Способ изготовления нейтрализатора отработавших газов
Номер патента: 8731
Опубликовано: 30.12.2006
Авторы: Леонов Андрей Николаевич, Ромашко Александр Николаевич, Кухарева Наталья Георгиевна
Текст
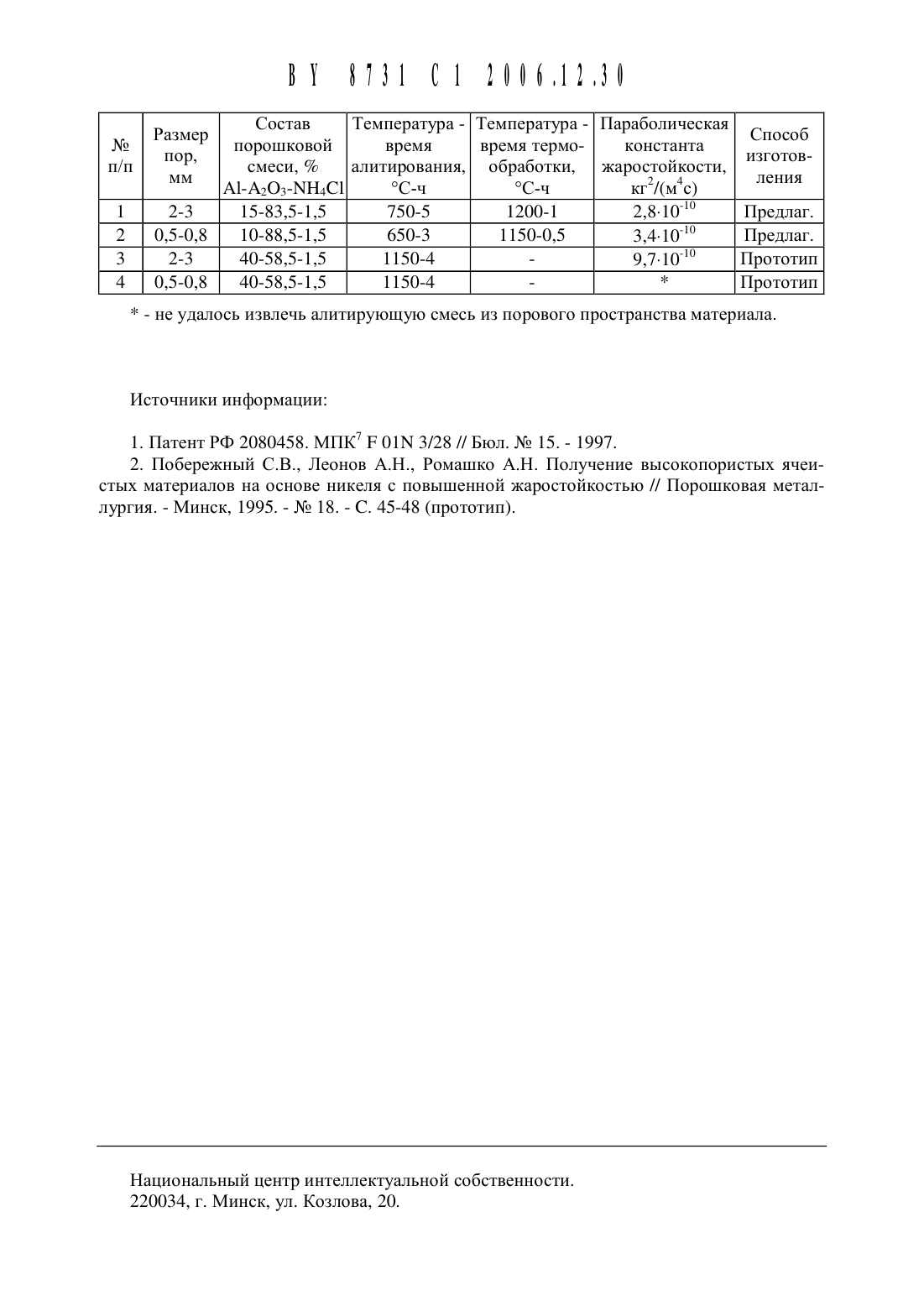
(71) Заявитель Государственное научное учреждение Институт порошковой металлургии (ВУ)(72) Авторы Леонов Андрей Николаевич Ромашко Александр Николаевич Кухарева Наталья Георгиевна (ВУ)(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии (ВУ)(56) Побережный С.В. и др. Порошковая металлургия Республиканский межведомственный сборник научных трудов. 1995. - Вып. 18. - С. 45-51.Способ изготовления нейтрализатора отработавших газов двигателя внутреннего сгорания, включающий изготовление носителя из высокопористого ячеистого материала на основе никеля, его диффузионное алитирование в порошковой смеси, содержащей порошки алюминия, хлористого аммония и оксида алюминия, и нанесение керамического подслоя и каталитически активных элементов, отличающийся тем, что диффузионное алитирование проводят при 600-800 С в течение 3-5 часов в порошковой смеси, содержащей порошок оксида алюминия с размером частиц 60-80 мкм и порошок алюминия с размером частиц 5-10 мкм при следующем соотношении компонентов, мас.алюминий 5-20 хлористый аммоний 1-2 оксид алюминия остальное, после чего проводят окисление на воздухе при 1150-1200 С в течение 0,5-1,0 часа.Изобретение относится к способам изготовления устройств для каталитической очистки технических газов и может быть использовано для нейтрализации отработавших газов ДВС, а также отходящих газов стационарных установок химических, металлургических и мебельных предприятий для создания чистых экологических сред.Известен способ изготовления каталитического нейтрализатора отработавших газов ДВС, включающий изготовление стального гофрированного носителя сотовой структуры,нанесения керамического подслоя с каталитически активными компонентами 1. Перед нанесением керамического подслоя гофрированный блок выдерживают при температуре 950-1250 С в течение 0,5-5 ч в активной газовой среде, содержащей смесь галогенидов алюминия. Операция алитирования проводится в вакууме или аргоне. Способ позволяет повысить жаростойкость носителя за счет образования алюминидов железа, обладающих повышенной жаростойкостью в окислительных средах.Недостатком известного способа является неравномерное насыщение носителя в разных сечениях по высоте изделия. Кроме того, существенным недостатком носителей сотовой структуры является невысокий коэффициент тепломассообмена, так как даже при больших скоростях газового потока в них реализуется ламинарный режим течения. Невь 1 сокий коэффициент тепломассообмена обусловливает внешнедиффузионное торможение каталитических процессов и, следовательно, невысокую каталитическую активность устройств с такой структурой при повышенных скоростях газового потока. Алитирование носителей с ячеистой структурой, которые в 5-6 раз обладают большим коэффициентом тепломассообмена, по описанному выше способу, не представляется возможным из-за большой неравномерности насыщения носителя алюминием.