Способ изготовления диода Шоттки
Номер патента: 10443
Опубликовано: 30.04.2008
Авторы: Ануфриев Дмитрий Леонидович, Голубев Николай Федорович, Соловьев Ярослав Александрович, Турцевич Аркадий Степанович, Кузик Сергей Владимирович
Текст
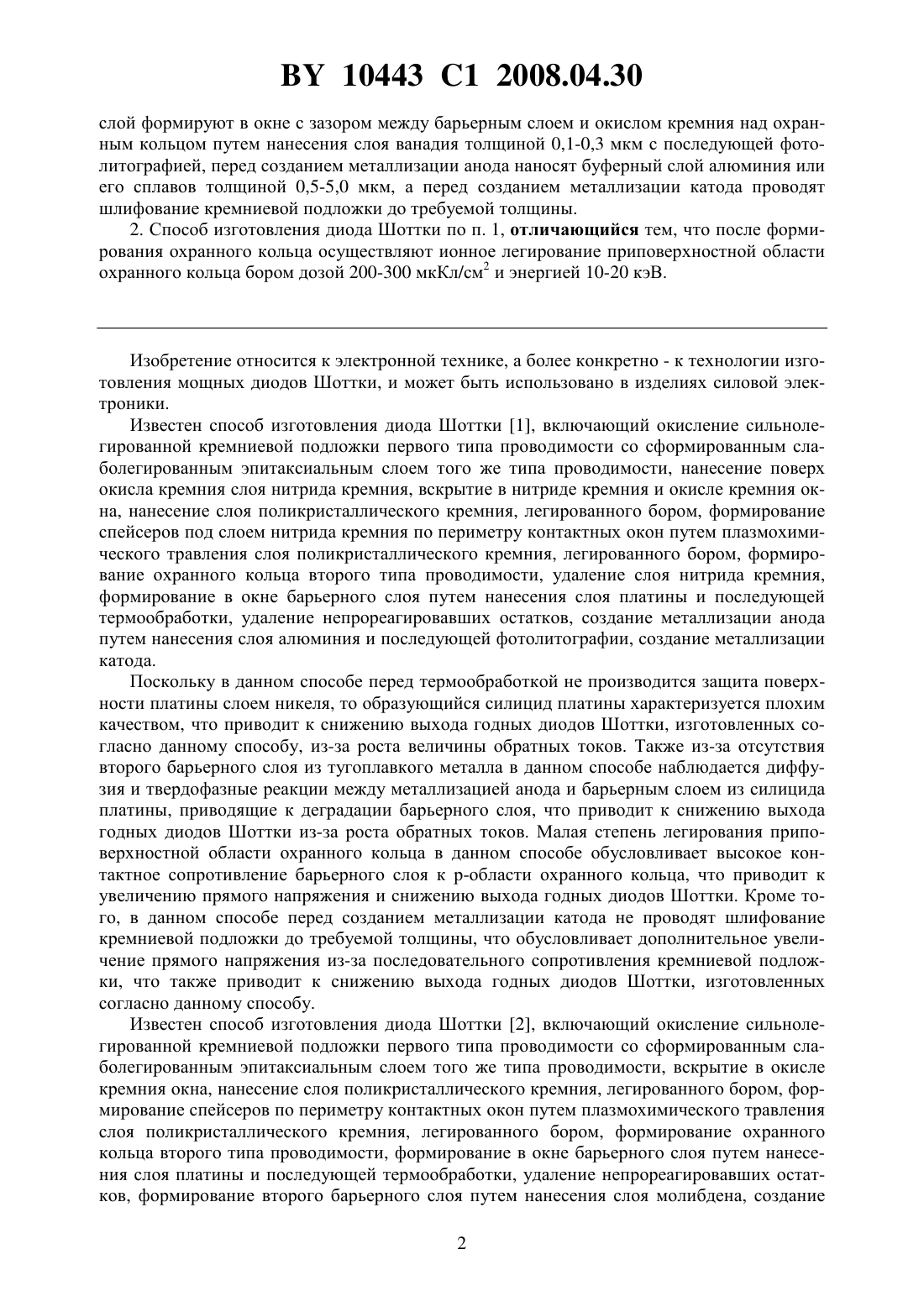
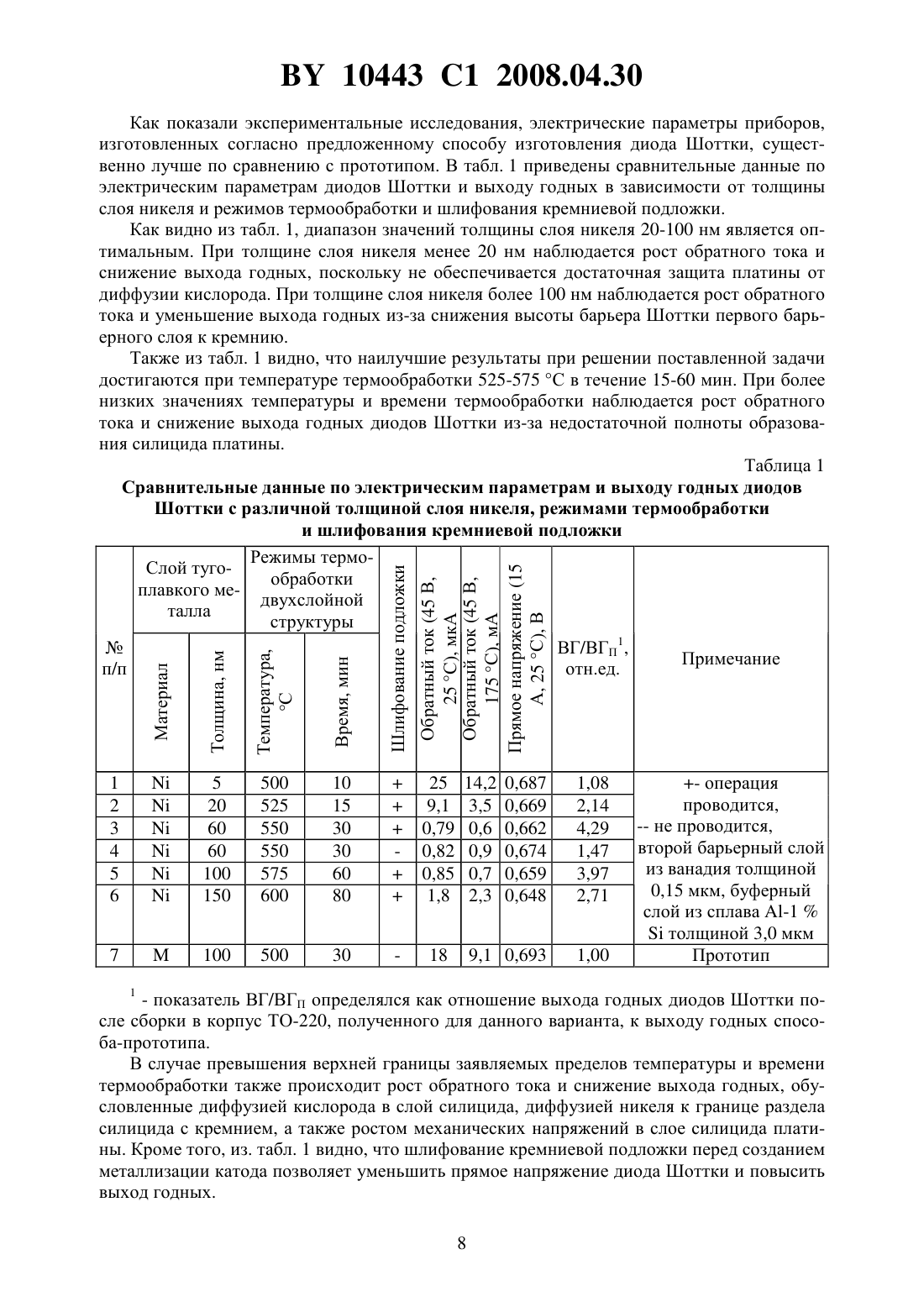
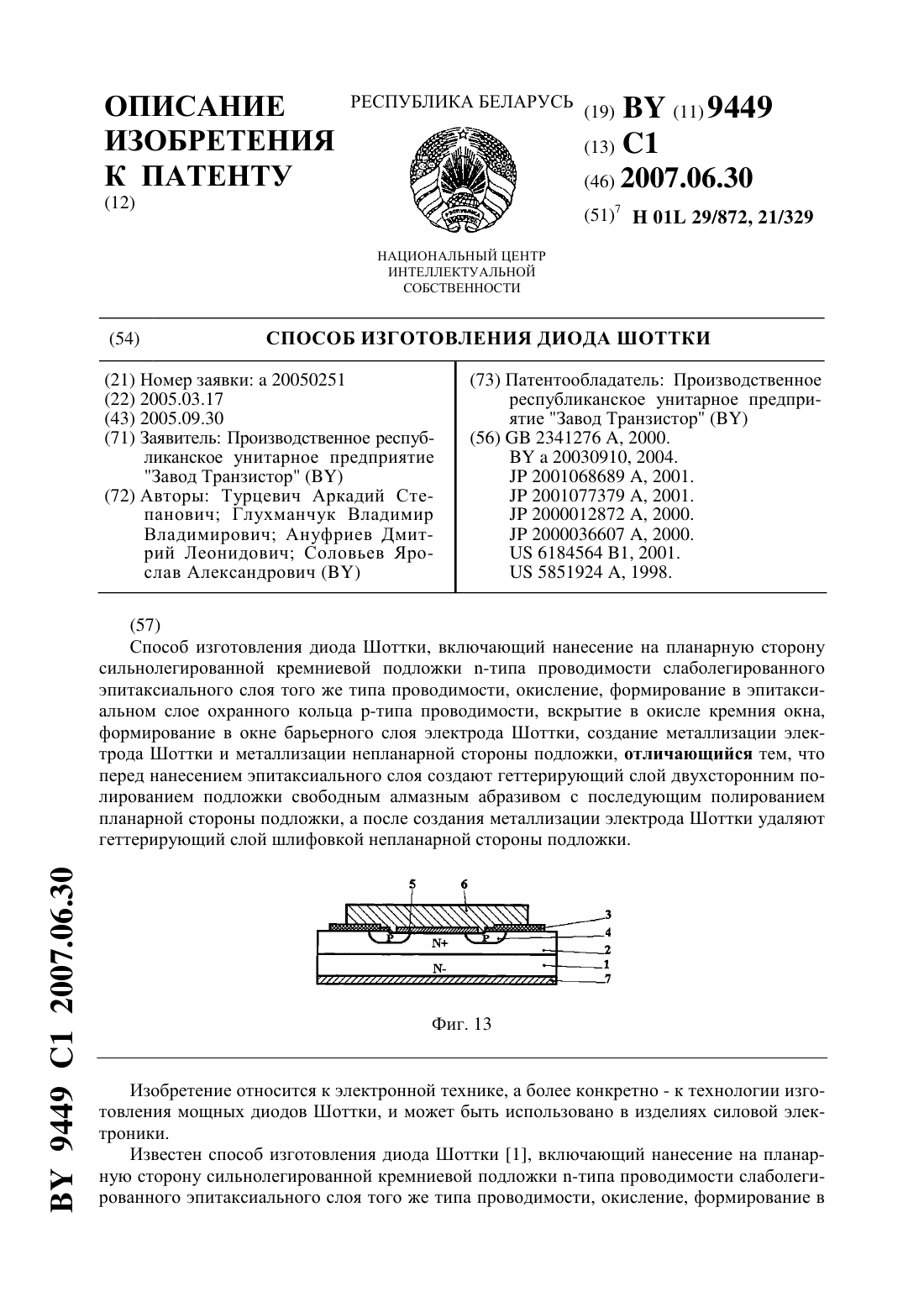
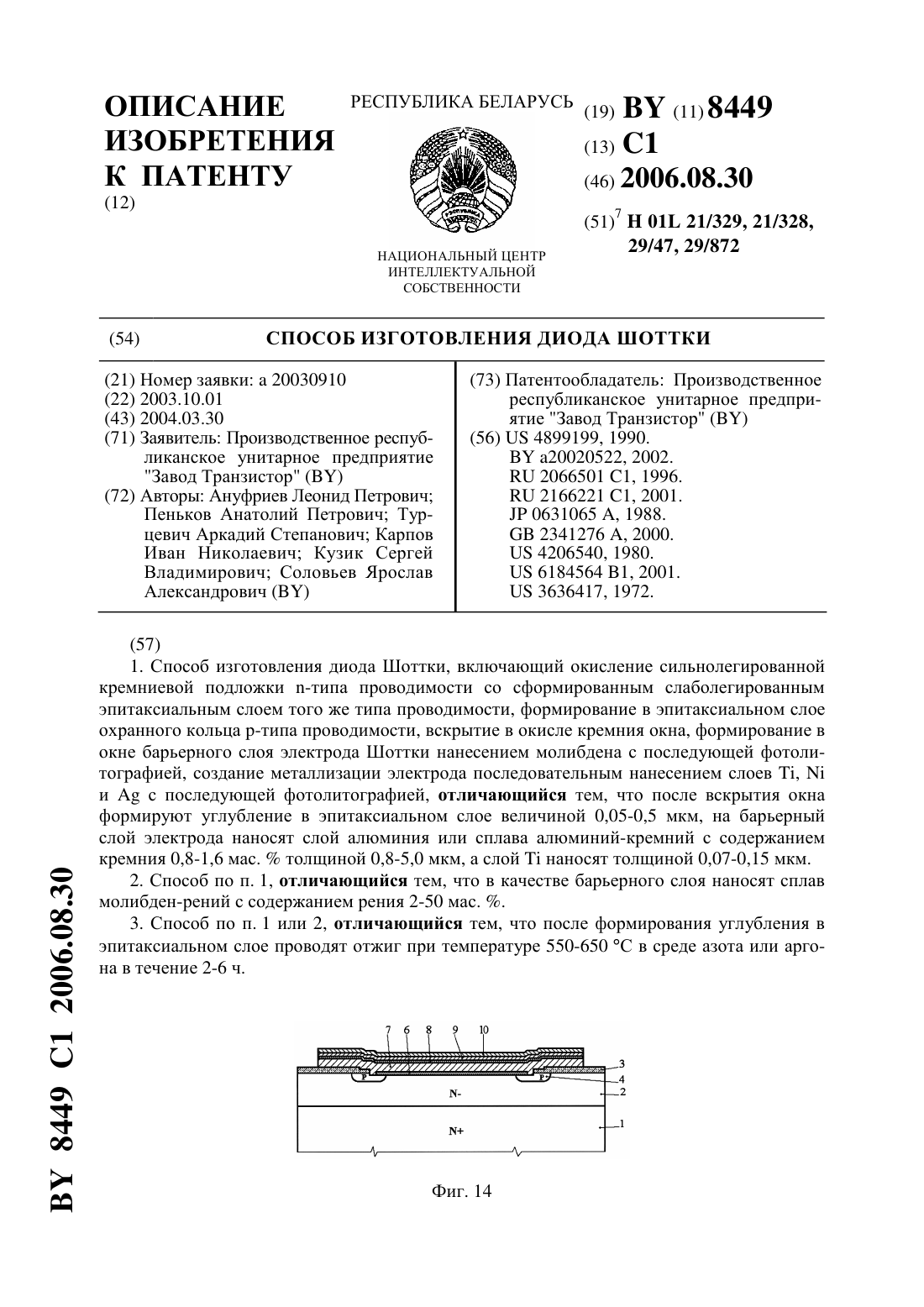
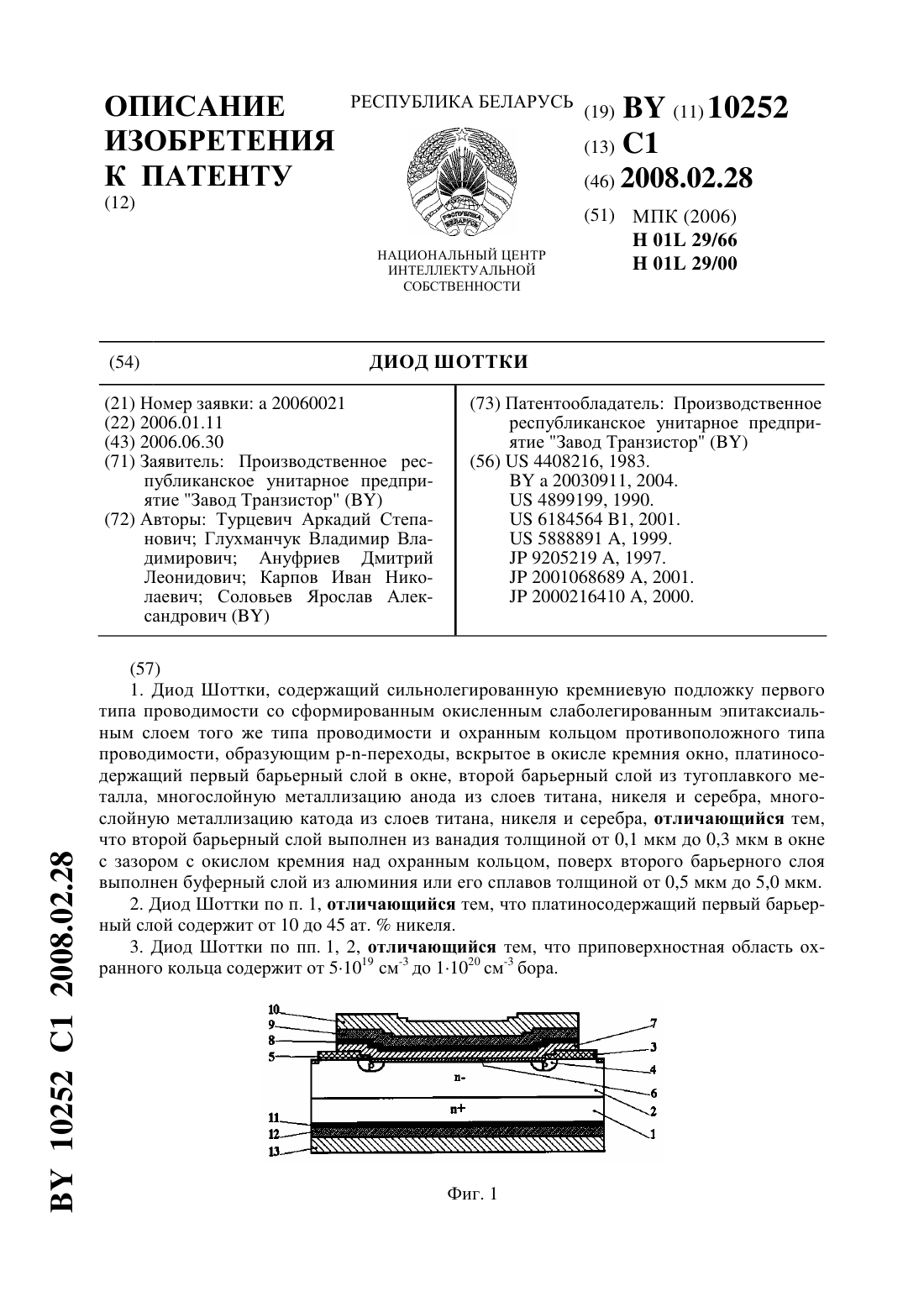
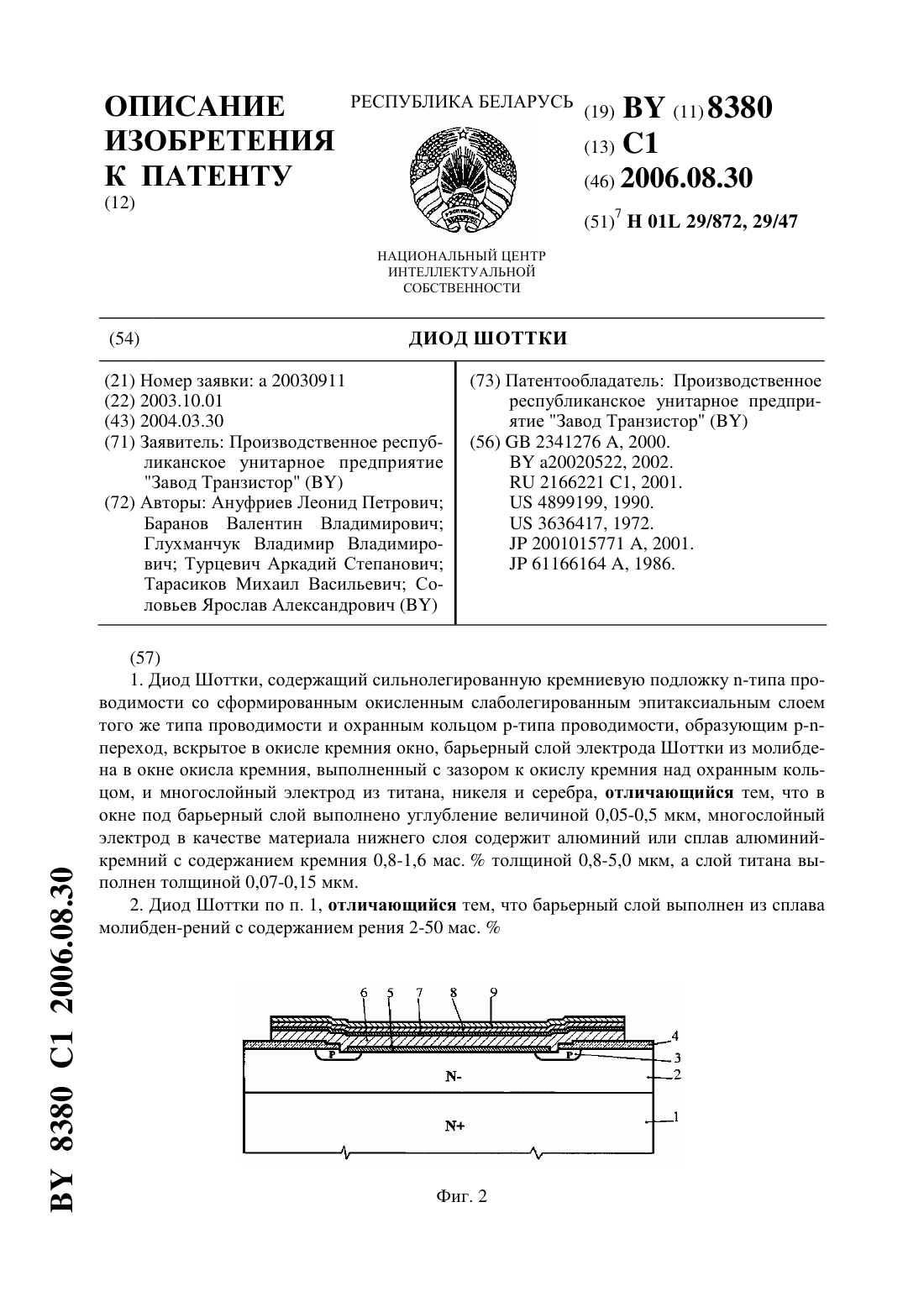
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДИОДА ШОТТКИ(71) Заявитель Производственное республиканское унитарное предприятие Завод Транзистор(72) Авторы Турцевич Аркадий Степанович Голубев Николай Федорович Ануфриев Дмитрий Леонидович Кузик Сергей Владимирович Соловьев Ярослав Александрович(73) Патентообладатель Производственное республиканское унитарное предприятие Завод Транзистор(57) 1. Способ изготовления диода Шоттки, включающий окисление сильнолегированной кремниевой подложки первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, формирование в эпитаксиальном слое охранного кольца второго типа проводимости, вскрытие в окисле кремния окна,формирование в окне первого барьерного слоя путем нанесения слоя платины и слоя тугоплавкого металла с последующей термообработкой в инертной или восстановительной среде и удаления непрореагировавших остатков, формирование второго барьерного слоя путем нанесения тугоплавкого металла, создание металлизации анода последовательным нанесением слоев титана, никеля и серебра с последующей фотолитографией, создание металлизации катода последовательным нанесением слоев титана, никеля и серебра, отличающийся тем, что в качестве слоя тугоплавкого металла первого барьерного слоя наносят слой никеля толщиной 20-100 нм, а термообработку двухслойной структуры платина - никель проводят при температуре 525-575 С в течение 15-60 мин, второй барьерный 10443 1 2008.04.30 слой формируют в окне с зазором между барьерным слоем и окислом кремния над охранным кольцом путем нанесения слоя ванадия толщиной 0,1-0,3 мкм с последующей фотолитографией, перед созданием металлизации анода наносят буферный слой алюминия или его сплавов толщиной 0,5-5,0 мкм, а перед созданием металлизации катода проводят шлифование кремниевой подложки до требуемой толщины. 2. Способ изготовления диода Шоттки по п. 1, отличающийся тем, что после формирования охранного кольца осуществляют ионное легирование приповерхностной области охранного кольца бором дозой 200-300 мкКл/см 2 и энергией 10-20 кэВ. Изобретение относится к электронной технике, а более конкретно - к технологии изготовления мощных диодов Шоттки, и может быть использовано в изделиях силовой электроники. Известен способ изготовления диода Шоттки 1, включающий окисление сильнолегированной кремниевой подложки первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, нанесение поверх окисла кремния слоя нитрида кремния, вскрытие в нитриде кремния и окисле кремния окна, нанесение слоя поликристаллического кремния, легированного бором, формирование спейсеров под слоем нитрида кремния по периметру контактных окон путем плазмохимического травления слоя поликристаллического кремния, легированного бором, формирование охранного кольца второго типа проводимости, удаление слоя нитрида кремния,формирование в окне барьерного слоя путем нанесения слоя платины и последующей термообработки, удаление непрореагировавших остатков, создание металлизации анода путем нанесения слоя алюминия и последующей фотолитографии, создание металлизации катода. Поскольку в данном способе перед термообработкой не производится защита поверхности платины слоем никеля, то образующийся силицид платины характеризуется плохим качеством, что приводит к снижению выхода годных диодов Шоттки, изготовленных согласно данному способу, из-за роста величины обратных токов. Также из-за отсутствия второго барьерного слоя из тугоплавкого металла в данном способе наблюдается диффузия и твердофазные реакции между металлизацией анода и барьерным слоем из силицида платины, приводящие к деградации барьерного слоя, что приводит к снижению выхода годных диодов Шоттки из-за роста обратных токов. Малая степень легирования приповерхностной области охранного кольца в данном способе обусловливает высокое контактное сопротивление барьерного слоя к р-области охранного кольца, что приводит к увеличению прямого напряжения и снижению выхода годных диодов Шоттки. Кроме того, в данном способе перед созданием металлизации катода не проводят шлифование кремниевой подложки до требуемой толщины, что