Способ контроля качества поверхности пластины монокристаллического кремния
Номер патента: 18135
Опубликовано: 30.04.2014
Авторы: Медведева Анна Борисовна, Кисель Анатолий Михайлович
Текст
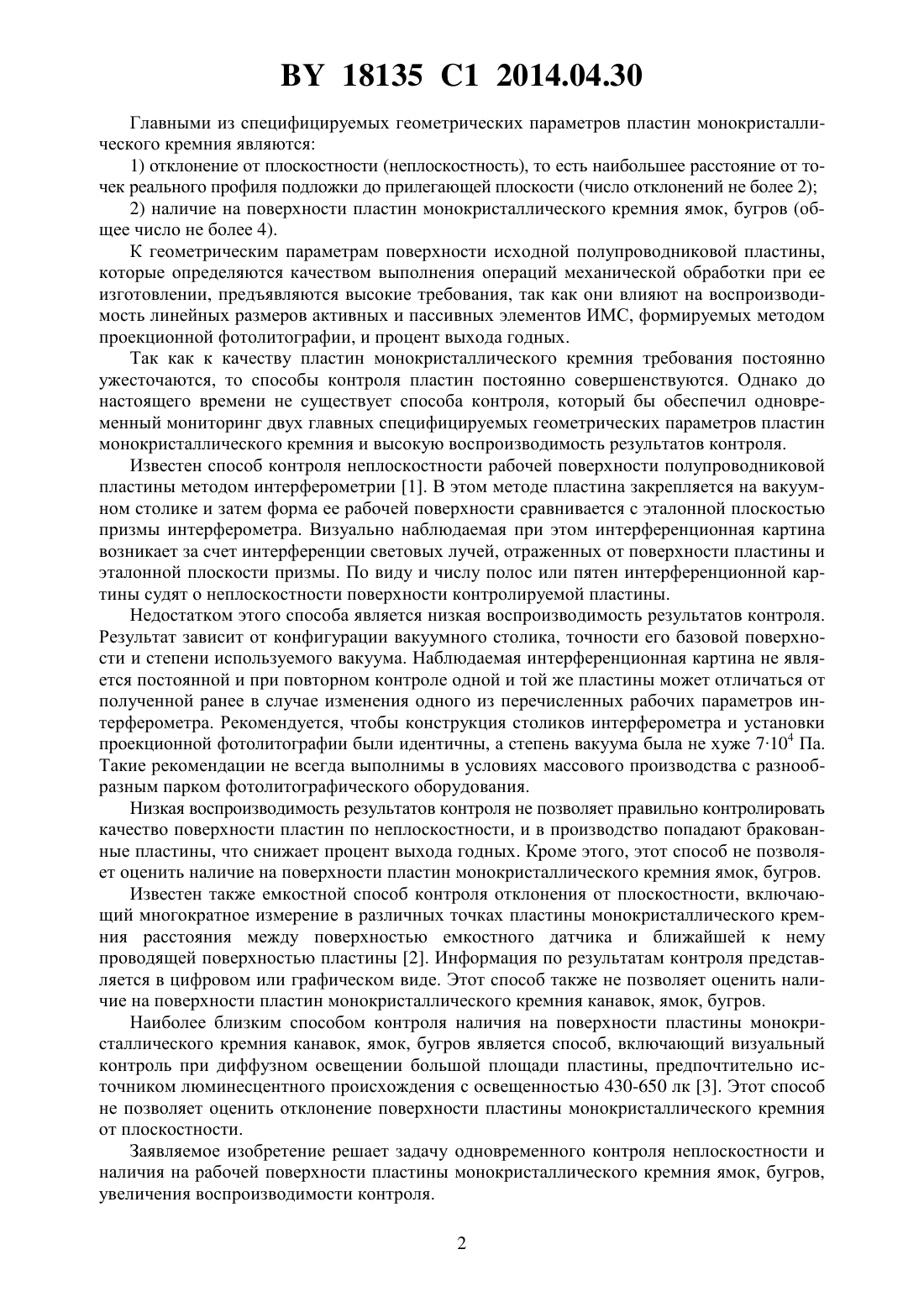
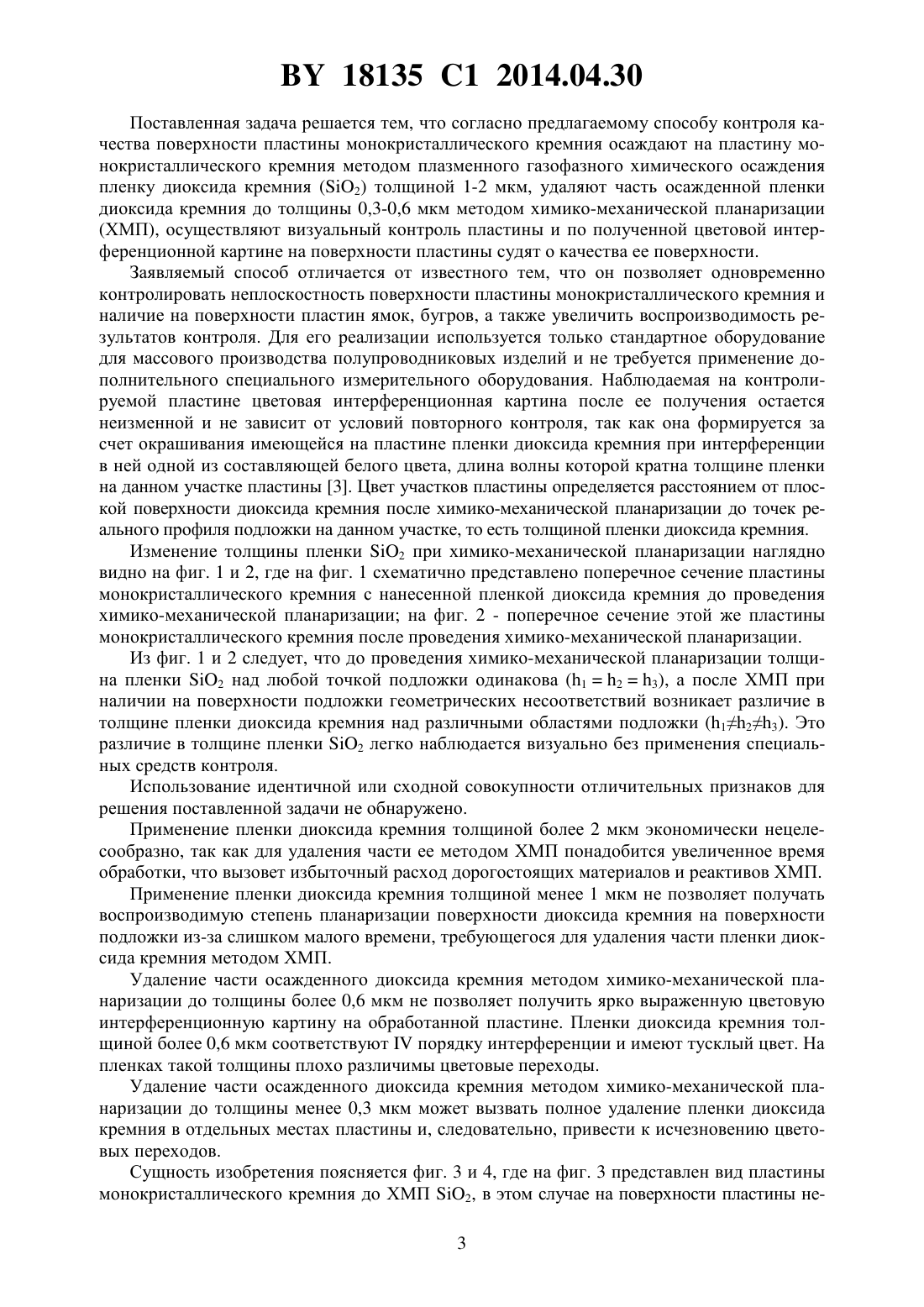
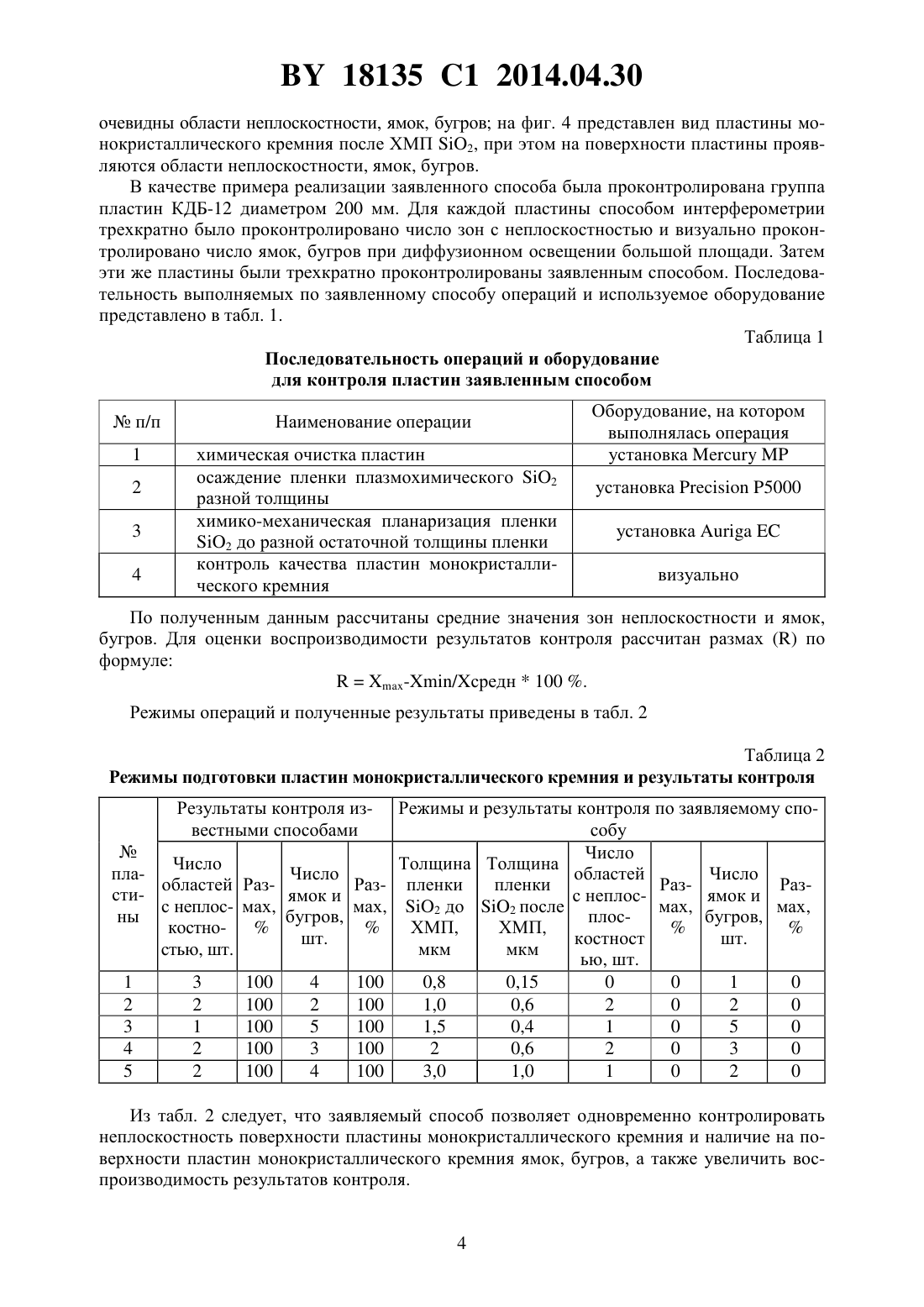
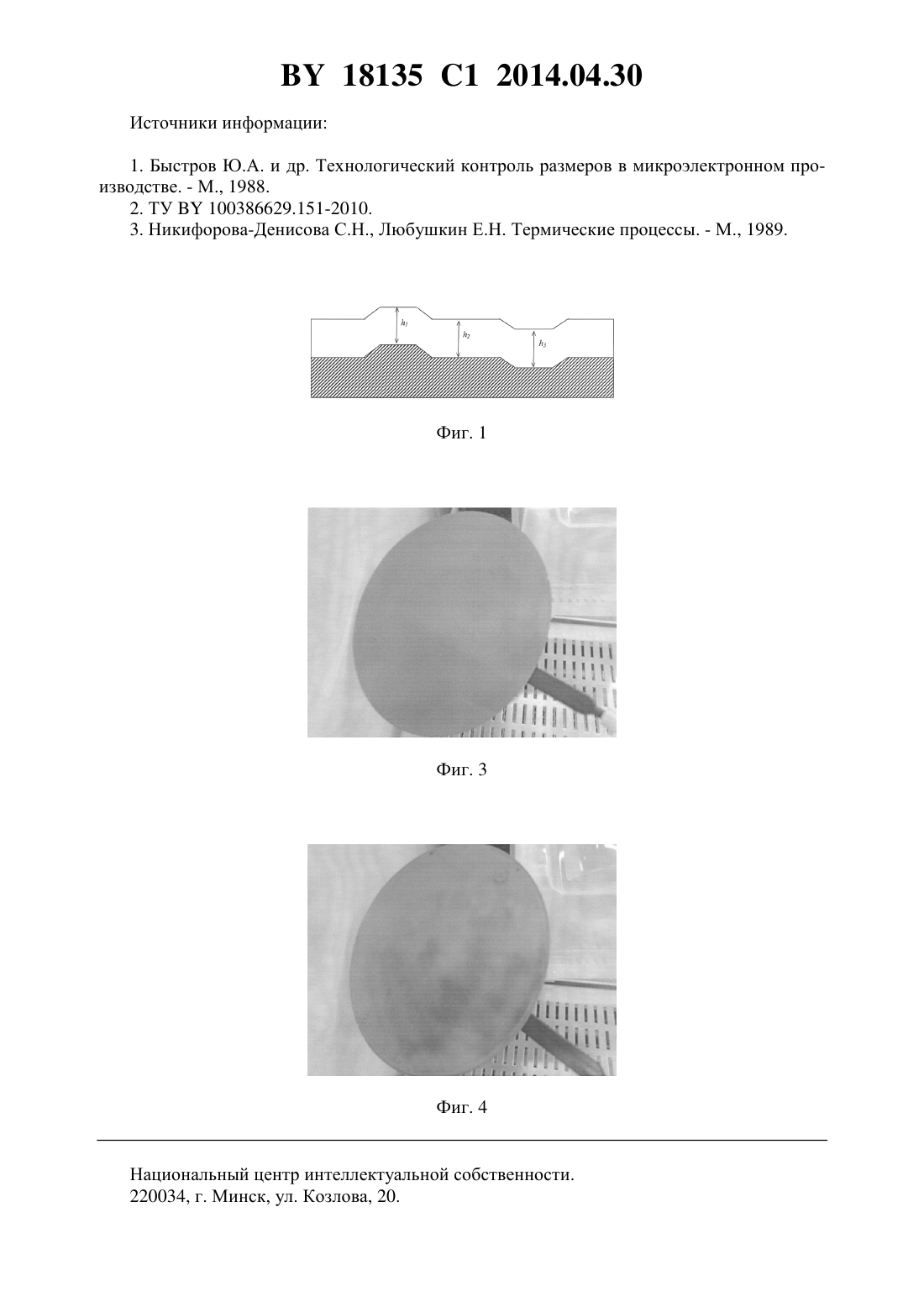
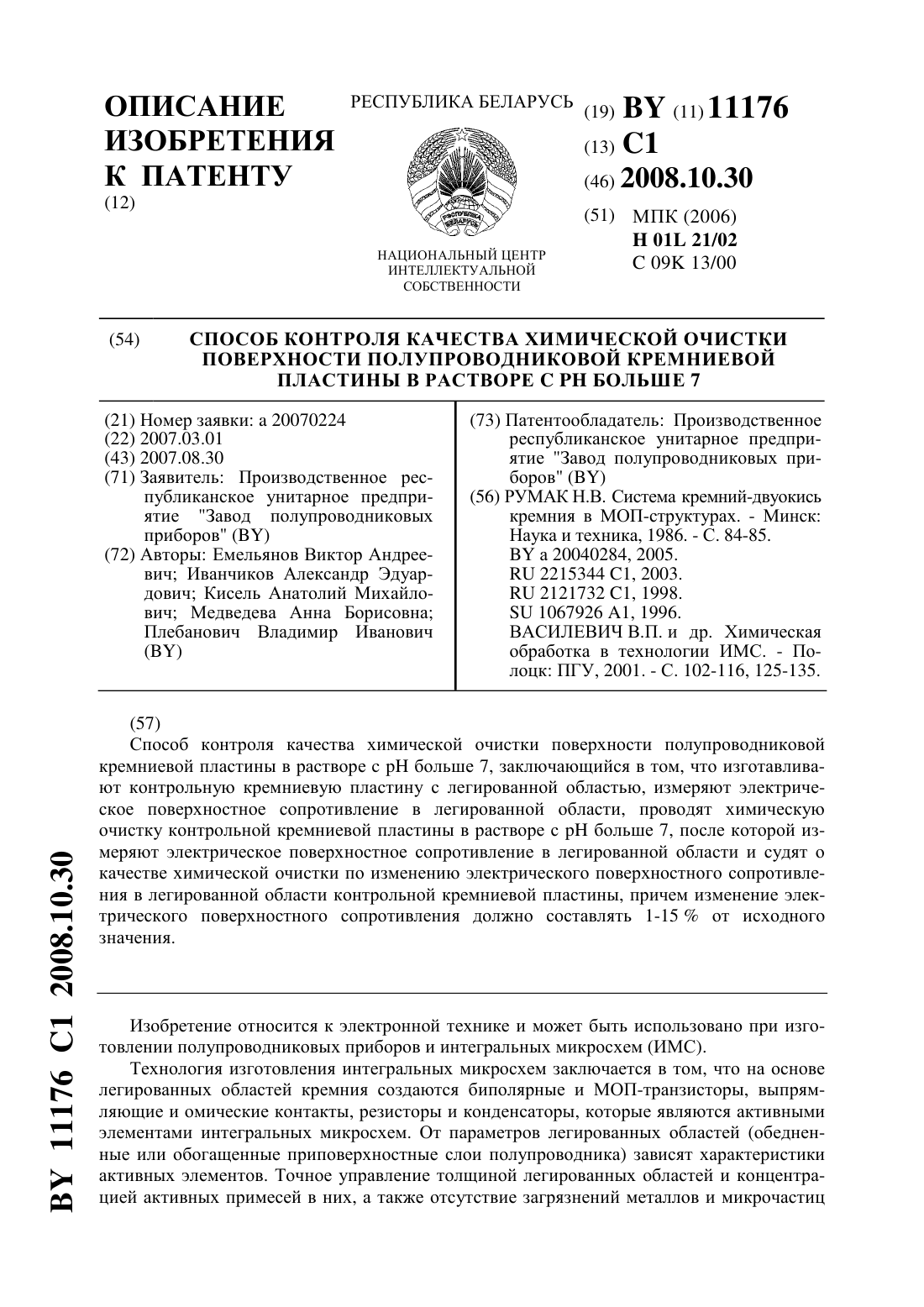
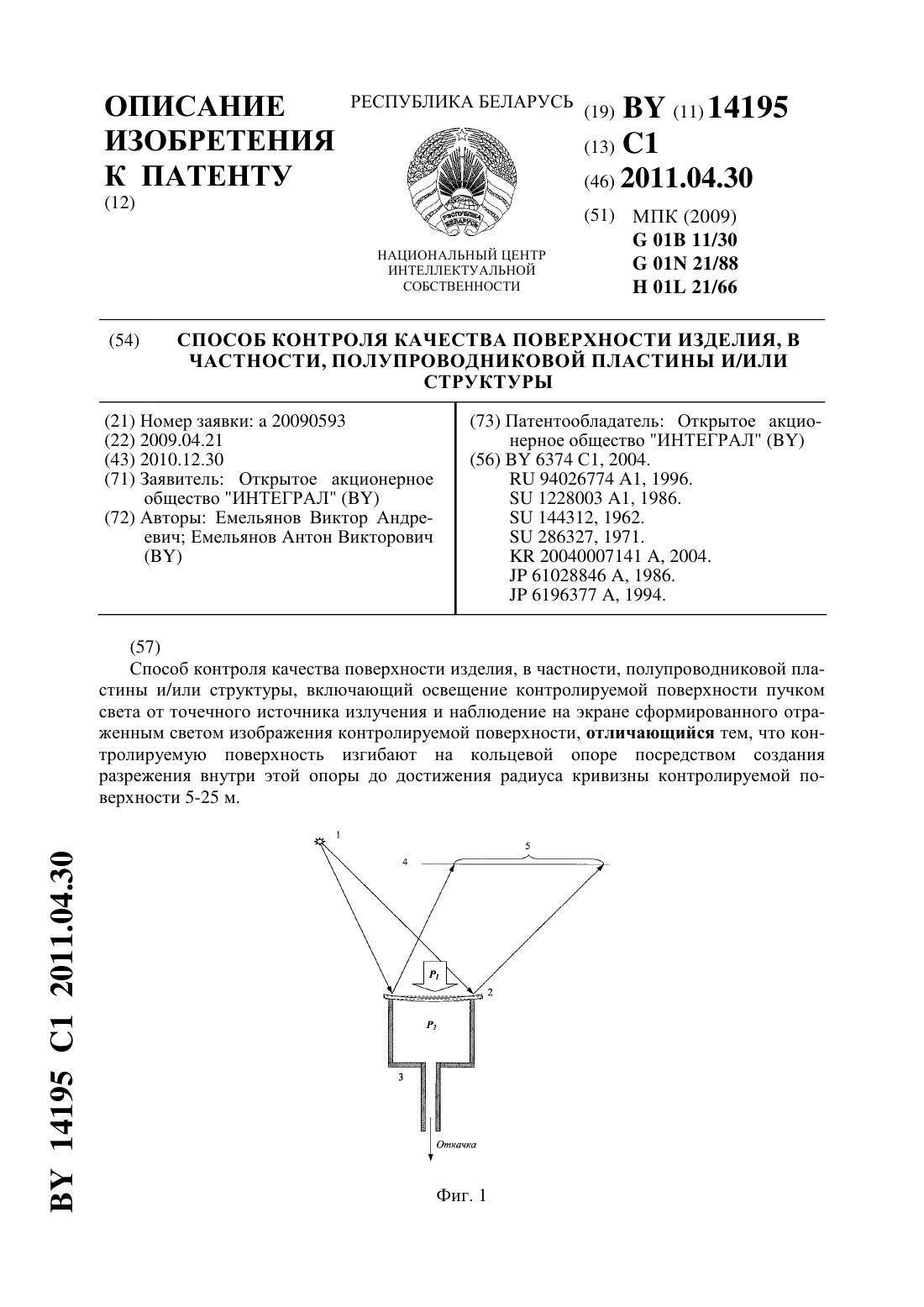
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ ПЛАСТИНЫ МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ(71) Заявитель Открытое акционерное общество ИНТЕГРАЛ - управляющая компания холдинга ИНТЕГРАЛ(72) Авторы Кисель Анатолий Михайлович Медведева Анна Борисовна(73) Патентообладатель Открытое акционерное общество ИНТЕГРАЛ-управляющая компания холдинга ИНТЕГРАЛ(57) Способ контроля качества поверхности пластины монокристаллического кремния, заключающийся в том, что осаждают на пластину монокристаллического кремния методом плазменного газофазного химического осаждения пленку диоксида кремния толщиной 1-2 мкм, удаляют часть осажденной пленки диоксида кремния до толщины 0,3-0,6 мкм методом химико-механической планаризации, осуществляют визуальный контроль пластины и по полученной цветовой интерференционной картине на поверхности пластины судят о качестве ее поверхности. Фиг. 2 Изобретение относится к электронной технике и может быть использовано при изготовлении полупроводниковых приборов и интегральных микросхем (ИМС). Изобретение может найти применение при входном контроле исходных полупроводниковых пластин монокристаллического кремния на предприятиях, изготавливающих интегральные микросхемы (ИМС). В технологии изготовления микросхем большое значение придается качеству исходных пластин монокристаллического кремния, на которых впоследствии изготавливаются интегральные микросхемы. Качество пластин определяется геометрическими параметрами. 