Наиболее близким техническим решением к предлагаемому является процесс изготовления нейтрализатора, включающий изготовление носителя из высокопористого ячеистого материала (ВПЯМ) на основе никеля, диффузионное алитирование, нанесение керамического подслоя с каталитически активными элементами 2. Процесс алитирования проводят в однородной порошковой смеси (35-45 мас. алюминиевого порошка с размером частиц 80-120 мкм, 1,5 мас. хлористого аммония 1 ТН 4 С 1, остальное инертный наполнитель - порошок оксида алюминия ос - А 12 О 3 с размером частиц 60-80 мкм) при температуре 1000-1100 С в течение 2-6 ч. В известном способе жаростойкость перемычек ВПЯМ повышается за счет образования алюминидов никеля. Известный способ позволяет алитировать высокопористые ячеистые материалы с хорошей однородностью насыщения по всему объему материала.Недостатком известного решения является высокая температура процесса. При высокой температуре происходит припекание алитирующей смеси к внутренней поверхности ВПЯМ, что затрудняет извлечение ее из порового пространства материала. Частичная забивка порового пространства ВПЯМ алитирующей порошковой смесью приводит к снижению проницаемости ВПЯМ и уменьшению адгезии керамического подслоя с каталитически активными компонентами к носителю. В процессе эксплуатации нейтрализатора частицы прилипшей алитирующей смеси отрываются от носителя, а вместе с ними отрываются и выносятся каталитически активные компоненты, в составе которых присутствуют драгметалль 1. Кроме того, жаростойкость носителя, полученного по известному способу, хотя и имеет более высокое значение по сравнению с ВПЯМ из чистого никеля, тем не менее,она недостаточна для работы при высоких температурах.Задачей изобретения является повышение жаростойкости носителя из ВПЯМ на основе никеля.Поставленная задача реализуется следующим образом. В способе изготовления нейтрализатора отработавших газов двигателя внутреннего сгорания, включающем изготовление носителя из высокопористых ячеистых материалов на основе никеля, диффузионное алитирование в порошковой смеси, содержащей порошки алюминия, оксида алюминия и хлористого аммония, нанесение керамического подслоя с каталитически активными элементами, диффузионное алитирование производят в порошковой смеси при следующем содержании компонентов, мас.при температуре 600-800 С в течение 3-5 часов с последующим окислением на воздухе при температуре 1150-1200 С в течение 0,5-1 ч. Размер частиц порошка оксида алюминия составляет 60-80 мкм, а порошка алюминия - 5-10 мкм.Сущность предлагаемого изобретения заключается в следующем. Порошковая алитирующая смесь, размер частиц которой не превышает 80 мкм, вводится в поровое пространство ВПЯМ, обеспечивая тем самым равномерное осаждение алюминия по всему объему ВПЯМ. Так как алитирование происходит при относительно низкой температуре, порош 2ковая смесь не припекается К поверхности перемычек И легко извлекается из перового пространства после проведения операции. Снижение активности алитирующей смеси за счет снижения температуры процесса компенсируется повышением активности порошка алюминия за счет увеличения его удельной поверхности, которая на порядок больше по сравнению с удельной поверхностью порошка алюминия, используемого в прототипе. За счет высокой поверхности металлического порошка алюминия происходит активация газофазных процессов переноса атомов алюминия на поверхность перемычек ВПЯМ. Однако из-за того, что скорость диффузионных процессов при пониженной температуре алитирования снижается, глубина проникновения алюминия в никелевые перемычки ВПЯМ также снижается, а концентрация алюминия на поверхности перемычек повышается, по сравнению с известным способом при высокой температуре. Повышенное