обусловливает дополнительное увеличение прямого напряжения из-за последовательного сопротивления кремниевой подложки, что также приводит к снижению выхода годных диодов Шоттки, изготовленных согласно данному способу. Известен способ изготовления диода Шоттки 2, включающий окисление сильнолегированной кремниевой подложки первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, вскрытие в окисле кремния окна, нанесение слоя поликристаллического кремния, легированного бором, формирование спейсеров по периметру контактных окон путем плазмохимического травления слоя поликристаллического кремния, легированного бором, формирование охранного кольца второго типа проводимости, формирование в окне барьерного слоя путем нанесения слоя платины и последующей термообработки, удаление непрореагировавших остатков, формирование второго барьерного слоя путем нанесения слоя молибдена, создание 2 10443 1 2008.04.30 металлизации анода путем нанесения слоя алюминия и последующей фотолитографии,создание металлизации катода. Благодаря наличию второго барьерного слоя из молибдена в данном способе предотвращается диффузия и твердофазные реакции между металлизацией анода и первым барьерным слоем из силицида платины. Однако в данном способе перед термообработкой также не обеспечивается защита поверхности платины слоем никеля, поэтому и в данном способе образующийся силицид платины характеризуется плохим качеством, что приводит к снижению выхода годных диодов Шоттки, изготовленных согласно данному способу, из-за роста величины обратных токов. Кроме того, в данном способе наносят второй барьерный слой из молибдена, который характеризуется плохой адгезией к окислу кремния. Это обусловливает отслоение второго барьерного слоя от окисла кремния, что означает деградацию полевой обкладки и приводит к снижению выхода годных диодов Шоттки, изготовленных согласно данному способу, из-за роста величины обратных токов. Также в данном способе малая степень легирования приповерхностной области охранного кольца также обусловливает высокое контактное сопротивление барьерного слоя к р-области охранного кольца, что приводит к увеличению прямого напряжения и снижению выхода годных диодов Шоттки. Кроме того, в данном способе перед созданием металлизации катода также не проводят шлифование кремниевой подложки до требуемой толщины, что обусловливает дополнительное увеличение прямого напряжения на последовательном сопротивлении кремниевой подложки и приводит к снижению выхода годных диодов Шоттки, изготовленных согласно данному способу. Наиболее близким к предлагаемому техническим решением является способ изготовления диода Шоттки 3, включающий окисление сильнолегированной кремниевой подложки первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, формирование в эпитаксиальном слое охранного кольца второго типа проводимости, вскрытие в окисле кремния окна, формирование в окне первого барьерного слоя путем нанесения слоя платины и слоя тугоплавкого металла с последующей термообработкой в инертной или восстановительной среде и удаления непрореагировавших остатков, формирование второго барьерного слоя путем нанесения слоя тугоплавкого металла, создание металлизации анода последовательным нанесением слоев титана, никеля и серебра с последующей фотолитографией, создание металлизации катода последовательным нанесением титана, никеля и серебра. Увеличение степени легирования приповерхностной области охранного кольца несколько уменьшает контактное сопротивление первого барьерного слоя к р-области охранного кольца. Однако в данном способе перед термообработкой производится защита поверхности платины слоем молибдена, поэтому в данном способе образующийся силицид платины также характеризуется плохим качеством из-за большой величины механических напряжений на границе силицид платины - молибден, что приводит к снижению выхода годных диодов Шоттки, изготовленных согласно способу-прототипу, из-за роста величины обратных токов. Кроме того, в данном способе производят формирование второго барьерного слоя не только в пределах контактного окна, но и на поверхности окисла кремния. Поскольку молибден характеризуется плохой адгезией к окислу кремния, то в способе-прототипе происходит деградация полевой обкладки из-за отслоения второго барьерного слоя от окисла кремния, что приводит к снижению выхода годных диодов Шоттки, изготовленных согласно данному способу, из-за роста величины обратных токов. Далее, в способе - прототипе слой титана металлизации анода наносится непосредственно на второй барьерный слой молибдена, что