18135 1 2014.04.30 Главными из специфицируемых геометрических параметров пластин монокристаллического кремния являются 1) отклонение от плоскостности (неплоскостность), то есть наибольшее расстояние от точек реального профиля подложки до прилегающей плоскости (число отклонений не более 2) 2) наличие на поверхности пластин монокристаллического кремния ямок, бугров (общее число не более 4). К геометрическим параметрам поверхности исходной полупроводниковой пластины,которые определяются качеством выполнения операций механической обработки при ее изготовлении, предъявляются высокие требования, так как они влияют на воспроизводимость линейных размеров активных и пассивных элементов ИМС, формируемых методом проекционной фотолитографии, и процент выхода годных. Так как к качеству пластин монокристаллического кремния требования постоянно ужесточаются, то способы контроля пластин постоянно совершенствуются. Однако до настоящего времени не существует способа контроля, который бы обеспечил одновременный мониторинг двух главных специфицируемых геометрических параметров пластин монокристаллического кремния и высокую воспроизводимость результатов контроля. Известен способ контроля неплоскостности рабочей поверхности полупроводниковой пластины методом интерферометрии 1. В этом методе пластина закрепляется на вакуумном столике и затем форма ее рабочей поверхности сравнивается с эталонной плоскостью призмы интерферометра. Визуально наблюдаемая при этом интерференционная картина возникает за счет интерференции световых лучей, отраженных от поверхности пластины и эталонной плоскости призмы. По виду и числу полос или пятен интерференционной картины судят о неплоскостности поверхности контролируемой пластины. Недостатком этого способа является низкая воспроизводимость результатов контроля. Результат зависит от конфигурации вакуумного столика, точности его базовой