Способ герметизации корпуса интегральной схемы
Номер патента: 18641
Опубликовано: 30.10.2014
Авторы: Керенцев Анатолий Федорович, Солодуха Виталий Александрович, Турцевич Аркадий Степанович, Довженко Александр Алексеевич, Зубович Анатолий Николаевич
Текст
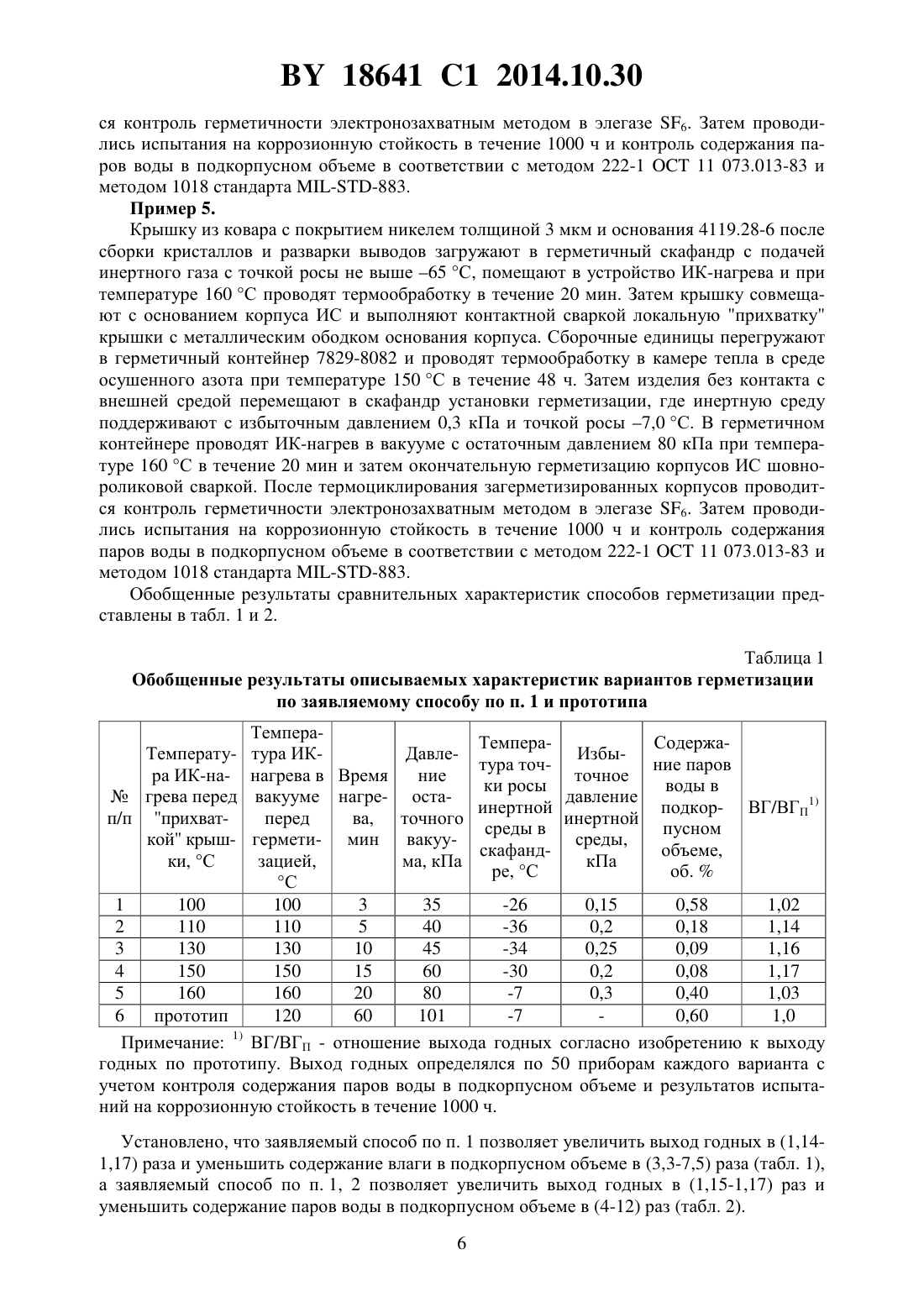
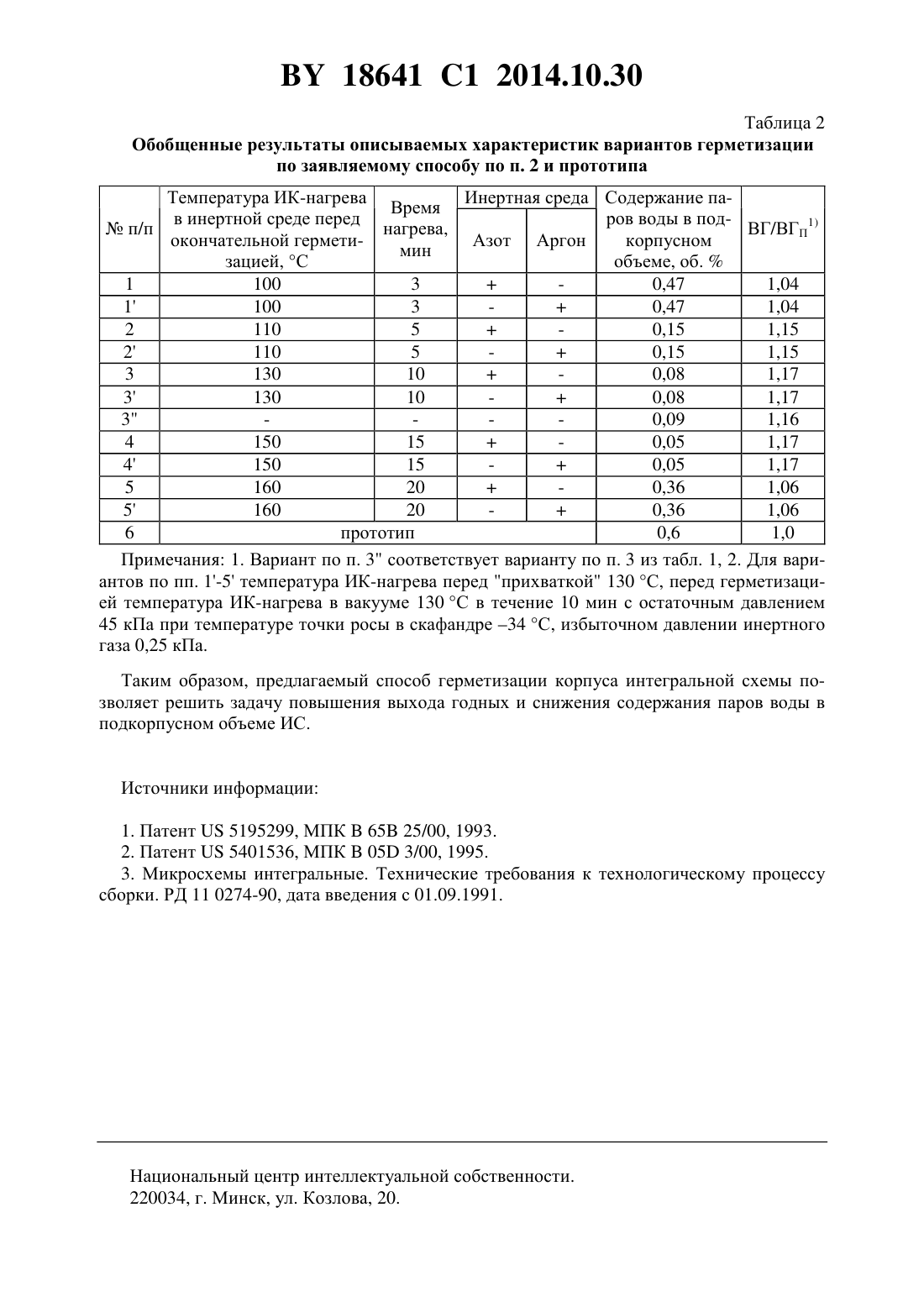
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ГЕРМЕТИЗАЦИИ КОРПУСА ИНТЕГРАЛЬНОЙ СХЕМЫ(71) Заявитель Открытое акционерное общество ИНТЕГРАЛ - управляющая компания холдинга ИНТЕГРАЛ(72) Авторы Турцевич Аркадий Степанович Керенцев Анатолий Федорович Солодуха Виталий Александрович Довженко Александр Алексеевич Зубович Анатолий Николаевич(73) Патентообладатель Открытое акционерное общество ИНТЕГРАЛ - управляющая компания холдинга ИНТЕГРАЛ(57) 1. Способ герметизации корпуса интегральной схемы, при котором совмещают крышку корпуса с основанием корпуса, проводят ИК-нагрев в инертной среде при температуре от 110 до 150 С в течение от 5 до 15 мин, точечной контактной сваркой осуществляют предварительную фиксацию крышки с основанием корпуса, термически обрабатывают корпус в инертной среде при температуре 150 С в течение 48 ч, проводят ИК-нагрев в вакууме с остаточным давлением не более 60 кПа при температуре от 110 до 150 С в течение от 5 до 15 мин в герметичном контейнере, размещенном в скафандре установки шовно-роликовой сварки с инертной средой, а инертную среду в скафандре поддерживают с избыточным давлением не менее 0,2 кПа и точкой росы не выше 30 С, проводят окончательную герметизацию шовно-роликовой сваркой крышки с металлическим ободком основания корпуса. 2. Способ по п. 1, отличающийся тем, что перед окончательной герметизацией шовно-роликовой сваркой проводят ИК-нагрев в инертной среде при температуре от 110 до 130 С в течение от 5 до 15 мин. Изобретение относится к электронной технике, а именно к технологии герметизации интегральных схем (ИС) повышенной надежности в результате снижения содержания паров воды в подкорпусном объеме. Известен способ герметизации полупроводниковых приборов 1, включающий нанесение на внутреннюю сторону крышки эфира циановой кислоты в форме рецептуры клея,совмещение с основанием корпуса, герметизацию корпуса и термообработку при температуре от 100 до 400 С. Эфир циановой кислоты при вступлении в реакцию с водой, содержащейся в подкорпусном объеме полупроводникового прибора, образует имидокарбоновую кислоту, которая молекулярно перестраивается в карбаматную молекулярную структуру. 18641 1 2014.10.30 Недостатком данного способа является то, что перед герметизацией детали корпуса не подвергаются сушке для удаления влаги, а сам процесс герметизации проводится в неконтролируемой среде. В результате термообработки при повышенной температуре от 100 до 400 С в подкорпусном объеме происходит обильное выделение в замкнутое пространство паров растворителей с кратковременным увеличением внутриполостного давления и последующим перераспределением летучих веществ по внутренним элементам корпуса. Это ухудшает электрические характеристики полупроводниковых приборов и может привести к отказу. Дополнительно выделяется влага из элементов корпуса и органического клея. В процессе длительной термообработки может происходить перенасыщение геттера влагой,что способствует попаданию избыточной влаги на металлизацию активной структуры,протеканию коррозионных процессов и повышению токов утечки. Данный способ малоэффективен, так как при повышенной температуре 100 С давление паров воды в атмосфере подкорпусного объема полупроводниковых приборов возрастает за счет выхода из геттера, а при вскрытии полости, в процессе разрушающего физического анализа, за счет высокой температуры и высокого вакуума, геттер отдает собранную влагу в объем вакуумированной испытательной камеры и определяемое содержание