содержание алюминия на поверхности при термообработке при высокой температуре 1150-1200 С позволяет в короткое время связать часть алюминия с кислородом воздуха и получить на поверхности перемычек сплошную пленку из ос - А 12 О 3, а в глубине перемычки осуществить гомогенизацию состава за счет эффективных процессов диффузии при относительно высокой температуре. Образующиеся алюминиды никеля и особенно пленка из ос - А 12 О 3 повышают жаростойкость ВПЯМ из алитированного никеля, полученного по предложенному способу, в 50-60 раз по сравнению с ВПЯМ из чистого никеля и в 3-4 раза по сравнению ВПЯМ из алитированного никеля, полученного по способу, описанному в прототипе.Структура перемычки ВПЯМ при этом получается слоистой, внешний слой состоит из ос - А 12 О 3, затем тонкий слой 1 Т 1 А 1, потом твердый раствор 1 НА 1 в 1 Т 13 А 1 при среднем содержании алюминия 13-15 . Слоистая структура способствует снижению внутренних напряжений материала при термоциклировании за счет постепенного снижения коэффициентов теплового расширения различных слоев. Содержание алюминиевого порошка менее 5 , снижение температуры алитирования менее 600 С и времени менее 3 часов обеспечивает насыщения никеля алюминием менее 13 , что отражается на величине жаростойкости. Содержание алюминиевого порошка более 20 , повышение температуры алитирования более 800 С и времени более 5 часов приводят к насыщению никеля алюминием более 20 , что приводит к охрупчиванию материала.Температура термообработки на воздухе менее 1150 С и за время менее 0,5 ч не позволяет получить требуемую защитную пленку из ос - А 12 О 3 и слоистую структуру из алюминидов никеля. Увеличение температуры термообработки на воздухе более 1200 С за время более 1 ч приводит к пережогу материала за счет активного протекания процессов межкристаллитной коррозии, и в конечном итоге приводит к снижению прочности материала.Размер частиц порошка алюминия менее 5 мкм не применяется, так как он является взрывоопасным. Размер частиц порошка более 10 мкм не обеспечивает при заявленной температуре алитирования требуемого насыщения ВПЯМ алюминием. Оксид алюминия в с размером частиц менее 60 мкм после виброутряски обладает малой проницаемостью и не позволяет обеспечить требуемое насыщение ВПЯМ алюминием. Оксид алюминия с размером частиц более 80 мкм затрудняет равномерное заполнение алитирующей смесью порового пространства ВПЯМ, особенно если размеры пор менее 1 мм.Предлагаемый способ осуществляется следующим образом. Изделия из ВПЯМ на основе никеля помещают в контейнер из коррозионностойкой стали и засыпают порошковой смесью указанного состава. Порошковую смесь сначала засыпают на дно контейнера толщиной слоя не менее 10 диаметра контейнера, потом помещают изделия, поровое пространство которых предварительно заполняют порошковой смесью, и после этого контейнер заполняют на 15 выше помещенных изделий. Для большей однородности диффузионного алитирования контейнер с изделиями и смесью подвергают утряске путем виброформования. Перед помещением заправленного контейнера в печь верхний слой порошковой смеси покрывают веществом, обеспечивающим образование плавкого затвора в процессе алити ВУ 8731 С 12006.12.30рования. После нагрева контейнера до необходимой температуры И выдержки при этой температуре контейнер охлаждают вместе с печью. Из остывшего контейнера извлекают изделия, вытряхивают из них порошковую смесь, в том числе И на вибростенде И продувают сжатым воздухом. Очищенные образцы помещают в печь И нагревают до температурь 1 термообработки с требуемой выдержкой по времени. В процессе термообработки в рабочее пространство печи подается воздух из расчета 40-50 л воздуха на 1 кг изделий из алитированного никеля. После термообработки изделия охлаждают вместе с печью. На охлажденные изделия по известному способу наносят керамический подслой с каталитически активными компонентами.