поверхности и степени используемого вакуума. Наблюдаемая интерференционная картина не является постоянной и при повторном контроле одной и той же пластины может отличаться от полученной ранее в случае изменения одного из перечисленных рабочих параметров интерферометра. Рекомендуется, чтобы конструкция столиков интерферометра и установки проекционной фотолитографии были идентичны, а степень вакуума была не хуже 7104 Па. Такие рекомендации не всегда выполнимы в условиях массового производства с разнообразным парком фотолитографического оборудования. Низкая воспроизводимость результатов контроля не позволяет правильно контролировать качество поверхности пластин по неплоскостности, и в производство попадают бракованные пластины, что снижает процент выхода годных. Кроме этого, этот способ не позволяет оценить наличие на поверхности пластин монокристаллического кремния ямок, бугров. Известен также емкостной способ контроля отклонения от плоскостности, включающий многократное измерение в различных точках пластины монокристаллического кремния расстояния между поверхностью емкостного датчика и ближайшей к нему проводящей поверхностью пластины 2. Информация по результатам контроля представляется в цифровом или графическом виде. Этот способ также не позволяет оценить наличие на поверхности пластин монокристаллического кремния канавок, ямок, бугров. Наиболее близким способом контроля наличия на поверхности пластинымонокристаллического кремния канавок, ямок, бугров является способ, включающий визуальный контроль при диффузном освещении большой площади пластины, предпочтительно источником люминесцентного происхождения с освещенностью 430-650 лк 3. Этот способ не позволяет оценить отклонение поверхности пластины монокристаллического кремния от плоскостности. Заявляемое изобретение решает задачу одновременного контроля неплоскостности и наличия на рабочей поверхности пластины монокристаллического кремния ямок, бугров,увеличения воспроизводимости контроля. 