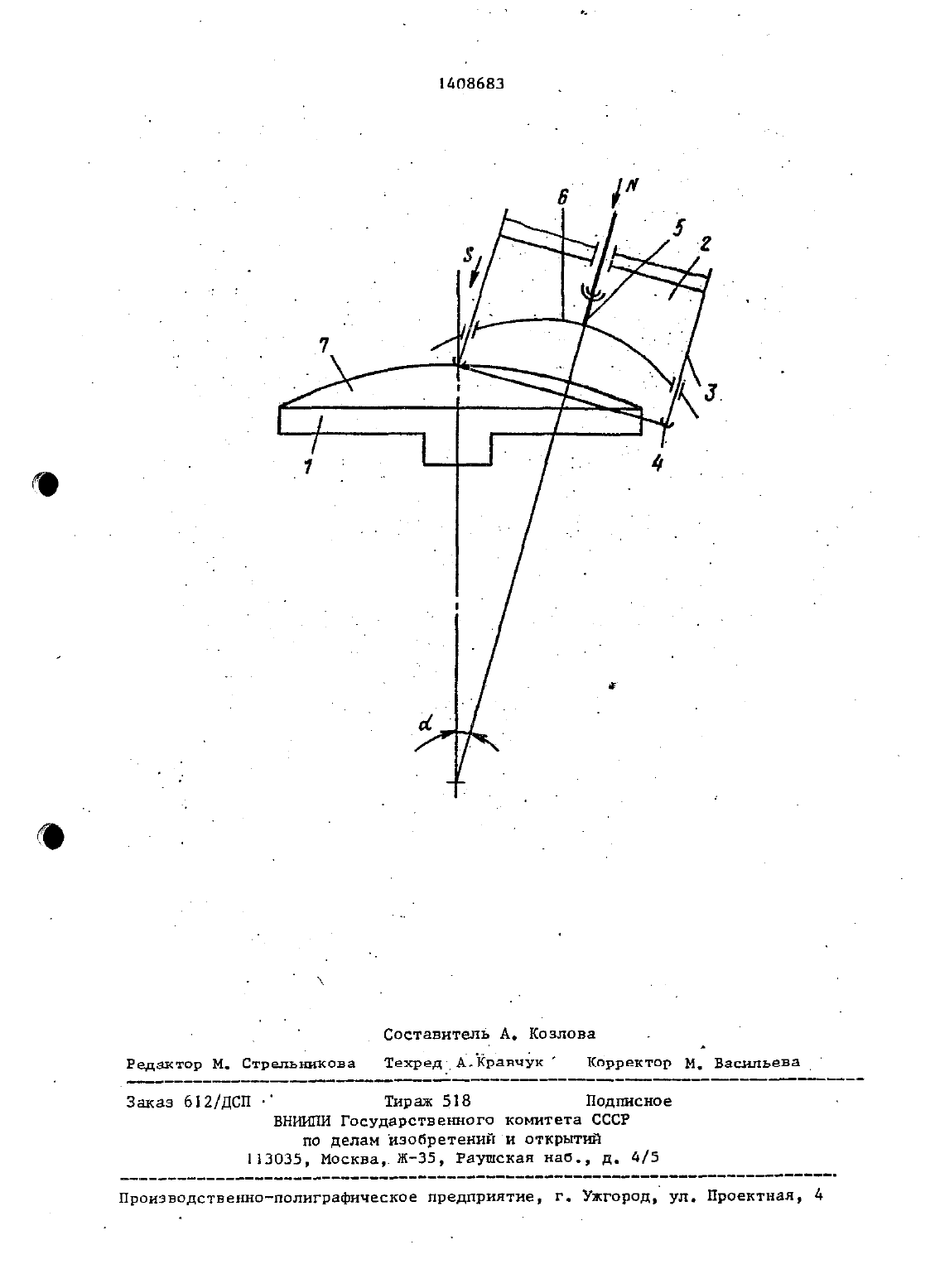
ГООЖДАРСТВЕННЫЙ нощитвт СССР по ДЕЛАМ ИЗОБРЕТЕНИЕ и ОТНРЫТИИ(57) Изобретение относится к машино строению и может быть использовано при шлифовании, вчастности, оптическии деталей, Целью изобретения является повышение производительностиобработки. Способ торцового шлифования сферических и плоских поверхно стай комбинировании инструментом включает грубое шлифоване(ГШ) крупнозерннстой частью инструмента (КЧИЦ и тонкое шлнфоване (ТШ) мелкозер нистой частью инструмента (МЧИ). ГШсъема припуска с подачей КЧИ с усилием прижима самоустанавливающейся МЧИ. ТШ проводят по окончании подачи ГШвремени, достаточного для съема припуска 1 Ш и остаточного припуска ГШ. При таком усили резания увели чивается скорость съема остаточного припуска ГШ КЧ выводится МЧИ из контакта с обрабатываемой поверхно стью, погрешности формътГШ не образу СЕТСЯ, В РЕЗУЛЬТЗТЕ ЧЕГО НСКДЕОЧЗЕТСЯ т дИзобретение относится к машиностроению и может быть использовано при торцевом шлифовали плоских и сферических поверхностей, в частно 5 стн оптических деталей.Целью изобретения является повыт шене производительности обработки путем УВЕЛИЧЕНИЯ УСИЛИЯ резания Н-исключения погрешности формы после 10 грубого шлифования с подачей. Для этого осуществляют грубое шлифование с подачей крупнозернистой частью инструмента и тонкое шлнфова нив самоустанзвливающейся мелкозернистой частью инструмента с усилием прижима Ы, величину усилия прижима мелкозернистой части инструмента въгбирают из условиягде Рдст т усилие прижима крупнозернистой части инструмента к детали по 25окончани подачи, Н. л Тонкое шлифоване осуществляют вчГДЕ.