Электрод для сварки низколегированных высокопрочных сталей
Номер патента: 18598
Опубликовано: 30.10.2014
Текст
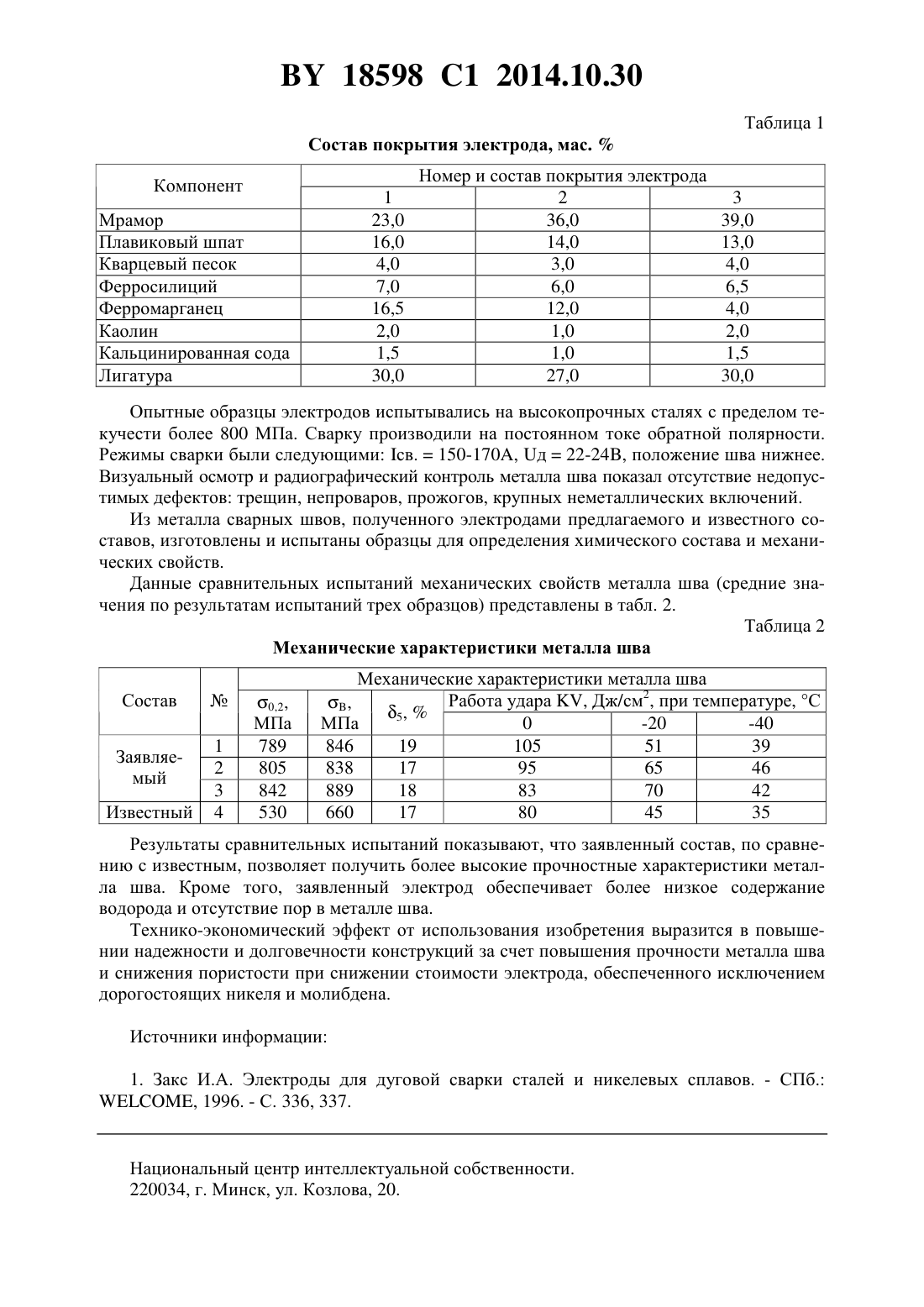
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЭЛЕКТРОД ДЛЯ СВАРКИ НИЗКОЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Игнатович Зоя Владимировна Никитина Алла Сергеевна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Электрод для сварки низколегированных высокопрочных сталей, состоящий из стержня-проволоки и электродного покрытия, содержащего мрамор, плавиковый шпат,кварцевый песок, жидкое стекло натриевое и лигатуру, отличающийся тем, что стержень выполнен из стали марки Св-08 Г 2 С, а электродное покрытие дополнительно содержит ферросилиций, ферромарганец, каолин и соду кальцинированную при следующем соотношении компонентов, мас.мрамор 33-39 плавиковый шпат 8-16 кварцевый песок 2-4 лигатура 25-37 ферросилиций 3-7 ферромарганец 4-17 каолин 1-2 сода кальцинированная 0,5-1,5 и сверх 100 жидкое стекло натриевое 23-28,при этом лигатура содержит окись лантана, титан, алюминий, хром и железо при следующем соотношении компонентов, мас.окись лантана 5 титан 14 алюминий 8 хром 12 железо остальное. 18598 1 2014.10.30 Изобретение относится к области ручной дуговой сварки, в частности к электродам для сварки низколегированных высокопрочных сталей с пределом текучести от 600 до 850 МПа. Известные электроды типа Н-1, используемые для указанной цели в соответствующих отраслях промышленности, не отвечают современным требованиям по показателям прочности и ударной вязкости металла шва, кроме того, они склонны к образованию стартовых пор и обеспечивают в наплавленном металле повышенное содержание водорода. Из известных наиболее близким по технической сущности, принятым за прототип, является электрод марки Н-1 типа Э 60 1, состоящий из стержня-проволоки марки Св 08 ХН 2 М и электродного покрытия, содержащего, мас.мрамор 54 плавиковый шпат 18 кварцевый песок 9 ферромарганец 2 ферротитан 14 ферросилиций 3 жидкое стекло натриевое к массе сухой шихты 28-30. Основными недостатками этих электродов являются пониженная ударная вязкость металла шва при отрицательных температурах до 40 С, низкий уровень прочностных характеристик, высокое содержание диффузионного водорода в наплавленном металле, в связи с чем необходим предварительный подогрев кромок не менее 100 С. Техническим результатом изобретения является создание электрода для сварки высокопрочных низколегированных сталей, работающих при температурах до 40 С, обеспечивающего высокие прочность и ударную вязкость металла шва, устойчивость против образования кристаллизационных трещин, низкое содержание диффузионного водорода. Технический результат достигается тем, что в электроде, согласно изобретению состоящем из стержня-проволоки и электродного покрытия, содержащего мрамор, плавиковый шпат, кварцевый песок, жидкое стекло натриевое и лигатуру, согласно изобретению,стержень выполнен из стали марки Св-10 НМА, а электродное покрытие дополнительно содержит ферросилиций, ферромарганец, каолин и соду кальцинированную при следующем соотношении компонентов, мас.