Способ герметизации микропор и микротрещин хромированных поверхностей
Номер патента: 16828
Опубликовано: 28.02.2013
Авторы: Кузнецов Евгений Николаевич, Кравченко Виктор Иванович

Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ГЕРМЕТИЗАЦИИ МИКРОПОР И МИКРОТРЕЩИН ХРОМИРОВАННЫХ ПОВЕРХНОСТЕЙ(71) Заявитель Открытое акционерное общество Белкард(72) Авторы Кравченко Виктор Иванович Кузнецов Евгений Николаевич(73) Патентообладатель Открытое акционерное общество Белкард(57) Способ герметизации микропор и микротрещин хромированной поверхности детали,заключающийся в том, что деталь подвергают холодному вакуумному фосфатированию путем ее обработки химическим преобразователем ржавчины , разведенным чистой технической водой в пропорции 11, и без промывки сушат в среде горячего воздуха до полной полимеризации фосфатирующего состава в микропорах и микротрещинах. Изобретение относится к области химической обработки хромированных поверхностей, в частности к разработке способа герметизации микропор и микротрещин наружных хромированных поверхностей гидравлических и гидропневматических устройств в машиностроении. В современном машиностроении на наружные поверхности деталей гидравлических и гидропневматических устройств (штока, трубы телескопических подъемников) наносится гальваническим способом хром, обладающий высокой твердостью и износоустойчивостью. Известным недостатком данного способа является наличие микропор и микротрещин в хромовом покрытии, что в высокоэнергетических устройствах (амортизаторах с большой энергией гашения, газовых пружинах с высоким давлением газа, гидроцилиндрах с высоким развиваемым усилием) в процессе хранения и эксплуатации возникает вначале вынос рабочей жидкости за сальниковые уплотнения, затем подрыв частиц хрома и усиление износа сальников, а на изделиях с большой скоростью перемещения, где на переходных диаметрах возникает кавитация и происходит активное разрушение хромового покрытия. В мировой практике при производстве газовых пружин практически отказались от хромового покрытия штоков, так как невозможно гарантировать герметичность изделий из-за наличия пор и микротрещин в хромовом покрытии, и производят оксикарбонитра 16828 1 2013.02.28 цию поверхности штока, хотя по износостойкости данное покрытие значительно ниже хромового. В мировой практике существует процесс фосфатирования хромированных поверхностей для улучшения коррозионной стойкости, так как при нанесении хрома на поверхность металла допускается образование до 3 сквозных пор на 1 см 2. Но существующие фосфатирующие составы не вступают в реакцию с хромом и в результате последующих операций вымываются с поверхности хрома 1. Задачей изобретения является разработка способа герметизации микропор и микротрещин хромированных поверхностей для улучшения