Способ изготовления шнека
Номер патента: 18695
Опубликовано: 30.10.2014
Авторы: Конопляник Иван Анатольевич, Конопляник Алла Владимировна, Конопляник Евгений Иванович, Морев Дмитрий Алексеевич, Прушак Виктор Яковлевич
Текст
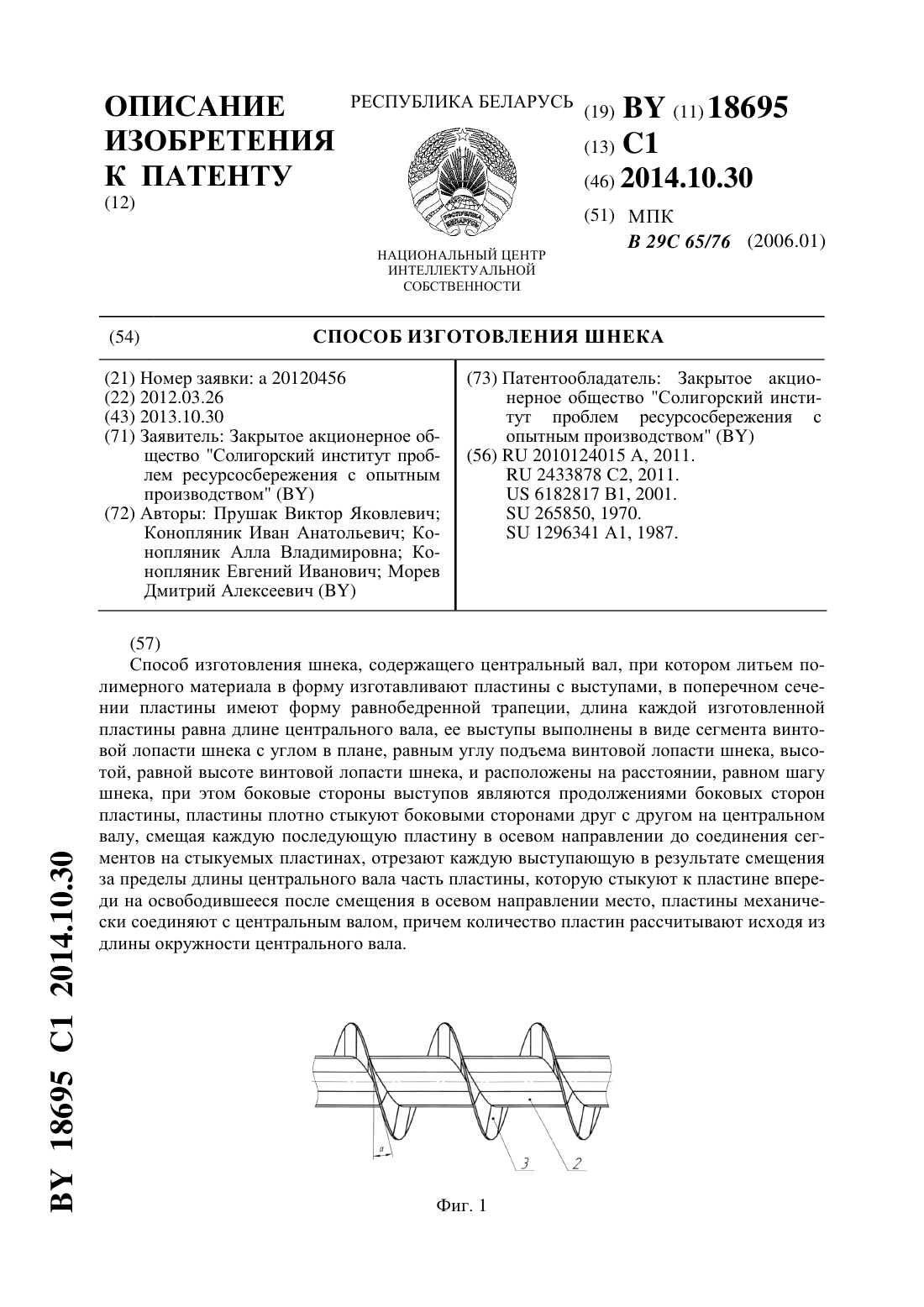
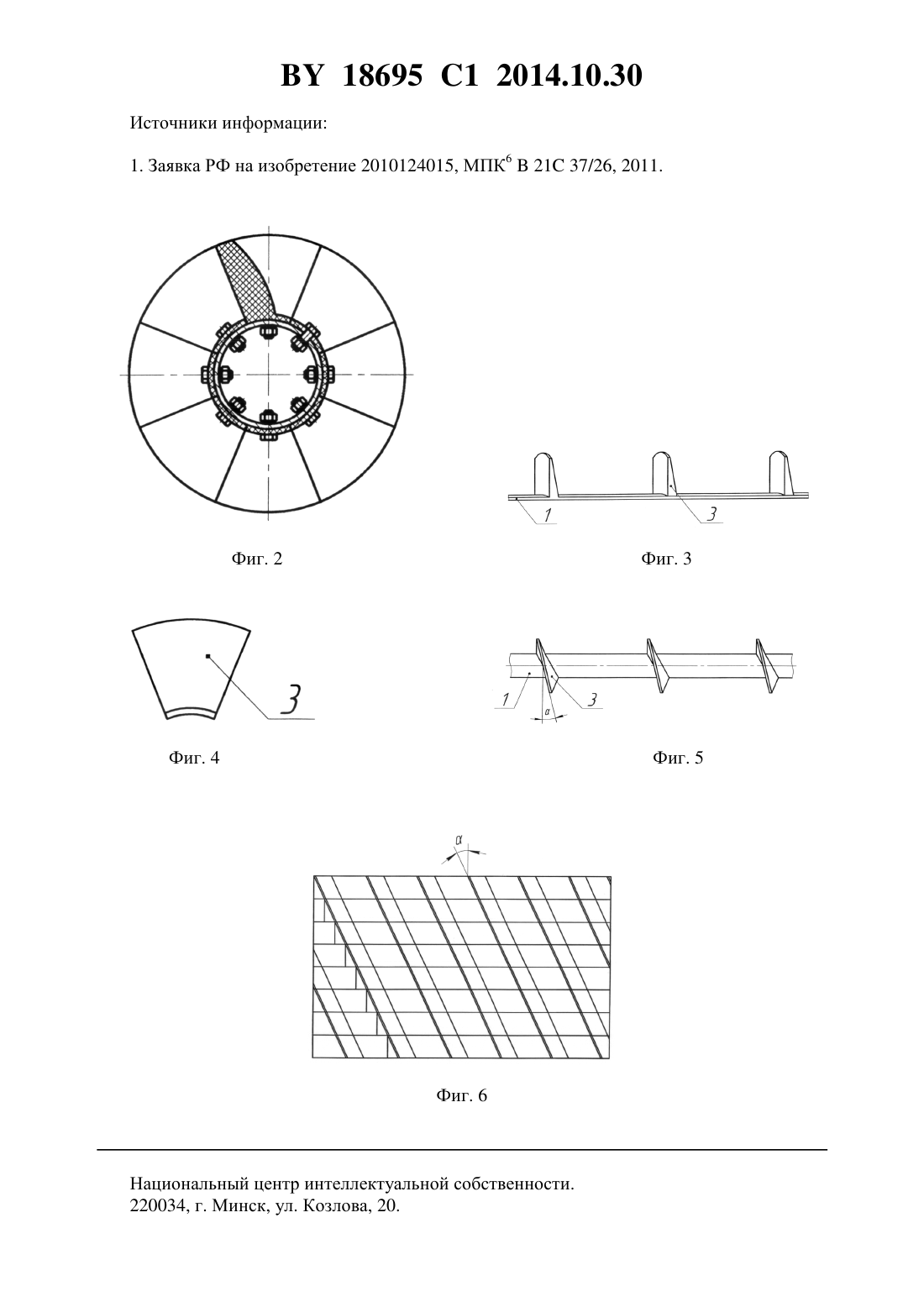
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Закрытое акционерное общество Солигорский институт проблем ресурсосбережения с опытным производством(72) Авторы Прушак Виктор Яковлевич Конопляник Иван Анатольевич Конопляник Алла Владимировна Конопляник Евгений Иванович Морев Дмитрий Алексеевич(73) Патентообладатель Закрытое акционерное общество Солигорский институт проблем ресурсосбережения с опытным производством(57) Способ изготовления шнека, содержащего центральный вал, при котором литьем полимерного материала в форму изготавливают пластины с выступами, в поперечном сечении пластины имеют форму равнобедренной трапеции, длина каждой изготовленной пластины равна длине центрального вала, ее выступы выполнены в виде сегмента винтовой лопасти шнека с углом в плане, равным углу подъема винтовой лопасти шнека, высотой, равной высоте винтовой лопасти шнека, и расположены на расстоянии, равном шагу шнека, при этом