2 18135 1 2014.04.30 Поставленная задача решается тем, что согласно предлагаемому способу контроля качества поверхности пластины монокристаллического кремния осаждают на пластину монокристаллического кремния методом плазменного газофазного химического осаждения пленку диоксида кремния (2) толщиной 1-2 мкм, удаляют часть осажденной пленки диоксида кремния до толщины 0,3-0,6 мкм методом химико-механической планаризации(ХМП), осуществляют визуальный контроль пластины и по полученной цветовой интерференционной картине на поверхности пластины судят о качества ее поверхности. Заявляемый способ отличается от известного тем, что он позволяет одновременно контролировать неплоскостность поверхности пластины монокристаллического кремния и наличие на поверхности пластин ямок, бугров, а также увеличить воспроизводимость результатов контроля. Для его реализации используется только стандартное оборудование для массового производства полупроводниковых изделий и не требуется применение дополнительного специального измерительного оборудования. Наблюдаемая на контролируемой пластине цветовая интерференционная картина после ее получения остается неизменной и не зависит от условий повторного контроля, так как она формируется за счет окрашивания имеющейся на пластине пленки диоксида кремния при интерференции в ней одной из составляющей белого цвета, длина волны которой кратна толщине пленки на данном участке пластины 3. Цвет участков пластины определяется расстоянием от плоской поверхности диоксида кремния после химико-механической планаризации до точек реального профиля подложки на данном участке, то есть толщиной пленки диоксида кремния. Изменение толщины пленки 2 при химико-механической планаризации наглядно видно на фиг. 1 и 2, где на фиг. 1 схематично представлено поперечное сечение пластины