Готовят порошковую смесь следующего состава 15 мас. порошка алюминия с размером частиц 5-10 мкм, 1,5 мас. хлористого аммония, 83,5 мас. порошка оксида алюминия марки с размером частиц 60-80 мкм. Изготавливают диски из ВПЯМ на основе никеля диаметром 200 мм И высотой 20 мм с размером пор 2-3 мм. В контейнер из нержавеющей стали диаметром 250 мм И высотой 400 мм на дно насыпают 25 мм порошковой смеси, а затем укладывают диски, предварительно заполнив их поровое пространство порошковой смесью. Между дисками оставляют слой порошковой смеси толщиной 5 мм. Общее количество дисков 10 шт. Толщина порошковой смеси над последним диском 40 мм. Приготовленный контейнер ставят на вибростенд. После уплотнения на верхнюю поверхность порошка насыпают гранулированное вещество, которое при нагревании выше 600 С образует плавкий затвор. Контейнер с содержимым нагревают до 750 С И выдерживают в течение 5 ч. После охлаждения контейнера его распаковывают, извлекая, обстукивая И продувая сжатым воздухом диски. Затем диски укладывают в рабочее пространство печи И нагревают до 1200 С в течение 1 ч, подавая воздух со скоростью 100 л/ч. Окисленные диски по Известному способу покрывают у - А 12 О 3 с последующей пропиткой соединениями, содержащими палладий И платину.Готовят порошковую смесь следующего состава 10 мас. порошка алюминия с размером частиц 5-10 мкм, 1,5 мас. хлористого аммония, 88,5 мас. порошка оксида алюминия с размером частиц 60-80 мкм. Изготавливают диски из ВПЯМ на основе никеля диаметром 200 мм И высотой 20 мм с размером пор 0,5-0,8 мм. В контейнер из нержавеющей стали диаметром 250 мм И высотой 400 мм на дно насыпают 25 мм порошковой смеси,а затем укладывают диски, предварительно заполнив их поровое пространство порошковой смесью. Между дисками оставляют слой порошковой смеси толщиной 5 мм. Общее количество дисков 10 шт. Толщина порошковой смеси над последним диском 40 мм. Приготовленный контейнер ставят на вибростенд. После уплотнения на верхнюю поверхность порошка насыпают гранулированное вещество, которое при нагревании выше 600 С образует плавкий затвор. Контейнер с содержимым нагревают до 650 С И выдерживают в течение 3 ч. После охлаждения контейнера его распаковывают, извлекая, обстукивая И продувая диски сжатым воздухом. Затем диски укладывают в рабочее пространство печи И нагревают до 1150 С в течение 0,5 ч, подавая воздух со скоростью 100 л/ч. Окисленные диски по Известному способу покрывают у - А 12 О 3 с последующей пропиткой соединениями, содержащими палладий И платину.Результаты измерений термомеханических свойств алитированного пеноникеля, полученному по предлагаемому И известному методам, представлены в таблице.Анализ экспериментальных результатов, представленных в таблице, показывает, что жаростойкость высокопористых ячеистых материалов, обработанных по предлагаемому способу, в 3-3,5 раза превышает жаростойкость тех же материалов, обработанных по известному способу.