боковые стороны выступов являются продолжениями боковых сторон пластины, пластины плотно стыкуют боковыми сторонами друг с другом на центральном валу, смещая каждую последующую пластину в осевом направлении до соединения сегментов на стыкуемых пластинах, отрезают каждую выступающую в результате смещения за пределы длины центрального вала часть пластины, которую стыкуют к пластине впереди на освободившееся после смещения в осевом направлении место, пластины механически соединяют с центральным валом, причем количество пластин рассчитывают исходя из длины окружности центрального вала. 18695 1 2014.10.30 Изобретение относится к машиностроению и предназначено для производства шнековых транспортеров и винтовых конвейеров для транспортирования материалов в горнодобывающей, горноперерабатывающей, химической, строительной и других отраслях промышленности. Известен способ производства спирали шнека, включающий изготовление заготовок, в виде пластин, имеющих форму равнобедренных трапеций, их жесткое соединение между собой с последующим растягиванием с заданным шагом вдоль продольной оси 1. Недостатком такого способа является невозможность его применения для транспортирования химически агрессивных материалов, а изготовление таким способом шнеков из полимерных материалов невозможно ввиду невысокой пластичности последних в охлажденном состоянии. Задачей изобретения является изготовление шнека с лопастями из полимерных материалов для транспортирования сыпучих, вязких и жидких материалов, в том числе химически агрессивных. Технический результат достигается способом изготовления шнека, содержащего центральный вал, при котором литьем полимерного материала в форму изготавливают пластины с выступами, в поперечном сечении пластины имеют форму равнобедренной трапеции,длина каждой изготовленной пластины равна длине центрального вала, ее выступы выполнены в виде сегмента винтовой лопасти шнека с углом в плане, равным углу подъема винтовой лопасти шнека, высотой, равной высоте винтовой лопасти шнека, и расположены на расстоянии, равном шагу шнека, при этом боковые стороны выступов являются продолжениями боковых сторон пластины, пластины плотно стыкуют боковыми сторонами друг с другом на центральном валу, смещая каждую последующую пластину в осевом направлении до соединения сегментов на стыкуемых пластинах, отрезают каждую выступающую в результате смещения за пределы длины центрального вала часть пластины, которую стыкуют к пластине впереди на освободившееся