Д 11 Т - ПРНПУСЪРПО ВЫСОТЕ на ГОН кое шлифование, определяемый требованием получат ння заданной шероховатостн. мм погрешность по высоте после грубого шлифования,определяемаядеформацией до системы СПИД под действи-ем усилия Рдд мм скорость съема припуска при тонком шлифовании,мм/с.Проведена по окбнчани подачи об работки с усилием Ы, большм усилия Рои, а также выполнение тонкого шпифованив за период, из которого исключается время на устранена погрешно . стифорМы ДВст (ДВст не образуется вследствие вывода крупнозернистой части инструмента из контакта. с обра батываемойповерхностью под действи ем Ы ъ Р,) повышает производительностъ обработки.На чертеже дана схема торцовогошлифованн линзкомбнннрованны инструментом на сферошлифовальном станке.Станок содержит шпиндель изделия и расположенный относительно него под углами шпиндель 2 инструмента. Коъг бинпрованный инструмент содержит корГГУСС КРУПНОЗЕРЪИЖСТЬШ КОПЬЦЕВЪШ слоем 4 и самоуотанавливающуюся часть 5 с мелкозернистым сферическим слоем 6. Крупнозернистый слой д установлен с вылетом по направленю к детали 7 относительно мелкозернистого слоя 6.Способ шлифования заключается в следующем.