монокристаллического кремния с нанесенной пленкой диоксида кремния до проведения химико-механической планаризации на фиг. 2 - поперечное сечение этой же пластины монокристаллического кремния после проведения химико-механической планаризации. Из фиг. 1 и 2 следует, что до проведения химико-механической планаризации толщина пленки 2 над любой точкой подложки одинакова (123), а после ХМП при наличии на поверхности подложки геометрических несоответствий возникает различие в толщине пленки диоксида кремния над различными областями подложки (123). Это различие в толщине пленки 2 легко наблюдается визуально без применения специальных средств контроля. Использование идентичной или сходной совокупности отличительных признаков для решения поставленной задачи не обнаружено. Применение пленки диоксида кремния толщиной более 2 мкм экономически нецелесообразно, так как для удаления части ее методом ХМП понадобится увеличенное время обработки, что вызовет избыточный расход дорогостоящих материалов и реактивов ХМП. Применение пленки диоксида кремния толщиной менее 1 мкм не позволяет получать воспроизводимую степень планаризации поверхности диоксида кремния на поверхности подложки из-за слишком малого времени, требующегося для удаления части пленки диоксида кремния методом ХМП. Удаление части осажденного диоксида кремния методом химико-механической планаризации до толщины более 0,6 мкм не позволяет получить ярко выраженную цветовую интерференционную картину на обработанной пластине. Пленки диоксида кремния толщиной более 0,6 мкм соответствуютпорядку интерференции и имеют тусклый цвет. На пленках такой толщины плохо различимы цветовые переходы. Удаление части осажденного диоксида кремния методом химико-механической планаризации до толщины менее 0,3 мкм может вызвать полное удаление пленки диоксида кремния в отдельных местах пластины и, следовательно, привести к исчезновению цветовых