Поковка для радиальной раскатки кольцевых фланцев трубопроводов
Номер патента: U 316
Опубликовано: 30.09.2001
Авторы: Мураев Владимир Евгеньевич, Ковалевский Сергей Александрович, Захарченко Валерий Иванович, Клушин Валерий Александрович, Скойбеда Анатолий Тихонович

Текст
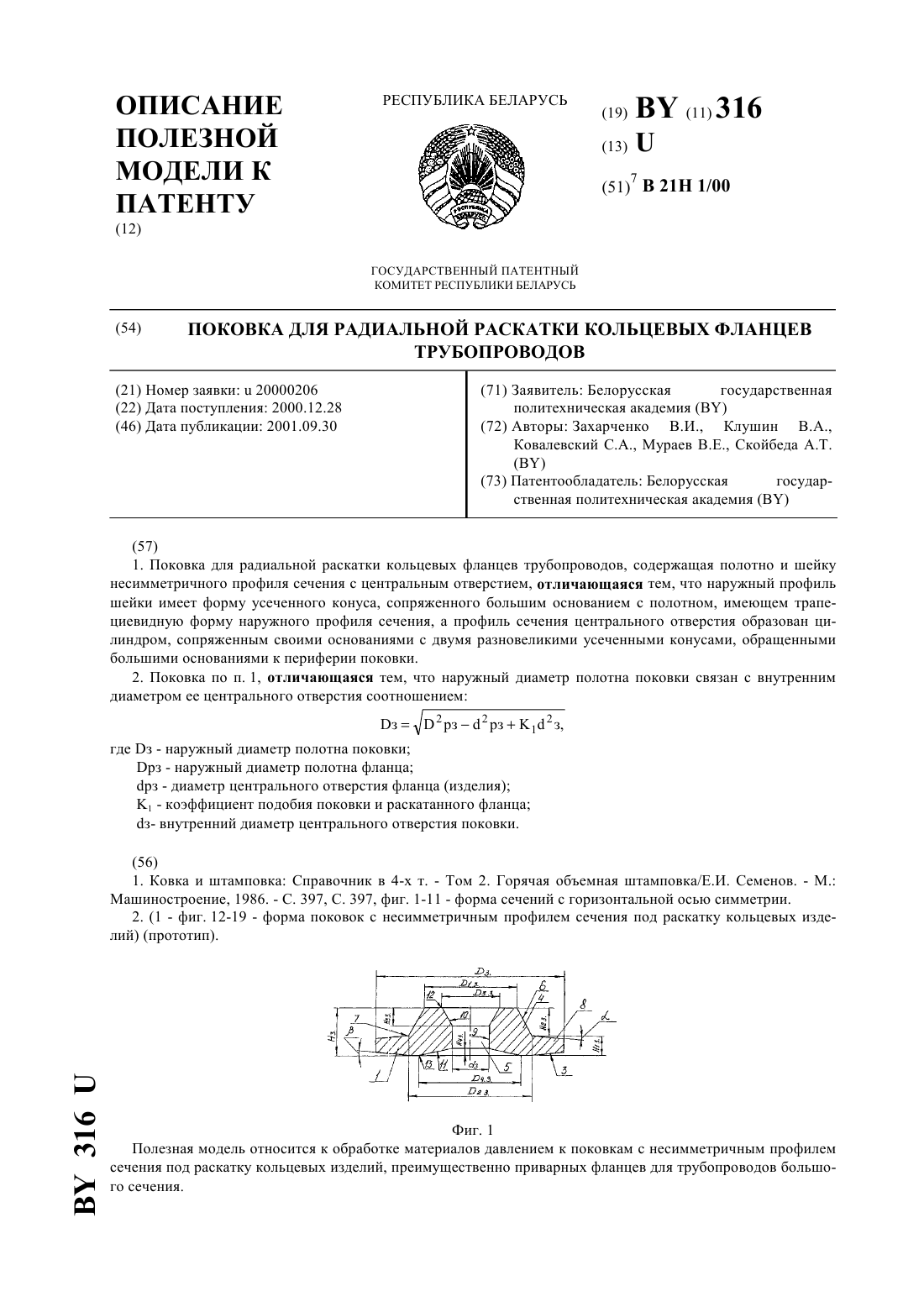
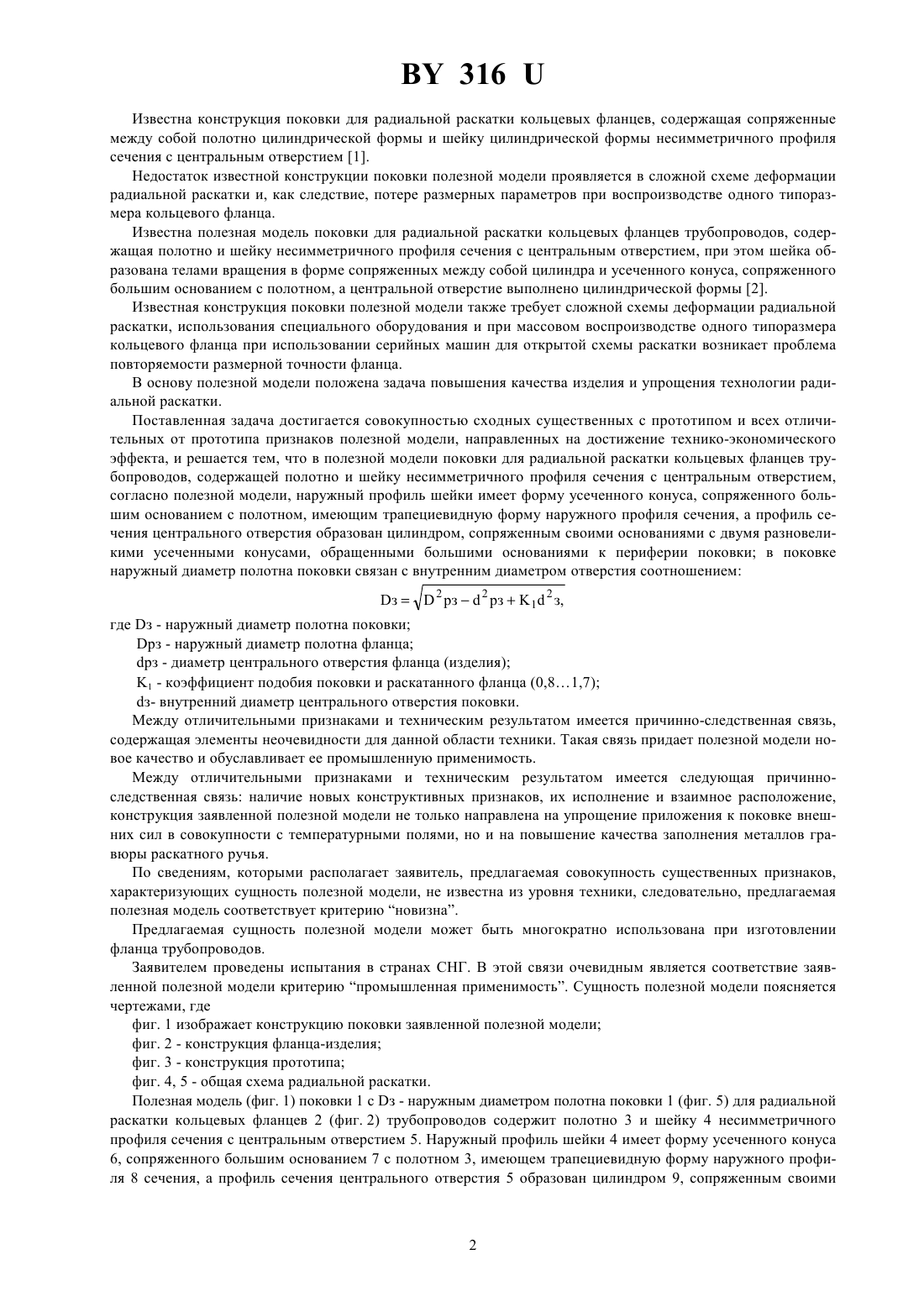
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ПОКОВКА ДЛЯ РАДИАЛЬНОЙ РАСКАТКИ КОЛЬЦЕВЫХ ФЛАНЦЕВ ТРУБОПРОВОДОВ(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) 1. Поковка для радиальной раскатки кольцевых фланцев трубопроводов, содержащая полотно и шейку несимметричного профиля сечения с центральным отверстием, отличающаяся тем, что наружный профиль шейки имеет форму усеченного конуса, сопряженного большим основанием с полотном, имеющем трапециевидную форму наружного профиля сечения, а профиль сечения центрального отверстия образован цилиндром, сопряженным своими основаниями с двумя разновеликими усеченными конусами, обращенными большими основаниями к периферии поковки. 2. Поковка по п. 1, отличающаяся тем, что наружный диаметр полотна поковки связан с внутренним диаметром ее центрального отверстия соотношением з 2 з 2 з 1 2 з,где з - наружный диаметр полотна поковки рз - наружный диаметр полотна фланца рз - диаметр центрального отверстия фланца (изделия) 1 - коэффициент подобия поковки и раскатанного фланца з- внутренний диаметр центрального отверстия поковки.(56) 1. Ковка и штамповка Справочник в 4-х т. - Том 2. Горячая объемная штамповка/Е.И. Семенов. - М. Машиностроение, 1986. - С. 397, С. 397, фиг. 1-11 - форма сечений с горизонтальной осью симметрии. 2. (1 - фиг. 12-19 - форма поковок с несимметричным профилем сечения под раскатку кольцевых изделий) (прототип). Фиг. 1 Полезная модель относится к обработке материалов давлением к поковкам с несимметричным профилем сечения под раскатку кольцевых изделий, преимущественно приварных фланцев для трубопроводов большого сечения. 316 Известна конструкция поковки для радиальной раскатки кольцевых фланцев, содержащая сопряженные между собой полотно цилиндрической формы и шейку цилиндрической формы несимметричного профиля сечения с центральным отверстием 1. Недостаток известной конструкции поковки полезной модели проявляется в сложной схеме деформации радиальной раскатки и, как следствие, потере размерных параметров при воспроизводстве одного типоразмера кольцевого фланца. Известна полезная модель поковки для радиальной раскатки кольцевых фланцев трубопроводов, содержащая полотно и шейку несимметричного