влаги может превышать допустимый уровень 0,5 об. . Это будет приводить к снижению выхода годных полупроводниковых приборов. Известен способ герметизации корпуса интегральной схемы 2, при котором на внутреннюю поверхность крышки наносят полимер (клей) с протонированным алюминосиликатным порошком состава -2 (2) , где 1-20 (указанный полимер содержит элементы углерода, водорода и один или несколько элементов кислорода, азота, серы, галогенов, а также кремния в своем звене весовое отношение указанного порошка и указанного полимера составляет от 0,001 до 2), проводят термообработку при повышенной температуры или в вакууме, совмещают крышку с основанием корпуса и проводят герметизацию корпуса. Недостатком данного способа является то, что сорбирующая эффективность данного протонированного алюминосиликатного порошка состава -2 (2) , где 1-20,оказывается недостаточной, так как он закрепляется на крышке с помощью клея и многие частицы порошка будут экранированы. Кроме того, перед герметизацией детали корпуса не подвергаются сушке для удаления влаги, а сам процесс герметизации проводится в неконтролируемой среде. Также данный способ обладает низкой технологичностью, так как любые отклонения от состава исходного геттера в процессе длительной термообработки будут приводить к перенасыщению его влагой и потере адсорбирующих свойств. В результате этого избыточная влага будет адсорбироваться на элементах конструкции корпуса и активной структуры, вызывать возникновение поверхностной проводимости и образование коррозионных процессов металлизации. При наличии влаги на поверхности кристалла меняется поверхностный потенциал, что приводит к инверсии проводимости в приповерхностных слоях полупроводника, вызывая дрейф характеристик и рост токов утечки. Одновременно с парами воды в объеме корпуса возрастает количество двуокиси углерода, метана, водорода и углеводородов, что также может усилить коррозию металлизации. Это будет приводить к снижению выхода годных ИС. Наиболее близким к предлагаемому техническим решением является способ герметизации корпуса интегральной схемы 3, при котором совмещают крышку с основанием корпуса, осуществляют предварительную фиксацию крышки с основанием корпуса точечной контактной сваркой, термически обрабатывают корпус в инертной среде при температуре 150 С в течение требуемого времени, проводят непосредственно перед герметизацией термическую или термовакуумную обработку при температуре от 120 до 150 С в течение от 20 до 60 мин, проводят окончательную герметизацию шовно-роликовой сваркой крышки с металлическим ободком основания корпуса в инертной среде с точкой росы не выше 65 С. 2 18641 1 2014.10.30 Данный способ имеет недостаток, заключающийся в том, что проведение перед герметизацией непосредственно после термосушки, без контакта с внешней средой, термической или термовакуумной обработки при температуре от 120 до 150 С в течение от 20 до 60 мин и проведение окончательной герметизации шовно-роликовой сваркой крышки с металлическим ободком основания корпуса с подачей инертного газа с точкой росы не выше 65 С не обеспечивает воспроизводимого удаления влаги из подкорпусного объема. Это связано с тем, что термовакуумный отжиг характеризуется замедленной передачей тепла от источника к обрабатываемым корпусам интегральных схем. При этом в результате действия сил поверхностного натяжения будет затруднена десорбция влаги из металлокерамических элементов корпуса, для которых присуща определенная пористость. Поверхность алюмооксидной керамики имеет поры и микронеровности. Значительной пористостью обладает тугоплавкая металлизация корпуса, получаемая на основе порошков металлов вольфрама и молибдена с размером зерна до 10 мкм. Также имеются поры и в гальванических покрытиях никелем и золотом на монтажных площадках внутри корпуса. В