приводит к появлению значительных механических напряжений, сосредоточенных на границе титан - молибден и приводящих к отслаиванию металлизации анода и снижению выхода годных диодов Шоттки. Несмотря на увеличение степени легирования приповерхностной области охранного кольца, данный способ все равно характеризуется высоким контактным сопротивлением барьерного слоя 3 10443 1 2008.04.30 к р-области охранного кольца, что приводит к увеличению прямого напряжения и снижению выхода годных диодов Шоттки. Перед созданием металлизации катода в данном способе также не проводят шлифование кремниевой подложки до требуемой толщины, что обусловливает дополнительное увеличение прямого напряжения на последовательном сопротивлении кремниевой подложки, приводящее к снижению выхода годных диодов Шоттки, изготовленных согласно данному способу. В основу изобретения положена задача повышения выхода годных диодов Шоттки,уменьшения обратных токов и прямого напряжения. Сущность изобретения заключается в том, что в способе изготовления диода Шоттки,включающем окисление сильнолегированной кремниевой подложки первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем того же типа проводимости, формирование в эпитаксиальном слое охранного кольца второго типа проводимости, вскрытие в окисле кремния окна, формирование в окне первого барьерного слоя путем нанесения слоя платины и слоя тугоплавкого металла с последующей термообработкой в инертной или восстановительной среде и удаления непрореагировавших остатков, формирование второго барьерного слоя путем нанесения тугоплавкого металла,создание металлизации анода последовательным нанесением слоев титана, никеля и серебра с последующей фотолитографией, создание металлизации катода последовательным нанесением слоев титана, никеля и серебра, в качестве слоя тугоплавкого металла первого барьерного слоя наносят слой никеля толщиной 20-100 нм, а термообработку двухслойной структуры платина - никель проводят при температуре 525-575 С в течение 15-60 минут,второй барьерный слой формируют в окне с зазором между барьерным слоем и окислом кремния над охранным кольцом путем нанесения слоя ванадия толщиной 0,1-0,3 мкм с последующей фотолитографией, перед созданием металлизации анода наносят буферный слой алюминия или его сплавов толщиной 0,5-5,0 мкм, а перед созданием металлизации катода проводят шлифование кремниевой подложки до требуемой толщины, после формирования охранного кольца осуществляют ионное легирование приповерхностной области охранного кольца бором дозой 200-300 мкКл/см 2 и энергией 10-20 кэВ. Сопоставительный анализ предлагаемого изобретения с прототипом показал, что заявляемый способ отличается от известного тем, что в качестве слоя тугоплавкого металла первого барьерного слоя наносят слой никеля толщиной 20-100 нм, а термообработку двухслойной структуры платина-никель проводят при температуре 525-575 С в течение 15-60 минут, второй барьерный слой формируют в окне с зазором между барьерным слоем и окислом кремния над охранным кольцом путем нанесения слоя ванадия толщиной 0,1-0,3 мкм с последующей фотолитографией, перед созданием металлизации анода наносят буферный слой алюминия или его сплавов толщиной 0,5-5,0 мкм, а перед созданием металлизации катода проводят шлифование кремниевой подложки до требуемой толщины,после формирования охранного кольца осуществляют ионное легирование приповерхностной области охранного кольца бором дозой 200-300 мкКл/см 2 и энергией 10-20 кэВ. Использование идентичной или сходной последовательности действий для решаемой задачи не обнаружено. Решение поставленной задачи объясняется следующим образом. При формировании силицида платины твердофазной реакцией барьерного слоя платины с кремниевой подложкой при термическом воздействии процесс силицидообразования блокируется процессом диффузии кислорода в платину 4. Это приводит к неполному переходу слоя платины в силицид и обусловливает неоднородность свойств барьерного слоя из силицида платины. В способе-прототипе данная проблема решается формированием в окне первого барьерного слоя путем нанесения слоя платины и слоя молибдена и последующей термообработки. Однако молибденовые слои отличаются значительными механическими напряжениями. Кроме того, процесс образования силицида платины твердофазной реакцией при термообработке сопровождается уменьшением объема, а слой молибдена не 4 10443 1 2008.04.30 вступает в твердофазную реакцию с кремнием, поэтому на границе силицид платины молибден концентрируются механические напряжения величиной до 2,0 ГПа. Данной величины достаточно