переходов. Сущность изобретения поясняется фиг. 3 и 4, где на фиг. 3 представлен вид пластины монокристаллического кремния до ХМП 2, в этом случае на поверхности пластины не 3 18135 1 2014.04.30 очевидны области неплоскостности, ямок, бугров на фиг. 4 представлен вид пластины монокристаллического кремния после ХМП 2, при этом на поверхности пластины проявляются области неплоскостности, ямок, бугров. В качестве примера реализации заявленного способа была проконтролирована группа пластин КДБ-12 диаметром 200 мм. Для каждой пластины способом интерферометрии трехкратно было проконтролировано число зон с неплоскостностью и визуально проконтролировано число ямок, бугров при диффузионном освещении большой площади. Затем эти же пластины были трехкратно проконтролированы заявленным способом. Последовательность выполняемых по заявленному способу операций и используемое оборудование представлено в табл. 1. Таблица 1 Последовательность операций и оборудование для контроля пластин заявленным способомп/п химическая очистка пластин осаждение пленки плазмохимического 2 разной толщины химико-механическая планаризация пленки 2 до разной остаточной толщины пленки контроль качества пластин монокристаллического кремния Оборудование, на котором выполнялась операция установкаустановка 5000 установкавизуально По полученным данным рассчитаны средние значения зон неплоскостности и ямок,бугров. Для оценки воспроизводимости результатов контроля рассчитан размахпо формуле-/средн 100 . Режимы операций и полученные результаты приведены в табл. 2 Таблица 2 Режимы подготовки пластин монокристаллического кремния и результаты контроля Результаты контроля известными способами Число плаЧисло областей РазРазстиямок и с неплос- мах,мах,ны бугров,костноРежимы и результаты контроля по заявляемому способу Число Толщина Толщина областей Число пленки пленки РазРазс неплосямок и 2 до 2 после