результате хемосорбции молекулы воды в поверхностных порах оказываются трудноудалимыми за счет действия валентных сил с поверхностью. Поэтому данный способ может приводить к неполному удалению влаги из корпуса и снижению выхода годных ИС. Заявляемое изобретение решает задачу повышения выхода годных и снижения содержания паров воды в подкорпусном объеме ИС. Сущность изобретения заключается в том, что в способе герметизации корпуса интегральной схемы совмещают крышку корпуса с основанием корпуса, проводят ИК-нагрев в инертной среде при температуре от 110 до 150 С в течение от 5 до 15 мин, точечной контактной сваркой осуществляют предварительную фиксацию крышки с основанием корпуса, термически обрабатывают корпус в инертной среде при температуре 150 С в течение 48 ч, проводят ИК-нагрев в вакууме с остаточным давлением не более 60 кПа при температуре от 110 до 150 С в течение от 5 до 15 мин в герметичном контейнере, размещенном в скафандре установки шовно-роликовой сварки с инертной средой, а инертную среду в скафандре поддерживают с избыточным давлением не менее 0,2 кПа и точкой росы не выше 30 С, проводят герметизацию шовно-роликовой сваркой крышки с металлическим ободком основания корпуса перед окончательной герметизацией шовно-роликовой сваркой проводят ИК-нагрев в инертной среде при температуре от 110 до 150 С в течение от 5 до 15 мин. Сопоставительный анализ предлагаемого изобретения с прототипом показал, что заявляемый способ отличается от известного тем, что перед предварительной фиксацией крышки с основанием корпуса точечной контактной сваркой проводят ИК-нагрев в инертной среде при температуре от 110 до 150 С в течение от 5 до 15 мин, а перед окончательной герметизацией шовно-роликовой сваркой проводят ИК-нагрев в вакууме с остаточным давлением не более 60 кПа при температуре от 110 до 150 С в течение от 5 до 15 мин в герметичном контейнере, размещенном в скафандре установки шовно-роликовой сварки с инертной средой, а инертную среду в скафандре поддерживают с избыточным давлением не менее 0,2 кПа и точкой росы не выше 30 С перед окончательной герметизацией шовно-роликовой сваркой сначала проводят ИК-нагрев в инертной среде при температуре от 110 до 150 С в течение от 5 до 15 мин. Использование идентичной или сходной совокупности отличительных признаков для решения поставленной задачи не обнаружено. Решение поставленной задачи объясняется следующим образом. Внутри монтажного колодца основания металлокерамического корпуса ИС существуют неровности, углубления, поры и микрощели, в которых удерживается адсорбированная влага. Простая термическая сушка в камере тепла не может полностью удалить адсорбированную влагу,удерживаемую валентными силами хемосорбции. Поэтому для эффективного удаления влаги проводят отжиг крышек и оснований корпусов путем ИК-нагрева в инертной среде 3 18641 1 2014.10.30 при температуре от 110 до 150 С в течение от 5 до 15 мин. При проведении ИК-нагрева при температуре менее 110 С и времени менее 5 мин эффективность удаления влаги резко снижается. Проведение ИК-нагрева при температуре более 150 С и длительности более 15 мин увеличивает затраты на электроэнергию и экономически нецелесообразно. Непосредственно перед окончательной герметизацией шовно-роликовой сваркой проводят ИКнагрев в вакууме с остаточным давлением не более 60 кПа при температуре от 110 до 150 С в течение от 5 до 15 мин в герметичном контейнере, размещенном в скафандре установки шовно-роликовой сварки с инертной средой, а инертную среду в скафандре поддерживают с избыточным давлением не менее 0,2 кПа и точкой росы не выше 30 С. Благодаря ИК-нагреву в вакууме с остаточным давлением менее 60 кПа отмечается эффективное удаление влаги из основания корпуса с прихваченной крышкой. Увеличение остаточного давления инертного газа более 60 кПа приводит