Приводят вовращение шпндель 1 неделя-с деталью 7 и шпиндель 2 инструмента. Шпиндель 2 перемещаютвдоль оси по направлению к детали 7до врезания крупиозернстого слоя 4 инструмента, после чего устанавливают рабочую подачу инструмента 5. при этом производят грубое шлифование поверхности детали крупноэернистм слоем Д со съемом припуска, уменьшающим высоту и формирующим сферическую поверхность детали 7. Усилие резана Р, возникающее при подаче Б, вычч зывает деформацию ристемы СПИД, при которой величинаперемещения крупнозернистого слоя д превышает величину снятого припуска, что определяет погрешность обработки по высоте дн, а также увеличивает угол 1 между шпинделем 1 изделня- д шпинделем 2 нит струиеита. При перемещении слоя 4на заданную величину отключают рабочую подачу Б. Начинается выхаживание при обработке с усилием резаня Рдстд определяемы усилием упругиж деформаций системы СПИД,велчина которых уменьшается при съеме припуска попуска при вынаживанн вызывает уменьшение погрешности грубого шлифования по нсоте АЬст - Уменьшение упругих деформаций снстены СПД изменяет угол Ы междудвследствие чего образуется несферичностъ обрабатываемой поверхности детали-7 с погрешностью формы аВт вначапъный период выкаживанячасть 5 перемещают к детали 7 н прижимашт мелкозернисты слой 6 к обрабатываемой поверхности механзмом давления станка с усилием Н 1 Рд,. Под действием усилил Пповерхность детали 7 выводитсяиз контакта с крупнозернистым слоем 4, вследствие чего дальнейшее искажение формы нс 3 1408683самоустанавлнвается по обрабатывае мой поверхности, производится ТОНКОЕ шлифование со скоростью Ч съема при- 5пуска д с точностьюформ обрабатываемой