профиля сечения с центральным отверстием, при этом шейка образована телами вращения в форме сопряженных между собой цилиндра и усеченного конуса, сопряженного большим основанием с полотном, а центральной отверстие выполнено цилиндрической формы 2. Известная конструкция поковки полезной модели также требует сложной схемы деформации радиальной раскатки, использования специального оборудования и при массовом воспроизводстве одного типоразмера кольцевого фланца при использовании серийных машин для открытой схемы раскатки возникает проблема повторяемости размерной точности фланца. В основу полезной модели положена задача повышения качества изделия и упрощения технологии радиальной раскатки. Поставленная задача достигается совокупностью сходных существенных с прототипом и всех отличительных от прототипа признаков полезной модели, направленных на достижение технико-экономического эффекта, и решается тем, что в полезной модели поковки для радиальной раскатки кольцевых фланцев трубопроводов, содержащей полотно и шейку несимметричного профиля сечения с центральным отверстием,согласно полезной модели, наружный профиль шейки имеет форму усеченного конуса, сопряженного большим основанием с полотном, имеющим трапециевидную форму наружного профиля сечения, а профиль сечения центрального отверстия образован цилиндром, сопряженным своими основаниями с двумя разновеликими усеченными конусами, обращенными большими основаниями к периферии поковки в поковке наружный диаметр полотна поковки связан с внутренним диаметром отверстия соотношением з 2 з 2 з 1 2 з,где з - наружный диаметр полотна поковки рз - наружный диаметр полотна фланца рз - диаметр центрального отверстия фланца (изделия) 1 - коэффициент подобия поковки и раскатанного фланца (0,81,7) з- внутренний диаметр центрального отверстия поковки. Между отличительными признаками и техническим результатом имеется причинно-следственная связь,содержащая элементы неочевидности для данной области техники. Такая связь придает полезной модели новое качество и обуславливает ее промышленную применимость. Между отличительными признаками и техническим результатом имеется следующая причинноследственная связь наличие новых конструктивных признаков, их исполнение и взаимное расположение,конструкция заявленной полезной модели не только направлена на упрощение приложения к поковке внешних сил в совокупности с температурными полями, но и на повышение качества заполнения металлов гравюры раскатного ручья. По сведениям, которыми располагает заявитель, предлагаемая совокупность