к снижению эффективности удаления влаги. Проведение ИК-нагрева в вакууме при температуре менее 110 С и времени менее 5 мин не позволяет полностью удалить влагу, так как металлокерамические корпуса не успеют прогреться до заданной температуры. Проведение ИК-нагрева в вакууме при температуре более 150 С и времени более 15 мин увеличивает длительность подготовки перед герметизацией, удлиняет технологический цикл и увеличивает расход электроэнергии, что экономически нецелесообразно. Непосредственно перед окончательной герметизацией шовно-роликовой сваркой сначала проводят ИК-нагрев в инертной среде при температуре от 110 до 150 С в течение от 5 до 15 мин. При проведении ИК-нагрева в инертной среде при температуре менее 110 С и времени менее 5 мин эффективность удаления влаги резко снижается, так как металлокерамические корпуса не успеют прогреться до заданной температуры. Проведение ИКнагрева в инертной среде при температуре более 150 С и длительности более 15 мин увеличивает затраты на электроэнергию и экономически нецелесообразно. Заявляемое изобретение иллюстрируется следующими конкретными примерами основных вариантов герметизации. Пример 1. После выполнения технологических операций сборки ИС типа 16232, включающих монтаж кристаллов на основание корпуса 4119.28-6, присоединение проволочных выводов, контроль прочности соединений и разбраковку по внешнему виду, сборочные единицы поступают на герметизацию. При этом крышку из ковара с покрытием никелем толщиной 3 мкм и основания 4119.28-6 после сборки загружают в герметичный скафандр с подачей инертного газа с точкой росы не выше 65 С, помещают в устройство ИКнагрева и при температуре 100 С проводят термообработку в течение 3 мин. Это позволяет удалить влагу с поверхности металлокерамического корпуса. Затем крышку совмещают с основанием корпуса ИС и выполняют контактной сваркой локальную прихватку крышки с металлическим ободком основания корпуса. Сборочные единицы перегружают в герметичный контейнер 7829-8082 и проводят термообработку в камере тепла в среде осушенного азота при температуре 150 С в течение 48 ч. Затем изделия без контакта с внешней средой перемещают в скафандр установки герметизации, где инертную среду поддерживают с избыточным давлением 0,15 кПа и точкой росы 26 С. В герметичном контейнере проводят ИК-нагрев в вакууме с остаточным давлением 35 кПа при температуре 100 С в течение 3 мин и затем окончательную герметизацию корпусов ИС шовнороликовой сваркой. После термоциклирования загерметизированных корпусов проводится контроль герметичности электронозахватным методом в элегазе 6. Затем проводились испытания на коррозионную стойкость в течение 1000 ч и контроль содержания паров воды в подкорпусном объеме в соответствии с методом 222-111 073.013-83 и методом 1018 стандарта 883. Пример 2. После выполнения технологических операций сборки ИС типа 16232, включающих монтажкристаллов на основание корпуса 4119.28-6, присоединение проволочных выво 4 18641 1 2014.10.30 дов, контроль прочности соединений и разбраковку по внешнему виду, сборочные единицы поступают на герметизацию. При этом крышку из ковара с покрытием никелем толщиной 3 мкм и основания 4119.28-6 после сборки загружают в герметичный скафандр с подачей инертного газа с относительной влажностью не выше 65 С, помещают в устройство ИК-нагрева и при температуре 110 С проводят термообработку в течение 5 мин. Это позволяет удалить влагу с поверхности металлокерамического корпуса. Затем крышку совмещают с основанием корпуса ИС и выполняют контактной сваркой локальную прихватку крышки с металлическим ободком основания корпуса. Сборочные единицы перегружают в герметичный контейнер 7829-8082 и проводят термообработку в камере тепла в среде осушенного азота при температуре 150 С в течение 48 ч. Затем изделия без контакта с