поверхности независимой от величины усилия Ы. Тонкое шлифование проводят в течение времени Ъ КАЬт дьост)/Ч, достаточного для съема заданного припуска на тонкое шлифова 10ние дпд и остаточного припуска грубого шлифования дп,- .Тонкое шлифование при сЪеМВ.9 СТгточного припуска грУб 0 Г ШЛНФОВЗНИЯ дЬс С усилием П, большм экспонен циально уменъшаюшегосяусипя Рстс искпюченем необходимости съема .припуска на устранена погрешности форм грубого шлифования Рас, повыШает производительность обР 5 бТКИПредлагаемй способ обработки апробирован на модернизированном станке АШС-70 при шлифовании сфери ческих поверхностей оптических дата 25лей комбинированным инструментом.-В качестве части инструмента с крупнот зернистым слоем используют сегменты КОЛЬЦСВОГО инструмента На. МЕТЩЪПИческой связке из алмаза АСЕ зернисто-30стью 80/63. Часть инструмента с мелкозернистъм слоем оснащена алмазными сегментами на металлической связкеиз порошка АСМ зернистостью 20/14. ,Обработка осуществляется при частотах вращения инструмента 9000 об/мин, де-тали 500 об/мин. Режим обработки усТанаВЛиваЮТ В ЗЭВИСНМОСТН ОТ Марки стекла, диаметра и радиуса кривизныпределах подача 1-4 мм/мн, съем припуска крупнозернстой частью 0,53 мм усилие прижима мелкозернистой части 30-100 Н, припуск на тонкоеемыми параметрам являются усилие резания грубого шлифования, которое составляет 20-60 Ни скорость съемаприпуска при тонком шлифовании, изме няющаяся в пределах 0,003-0,01 мм/с. 50При отработке технологического