мах,мах,плосбугров,ХМП,ХМП,Из табл. 2 следует, что заявляемый способ позволяет одновременно контролировать неплоскостность поверхности пластины монокристаллического кремния и наличие на поверхности пластин монокристаллического кремния ямок, бугров, а также увеличить воспроизводимость результатов контроля. 18135 1 2014.04.30 Источники информации 1. Быстров Ю.А. и др. Технологический контроль размеров в микроэлектронном производстве. - М., 1988. 2. ТУ 100386629.151-2010. 3. Никифорова-Денисова С.Н., Любушкин Е.Н. Термические процессы. - М., 1989. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: G01N 21/88, H01L 21/66
Метки: кремния, способ, контроля, монокристаллического, качества, поверхности, пластины
Код ссылки
<a href="https://by.patents.su/5-18135-sposob-kontrolya-kachestva-poverhnosti-plastiny-monokristallicheskogo-kremniya.html" rel="bookmark" title="База патентов Беларуси">Способ контроля качества поверхности пластины монокристаллического кремния</a>
Способ контроля качества химической очистки поверхности полупроводниковой кремниевой пластины в растворе c pH больше 7
Номер патента: 11176
Опубликовано: 30.10.2008
Авторы: Плебанович Владимир Иванович, Медведева Анна Борисовна, Емельянов Виктор Андреевич, Иванчиков Александр Эдуардович, Кисель Анатолий Михайлович
МПК: H01L 21/02, C09K 13/00
Метки: ph больше 7, химической, пластины, способ, поверхности, очистки, растворе, кремниевой, качества, полупроводниковой, контроля
Текст:
...примера реализации заявляемого способа проведены исследования контроля качества кремниевых пластин после химической очистки в перекисно-аммиачном растворе. Для этого были изготовлены 16 контрольных кремниевых пластин. Для изготовления контрольных пластин были взяты кремниевые подложки КДБ 12 диаметром 150 мм, на которых были выполнены следующие технологические операции ионное легирование фосфором с энергией ионов Е 60 кэВ и дозой Д 800...