МПК / Метки
МПК: F01N 3/28, B01J 32/00, C23C 10/48
Метки: газов, отработавших, изготовления, нейтрализатора, способ
Код ссылки
<a href="https://by.patents.su/5-8731-sposob-izgotovleniya-nejjtralizatora-otrabotavshih-gazov.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления нейтрализатора отработавших газов</a>
Катализатор для очистки отработавших газов от монооксида углерода и углеводородов и способ его получения
Номер патента: 3698
Опубликовано: 30.12.2000
Авторы: Иващенко Наталья Ивановна, Юрша Иосиф Антонович, Ницкая Валентина Николаевна, Валиева Светлана Владимировна, Кравчук Лилия Сергеевна
МПК: B01J 23/83, B01J 37/02, B01D 53/94...
Метки: способ, отработавших, очистки, углеводородов, монооксида, углерода, газов, катализатор, получения
Текст:
...в 2 на лабораторной установке проточного типа при атмосферном давлении воздушной смеси, содержащей 1,0 СО, при объемной скорости 10000 ч-1 с хроматографической регистрацией компонентов газовой смеси. Катализатор считают тем более активным, чем ниже температура дожига СО. Изучение окисления смесей, содержащих циклогексан, выполняют следующим образом. Через реакционную трубку с катализатором при разных температурах пропускают газовые смеси...
Способ очистки отработавших газов внутреннего сгорания
Номер патента: 1255
Опубликовано: 16.09.1996
Автор: Сорокин Владимир Николаевич
МПК: F01N 3/10
Метки: внутреннего, газов, отработавших, очистки, способ, сгорания
Текст:
...их смешения.Причиной этому является высокая вязкость горячих отработанных газов. Если поток отработавших газов направить в каталитический нейтрализатор, то эффективность очистки отработавших газов в каталитическом нейтрализаторе окажется практически равной нулю.В макрообъеме с сито нет кислорода для окисления, а в макрообьеме с с 1 О нет окисляемых реагентов. Отсюда был сделан вывод практиками, что для эффективной очистки отработавших газов...
Устройство для очистки отработавших газов дизельного двигателя внутреннего сгорания
Номер патента: 1117
Опубликовано: 14.03.1996
Авторы: Зигфрид Вернер, Петер Райзер, Петер Принц
МПК: F01N 3/02
Метки: сгорания, внутреннего, двигателя, устройство, очистки, газов, отработавших, дизельного
Текст:
...отработавшие газынапримербазальтовой шерстьюйОписаннй выше фильтр 1 для улавливаниндса.жирд служитодновременнов качестве глущитвля 1 дР че К правой,.коническойдтоесть расположенной на стороне входа потока отработавших газов в корпус 2 подключена горелкадтз с воздуходувкой 14 для подачидутьевого воздуха Нроие того, преа дусмотрен топливный насос 15 для подачи топлива кгорелке 13, например, дизельного-топлива, исвеча 16...