существенных признаков,характеризующих сущность полезной модели, не известна из уровня техники, следовательно, предлагаемая полезная модель соответствует критерию новизна. Предлагаемая сущность полезной модели может быть многократно использована при изготовлении фланца трубопроводов. Заявителем проведены испытания в странах СНГ. В этой связи очевидным является соответствие заявленной полезной модели критерию промышленная применимость. Сущность полезной модели поясняется чертежами, где фиг. 1 изображает конструкцию поковки заявленной полезной модели фиг. 2 - конструкция фланца-изделия фиг. 3 - конструкция прототипа фиг. 4, 5 - общая схема радиальной раскатки. Полезная модель (фиг. 1) поковки 1 с з - наружным диаметром полотна поковки 1 (фиг. 5) для радиальной раскатки кольцевых фланцев 2 (фиг. 2) трубопроводов содержит полотно 3 и шейку 4 несимметричного профиля сечения с центральным отверстием 5. Наружный профиль шейки 4 имеет форму усеченного конуса 6, сопряженного большим основанием 7 с полотном 3, имеющем трапециевидную форму наружного профиля 8 сечения, а профиль сечения центрального отверстия 5 образован цилиндром 9, сопряженным своими 316 основаниями с двумя разновеликими усеченными конусами 10, 11, обращенными большими основаниями 12, 13 к периферии поковки 1. Экспериментально установлено, что в поковке 1 наружный диаметр полотна поковки связан с внутренним диаметром отверстия соотношением з 2 з 2 з 1 2 з,где з - наружный диаметр полотна поковки рз - наружный диаметр полотна фланца рз - диаметр центрального отверстия фланца 2 (изделия) 1 - коэффициент подобия поковки и раскатанного фланца 2 (0,81,7) з- внутренний диаметр центрального отверстия 5 поковки 1. Схема (по фиг. 4, 5) радиальной раскатки поковки 1 для изготовления кольцевых фланцев 2 включает измерительную каретку 14, прижимные ролики 15 измерительной каретки 14, внутренний ролик 16 (оправка),пару центрирующих роликов 17 и главный рабочий валок 18. Радиальную раскатку поковки 1 осуществляют следующим образом. По чертежу фланца в зависимости от его типоразмера, а также силовых параметров процесса раскатки производят настройку измерительной каретки 14 и регулировку кинематики прижимных роликов 15, внутреннего ролика 16, центрирующих роликов 17 и главного рабочего валка 18. В процессе радиальной раскатки внутреннему ролику 16 придают движение радиальной подачи с заданной частотой вращения (оправка), а главному рабочему валку 18 и паре центрирующих роликов 17 задают соответствующие технологическому регламенту частоты вращения. Такая схема