стойкости и долговечности изделий в эксплуатации. Технический результат заключается в том, что способ герметизации микропор и микротрещин хромированной поверхности детали осуществляется методом холодного вакуумного фосфатирования химическим преобразователем ржавчины ,разведенным чистой технической водой в пропорции 11 с искусственным оставлением фосфата в микропорах и микротрещинах хромового покрытия и полимеризацией в среде горячего воздуха без операций промывки. Способ герметизации микропор и микротрещин хромированных поверхностей методом холодного вакуумного фосфатирования включает приготовление фосфатирующего раствора из концентрата преобразователя ржавчины(производства фирмы Новые технологии, г. Санкт-Петербург, Российская Федерация), который разводится чистой технической водой в пропорции 11 (плотность раствора 1,16-1,14, допускается до 1,12 кратковременно). В автоклав, снабженный внутренней полимерной футеровкой, устойчивой к воздействию ортофосфорной кислоты, в кассетах загружают детали и закрывают крышку. Включают вакуумный насос, при достижении давления 0,1 МПа электроконтактный манометр дает команду закрыть электроклапан на трубопроводе автоклав - вакуумный насос. Затем открывается электроклапан на трубопроводе автоклав - бак хранения, снабженный внутренней полимерной футеровкой, устойчивой к воздействию ортофосфорной кислоты, и в автоклав поступает фосфатирующий состав, после срабатывания датчика верхнего уровня в автоклаве электорклапан закрывается. В автоклав подают сжатый воздух, при достижении давления 0,7 МПа подача сжатого воздуха прекращается. Далее в течение 10 минут происходит фиксация. По истечении времени открывается электроклапан на трубопроводе автоклав - бак хранения и фосфатирующий состав давлением выдавливается обратно в бак хранения, при срабатывании датчика контроля нижнего уровня в автоклаве, электроклапан на трубопроводе закрывается. Сбрасывается остаточное давление в автоклаве и открывается крышка автоклава. Детали переносят в сушильную камеру. Время сушки 4060 минут в зависимости от массы и габаритов деталей до полной полимеризации остатков фосфатирующего состава на хромированной поверхности деталей. Затем детали подвергают полировке, причем полировочные станки не должны применяться для полировки деталей на гальванику, так как, возможно, высохшие частицы фосфатов могут растворяться в СОЖ и осаждаться на чистом металле, что ухудшает процесс осаждения хрома. Обязательным условием является искусственное оставление фосфатирующего состава на хромированной поверхности без операций промывки. Полимеризированный фосфат в порах не подвергается разрушению при дальнейших обработках и прочно закупоривает поры хромового покрытия, что позволяет увеличить стойкость и долговечность изделий в