Устройство для очистки отработавших газов дизеля от сажи
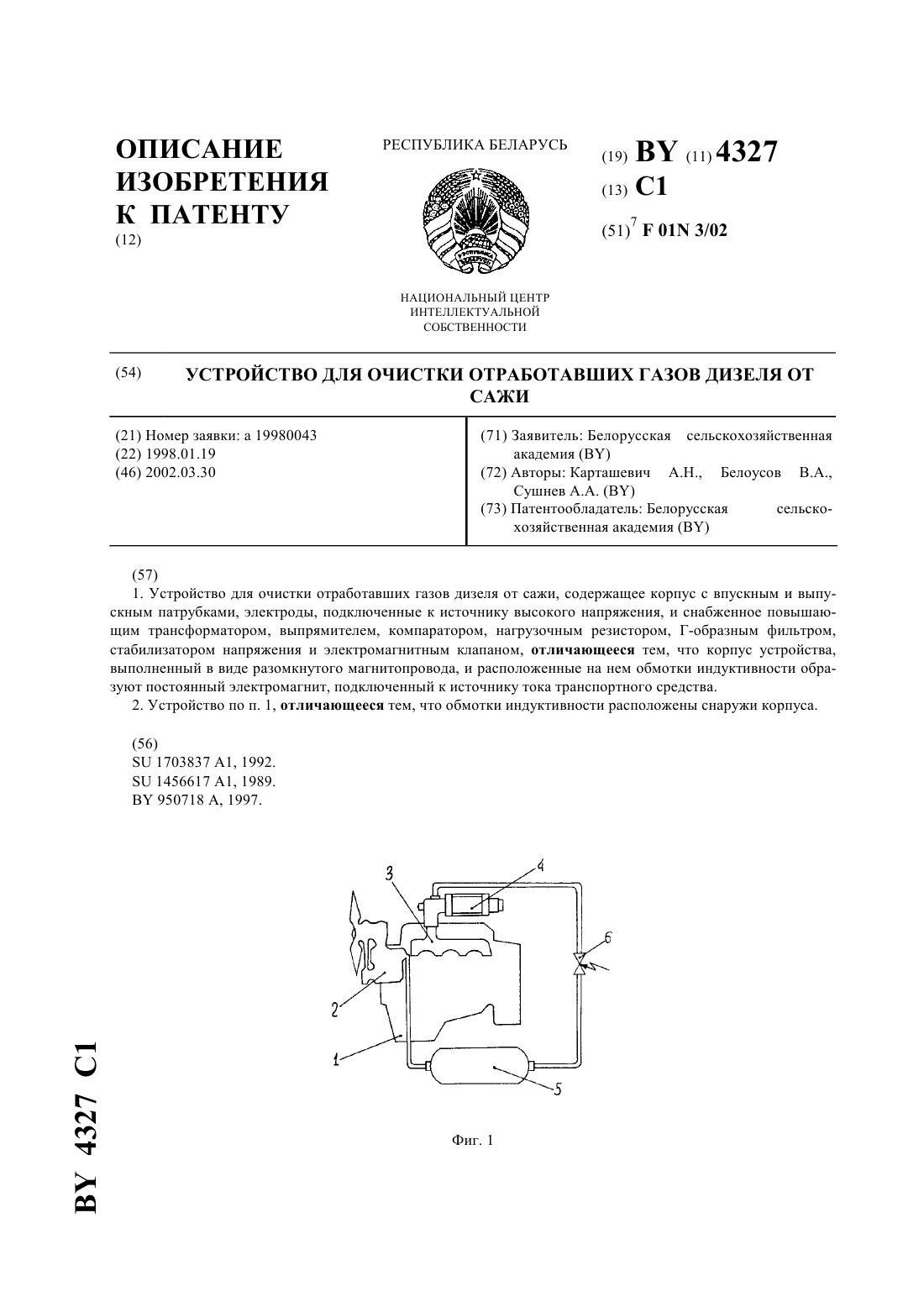
Номер патента: 4327
Опубликовано: 30.03.2002
Авторы: Сушнев Александр Александрович, Карташевич Анатолий Николаевич, Белоусов Владимир Анатольевич
МПК: F01N 3/02
Метки: сажи, отработавших, дизеля, очистки, газов, устройство
Текст:
...с обеих сторон ограничена стенками 34 и 22. Внутри камеры располагаются дожигатели сажи, представляющие собой набор тонких пластин, собранных в пакеты 13, 14 и 20, 21. Пластины каждого пакета крепятся на стержнях 18 при помощи гаек и металлических втулок 19, обеспечивающих надежный контакт между пластинами в каждом пакете. Стержни 18 с пластинами крепятся к крышкам 9 и 10 при помощи гаек и керамических втулок 17 и 24, в результате чего все...