внешней средой перемещают в скафандр установки герметизации, где инертную среду поддерживают с избыточным давлением 0,2 кПа и точкой росы 36 С. В герметичном контейнере проводят ИК-нагрев в вакууме с остаточным давлением 40 кПа при температуре 110 С в течение 5 мин и затем окончательную герметизацию корпусов ИС шовнороликовой сваркой. После термоциклирования загерметизированных корпусов проводится контроль герметичности электронозахватным методом в элегазе 6. Затем проводились испытания на коррозионную стойкость в течение 1000 ч и контроль содержания паров воды в подкорпусном объеме в соответствии с методом 222-111 073.013-83 и методом 1018 стандарта 883. Пример 3. Крышку из ковара с покрытием никелем толщиной 3 мкм и основания 4119.28-6 после сборки кристаллов и разварки выводов загружают в герметичный скафандр с подачей инертного газа с точкой росы не выше 65 С, помещают в устройство ИК-нагрева и при температуре 130 С проводят термообработку в течение 10 мин. Затем крышку совмещают с основанием корпуса ИС и выполняют контактной сваркой локальную прихватку крышки с металлическим ободком основания корпуса. Сборочные единицы перегружают в герметичный контейнер 7829-8082 и проводят термообработку в камере тепла в среде осушенного азота при температуре 150 С в течение 48 ч. Затем изделия без контакта с внешней средой перемещают в скафандр установки герметизации, где инертную среду поддерживают с избыточным давлением 0,25 кПа и точкой росы 34 С. В герметичном контейнере проводят ИК-нагрев в вакууме с остаточным давлением 45 кПа при температуре 130 С в течение 10 мин и затем окончательную герметизацию корпусов ИС шовнороликовой сваркой. После термоциклирования загерметизированных корпусов проводится контроль герметичности электронозахватным методом в элегазе 6. Затем проводились испытания на коррозионную стойкость в течение 1000 ч и контроль содержания паров воды в подкорпусном объеме в соответствии с методом 222-111 073.013-83 и методом 1018 стандарта 883. Пример 4. Крышку из ковара с покрытием никелем толщиной 3 мкм и основания 4119.28-6 после сборки кристаллов и разварки выводов загружают в герметичный скафандр с подачей инертного газа с точкой росы не выше 65 С, помещают в устройство ИК-нагрева и при температуре 150 С проводят термообработку в течение 15 мин. Затем крышку совмещают с основанием корпуса ИС и выполняют контактной сваркой локальную прихватку крышки с металлическим ободком основания корпуса. Сборочные единицы перегружают в герметичный контейнер 7829-8082 и проводят термообработку в камере тепла в среде осушенного азота при температуре 150 С в течение 48 ч. Затем изделия без контакта с внешней средой перемещают в скафандр установки герметизации, где инертную среду поддерживают с избыточным давлением 0,27 кПа и точкой росы 26 С. В герметичном контейнере проводят ИК-нагрев в вакууме с остаточным давлением 60 кПа при температуре 150 С в течение 15 мин и затем окончательную герметизацию корпусов ИС шовнороликовой сваркой. После термоциклирования загерметизированных корпусов проводит 5 18641 1 2014.10.30 ся контроль герметичности электронозахватным методом в элегазе 6. Затем проводились испытания на коррозионную стойкость в течение 1000 ч и контроль содержания паров воды в подкорпусном объеме в соответствии с методом 222-111 073.013-83 и методом 1018 стандарта 883. Пример 5. Крышку из ковара с покрытием никелем толщиной 3 мкм и основания 4119.28-6 после сборки кристаллов и разварки выводов загружают в герметичный скафандр с подачей инертного газа с точкой росы не выше 65 С, помещают в устройство ИК-нагрева и при температуре 160 С проводят термообработку в течение 20 мин. Затем крышку совмещают с основанием корпуса ИС и выполняют контактной сваркой локальную прихватку крышки с металлическим ободком основания корпуса. Сборочные