для разрушения первого барьерного слоя из силицида платины или отслаивания слоя молибдена, что приводит к росту обратных токов и снижению выхода годных. Нанесение слоя никеля толщиной 20-100 нм в качестве слоя тугоплавкого металла первого барьерного слоя блокирует процесс диффузии кислорода в слой платины при термообработкедвухслойной структуры платина-никель. Это способствует полноте реакции слоя платины с кремниевой подложкой и обеспечивает формирование барьерного слоя диода Шоттки из силицида платины с однородными свойствами, что, в свою очередь,приводит к снижению обратных токов, улучшению качества диодов Шоттки и повышению выхода годных. Кроме того, слой никеля также вступает в твердофазную реакцию с кремнием и происходит равномерное перемешивание слоев силицида никеля и платины. Это с одной стороны исключает появление больших механических напряжений, а с другой - снижает высоту барьера барьерного слоя к кремнию эпитаксиального слоя на 2040 мВ, что приводит к уменьшению прямого напряжения. При нанесении слоя никеля толщиной менее 20 нм не наблюдается заметного повышения выхода годных, уменьшения обратных токов и прямого напряжения, поскольку толщины слоя никеля недостаточно для блокирования диффузии кислорода в платину при термообработке двухслойной структуры платина-никель и снижения высоты барьера Шоттки. При нанесении слоя никеля толщиной более 100 нм наблюдается рост обратных токов и снижение выхода годных, что обусловлено слишком большим снижением высоты потенциального барьера. Термообработка двухслойной структуры платина - никель при температуре 525-575 С в течение 15-60 минут обеспечивает полноту твердофазной реакции образования силицида платины. При меньших значениях температуры термообработки и времени ее проведения не происходит полного перехода платины в силицид, что приводит к росту обратных токов, ухудшению качества и снижению выхода годных. При температуре термообработки более 575 С и времени термообработки более 60 мин наблюдаются рост обратных токов и снижение выхода годных диодов Шоттки, связанные с диффузией кислорода в слой силицида, диффузией никеля к границе раздела с кремнием, а также ростом механических напряжений в слое силицида платины. Формирование второго барьерного слоя из тугоплавкого металла в окне с зазором между барьерным слоем и окислом кремния над охранным кольцом необходимо для защиты первого барьерного слоя из силицида платины от внешних воздействий. Использование в качестве материала второго барьерного слоя ванадия позволяет обеспечить не только защитные свойства второго барьерного слоя, но также улучшить его адгезию к первому барьерному слою из силицида платины. Кроме того, в пленках ванадия наблюдается меньшая величина механических напряжений по сравнению с молибденом. Поэтому, если второй барьерный слой выполняется из молибдена, то наблюдается его отслаивание от первого барьерного слоя из силицида платины, резкое увеличение обратных токов и снижение выхода годных. Если зазор между вторым барьерным слоем и окислом кремния не выполняется, то второй барьерный слой будет выходить на окисел кремния, где его адгезия ухудшается по сравнению с кремнием или силицидом платины. Это приводит к отслаиванию от окисла кремния второго барьерного слоя и обусловливает рост обратных токов, ухудшение качества диодов Шоттки и снижение выхода годных. Если зазор между вторым барьерным слоем и окислом кремния выходит за пределы охранного кольца, то над активной областью диода Шоттки не будет обеспечиваться защита первого барьерного слоя от внешних воздействий, что приведет к росту обратных токов, ухудшению качества диодов Шоттки и снижению выхода годных. Оптимальным диапазоном толщины второго барьерного слоя из ванадия является 0,1-0,3 мкм. При толщине второго барьерного слоя ванадия менее 0,1 мкм не обеспечивается достаточная защита первого барьерного слоя от внешних воздействий и происходит увеличение обратных токов, ухудшение каче 5 10443 1 2008.04.30 ства диодов Шоттки, снижение выхода годных. При толщине второго барьерного слоя ванадия более 0,3 мкм происходит увеличение в нем механических напряжений, приводящее к росту обратных токов, ухудшению качества и снижению выхода годных. Нанесение относительно толстого буферного слоя алюминия или его сплавов толщиной 0,5-5,0 мкм позволяет повысить качество металлизации анода диода Шоттки за счет улучшения ее адгезии к окислу кремния, а также ко второму барьерному слою. Это происходит благодаря согласованию механических напряжений, сосредотачивающихся на границе раздела со вторым