Способ контроля качества поверхности изделия, в частности, полупроводниковой пластины и/или структуры
Номер патента: 14195
Опубликовано: 30.04.2011
Авторы: Емельянов Антон Викторович, Емельянов Виктор Андреевич
МПК: G01B 11/30, H01L 21/66, G01N 21/88...
Метки: изделия, полупроводниковой, частности, поверхности, качества, пластины, способ, структуры, контроля
Текст:
...дефектного участка поверхности превращается в точку) в области между экраном и держателем образцов, что значительно затрудняет идентификацию этих дефектов. Заявляемое изобретение поясняется чертежами, где на фиг. 1 приведена схема осуществления контроля, а на фиг. 2-6 приведены светотеневые изображения поверхностей полупроводниковых пластин и структур, полученные с помощью прототипа (а) и заявляемого способа (б). Свет от точечного источника...
Устройство для контроля качества поверхности изделия, в частности, полупроводниковой пластины и/или структуры
Номер патента: 14194
Опубликовано: 30.04.2011
Авторы: Емельянов Антон Викторович, Емельянов Виктор Андреевич
МПК: G01N 21/88, G01B 9/00, G01B 11/30...
Метки: качества, пластины, структуры, полупроводниковой, изделия, устройство, контроля, поверхности, частности
Текст:
...где на фиг. 1 приведена схема заявляемого устройства, а на фиг. 2-6 приведены светотеневые изображения поверхностей полупроводниковых пластин и структур, полученные с помощью прототипа (а) и заявляемого устройства (б). Заявляемое устройство содержит точечный источник оптического излучения 1, держатель образцов 2, выполненный в виде кольцевой опоры, внутри которой создается разрежение за счет подключения к вакуумной магистрали или насосу...
Стабилизирующая добавка для абразивных суспензий на основе оксида алюминия для шлифовки пластин монокристаллического кремния
Номер патента: 10513
Опубликовано: 30.04.2008
Авторы: Косенок Янина Александровна, Гайшун Владимир Евгеньевич, Тюленкова Ольга Ивановна, Мельниченко Игорь Михайлович
МПК: C09G 1/00
Метки: добавка, монокристаллического, пластин, суспензий, кремния, абразивных, шлифовки, алюминия, стабилизирующая, основе, оксида
Текст:
...и эксплутационных характеристик абразивной суспензии. Известен также состав, включающий в себя глицерин, дистиллированную воду, карбоксиполиметилен и триэтаноламин 3. Однако данный состав не обеспечивает необходимое качество шлифования пластин монокристаллического кремния, поскольку содержит до 25 глицерина. Заявляемое изобретение решает задачу получения высокоэффективной стабилизирующей добавки для абразивной суспензии на...
Способ формирования пленок бинарных полупроводниковых соединений групп AІІBVІ или AІVBVІ на подложках из монокристаллического кремния
Номер патента: 17212
Опубликовано: 30.06.2013
Авторы: Клышко Алексей Александрович, Чубенко Евгений Борисович, Бондаренко Виталий Парфирович
МПК: H01L 21/02, C25D 9/08, C30B 29/10...
Метки: пленок, aіvbvі, групп, подложках, способ, монокристаллического, aііbvі, полупроводниковых, кремния, бинарных, соединений, или, формирования
Текст:
...Для улучшения равномерности осаждения и повышения планарности пленок полупроводниковых соединений на пористый кремний методом катодного электрохимического осаждения может быть нанесен тонкий слой металла толщиной 0,01-0,5 мкм. Наличие тонкого слоя металла на поверхности пористого кремния приводит к повышению эквипотенциальности и равномерности распределения катодного тока в процессе осаждения. В качестве таких металлов могут быть...
Предыдущий патент: Устройство для прессования фруктов и овощей
Следующий патент: Майонез среднекалорийный
Случайный патент: Способ изготовления нейтрализатора отработавших газов