приложения внешних сил к поковке 1 позволяет осуществлять одновременно формообразование ступеней фланца 2, увеличение диаметра поковки 1 до заданного диаметра фланца - конечного изделия и калибровку наружных поверхностей. Пример. Под раскатку (фиг. 2) фланца 2632350/355 производили расчет геометрических параметров поковки (фиг. 1) в соответствии с чертежом фланца по экспериментально выявленной зависимости з 2 з 2 з 1 2 з,где .з 515 мм, .з 339 мм, 1.з 390 мм, Нр.з.78 мм, 1.з.38 мм, при этом принимализ 170 мм, 3515 2330 21,5170 2446,9 мм,1 з 232,4 мм, 2 з 286,9 мм, 3 з 188,8 мм, 4 з 273,8 мм,Нз 70,2 мм, Н 3 з 38 мм. Раскатку партии фланцев заданного типоразмера осуществляли в количестве 100 штук из поковок по прототипу и заявленной полезной модели. Поле рассеивания диаметральных размеров фланца уменьшилось до 20-25 . Из поковок по прототипу 401 - 5004,0 и из поковок заявленной полезной модели -401 - 5003,0. Припуск на обработку снизился соответственно с 7,0 мм до 3,54,5 мм. Кроме того, заявленная полезная модель в связи с тем, что ее форма обеспечивает лучшее течение металла в сложные калибры, позволяет использовать менее жесткое оборудование с использованием полуоткрытой схемы радиальной раскатки. Заявленная полезная модель проходит промышленную апробацию на кузнечном заводе тяжелых штамповок (г. Жодино, РБ). Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21H 1/00
Метки: поковка, раскатки, радиальной, фланцев, кольцевых, трубопроводов
Код ссылки
<a href="https://by.patents.su/4-u316-pokovka-dlya-radialnojj-raskatki-kolcevyh-flancev-truboprovodov.html" rel="bookmark" title="База патентов Беларуси">Поковка для радиальной раскатки кольцевых фланцев трубопроводов</a>
Борт радиальной пневматической шины
Номер патента: 1035
Опубликовано: 14.03.1996
Авторы: Портный Геннадий Лазаревич, Истрашкин Валерий Владимирович, Третьяков Олег Борисович, Райбман Петр Гаврилович, Сысоенко Александр Владимирович, Пискотин Николай Михайлович, Иванова Вера Петровна, Вольнов Анатолий Алексеевич, Шепелина Лариса Николаевна
МПК: B60C 15/06
Метки: шины, пневматической, радиальной, борт
Текст:
...каркаса. а еличина аз сме щения верхних кромок этих деталей в 2-25 л раза превышала расстояние а 1 между верх ней кромкой бортовой металлокордной ленты 8 и слоем каркаса 1. При этом отношение ширины нижней профилированной детали 10-191 к ширине 532 верхней 11 составляет 03-03. 1 з.п. ф-лы, 1 ил.каркаса 9 и металлокордную бортовую ленту накладывают профилированные детали 10 и 11.Расстояние между верхней кромкой металлокордной бортовой...