после смещения в осевом направлении место, пластины механически соединяют с центральным валом, причем количество пластин рассчитывают исходя из длины окружности центрального вала. На фиг. 1 изображен общий вид шнека, на фиг. 2 - сечение шнека, на фиг. 3 - вид сбоку заготовки для изготовления шнека, на фиг. 4 - ее вид спереди, на фиг. 5 - вид сверху, на фиг. 6 - шнек, образованный пластинами заготовок в развернутом виде. Способ изготовления шнека осуществляется следующим образом. Отливают пластины 1 из полимерного материала методом литья в форму. Длина пластины 1 равна длине центрального вала 2 шнека. Пластины 1 имеют вид равнобедренных трапеций с выступами высотой, равной высоте лопасти 3 шнека, выполненными через расстояния, равные шагу винтовых лопастей 3, и имеют вид сегмента винтовой лопасти 3 с углом в плане , равным углу подъема винтовой лопасти 3 шнека. В поперечном сечении боковые стороны сегментов лопасти 3 являются продолжениями боковых сторон трапеций пластин 1. Количество пластин 1 рассчитывают исходя из длины окружности центрального вала 2 шнека, разделенной на равные части, образованные пластинами 1. Трапецеидальные пластины 1 плотно стыкуют боковыми сторонами друг с другом на центральном валу 