эксплуатации. Возможно применение других фосфатирующих растворов, но в этом случае необходимо иметь в виду, что необходим подогрев фосфатирующего раствора. Срок хранения фосфатированных деталей без консервации в минеральном масле не более 30 дней. 16828 1 2013.02.28 В случае необходимости фосфатирования небольшого количества готовых полированных деталей возможно произвести фосфатирование вручную. Детали укладывают в емкость с плоским дном в один слой, заливают фосфатирующим составом так, чтобы верхний уровень раствора был на 10 мм выше уровня деталей, с периодичностью 15 секунд производят покатывание деталей в емкости для заполнения пор в местах контакта детали с деталью. Время нахождения деталей в растворе от 40 минут до 1 часа. Температура раствора и окружающей среды 18-24 С. Затем детали извлекают из раствора и выставляют в кассеты в вертикальном положении, не допуская контакта друг с другом. В таком виде детали должны находиться от 1,5 до 3 часов в зависимости от габаритов и массы деталей, причем фосфат не должен высохнуть на хромированной полированной поверхности. За это время фосфатирующий состав проникает в поры и микротрещины между хромовыми частицами, а остатки состава удаляют с хромированной полированной поверхности 3-4-кратной протиркой чистыми протирочными салфетками из хлопчатобумажной или другой, хорошо впитывающей и не оставляющей ворса ткани. В таком виде детали оставляют в таре без контакта друг с другом на 24 часа. По истечении этого времени детали можно применять для сборки узлов и агрегатов. Долговечность хромового покрытия увеличивается минимум в два раза. Источники информации 1. Патент РФ 2209857, МПК 725 3/04,25 5/34,25 5/48,23 22/78, 2003. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C23C 22/03
Метки: поверхностей, герметизации, способ, микропор, хромированных, микротрещин
Код ссылки
<a href="https://by.patents.su/3-16828-sposob-germetizacii-mikropor-i-mikrotreshhin-hromirovannyh-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Способ герметизации микропор и микротрещин хромированных поверхностей</a>
Способ герметизации и теплоизоляции окон
Номер патента: 2003
Опубликовано: 30.12.1997
Авторы: Устинов Борис Сергеевич, Устинова Ольга Борисовна
МПК: E06B 7/098
Метки: теплоизоляции, герметизации, способ, окон
Текст:
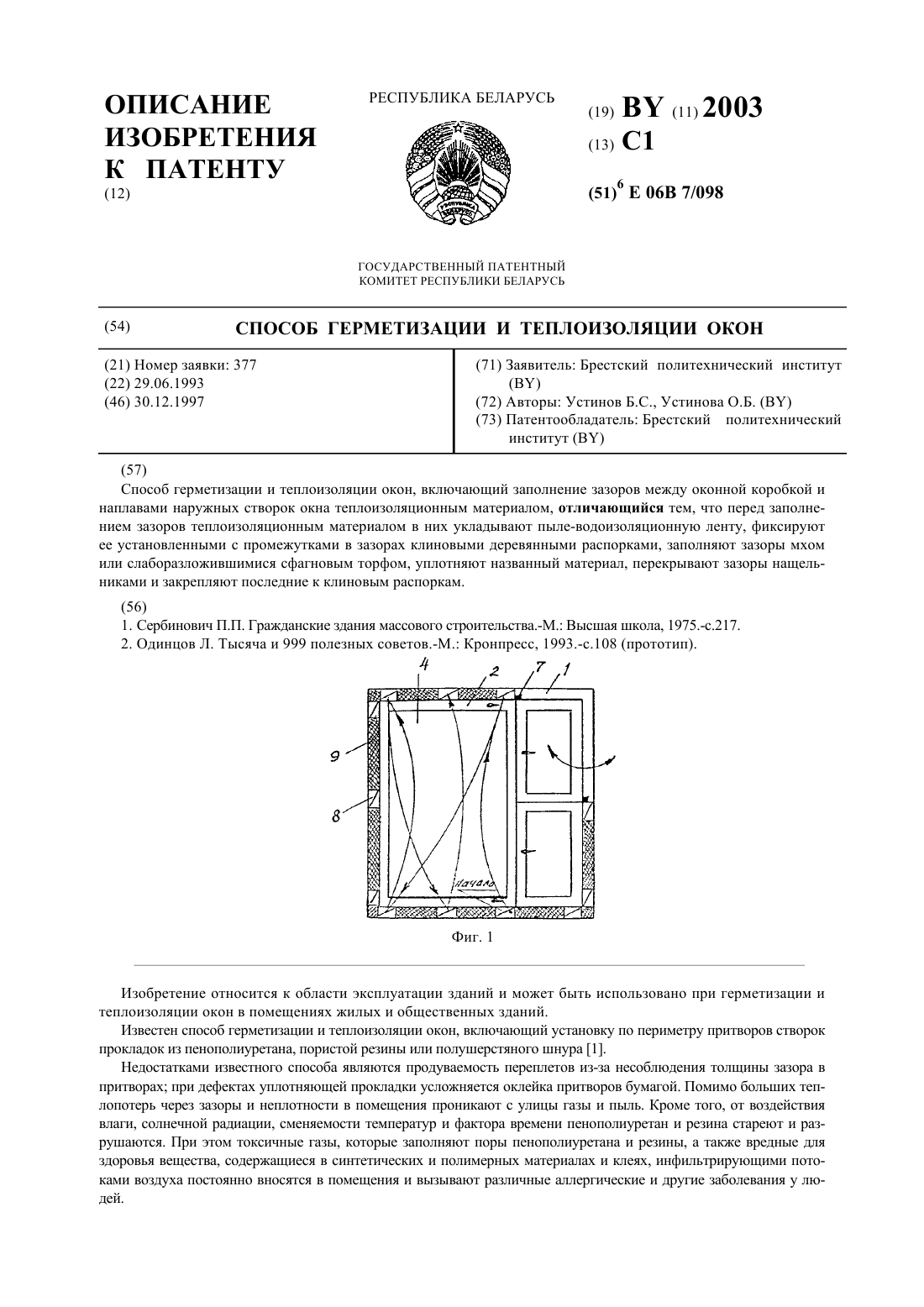
...материал, перекрывают зазоры нащельниками и закрепляют последние к клиновым распоркам. Сущность изобретения поясняется чертежами, где на фиг. изображена наружная створка окна с раскладкой воздухонепроницаемой ленты, утепляющей прокладки из мха или торфа, клинчатых деревянных распорок со схемой последовательности их закрепления (показана стрелками) на фиг.2 - схема раскладки и крепления дополнительных штапиков и нащельников с внутренней стороны...