Пневматическая шина радиальной конструкции
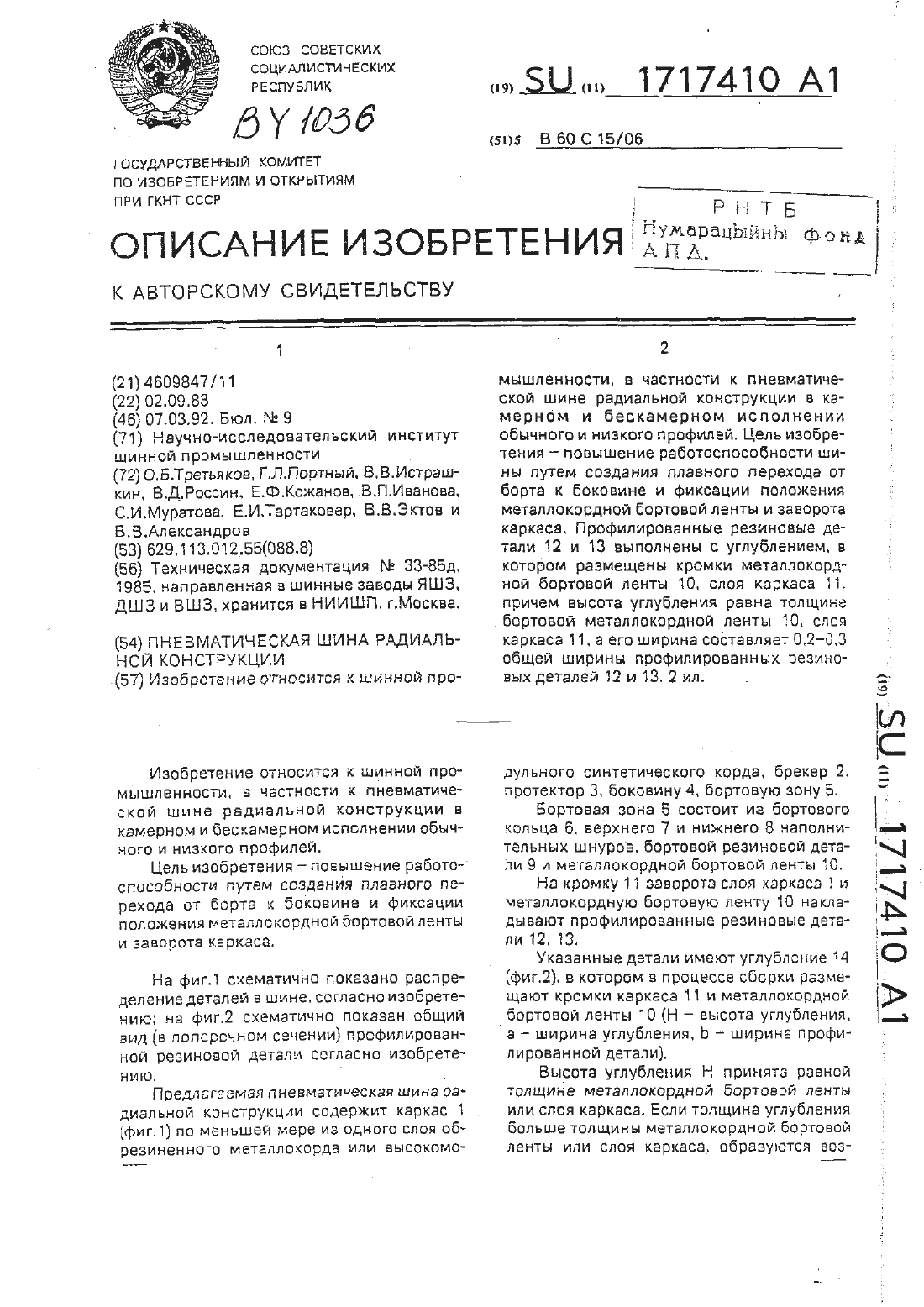
Номер патента: 1036
Опубликовано: 14.03.1996
Авторы: Третьяков Олег Борисович, Россин Валерий Донович, Портный Геннадий Лазаревич, Александров Валентин Владимирович, Эктов Владислав Васильевич, Муратова Светлана Ильинична, Тартаковер Евгений Иосифович, Истрашкин Валерий Владимирович, Иванова Вера Петровна, Кожанов Евгений Фролович
МПК: B60C 15/06
Метки: радиальной, конструкции, шина, пневматическая
Текст:
...ленту 10 накладывают профилированные резиновые детали 12. 13.Указанные детали имеют углубление 14(фигд). в котором в процессе сборки размещают кромки каркаса П и мвталлокордной бортовой ленты 10 (Н высота углубления.Высота углубления Н принята равной толщине металлокордной бортовой ленты или слоя каркаса. Если толщина углубления больше толщины металпокордной бортовой ленты или слоя каркаса. образуются воздушные включения между...