барьерным слоем в слое высокопластичного материала, каковым является алюминий и его сплавы. При толщине слоя алюминия или его сплавов менее 0,5 мкм не достигается значительного улучшения качества металлизации анода диода Шоттки, поскольку толщины буферного слоя недостаточно для согласования механических напряжений, что приводит к снижению выхода годных, росту обратных токов и прямого напряжения. При толщине буферного слоя алюминия или его сплавов более 5,0 мкм дальнейшего повышения выхода годных диодов Шоттки не происходит. Ионное легирование бором приповерхностной области охранного кольца дозой 200300 мкКл/см 2 и энергией 10-20 кэВ обеспечивает поверхностную концентрацию бора в области охранного кольца порядка 1020 см-3 и предназначено для снижения контактного сопротивления первого барьерного слоя к области охранного кольца, что способствует снижению прямого напряжения и повышению выхода годных. Если доза ионного легирования бором приповерхностной области охранных колец составляет менее 200 мкКл, то заметного эффекта не достигается. Если доза ионного легирования бором приповерхностной области охранных колец составляет более 300 мкКл, то не достигается дальнейших улучшений. Диапазон энергий ионного легирования бором 10-20 кэВ также является оптимальным, поскольку при меньших значениях большая часть примеси залегает на поверхности и растворяется в силициде платины после термообработки. При больших значениях энергии глубина залегания примеси увеличивается настолько, что происходит уменьшение напряжения лавинного пробоя - перехода охранного кольца, рост обратных токов и снижение выхода годных диодов Шоттки. Шлифование кремниевой подложки до требуемой толщины перед созданием металлизации катода производится с целью уменьшения последовательного сопротивления, что приводит к увеличению выхода годных диодов Шоттки благодаря снижению прямого напряжения. Если шлифование кремниевой подложки до заданной толщины производится на более ранних стадиях формирования твердотельной структуры диода Шоттки, то происходит снижение выхода годных из-за боя кремниевых подложек при формировании структуры диода Шоттки. Если шлифование кремниевой подложки до заданной толщины перед созданием металлизации катода не производить, то происходит снижение выхода годных диодов Шоттки из-за увеличения прямого напряжения. Сущность изобретения поясняется на фиг. 1-14, где на фиг. 1 показана структура диода Шоттки, изготовленного по способу-прототипу, включающему окисление сильнолегированной кремниевой подложки (1) первого типа проводимости со сформированным слаболегированным эпитаксиальным слоем второго типа проводимости (2), формирование в эпитаксиальном слое охранного кольца второго типа проводимости (4), вскрытие в окисле кремния (3) окна (5), формирование в окне первого барьерного слоя (6) путем нанесения слоя платины и слоя тугоплавкого металла и последующей термообработки и удаления непрореагировавших остатков, формирование второго барьерного слоя (7) путем нанесения тугоплавкого металла, создание металлизации анода последовательным нанесением слоев титана (8), никеля (9) и серебра (10) с последующей фотолитографией, создание металлизации катода последовательным нанесением слоев титана (11), никеля (12) и серебра (13), а на фиг. 2-14 показаны этапы изготовления структуры диода Шоттки согласно заявляемому способу, на фиг. 2 показана исходная сильнолегированная кремниевая подложка первого типа проводимости (1) со сформированным слаболегированным эпи 6 10443 1 2008.04.30 таксиальным слоем (2) того же типа проводимости, на фиг. 3 - структура после окисления,на фиг. 4 - после фотолитографии, на фиг. 5 - после формирования в эпитаксиальном слое(2) охранного кольца (4) второго типа проводимости, на фиг. 6 - после ионного легирования бором приповерхностной области охранного кольца (5), на фиг. 7 - после вскрытия в окисле кремния контактных окон (6), на фиг. 8 - после нанесения слоев платины (7) и никеля (8), на фиг. 9 - после формирования слоя силицида платины (9) путем термообработки двухслойной структуры платина (7) - никель (8), на фиг. 10 - после удаления непрореагировавших остатков, на фиг. 11 - после формирования второго барьерного слоя(10) в контактном окне (6) с зазором между барьерным слоем (10) и окислом кремния (3) над охранным кольцом (4), нанесением слоя ванадия с последующей фотолитографией, на фиг. 12 - после нанесения буферного слоя алюминия или его сплавов (11) и последовательного нанесения слоев титана (12), никеля (13) и серебра (14), на фиг. 13 - после создания металлизации анода