пронес са проводится грубое шлифоваие без выхаживаня и с этапом выхаживаниякрупнозернистой частью инструмента,бка по высоте детали при-обработке без выхаживания составляет 0,003 О,01 мм, погрешность формы (откдоне ние по стрелкепосле выхаживания 0,005-0,015 мн. За период выхаживания устанавливаемый равным 1/3 времени грубого шлифования, усилие крупНОЭЕРННСТОЙ Части На деталь экспонен рциально уменьшается от усилия резания при обработке до остаточного уси пня реоания величиной.2-6 Н.При обработке мелкозернстая частьинструмента прижимается к обрабатыва емой поверхности одновременно с отключением подачи крупнозернистой части инструмента.Способ торцового шлифования комбинированным инструментом, при котором осуществляют шлифование с подачей крупнозернистой частью инструментаа после прекращения подачи производят шлифование с прижимом самоустанавливающейсямелкозернстой частью инструмента, о т л и ч а ю щ и й с я тем, что, с Целью повышения производительности обработки, велчнну усилия прижима мелкозернистой части инстру мента выбирают равной нл.большей. усилия крупноэернстой части инструмента на деталь по окончании подачи,при этом время шлифования мелкозернистой частью определяют из условия с (ль, аЬ)/Ч припуск на шлифование. мепкозервстой частью,тадп, погрешность по высоте после шлифования крупнозернистой частью, определяемая деформацией систеы СПМД под действием остатонного усилия, мм скорость съема припуска при шлнфоваин мелкозернистой частью, мм/с.Редактор М. Стрельнкова техрдАравчк Корректор М, ВасильвваЗаказ 612/ДСП - Тираж 538 Подписное ВНИПИ Государственного комитета СССР по делам изобретений и открыти 113035, Москва, Ж 35, Раушская наб. д. 4/5