Покрышка пневматической шины радиальной конструкции
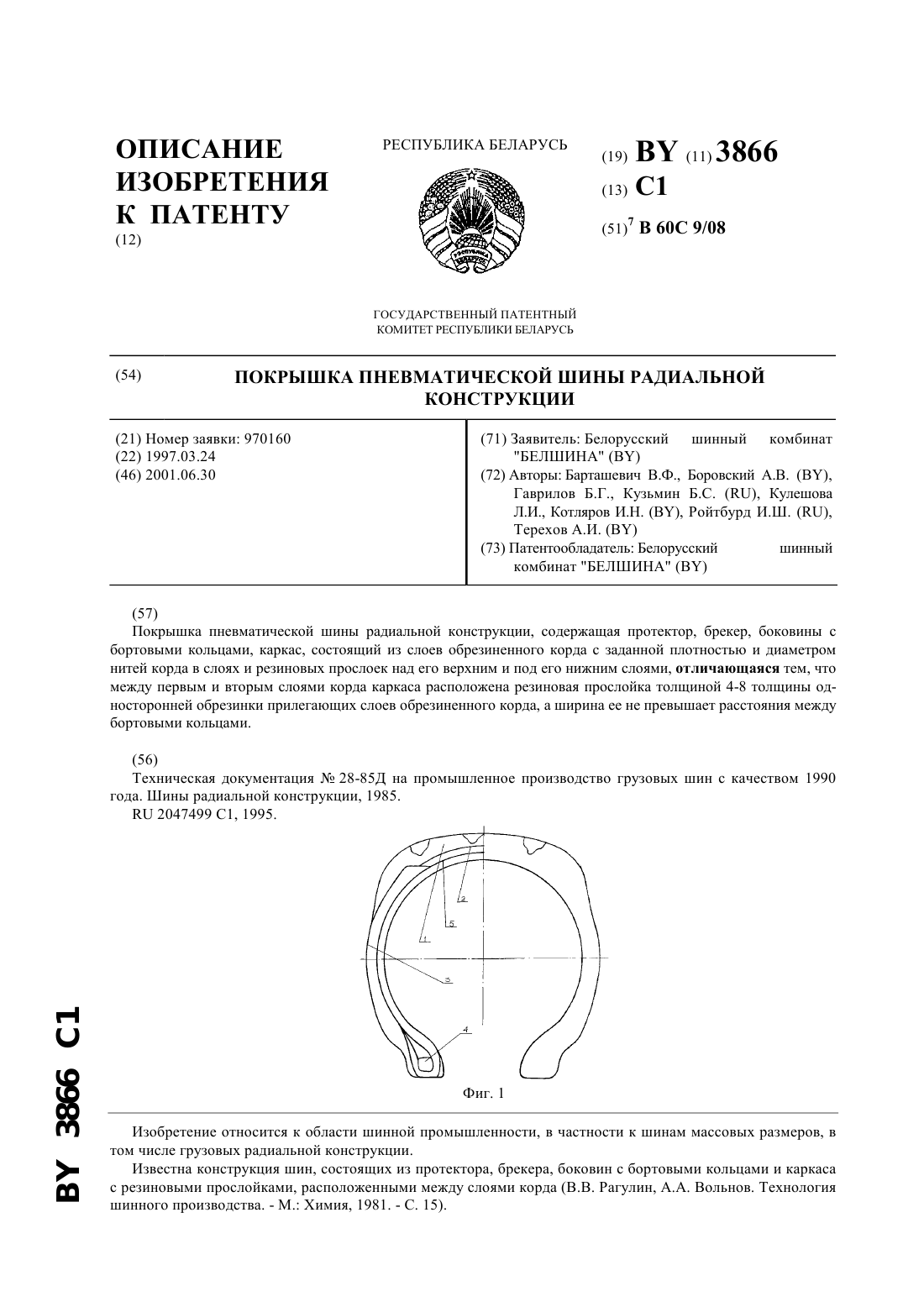
Номер патента: 3866
Опубликовано: 30.06.2001
Авторы: Боровский Александр Васильевич, Кузьмин Борис Семенович, Котляров Иван Николаевич, Кулешова Людмила Ивановна, Ройтбурд Исаак Шлемович, Гаврилов Борис Георгиевич, Терехов Анатолий Иванович, Барташевич Валерий Францевич
МПК: B60C 9/08
Метки: конструкции, покрышка, шины, радиальной, пневматической
Текст:
...00.073 Д 1 на шину 8.2520 мод.КИ-63, стр.148-150). Основными недостатками существующих конструкций покрышек явятся следующие. Нити корда в слоях каркаса имеют разное натяжение, что обусловлено рядом технологических причин извилистостью нитей в обрезиненном корде, неравномерностью вытяжки кордного полотна при его закатке, раскатке и сборке шин, неравномерностью прилагаемых усилий при обработке борта шины. Нити в верхних...