Способ тепловой герметизации упаковочного ламината
Номер патента: 520
Опубликовано: 30.06.1995
Авторы: Ренато Четрелли, Ганс Селберг, Гуила Балла
МПК: B65B 51/22
Метки: упаковочного, тепловой, способ, герметизации, ламината
Текст:
...предлагаемого устройства особенно рекомендуется в те-хслучаях когда герметизации подлежит трубка упаковочногоматериала т.е. когда герметизация проте кает в двух противоположных зонах и между ними осуществляют разрезание. поскольку нож или какое-то другое подходящее режущее устройство может действовать в промежутке между двумя основными корпусами герметизирующего зажима. Способ осуществляют следующим образом. Два участка 10 и 11 одного...
Способ герметизации дна турецкого седла при операции с трансназальным доступом к селлярной области
Номер патента: 12711
Опубликовано: 30.12.2009
Авторы: ШАНЬКО Юрий Георгиевич, Шкут Дмитрий Николаевич, Пекарская Ирина Сергеевна
МПК: A61B 17/00
Метки: способ, доступом, седла, селлярной, трансназальным, турецкого, дна, операции, герметизации, области
Текст:
...области заключается в том, что тампонируют дно турецкого седла свободным жировым лоскутом без фасции, размеры которого по ширине и длине на 5-6 мм превышают размеры костного дефекта дна турецкого седла, после чего накладывают тахокомб и гемостатическую губку. Схема. Полость носа, основная пазуха, дефект дна турецкого седла, дефект основной пазухи. Технический результат способа заключается в полной герметизации путем закрытия дефекта дна...
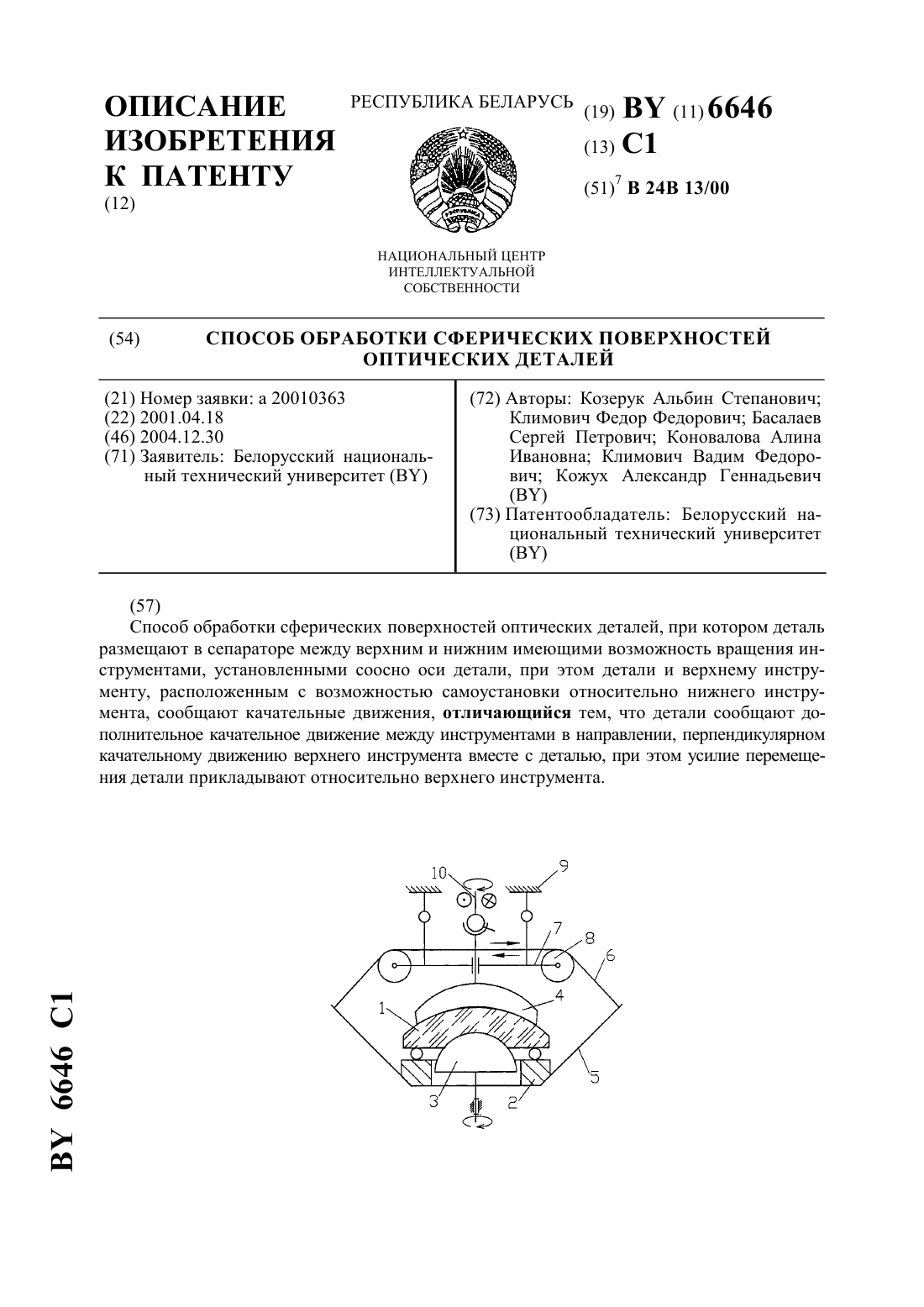
Способ обработки сферических поверхностей оптических деталей
Номер патента: 6646
Опубликовано: 30.12.2004
Авторы: Басалаев Сергей Петрович, Коновалова Алина Ивановна, Кожух Александр Геннадьевич, Климович Вадим Федорович, Козерук Альбин Степанович, Климович Федор Федорович
МПК: B24B 13/00
Метки: поверхностей, сферических, деталей, обработки, способ, оптических
Текст:
...задача решается тем, что в способе обработки сферических поверхностей оптических деталей, при котором деталь размещают в сепараторе между верхним и нижним имеющими возможность вращения инструментами, установленными соосно оси детали, при этом детали и верхнему инструменту, расположенным с возможностью самоустановки относительно нижнего инструмента, сообщают качательные движения, кроме того, детали сообщают дополнительное...