мрамор 33-39 плавиковый шпат 8-16 кварцевый песок 2-4 лигатура 25-37 ферросилиций 3-7 ферромарганец 4-17 каолин 1-2 сода кальцинированная 0,5-1,5 и сверх 100 жидкое стекло натриевое 23-28,при этом лигатура содержит окись лантана, титан, алюминий, хром и железо при следующем соотношении компонентов, мас.окись лантана 5 титан 14 алюминий 8 хром 12 железо остальное. Высокие характеристики достигнуты за счет регулирования содержания углерода,марганца, кремния и хрома в сочетании с микролегированием, обеспечивающим диспергирование структуры металла шва. 2 18598 1 2014.10.30 Мрамор является шлакообразующим элементом и обеспечивает надежную газовую и шлаковую защиту металла в зоне наплавки от кислорода воздуха за счет термического разложения карбонатов. Содержание мрамора в покрытии менее 23,0 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 39,0 мас.в данном покрытии не оказывает существенного влияния на повышение защиты наплавленного металла в зоне наплавки от окисления. Введение плавикового шпата в покрытие разрабатываемого электрода наиболее целесообразно в количестве от 8,0 до 16,0 мас.для обеспечения устойчивости горения дуги. Введение в состав покрытия большого количества фторсодержащих компонентов приводит к заметному ухудшению стабильности горения дуги. При снижении количества плавикового шпата в покрытии ниже рекомендованного в наплавленном металле появляются поры. Ферросилиций вводится в покрытие электрода для раскисления и легирования. При содержании ферросилиция в покрытии менее 3,0 мас.он выступает только как раскислитель. Содержание ферросилиция более 7,0 мас.делает наплавленный материал хрупким. Введение ферромарганца в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Переход марганца из электрода в металл наплавки происходит в основном прямым растворением металлического ферромарганца. Марганец,растворенный в металле, способствует увеличению его износостойкости и росту прочности. Содержание ферромарганца в покрытии менее 4,0 мас.не приводит к легированию наплавленного металла. Ферромарганец в этом случае выступает только как раскислитель. Введение ферромарганца в покрытие в количестве, превышающем 17,0 мас. , не обеспечивает нужный химический состав наплавленного металла. Каолин и сода выступают дополнительными пластификаторами, придающими обмазочной массе высокие реологические свойства. Введение ферромарганца, ферросилиция и комплексной лигатуры определяет систему легирования швов на сталях с пределом текучести 600850 МПа типа 10 НМА, более экономной в сравнении с системой типа 08 ХН 2 М. Введение в покрытие лигатуры приводит к уменьшению содержания диффузионного водорода в наплавленном металле, позволяет обеспечить, наряду с хорошими сварочнотехнологическими свойствами и высокой стойкостью металла шва к порообразованию,высокую ударную вязкость при температурах до 40 С. Увеличение содержания лигатуры приводит к увеличению неметаллических включений и снижению механических характеристик металла шва. Был проведен комплекс работ по изготовлению, испытанию и практическому опробованию электродов для сварки высокопрочных низколегированных сталей. Электрод изготавливали следующим образом на стержень из стали Св-10 НМА наносили методом опрессовки на лабораторном электродообмазочном прессе модели ПО 0030 покрытие, содержащее ингредиенты в следующем соотношении, мас.