Устройство для соединения трубопроводов
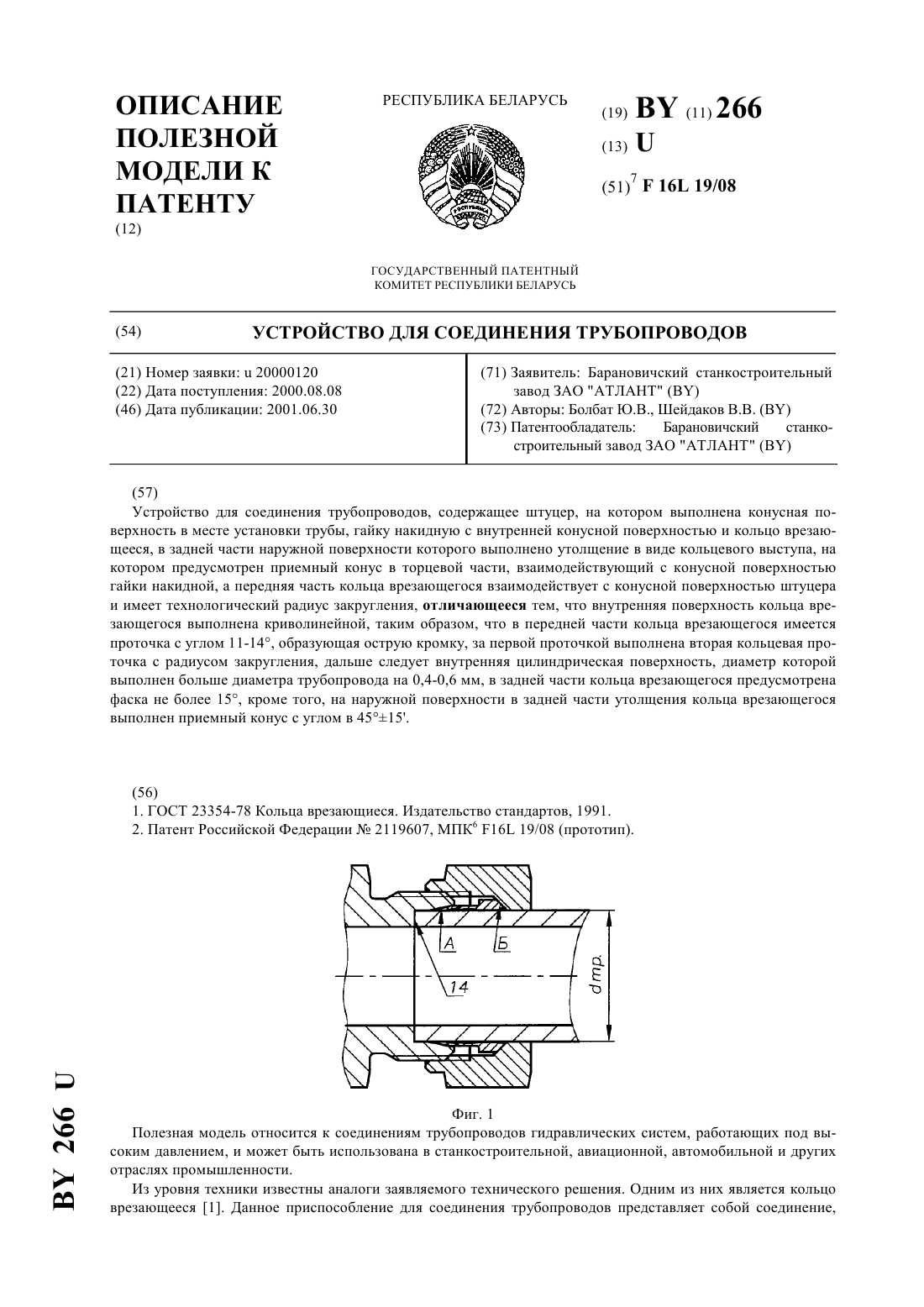
Номер патента: U 266
Опубликовано: 30.06.2001
Авторы: Болбат Юрий Васильевич, Шейдаков Валерий Владиславович
МПК: F16L 19/08
Метки: соединения, устройство, трубопроводов
Текст:
...взаимодействует с конусной поверхностью штуцера и имеет технологический радиус закругления. Отличительные признаки заявляемой полезной модели следующие - внутренняя поверхность кольца врезающегося выполнена криволинейной, таким образом, что в передней части кольца врезающегося имеется проточка с углом 11-14, образующая острую кромку. За первой проточкой выполнена вторая кольцевая проточка с радиусом закругления. Дальше следует...