фотолитографией, на фиг. 14 - после шлифования кремниевой подложки до требуемой толщины и создания металлизации катода нанесением слоев титан (15), никель (16), серебро (17). Предложенный способ формирования структуры, изображенной на фиг. 14, используется для изготовления диодов Шоттки с пробивными напряжениями от 20 до 200 В. В качестве примера показано его применение для изготовления диода Шоттки 1045. Исходная подложка монокристаллического кремния (1), легированного мышьяком, с удельным сопротивлением 0,003 Омсм, ориентацией (111), толщиной 440-480 мкм со сформированным слаболегированным фосфором эпитаксиальным слоем (2) толщиной 4,55,5 мкм и удельным сопротивлением 0,55-0,65 Омсм (фиг. 2) окисляется в диффузионной системе Оксид 3 ПО при температуре 950 С до толщины окисла кремния (3) 0,350,41 мкм (фиг. 3). Стандартным методом фотолитографии производится вскрытие окна в окисле кремния (3) для формирования охранного кольца (фиг. 4). Проводится ионная имплантация бора дозой 9 мкКл/см 2 при ускоряющем напряжении 60 кВ. Производится отжиг структуры в диффузионной печи СДОМ 3/100 при температуре 1050 С в среде кислорода до получения охранного кольца (4) глубиной 1,1 мкм с поверхностным сопротивлением 1000 Ом/кв. и толщиной окисла кремния 0,43 мкм (фиг. 5). Проводится травление окисла кремния (3) над охранным кольцом (4) до остаточной толщины 475 , ионное легирование бором и отжиг структуры в диффузионной печи СДОМ 3/100 при температуре 1000 С в течение 30 минут в среде азота, в результате чего происходит легирование приповерхностной области охранного кольца (5) (фиг. 6). Затем фотолитографией вскрывается окно (6) в окисле кремния (3) (фиг. 7). После химической обработки пластин в горячих растворах 24222, 2242 на установке вакуумного напыления -603 наносятся слои платины (7) и никеля (8) (фиг. 8). Далее производится термообработка полученной структуры в диффузионной печи СДОМ 3/100 в инертной среде, в результате чего в окне формируется первый барьерный слой силицида платины (9) (фиг. 9). Удаляются непрореагировавшие остатки платины и никеля (фиг. 10). Путем вакуумного напыления на установке Оратория 29 или Магна 2 М и последующей фотолитографии формируется второй барьерный слой ванадия (10) (фиг. 11). Затем на установке вакуумного напыления Оратория 29 наносится слой алюминия или его сплавов (11), а на установке вакуумного напыления Магна 2 М наносится металлизация анода титан (12) - никель (никель-ванадий) (13) - серебро (14) (фиг. 12). Формирование металлизации анода заканчивается фотолитографией (фиг. 13). Далее после защиты планарной стороны липкой лентой производится шлифование обратной стороны подложки(1) до толщины 300 мкм алмазными кругами на установке-83/Н с последующим снятием липкой ленты и производится создание металлизации катода последовательным нанесением слоев титана (15), никеля (никель-ванадия) (16) и серебра (17) на установке Магна 2 М. После формирования активной структуры диода Шоттки и функционального контроля производилась сборка кристаллов в корпус ТО-220. 7 Обратный ток (45 В,25 С), мкА Обратный ток (45 В,175 С), мА Прямое напряжение (15 А, 25 С), В Как показали экспериментальные исследования, электрические параметры приборов,изготовленных согласно предложенному способу изготовления диода Шоттки, существенно лучше по сравнению с прототипом. В табл. 1 приведены сравнительные данные по электрическим параметрам диодов Шоттки и выходу годных в зависимости от толщины слоя никеля и режимов термообработки и шлифования кремниевой подложки. Как видно из табл. 1, диапазон значений толщины слоя никеля 20-100 нм является оптимальным. При толщине слоя никеля менее 20 нм наблюдается рост обратного тока и снижение выхода годных, поскольку не обеспечивается достаточная защита платины от диффузии кислорода. При толщине слоя никеля более 100 нм наблюдается рост обратного тока и уменьшение выхода годных из-за снижения высоты барьера Шоттки первого барьерного слоя к кремнию. Также из табл. 1 видно, что наилучшие результаты при решении поставленной задачи достигаются при температуре термообработки 525-575 С в течение 15-60 мин. При более низких значениях температуры и времени термообработки наблюдается рост обратного тока и снижение выхода годных диодов Шоттки из-за недостаточной полноты образования силицида платины. Таблица 1 Сравнительные данные по электрическим параметрам и выходу годных диодов Шоттки с различной толщиной слоя никеля, режимами термообработки и шлифования кремниевой подложки Режимы термоСлой тугообработки плавкого медвухслойной талла