мрамор 33-39 плавиковый шпат 8-16 кварцевый песок 2-4 лигатура 25-37 ферросилиций 3-7 ферромарганец 4-17 каолин 1-2 сода кальцинированная 0,5-1,5 и сверх 100 жидкое стекло натриевое 23-28. Примеры конкретного исполнения электродов представлены в табл. 1. Мрамор Плавиковый шпат Кварцевый песок Ферросилиций Ферромарганец Каолин Кальцинированная сода Лигатура Номер и состав покрытия электрода 2 3 36,0 39,0 14,0 13,0 3,0 4,0 6,0 6,5 12,0 4,0 1,0 2,0 1,0 1,5 27,0 30,0 Опытные образцы электродов испытывались на высокопрочных сталях с пределом текучести более 800 МПа. Сварку производили на постоянном токе обратной полярности. Режимы сварки были следующими св.150-170, д 22-24, положение шва нижнее. Визуальный осмотр и радиографический контроль металла шва показал отсутствие недопустимых дефектов трещин, непроваров, прожогов, крупных неметаллических включений. Из металла сварных швов, полученного электродами предлагаемого и известного составов, изготовлены и испытаны образцы для определения химического состава и механических свойств. Данные сравнительных испытаний механических свойств металла шва (средние значения по результатам испытаний трех образцов) представлены в табл. 2. Таблица 2 Механические характеристики металла шва Состав Механические характеристики металла шва Работа удара , Дж/см 2, при температуре, С Результаты сравнительных испытаний показывают, что заявленный состав, по сравнению с известным, позволяет получить более высокие прочностные характеристики металла шва. Кроме того, заявленный электрод обеспечивает более низкое содержание водорода и отсутствие пор в металле шва. Технико-экономический эффект от использования изобретения выразится в повышении надежности и долговечности конструкций за счет повышения прочности металла шва и снижения пористости при снижении стоимости электрода, обеспеченного исключением дорогостоящих никеля и молибдена. Источники информации 1. Закс И.А. Электроды для дуговой сварки сталей и никелевых сплавов. - СПб. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 35/365
Метки: высокопрочных, сварки, низколегированных, сталей, электрод
Код ссылки
<a href="https://by.patents.su/4-18598-elektrod-dlya-svarki-nizkolegirovannyh-vysokoprochnyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Электрод для сварки низколегированных высокопрочных сталей</a>
Электрод для сварки хромистых сталей
Номер патента: 7987
Опубликовано: 30.04.2006
Авторы: Артюхов Вадим Александрович, Соколовский Евгений Иванович, Валькович Игорь Владимирович, Антонишин Юрий Тихонович
МПК: B23K 35/365
Метки: хромистых, сварки, электрод, сталей
Текст:
...к образованию пор в металле сварного шва. Содержание рутила в покрытии более 24 мас.приводит к тому, что часть его остается в жидком металле, не переходя в шлак, и во время кристаллизации выделяется по границам зерен металла, что заметно охрупчивает сварной шов,ухудшает формирование наплавленного валика. Эксперименты показали, что при содержании рутила свыше 25 мас.происходит существенное уменьшение коэффициента температурного расширения...