Способ изготовления кольцевых алмазных сверл
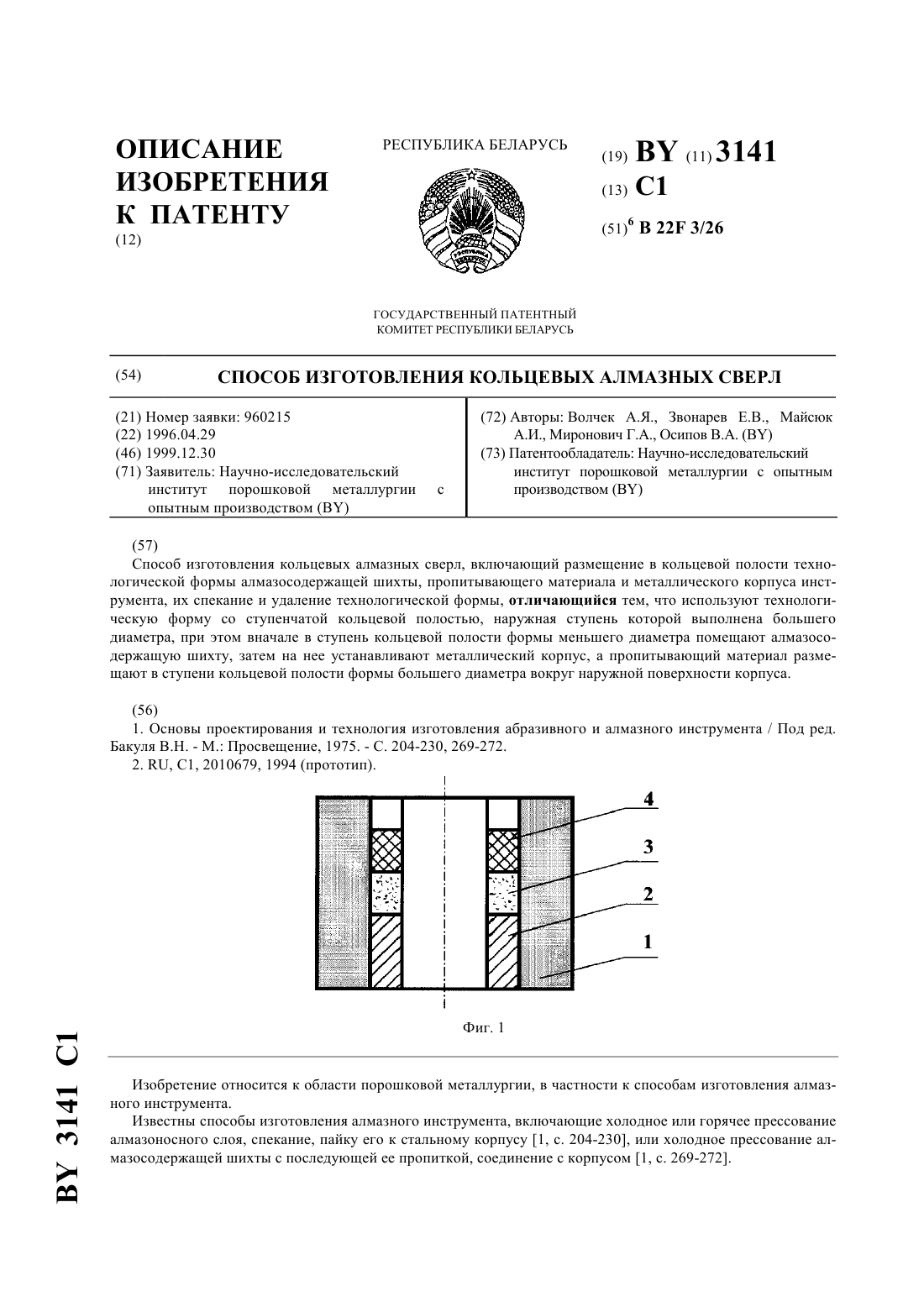
Номер патента: 3141
Опубликовано: 30.12.1999
Авторы: Волчек Анатолий Яковлевич, Осипов Владимир Анатольевич, Миронович Галина Александровна, Майсюк Александр Иванович, Звонарев Евгений Владимирович
МПК: B22F 3/26
Метки: изготовления, кольцевых, сверл, алмазных, способ
Текст:
...материала и металлического корпуса инструмента, их спекание и удаление технологической формы, технологическую форму (1) изготавливают со ступенчатой кольцевой полостью , наружная ступень которой выполнена большего диаметра,при этом вначале в ступень кольцевой полости формы меньшего диаметра помещают алмазосодержащую шихту (3) , затем на нее устанавливают металлический корпус (2), а пропитывающий материал (4) размещают в ступени кольцевой...
Предыдущий патент: Устройство для укрепления откоса земляного сооружения
Следующий патент: Устройство для измерения температуры
Случайный патент: Устройство для контроля интенсивности излучения плазмы тлеющего разряда