единицы перегружают в герметичный контейнер 7829-8082 и проводят термообработку в камере тепла в среде осушенного азота при температуре 150 С в течение 48 ч. Затем изделия без контакта с внешней средой перемещают в скафандр установки герметизации, где инертную среду поддерживают с избыточным давлением 0,3 кПа и точкой росы 7,0 С. В герметичном контейнере проводят ИК-нагрев в вакууме с остаточным давлением 80 кПа при температуре 160 С в течение 20 мин и затем окончательную герметизацию корпусов ИС шовнороликовой сваркой. После термоциклирования загерметизированных корпусов проводится контроль герметичности электронозахватным методом в элегазе 6. Затем проводились испытания на коррозионную стойкость в течение 1000 ч и контроль содержания паров воды в подкорпусном объеме в соответствии с методом 222-111 073.013-83 и методом 1018 стандарта 883. Обобщенные результаты сравнительных характеристик способов герметизации представлены в табл. 1 и 2. Таблица 1 Обобщенные результаты описываемых характеристик вариантов герметизации по заявляемому способу по п. 1 и прототипа ТемпераТемпераСодержаТемперату- тура ИКДавлеИзбытура точние паров ра ИК-на- нагрева в Время ние точное ки росы воды вгрева перед вакууме нагре- остадавление инертной подкор- ВГ/ВГП 1) п/п прихватперед ва, точного инертной среды в пусном кой крыш- гермети- мин вакуусреды,скафандобъеме,ки, С зацией,ма, кПа кПа ре, С об.С 1 100 100 3 35-7 0,60 1,0 1) Примечание ВГ/ВГП - отношение выхода годных согласно изобретению к выходу годных по прототипу. Выход годных определялся по 50 приборам каждого варианта с учетом контроля содержания паров воды в подкорпусном объеме и результатов испытаний на коррозионную стойкость в течение 1000 ч. Установлено, что заявляемый способ по п. 1 позволяет увеличить выход годных в (1,141,17) раза и уменьшить содержание влаги в подкорпусном объеме в (3,3-7,5) раза (табл. 1),а заявляемый способ по п. 1, 2 позволяет увеличить выход годных в (1,15-1,17) раз и уменьшить содержание паров воды в подкорпусном объеме в (4-12) раз (табл. 2). 6 18641 1 2014.10.30 Таблица 2 Обобщенные результаты описываемых характеристик вариантов герметизации по заявляемому способу по п. 2 и прототипа Температура ИК-нагрева Инертная среда Содержание паВремя в инертной среде перед ров воды в под п/п нагрева,ВГ/ВГП 1) окончательной герметикорпусном Азот Аргон мин зацией, С объеме, об.1 100 3 0,36 1,06 6 прототип 0,6 1,0 Примечания 1. Вариант по п. 3 соответствует варианту по п. 3 из табл. 1, 2. Для вариантов по пп. 1-5 температура ИК-нагрева перед прихваткой 130 С, перед герметизацией температура ИК-нагрева в вакууме 130 С в течение 10 мин с остаточным давлением 45 кПа при температуре точки росы в скафандре 34 С, избыточном давлении инертного газа 0,25 кПа. Таким образом, предлагаемый способ герметизации корпуса интегральной схемы позволяет решить задачу повышения выхода годных и снижения содержания паров воды в подкорпусном объеме ИС. Источники информации 1. Патент 5195299, МПК 65 25/00, 1993. 2. Патент 5401536, МПК 05 3/00, 1995. 3. Микросхемы интегральные. Технические требования к технологическому процессу сборки. РД 11 0274-90, дата введения с 01.09.1991. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: H01L 21/56, H01L 31/0203
Метки: способ, герметизации, интегральной, схемы, корпуса
Код ссылки
<a href="https://by.patents.su/7-18641-sposob-germetizacii-korpusa-integralnojj-shemy.html" rel="bookmark" title="База патентов Беларуси">Способ герметизации корпуса интегральной схемы</a>
Способ изготовления высокоомного полупроводникового резистора КМОП интегральной схемы
Номер патента: 16100
Опубликовано: 30.08.2012
Авторы: Лукашова Надежда Васильевна, Лемешевская Алла Михайловна, Сорока Сергей Александрович, Сякерский Валентин Степанович
МПК: H01C 7/00, H01L 21/8238, H01C 1/00...