МПК / Метки
МПК: B24B 13/00, B24B 11/00
Метки: шлифования, способ, торцового, инструментом, комбинированным
Код ссылки
<a href="https://by.patents.su/4-451-sposob-torcovogo-shlifovaniya-kombinirovannym-instrumentom.html" rel="bookmark" title="База патентов Беларуси">Способ торцового шлифования комбинированным инструментом</a>
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Давыдов И. И., Минец В. В., Мастюгин Л. И., Амозов С. В.
МПК: B24D 13/02, B24B 37/02
Метки: поверхностей, способ, обработки, цилиндрических, отверстий, сквозных
Текст:
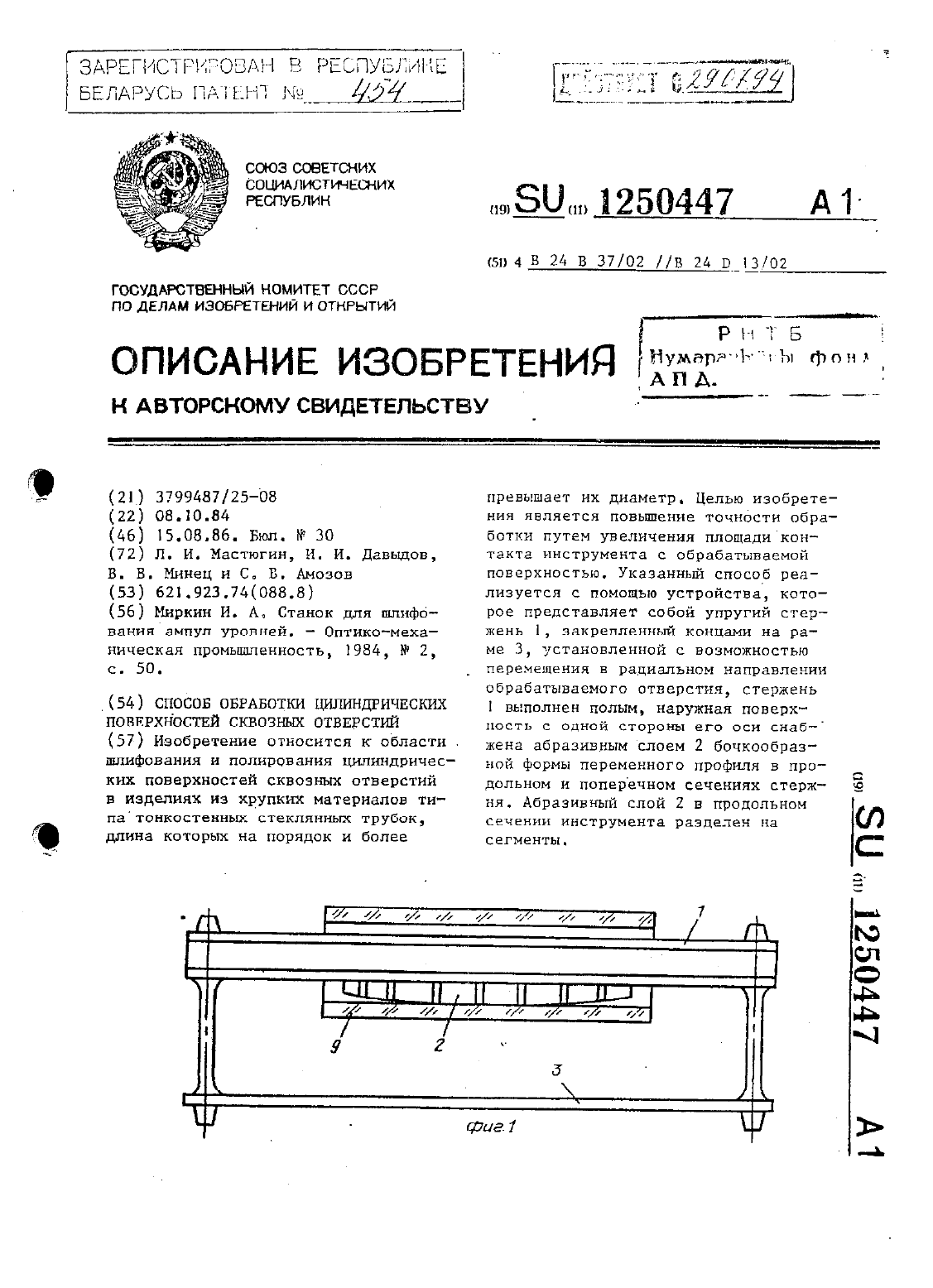
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Устройство для регулирования расхода воздуха
Номер патента: 121
Опубликовано: 30.09.1994
Автор: Фельдман Айзик Иосифович
МПК: F24F 13/08
Метки: расхода, устройство, воздуха, регулирования
Текст:
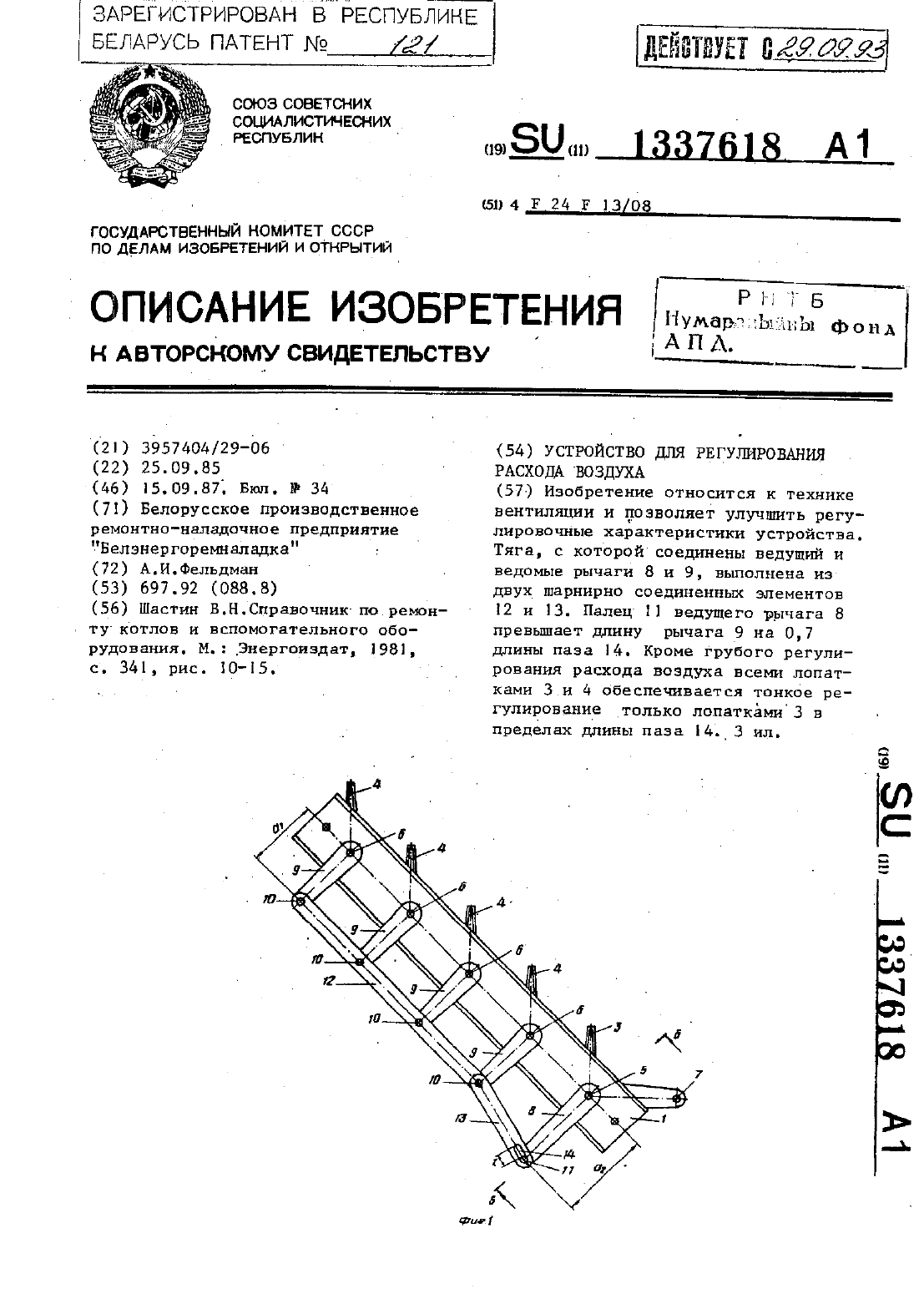
...при этом перемещается в пазу 14 элемента 13 тяги, в результате чего происходит открытие на определенный угол только лопаток 3. При дальнейшем повороте ведущей оси 5 происходит н дальнейшее открытие лопаток 3, при этом Палец 11,пройдя длину 1 паэа 14, упирается в тело элемента 13 тяги и толкает его,перемещая при этом элемент 12 тяги,который через пальцы 10 И рычаги 9 производит поворот ведомых осей 6 и установленных на них лопаток 4 до...