структуры- операция проводится, не проводится,второй барьерный слой из ванадия толщиной 0,15 мкм, буферный слой из сплава -1 толщиной 3,0 мкм Прототип- показатель ВГ/ВГП определялся как отношение выхода годных диодов Шоттки после сборки в корпус ТО-220, полученного для данного варианта, к выходу годных способа-прототипа. В случае превышения верхней границы заявляемых пределов температуры и времени термообработки также происходит рост обратного тока и снижение выхода годных, обусловленные диффузией кислорода в слой силицида, диффузией никеля к границе раздела силицида с кремнием, а также ростом механических напряжений в слое силицида платины. Кроме того, из. табл. 1 видно, что шлифование кремниевой подложки перед созданием металлизации катода позволяет уменьшить прямое напряжение диода Шоттки и повысить выход годных. 8(60 нм) 0,660 4,22 550 С,0,663 4,26 30 мин,0,668 3,90 шлифование 0,671 1,56 0,667 2,05 кремниевой подложки до толщины 0 300 мкм 7,2 В окне и на окисле 3,0 кремния В окне с зазором 3,0 над охранным кольцом и контактом Шоттки В табл. 2 приведены сравнительные данные по электрическим параметрам и выходу годных диодов Шоттки в зависимости от толщины и расположения второго барьерного слоя, а также в зависимости от материала и толщины буферного слоя. Таблица 2 Сравнительные данные по электрическим параметрам и выходу годных диодов Шоттки в зависимости от расположения и толщины второго барьерного слоя,материала и толщины буферного слоя Второй барьерный слой Буферный слой Как видно из табл. 2, наилучшие результаты при решении поставленной задачи достигаются при формировании второго барьерного слоя из ванадия толщиной 0,1-0,3 мкм в окне с зазором между барьерным слоем и окислом кремния над охранным кольцом. Также из табл. 2 видно, что оптимальный диапазон толщин буферного слоя 0,5-5,0 мкм. Кроме того, из табл. 2 следует, что нет принципиальной разницы между использованием в качестве материала буферного слоя алюминия или его сплавов. В табл. 3 представлены сравнительные данные по электрическим параметрам и выходу годных диодов Шоттки в зависимости от режимов ионного легирования бором приповерхностной области охранных колец. Таблица 3 Сравнительные данные по электрическим параметрам и выходу годных диодов Шоттки в зависимости от режимов ионного легирования бором приповерхностной области охранных колец Режимы ионного легированияДоза,Энергия,Примечание 2 п/п мкКл/см кэВ термообработка двухслойной структуры - (60 нм) 550 С,3 мин, шлифование кремниевой подложки до толщины 300 мкм,второй барьерный слой из ванадия толщиной 0,15 мкм, буферный слой из сплава -1 толщиной 3,0 мкм Как видно из табл. 3, наилучшие результаты при решении поставленной задачи достигаются в диапазоне доз ионного легирования бором 200-300 мкКл/см 2 при энергии ионов 10-20 кэВ. Анализ табл. 1-3 показывает, что предлагаемый способ изготовления диода Шоттки в сравнении с прототипом позволяет уменьшить обратный ток диода Шоттки более чем в 1,9-23,6 раза, уменьшить прямое напряжение диода Шоттки в 1,03-1,05 раза и увеличить выход годных диодов Шоттки в 2,14-4,35 раза. Таким образом, предлагаемый способ изготовления диода Шоттки по сравнению с прототипом позволяет решить задачу повышения выхода годных диодов Шоттки, уменьшения обратных токов и прямого напряжения. Источники информации 1. Патент 4414737, МПК 01 21/225, 1983. 2. Патент 4796069, МПК 01 29/48, 1989. 3. Патент 4408216, МПК 01 29/48, 1983. 4. - , . , .- , . , ,., .// . . . - . 133. -6. - 1986. - . 1256-1260. Фиг. 13 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 11
МПК / Метки
МПК: H01L 21/02, H01L 29/66
Метки: изготовления, диода, шоттки, способ
Код ссылки
<a href="https://by.patents.su/11-10443-sposob-izgotovleniya-dioda-shottki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления диода Шоттки</a>
Способ изготовления диода Шоттки
Номер патента: 9449
Опубликовано: 30.06.2007
Авторы: Соловьев Ярослав Александрович, Турцевич Аркадий Степанович, Ануфриев Дмитрий Леонидович, Глухманчук Владимир Владимирович
МПК: H01L 21/329, H01L 29/872
Метки: изготовления, шоттки, способ, диода
Текст:
...дислокаций кристаллической структуры с поверхностной плотностью порядка 108 см-2. Такая поверхность является эффективным геттерирующим слоем, оттягивающим на себя металлические примеси из объема кремниевой подложки во время высокотемпературных обработок. Последующее полирование планарной стороны подложки приводит к удалению геттерирующего слоя только с планарной стороны, что обусловливает низкую плотность дефектов кристаллической структуры в...