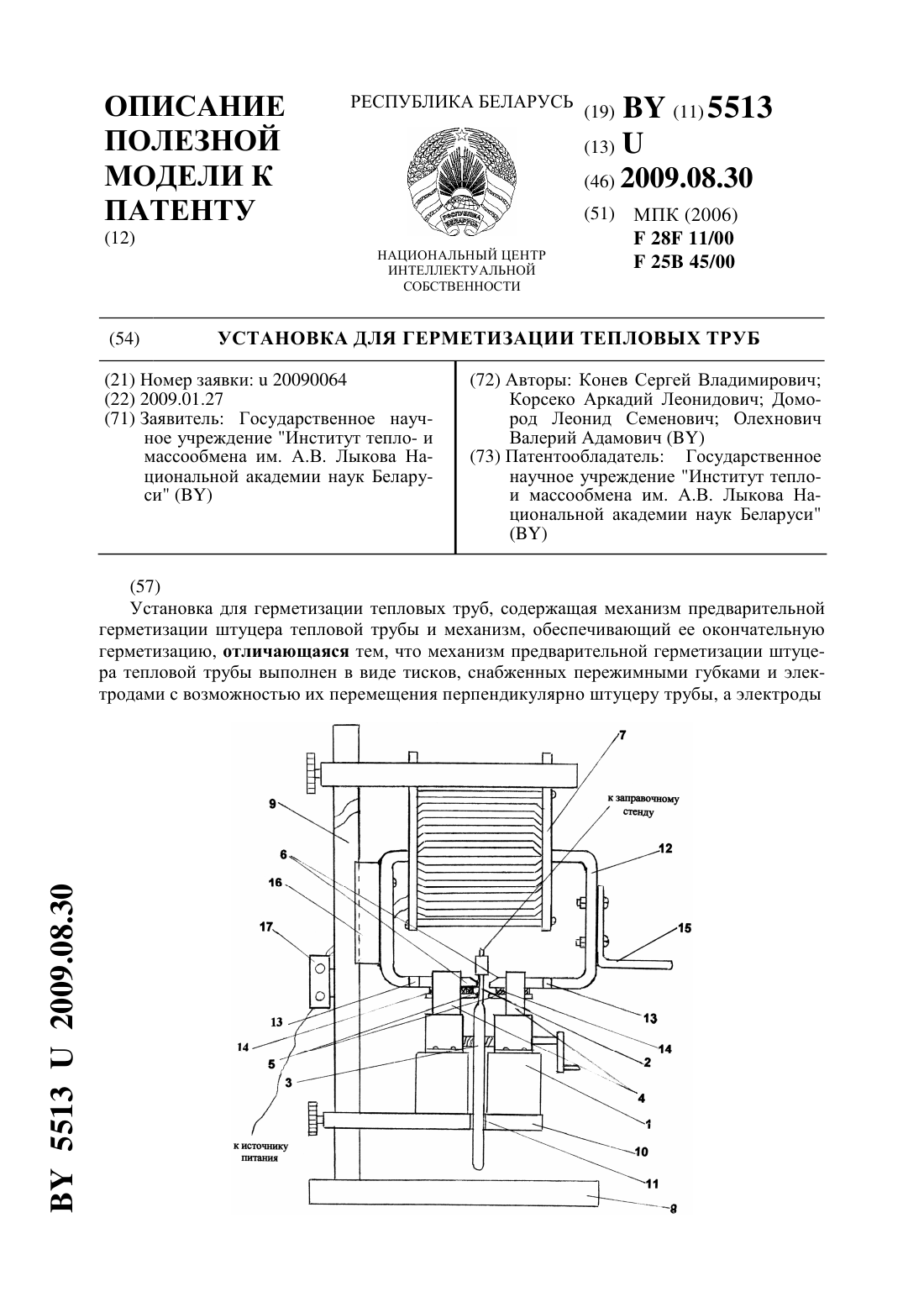
Установка для герметизации тепловых труб
Номер патента: U 5513
Опубликовано: 30.08.2009
Авторы: Домород Леонид Семенович, Конев Сергей Владимирович, Корсеко Аркадий Леонидович, Олехнович Валерий Адамович
МПК: F28F 11/00, F25B 45/00
Метки: герметизации, тепловых, труб, установка
Текст:
...6. Механизм 7 окончательной герметизации штуцера 2 тепловой трубы 3, предназначенный для локального его разогрева и осуществления окончательной герметизации его методом пайки, установлен на опоре 8 стойки 9, на которой с возможностью перемещения и фиксации установлены оба механизма 1 и 7. Механизм 1 установлен, в свою очередь, на площадке 10, которая связана со стойкой 9 с возможностью его перемещения вдоль этой стойки. На площадке 10...
Предыдущий патент: Способ получения слоистых композиционных изделий, содержащих кубический нитрид бора
Следующий патент: Способ изготовления композиционного магнитно-мягкого материала
Случайный патент: Покрытие для пола, состоящее из панелей пола