Метки: способ, изготовления, полупроводникового, кмоп, интегральной, высокоомного, резистора, схемы
Текст:
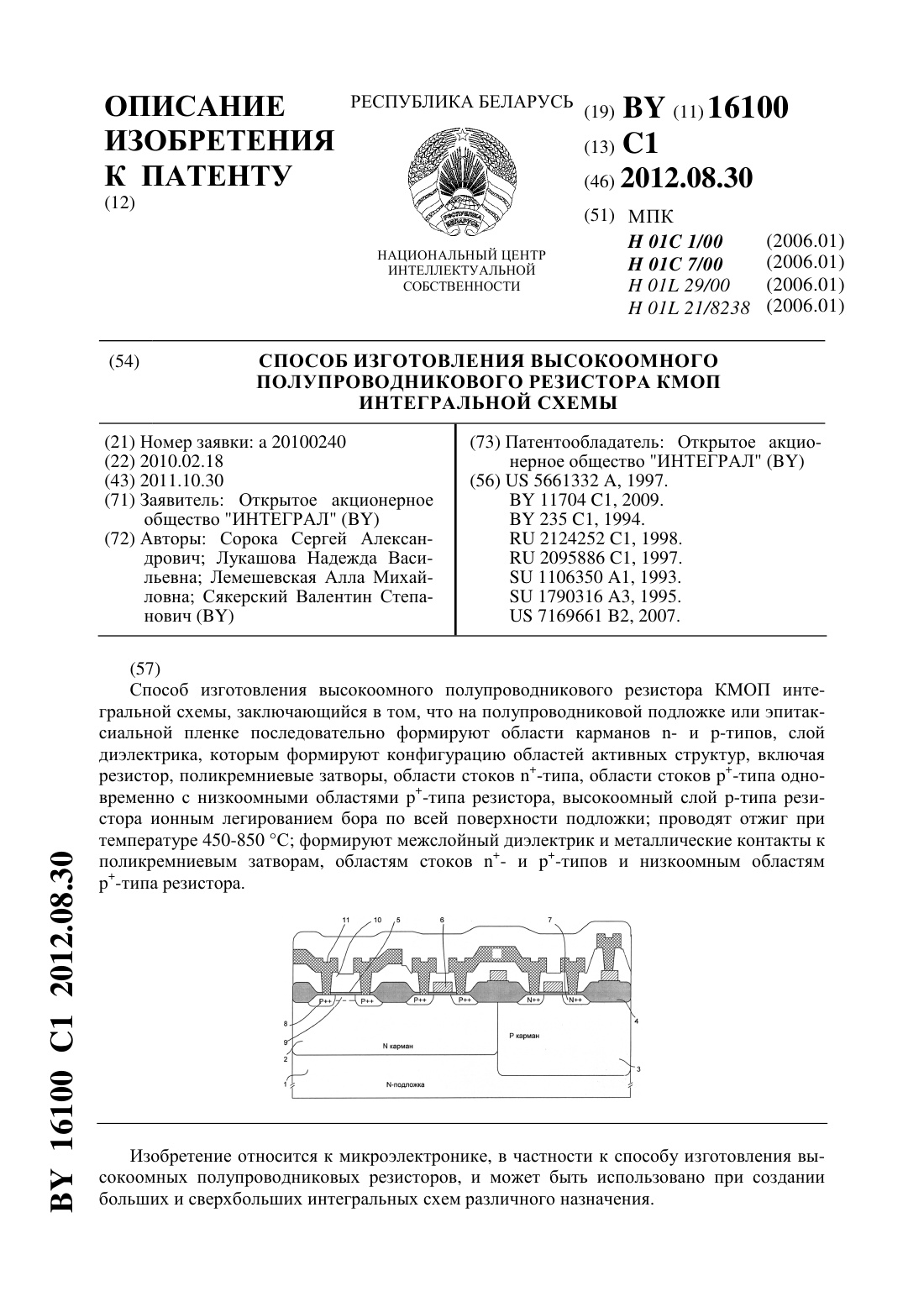
...слоя диэлектрика, которым формируют конфигурацию областей активных структур, включая резистор, поликремниевых затворов, областей стоков -типа,областей стоков -типа одновременно с низкоомными областями -типа резистора, высокоомного слоя -типа резистора ионным легированием бора по всей поверхности подложки проведение отжига при температуре 450-850 С формирование межслойного диэлектрика и металлических контактов к поликремниевым затворам,...
Металлизация интегральной схемы
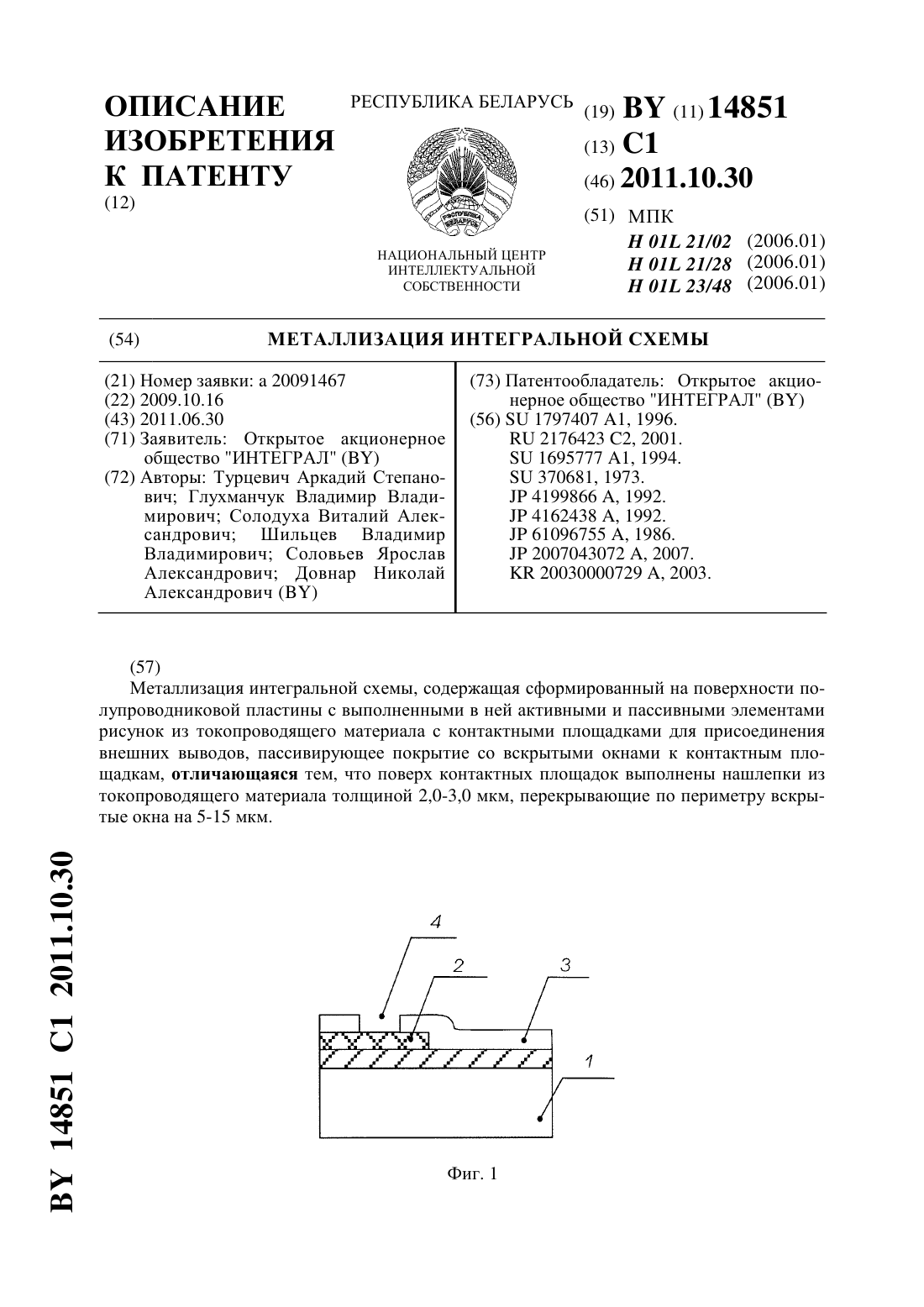
Номер патента: 14851
Опубликовано: 30.10.2011
Авторы: Шильцев Владимир Владимирович, Турцевич Аркадий Степанович, Довнар Николай Александрович, Солодуха Виталий Александрович, Соловьев Ярослав Александрович, Глухманчук Владимир Владимирович
МПК: H01L 21/02, H01L 23/48, H01L 21/28...
Метки: металлизация, схемы, интегральной
Текст:
...свободно от ограничений, присущих металлизации внутри самой интегральной схемы, и не увеличивает площадь металлизации и кристалла. Двухуровневая структура контактных площадок позволяет реализовать сложные функциональные возможности, заложенные внутри самой интегральной схемы. Толщина и линейные размеры нашлепок определяются лишь требованиями обеспечения процента выхода на операциях Контроль функционирования и Контроль внешнего вида....
Устройство защиты интегральной схемы
Номер патента: 1039
Опубликовано: 19.04.1995
Автор: Белоус Анатолий Иванович
МПК: H03K 17/08, H03K 17/60
Метки: интегральной, схемы, защиты, устройство
Текст:
Элемент защиты выходного МОП транзистора интегральной схемы от статического электричества