Способ клепки
Номер патента: 73
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Исаев А. Н.
МПК: B21J 15/12
Текст:
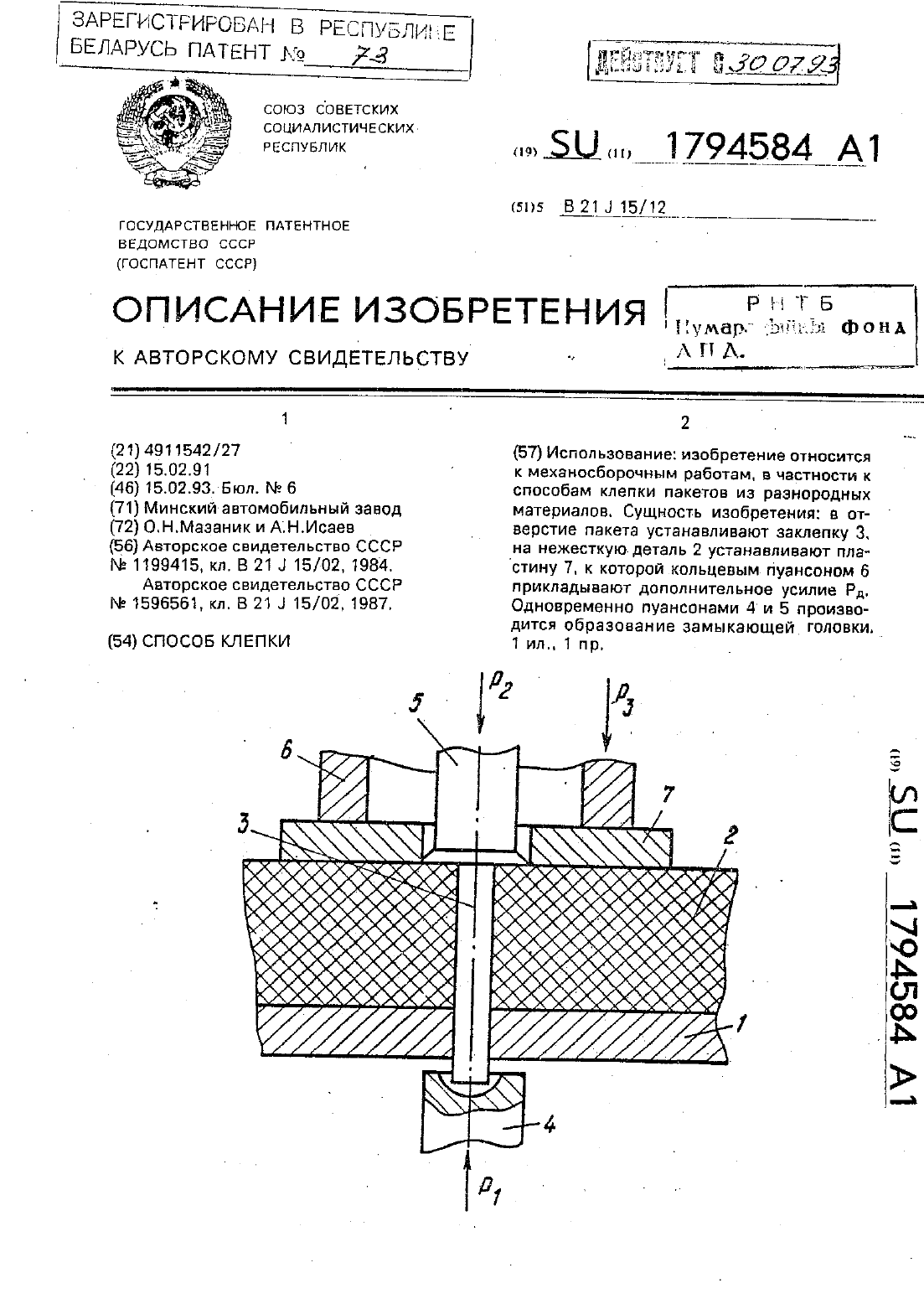
...изображен пакет.Способ клепки. включающий установку в отверстие пакета заклепки с закладной головкой. образование замыкающей голо ВКИ ПУТЕМ ПРИЛОЖВНИЯ К торцам ЗЭКЛВПКИосевых усилий. ограничение осевых усилий со стороны закладной головки. приложение дополнительного усилия со стороны нежесткой детали в течение всего процесса клепки. причем сумма осевого. прикладываемого к закладной головке и дополнительного усилий равна осевому усилию....
Смазочно-охлаждающая жидкость для обработки стекла
Номер патента: 452
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Катюк А. В.
МПК: C10M 173/02
Метки: стекла, обработки, жидкость, смазочно-охлаждающая
Текст:
...при непреерЬЕНОМ ПЕРЕМЕШИВНЪПИ ДОПИВЗЮТ ранее(ГОСТ д 16578) 6 Ц ортофосфорной кислоты (ГОСТ 10 б 787 б) и затем добавляют фурацнлин (ТУ Р 72270-35) 5-нитрофурфуропсемикарбозон).1 Полученный концентрат СОЖ можно хранить длительное время и перед применением разводить водой до нужной концентрации. Описываемм способом были приготовлены СОЖ, составы которы приведены в табл. 1.Пля 1 сравнения была приготовлена СОЖ (известны состав 6),...
Предыдущий патент: Подслащивающая композиция
Следующий патент: Устройство для очистки сельскохозяйственной продукции
Случайный патент: Анальгетическая и антимикробная мазь