Способ изготовления диода Шоттки
Номер патента: 8449
Опубликовано: 30.08.2006
Авторы: Кузик Сергей Владимирович, Соловьев Ярослав Александрович, Ануфриев Леонид Петрович, Карпов Иван Николаевич, Турцевич Аркадий Степанович, Пеньков Анатолий Петрович
МПК: H01L 21/329, H01L 29/47, H01L 21/328...
Метки: способ, изготовления, диода, шоттки
Текст:
...адгезионным и служит для улучшения адгезии между никелем и алюминием или сплавом алюминий-кремний, во-вторых,4 8449 1 2006.08.30 структура - стойка к электромиграции и шипообразованию из-за образования интерметаллического соединения 3. Толщина слоя титана 0,07-0,15 мкм выбирается как из приведенных выше соображений, так и из условия минимизации механических напряжений в многослойной структуре /////. Сущность изобретения поясняется фиг....
Диод Шоттки
Номер патента: 10252
Опубликовано: 28.02.2008
Авторы: Турцевич Аркадий Степанович, Глухманчук Владимир Владимирович, Ануфриев Дмитрий Леонидович, Соловьев Ярослав Александрович, Карпов Иван Николаевич
МПК: H01L 29/66, H01L 29/00
Текст:
...счет уменьшения механических напряжений в первом барьерном слое, величина которых может превышать 1 ГПа. Никель также блокирует диффузию кислорода в силицид платины и обеспечивает формирование платиносодержащего первого барьерного слоя диода Шоттки с однородными свойствами, что, в свою очередь, приводит к снижению обратных токов, улучшению качества диодов Шоттки и повышению выхода годных. Кроме того, никель снижает высоту барьера барьерного...
Диод Шоттки
Номер патента: 8380
Опубликовано: 30.08.2006
Авторы: Глухманчук Владимир Владимирович, Баранов Валентин Владимирович, Ануфриев Леонид Петрович, Турцевич Аркадий Степанович, Соловьев Ярослав Александрович, Тарасиков Михаил Васильевич
МПК: H01L 29/47, H01L 29/872
Текст:
...раскислять естественный 2 с образованием проводящих оксидов рения, стабилизирующих границу раздела. Кроме того, сплав - обладает по сравнению сболее высокой прочностью при сохранении относительно высокой пластичности 5. 3 8380 1 2006.08.30 Слой титана в многослойном электроде толщиной 0,07-0,15 мкм является адгезионным и служит для улучшения адгезии между никелем и алюминием или сплавом алюминийкремний, во-вторых структура / устойчива к...
Способ изготовления светоизлучающего диода
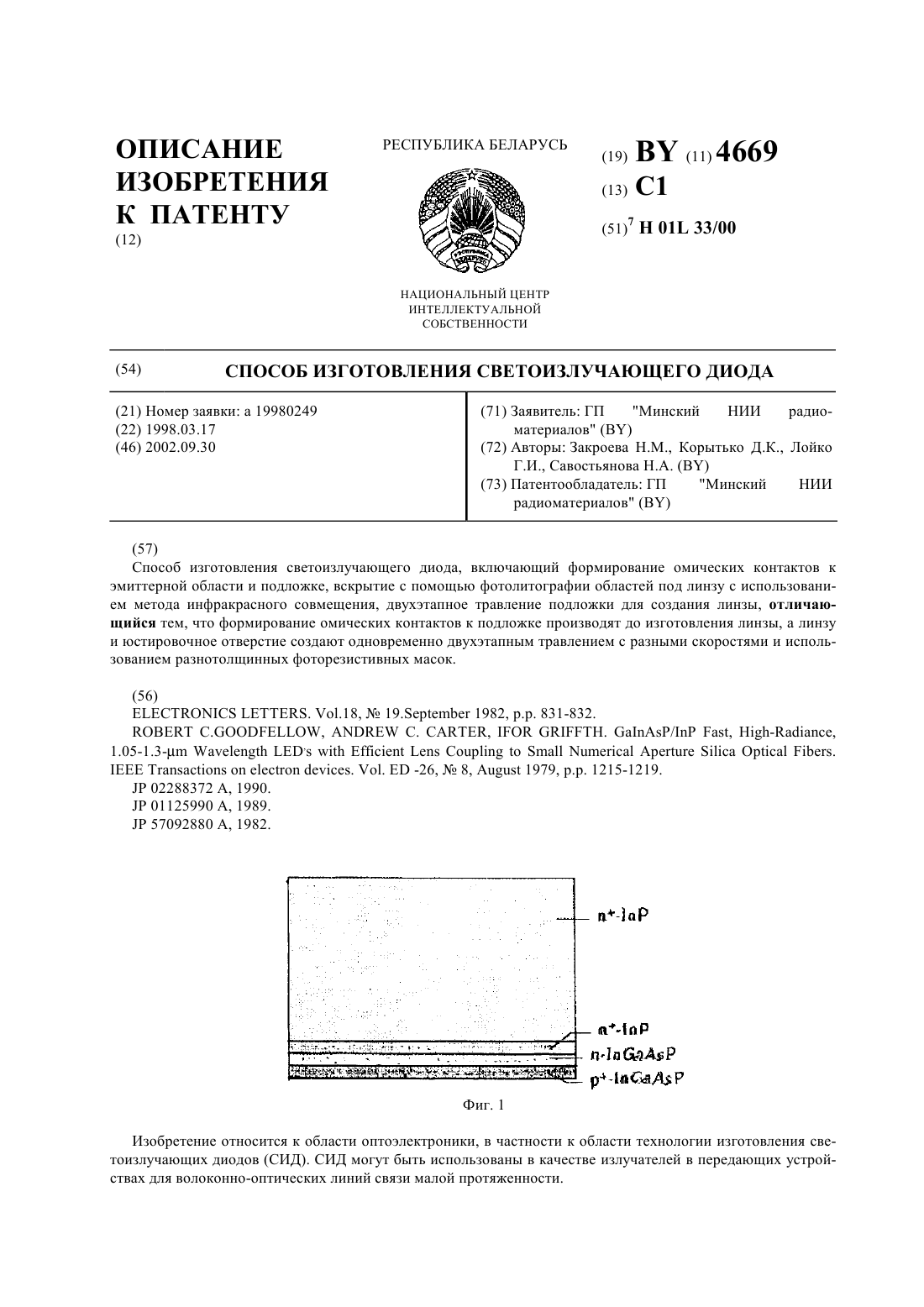
Номер патента: 4669
Опубликовано: 30.09.2002
Авторы: Корытько Дмитрий Константинович, Закроева Нина Михайловна, Лойко Галина Ивановна, Савостьянова Наталья Александровна
МПК: H01L 33/00
Метки: светоизлучающего, способ, диода, изготовления
Текст:
...структура после утонения пластины до 110 мкм и формирования омического контакта - к подложке. На фиг. 7 представлена структура после травления подложки через маски разнотолщинных резистов. На фиг. 8 представлена структура после формирования линзы. Пример осуществления способа. Для изготовления СИД в качестве полупроводникового материала используют п- подложку, на которой методом жидкофазной эпитаксии выращены п- буферный слой толщиной 5 мкм,...
Предыдущий патент: Эжектор
Следующий патент: Композиция для древесностружечных плит
Случайный патент: Укупорочный колпачек для разъемной укупорки сосудов