2. Каждую последующую пластину 1 смещают в осевом направлении до соединения сегментов лопастей 3 на стыкуемых пластинах 1. Выступающую в результате этого за пределы длины центрального вала 2 часть пластины 1 отрезают и стыкуют к пластине 1 впереди на освободившееся после смещения в осевом направлении место. Все стыкованные пластины 1 крепят к центральному валу 2 шнека механическим соединением, например болтовым. Таким образом, предложенный способ позволяет изготовить шнек с лопастями из полимерных материалов, используя одну пресс-форму, что позволяет изготовить шнек для транспортирования сыпучих, вязких и жидких материалов, в том числе химически агрессивных, с наименьшими затратами. 2 18695 1 2014.10.30 Источники информации 1. Заявка РФ на изобретение 2010124015, МПК 621 37/26, 2011. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B29C 65/76
Метки: способ, изготовления, шнека
Код ссылки
<a href="https://by.patents.su/3-18695-sposob-izgotovleniya-shneka.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления шнека</a>
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: изделий, изготовления, способ, металлических, порошков
Текст:
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Способ изготовления трубчатых полимерных изделий
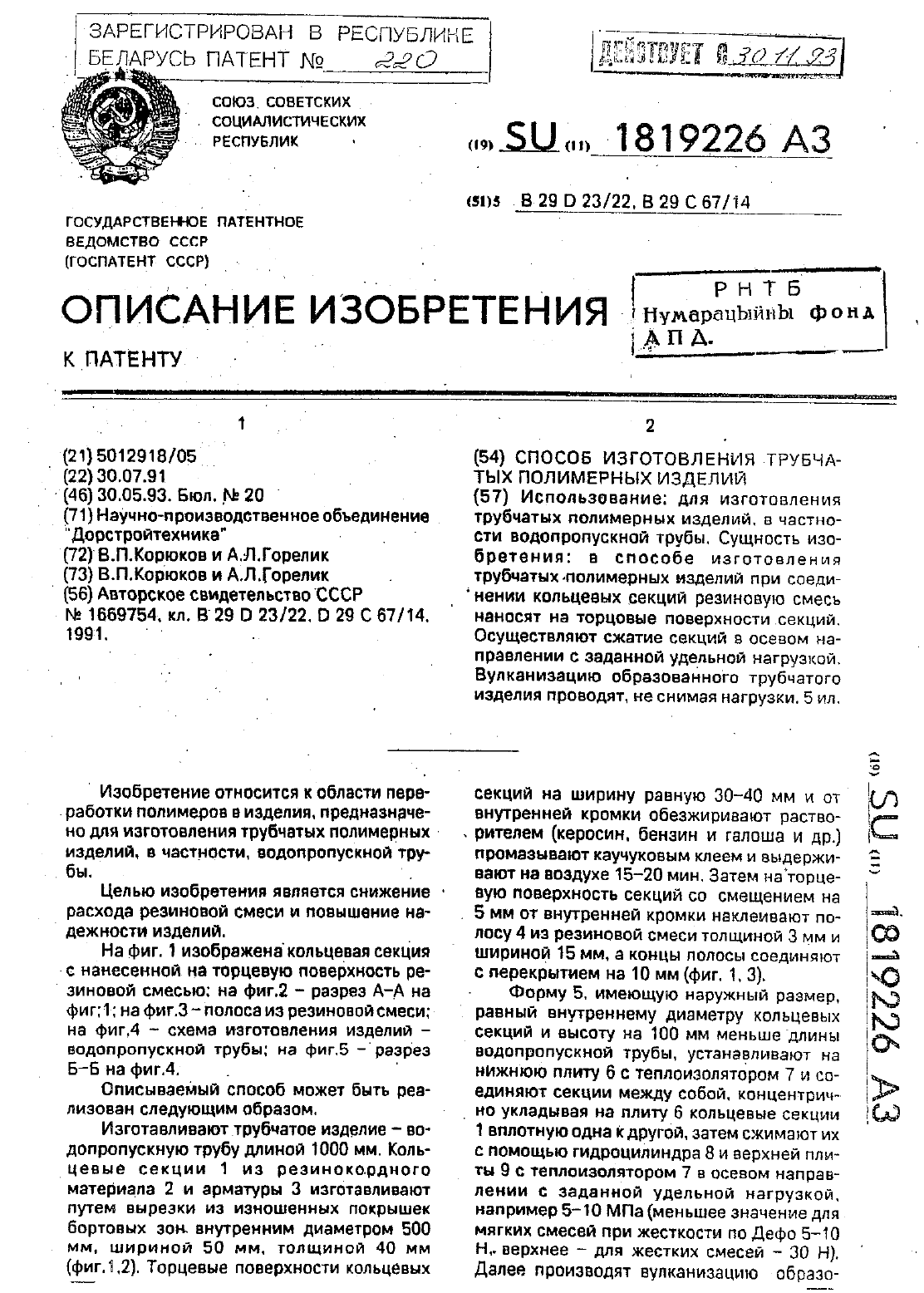
Номер патента: 220
Опубликовано: 30.12.1994
Авторы: Корюков В. П., Горелик А. Л.
МПК: B29C 67/14, B29D 23/22
Метки: полимерных, изделий, способ, изготовления, трубчатых
Текст:
...размер, ЦЕННЫЙ ВНУТВВННВМУ диаметру КОЛЬЦВВЫХсекций и высоту на 100 мм меньше длины водопропускной трубы. устанавливают на нижнюю плиту 6 с теплоиаолятором 7 и соединяют секции между собой. концентрич НО УКЛЭДЫВЭЯ на ПЛИТУ 5 КОЛЬЦВВЪЮ СЕКЦИИ1 вплотную одна к другой. затем сжимают их с помощью гидроцилиндра 8 и верхней плиты 9 с теппоизолятором 7 в осевом направпении с заданной удельной нагрузкой. например 540 МПа (меньшее значение для...
Способ изготовления декоративных слоистых клееных пластин с рисунком текстуры древесины из листов шпона
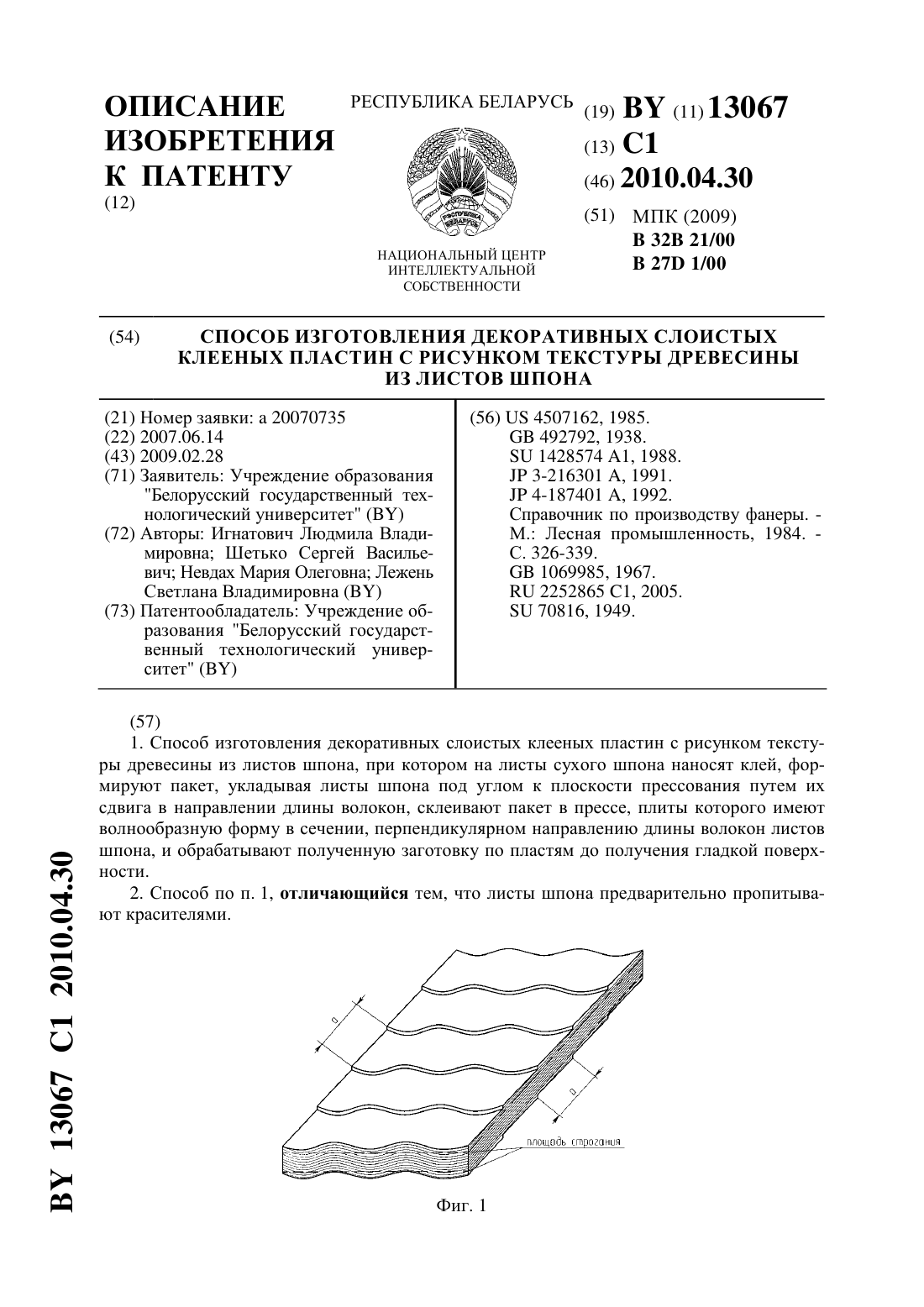
Номер патента: 13067
Опубликовано: 30.04.2010
Авторы: Шетько Сергей Васильевич, Игнатович Людмила Владимировна, Невдах Мария Олеговна, Лежень Светлана Владимировна
МПК: B32B 21/00, B27D 1/00
Метки: изготовления, слоистых, шпона, листов, способ, декоративных, пластин, клееных, рисунком, древесины, текстуры
Текст:
...панелей и тому подобное. Задачей предлагаемого изобретения является использование шпона (кускового шпона,шпона из малоценных пород древесины) для получения декоративных пластин с заданным рисунком текстуры древесины в технологическом процессе облицовывания, улучшение эстетических свойств паркетных изделий, облицовочных панелей. Поставленная задача достигается тем, что способ изготовления декоративных слоистых клееных пластин с...
Противорежущий брус измельчителя сельскохозяйственных материалов и способ его изготовления
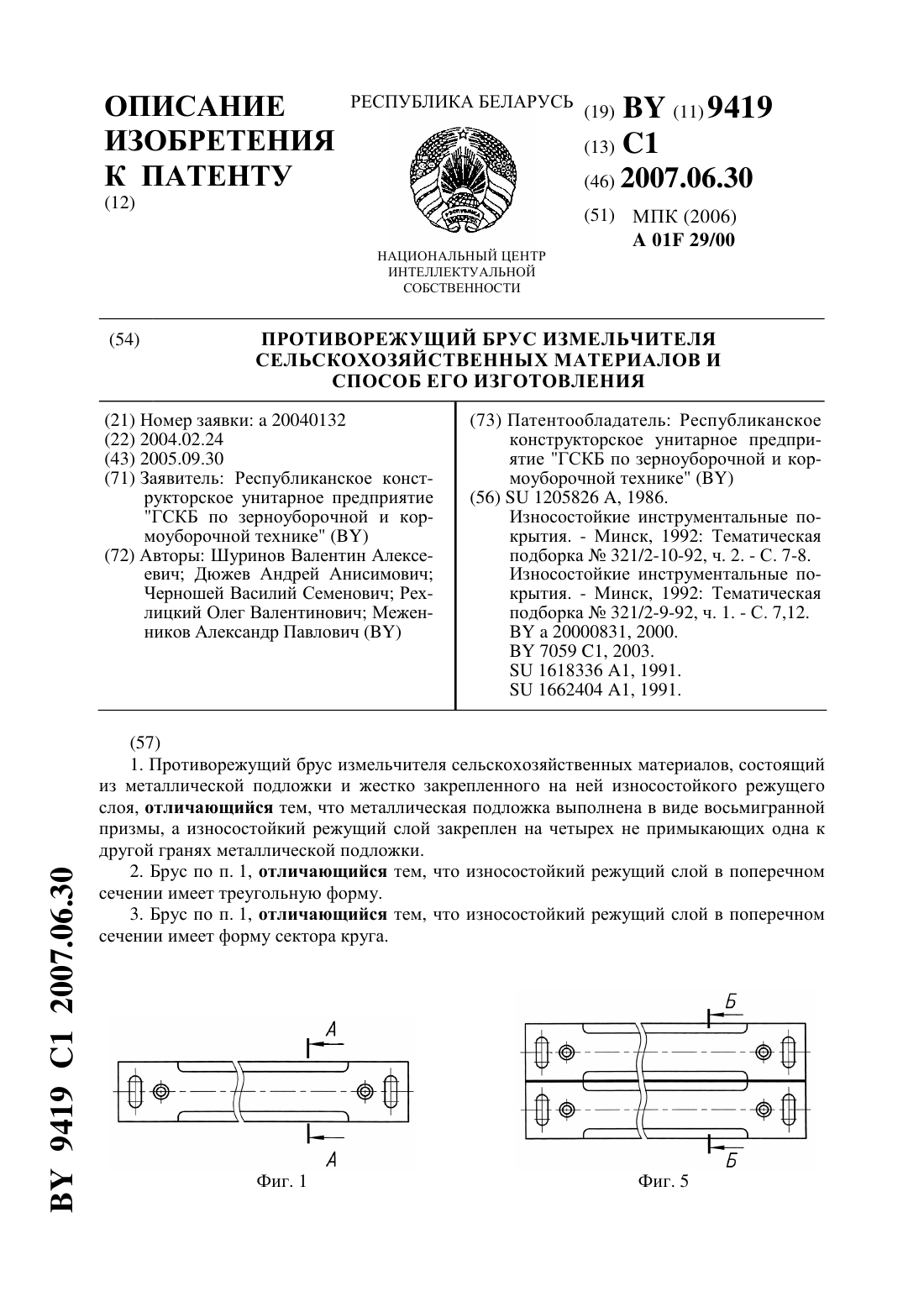
Номер патента: 9419
Опубликовано: 30.06.2007
Авторы: Меженников Александр Павлович, Дюжев Андрей Анисимович, Шуринов Валентин Алексеевич, Рехлицкий Олег Валентинович, Черношей Василий Семенович
МПК: A01F 29/00
Метки: сельскохозяйственных, противорежущий, измельчителя, брус, материалов, изготовления, способ
Текст:
...режущий слой в поперечном сечении может иметь треугольную форму или форму сектора круга. Поставленная задача достигается также тем, что в способе изготовления противорежущих брусьев измельчителя сельскохозяйственных материалов, включающем нанесение в зону режущих кромок состыкованных между собой смежных металлических подложек износостойкого режущего слоя и последующее разделение металлических подложек, износостойкий слой наносят в...