Устройство для очистки отработавших газов дизельных двигателей от сажи
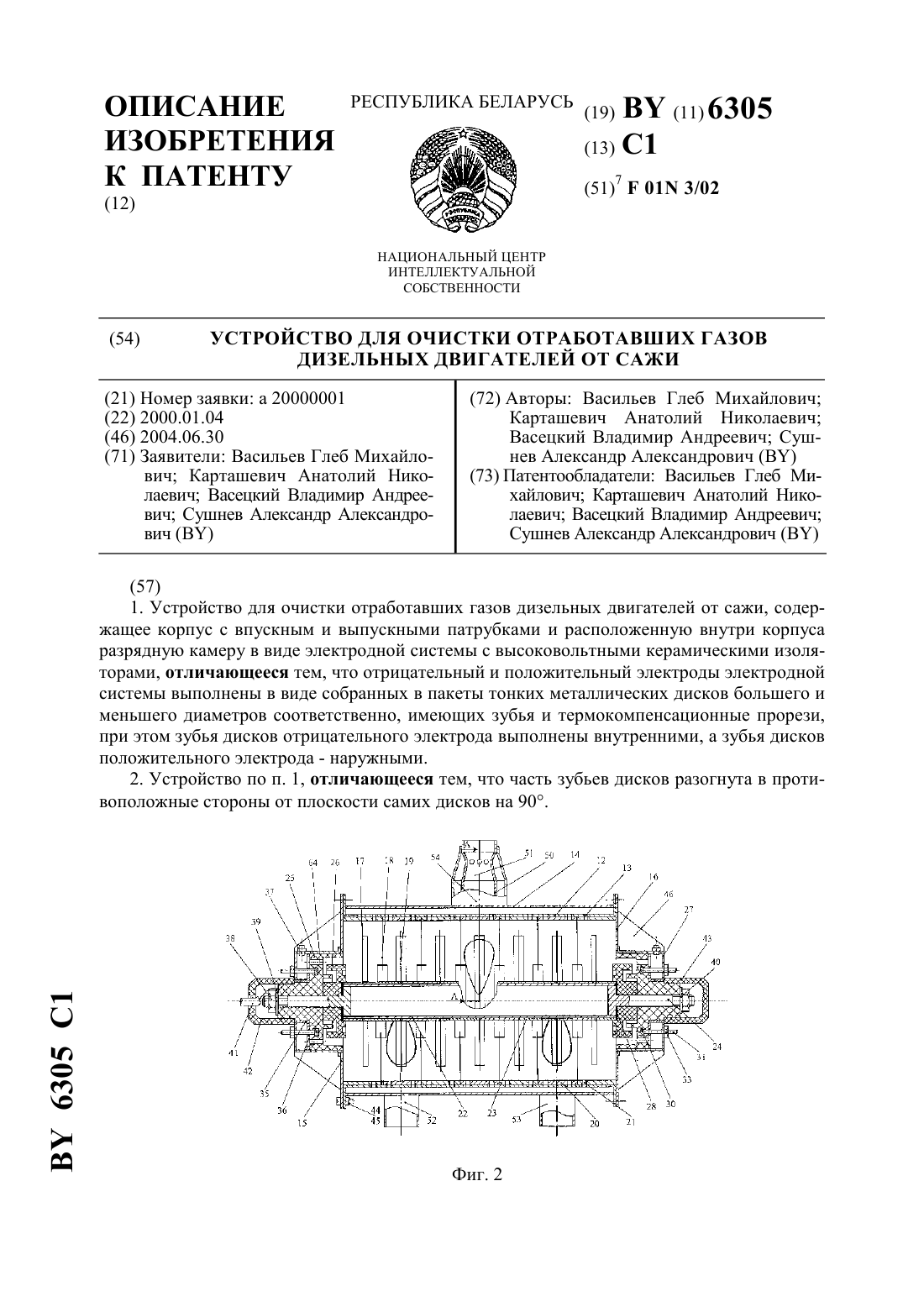
Номер патента: 6305
Опубликовано: 30.06.2004
Авторы: Сушнев Александр Александрович, Карташевич Анатолий Николаевич, Васецкий Владимир Андреевич, Васильев Глеб Михайлович
МПК: F01N 3/02
Метки: отработавших, сажи, газов, дизельных, двигателей, очистки, устройство
Текст:
...по поверхности изоляторов во-вторых, в лабиринтный зазор каждого сборного изолятора, в процессе работы устройства, подается сжатый воздух, обеспечивающий защиту изоляторов от осаждения на их поверхности частиц сажи. Конструкцией устройства также может быть предусмотрена подача сжатого воздуха непосредственно на изоляторы, через наклонные отверстия стаканов, установленных на крышках корпуса в-третьих, в наружной части каждого сборного...
Предыдущий патент: Способ моделирования острого окклюзирующего тромбоза артерий конечности у животного
Следующий патент: Убирающий модуль сельскохозяйственной машины
Случайный патент: Картофелекопатель с битерным барабаном