Состав электродного покрытия
Номер патента: 16687
Опубликовано: 30.12.2012
Авторы: Астрейко Людмила Александровна, Игнатович Зоя Владимировна, Никитина Алла Сергеевна, Олешкевич Дмитрий Анатольевич
МПК: B23K 35/365
Метки: электродного, покрытия, состав
Текст:
...достаточно текучий шлак. Введение ферромарганца указанного количества в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Введение графита в комбинации с оксидом алюминия значительно уменьшает содержание водорода в наплавленном металле и тем самым повышает его ударную вязкость. Ферротитан обеспечивает высокую рафинирующую способность образовавшегося шлака, обогащенного плавиковым шпатом, что позволяет...
Состав покрытия электрода
Номер патента: 13609
Опубликовано: 30.10.2010
Авторы: Астрейко Людмила Александровна, Олешкевич Дмитрий Анатольевич, Игнатович Зоя Владимировна, Никитина Алла Сергеевна
МПК: B23K 35/365
Метки: электрода, состав, покрытия
Текст:
...шлакообразующим элементом. Содержание кварцевого песка в покрытии менее 2,0 мас.является недостаточным для улучшения прессуемости покрытия и не обеспечивает необходимого количества шлаковой фазы. Содержание кварцевого песка более 8,0 мас.не влияет на улучшение процесса опрессовки и ухудшает процесс шлакообразования. Содержание шлакообразующих компонентов (плавикового шпата, мрамора) покрытия выбрано в пределах, обеспечивающих минимальную...
Электрод для подводной сварки
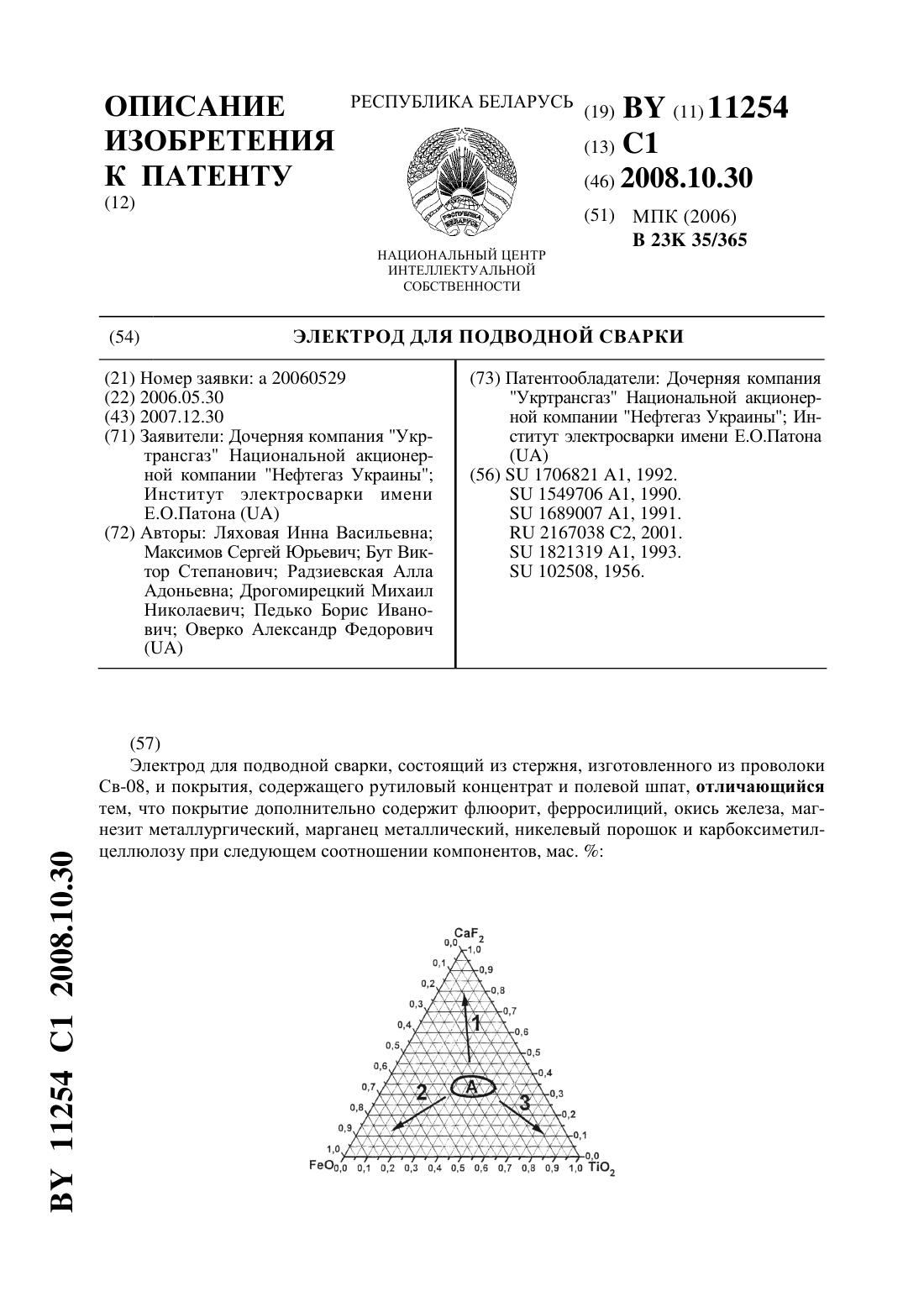
Номер патента: 11254
Опубликовано: 30.10.2008