Способ изготовления щетинных изделий и устройство для его осуществления
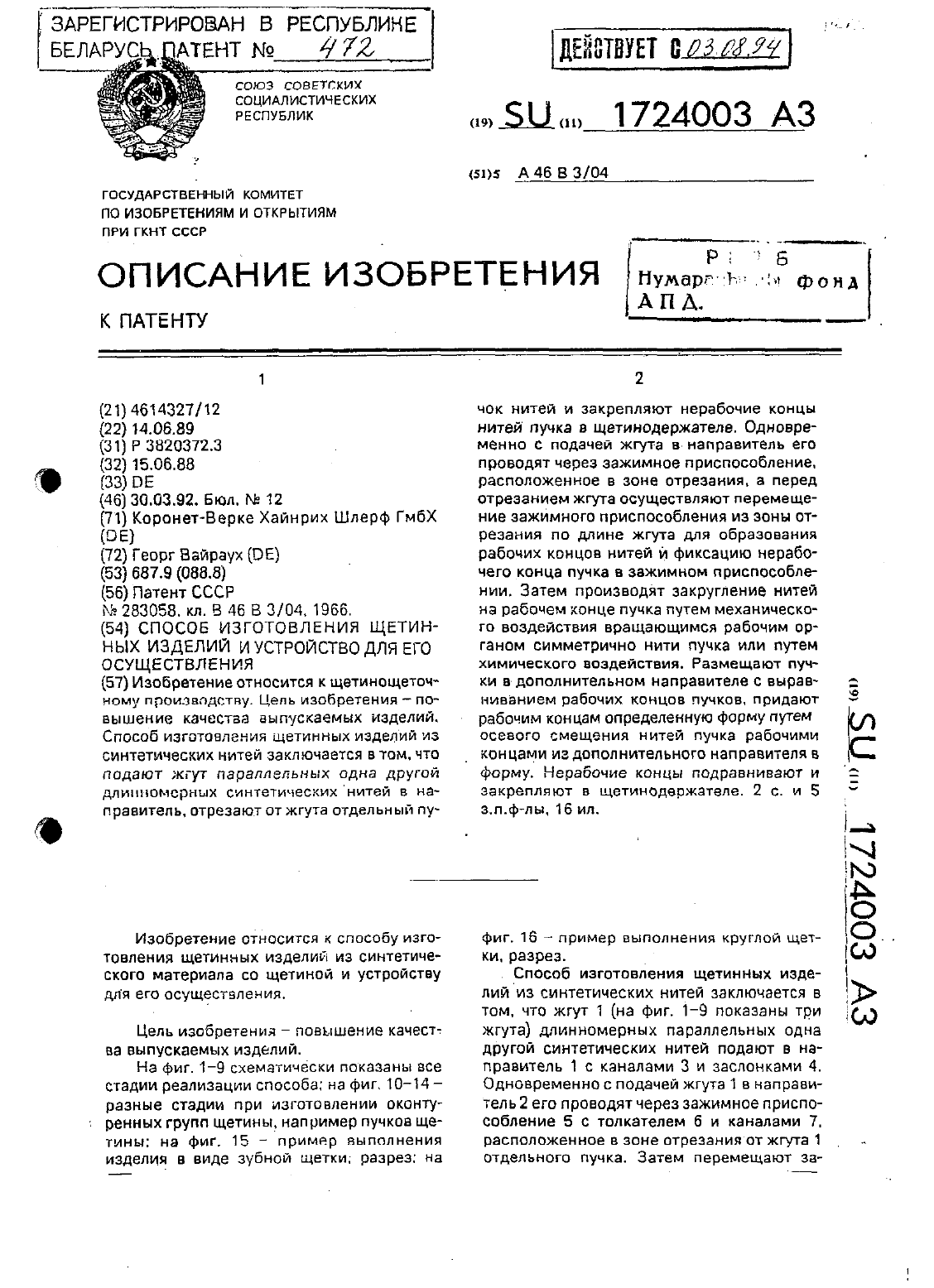
Номер патента: 472
Опубликовано: 30.03.1995
Автор: Георг ВАЙРАУХ
МПК: A46B 3/04
Метки: щетинных, способ, изготовления, изделий, осуществления, устройство
Текст:
...2). штриховой линией на фиг. 12 показан разрез для образования концов со стороны 29 закрепления, а позициями 30. 31 различные по длине отрезки, получаемые при отрезании.После оконтуривания щетину 2 б в пучке 25 фиксируют. расплавляя в утолщение 32(фиг.13). На следующей рабочей операцииэто утолщение закрепляют внутри щетинодержателя 33, например. посредством впрыскивания. вспенивания или вставкиНа фиг 15 показана зубная щетка 34,задняя...
Предыдущий патент: Улей
Следующий патент: Способ герметизации корпуса интегральной схемы
Случайный патент: Коробка для сигарет