Номер патента: 4988
Опубликовано: 30.03.2003
Авторы: Емельянов Виктор Андреевич, Пономарь Владимир Николаевич, Шведов Сергей Васильевич, Лемешевская Алла Михайловна, Усов Геннадий Иванович, Силин Анатолий Васильевич
МПК: H01L 29/06
Метки: схемы, моп, транзистора, электричества, интегральной, защиты, выходного, статического, элемент
Текст:
...к области коллектора. Элемент защиты выходного МОП транзистора интегральной схемы от воздействия статического электричества содержит биполярный транзистор 1, совмещенный с выходным МОП транзистором, и они выполнены в виде симметричной структуры. Структура элемента защиты содержит области эмиттера 2, коллектора 3 (совмещен со стоком), базового контакта 4. Область истока 5 расположена в центре структуры и ограничена с двух сторон областью...
Способ герметизации микропор и микротрещин хромированных поверхностей
Номер патента: 16828
Опубликовано: 28.02.2013
Авторы: Кравченко Виктор Иванович, Кузнецов Евгений Николаевич
МПК: C23C 22/03
Метки: способ, герметизации, микротрещин, микропор, хромированных, поверхностей
Текст:
...который разводится чистой технической водой в пропорции 11 (плотность раствора 1,16-1,14, допускается до 1,12 кратковременно). В автоклав, снабженный внутренней полимерной футеровкой, устойчивой к воздействию ортофосфорной кислоты, в кассетах загружают детали и закрывают крышку. Включают вакуумный насос, при достижении давления 0,1 МПа электроконтактный манометр дает команду закрыть электроклапан на трубопроводе автоклав - вакуумный...
Предыдущий патент: Способ изготовления шнека
Следующий патент: Электрод для сварки низколегированных высокопрочных сталей
Случайный патент: Способ упаковывания неоднородного волокнистого материала и устройство для его осуществления