Авторы: Бут Виктор Степанович, Максимов Сергей Юрьевич, Дрогомирецкий Михаил Николаевич, Оверко Александр Федорович, Ляховая Инна Васильевна, Радзиевская Алла Адоньевна, Педько Борис Иванович
МПК: B23K 35/365
Метки: подводной, электрод, сварки
Текст:
...во всех пространственных положениях. 3 11254 1 2008.10.30 Направление 1 - при таком изменении соотношений ингредиентов увеличивается склонность к образованию наплавленных валиков треугольной формы, образованию твердой керамической шлаковой корки со склонностью к заклиниванию при многослойной сварке стыковых соединений, увеличению коэффициента усиления швов, огрублению чешуйчатости, образованию дефектов в виде подрезов, шлаковых включений...
Электрод для дуговой наплавки
Номер патента: 6721
Опубликовано: 30.12.2004
Авторы: Соколовский Евгений Иванович, Шелег Валерий Константинович, Борд Наум Юрьевич, Валькович Игорь Владимирович
МПК: B23K 35/365
Метки: наплавки, электрод, дуговой
Текст:
...прямым растворением металлического ферромарганца в металле наплавки. Марганец, растворенный в металле, способствует увеличению его прочности и снижает пластичность. Содержание ферромарганца в покрытии менее 2,0 мас.не приводит к легированию наплавленного металла. Ферромарганец в этом случае выступает только как раскислитель. Введение ферромарганца в покрытие более 4,0 мас.не обеспечивает нужный химический состав наплавленного металла....
Предыдущий патент: Способ герметизации корпуса интегральной схемы
Следующий патент: Способ разжижения нефти и удаления асфальто-смоло-парафиновых отложений в нефтедобывающих скважинах
Случайный патент: Способ обработки пазов на торцах деталей