Способ изготовления диода Шоттки
Номер патента: 9449
Опубликовано: 30.06.2007
Авторы: Ануфриев Дмитрий Леонидович, Соловьев Ярослав Александрович, Глухманчук Владимир Владимирович, Турцевич Аркадий Степанович
Текст
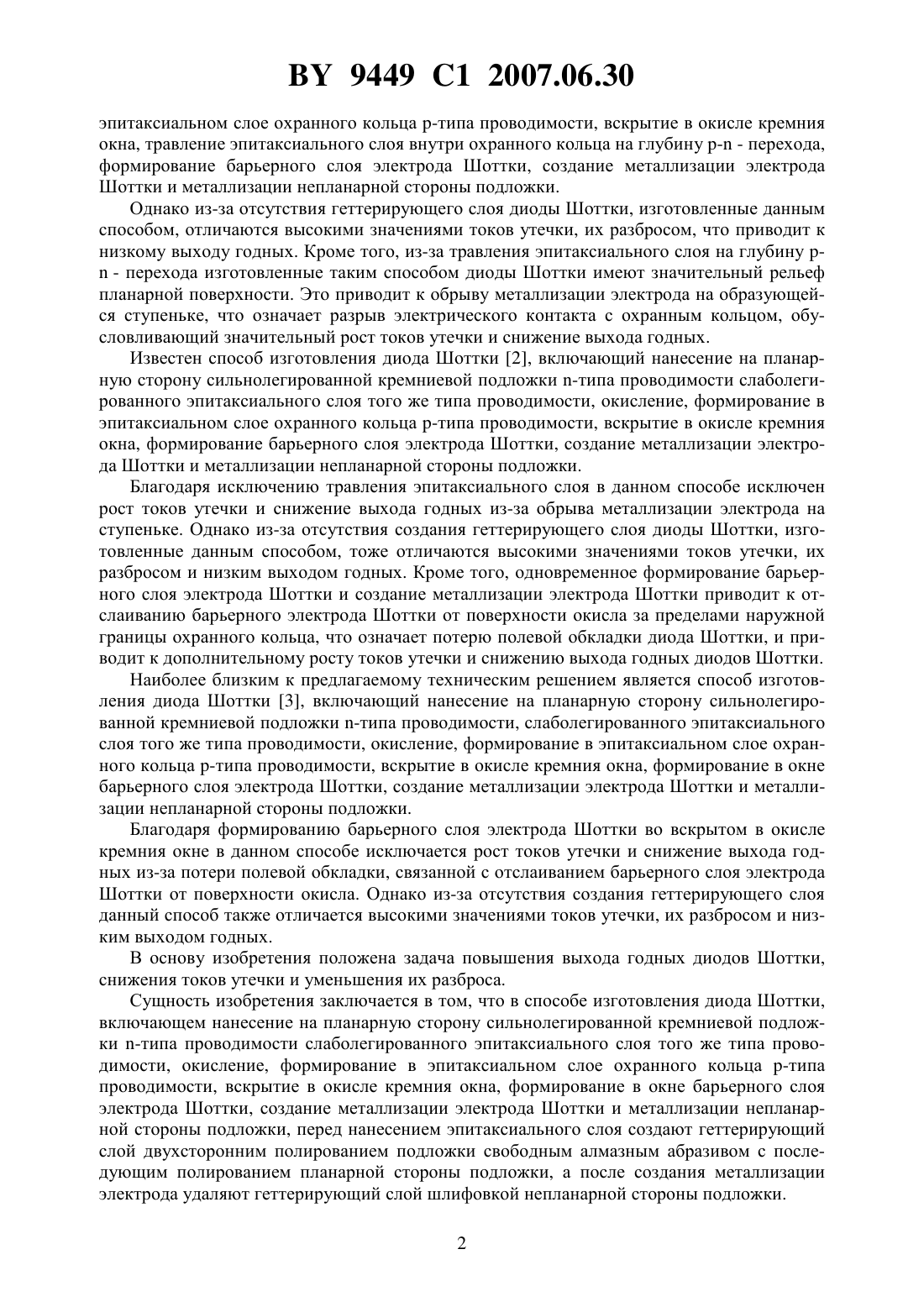
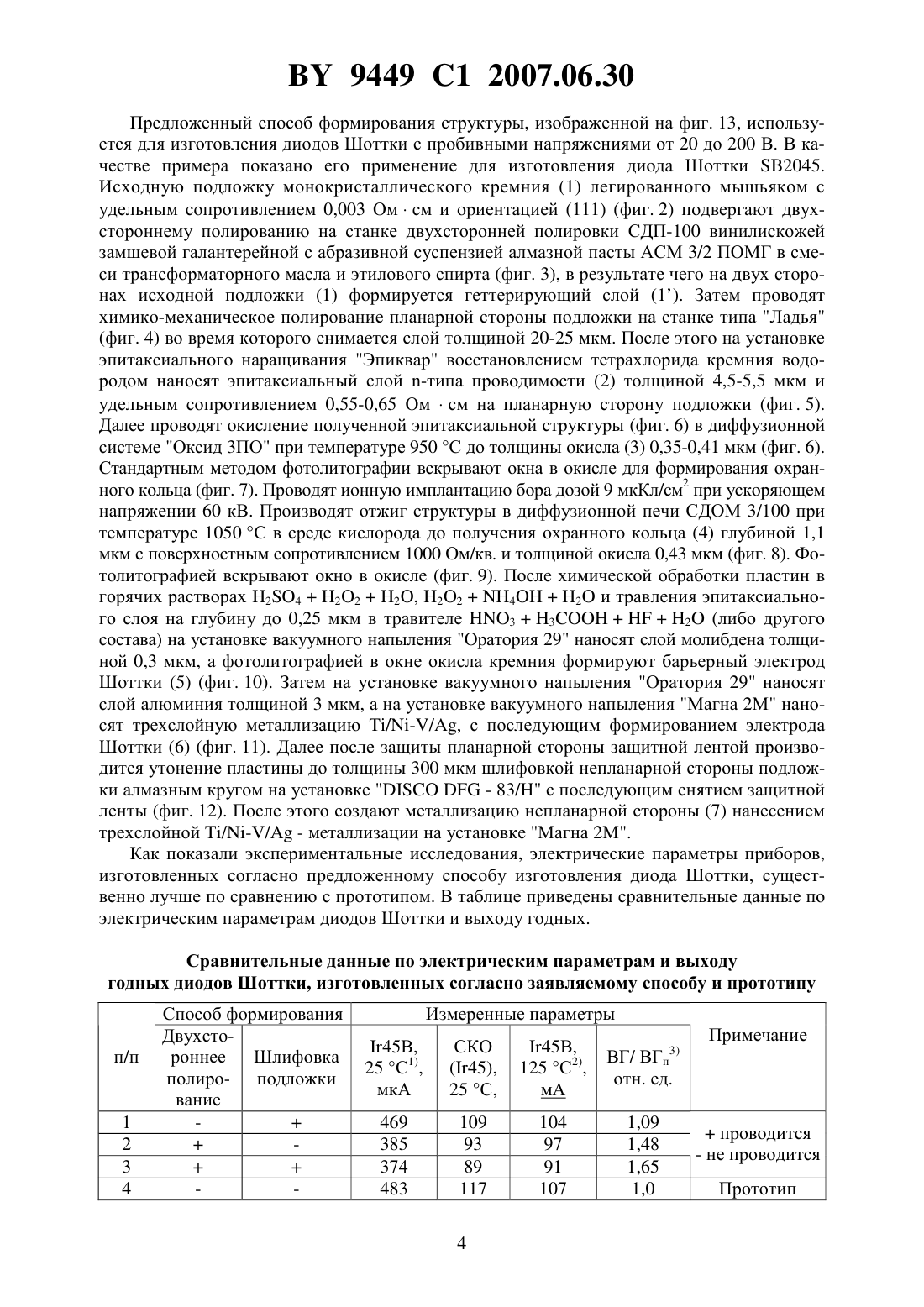
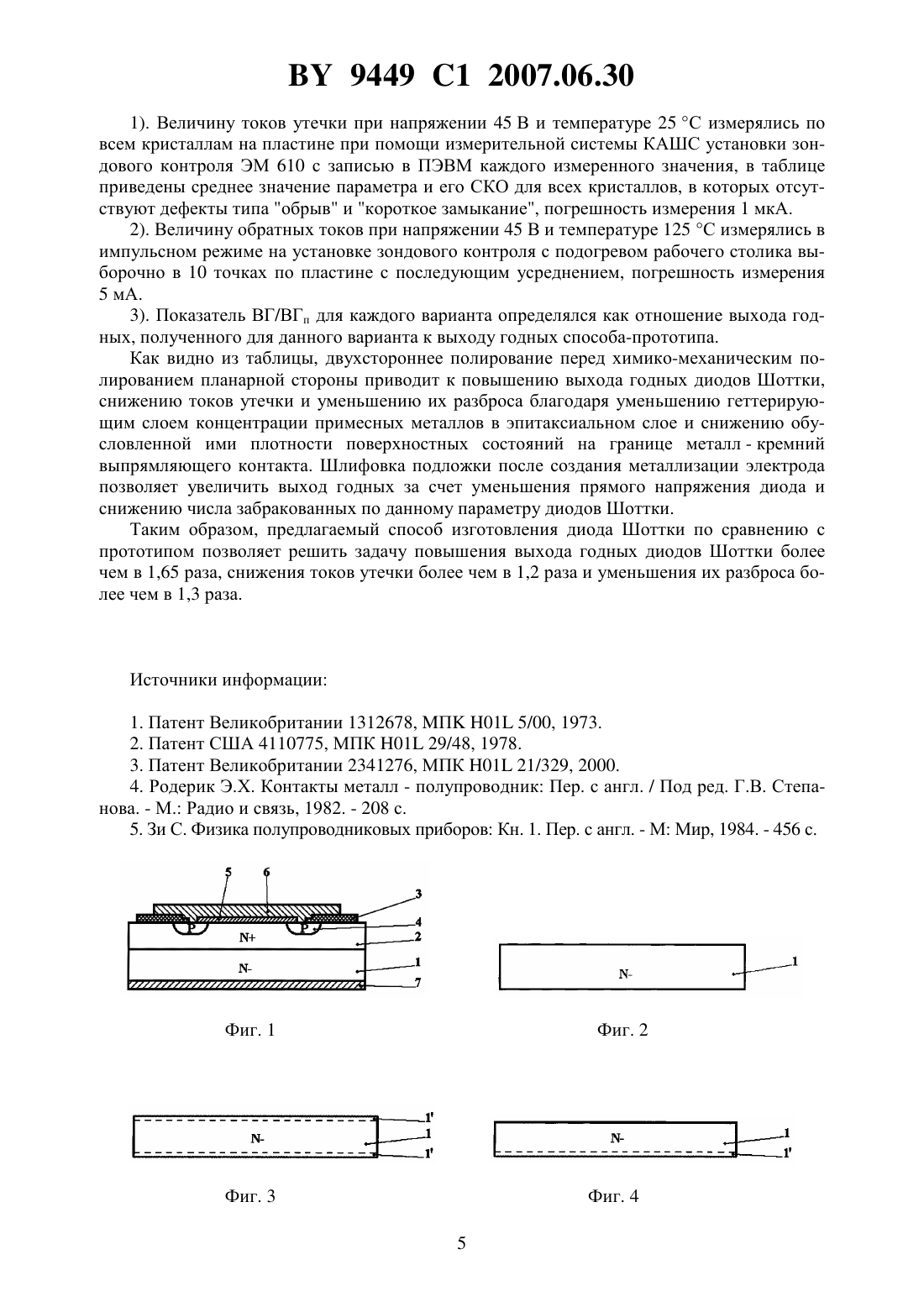
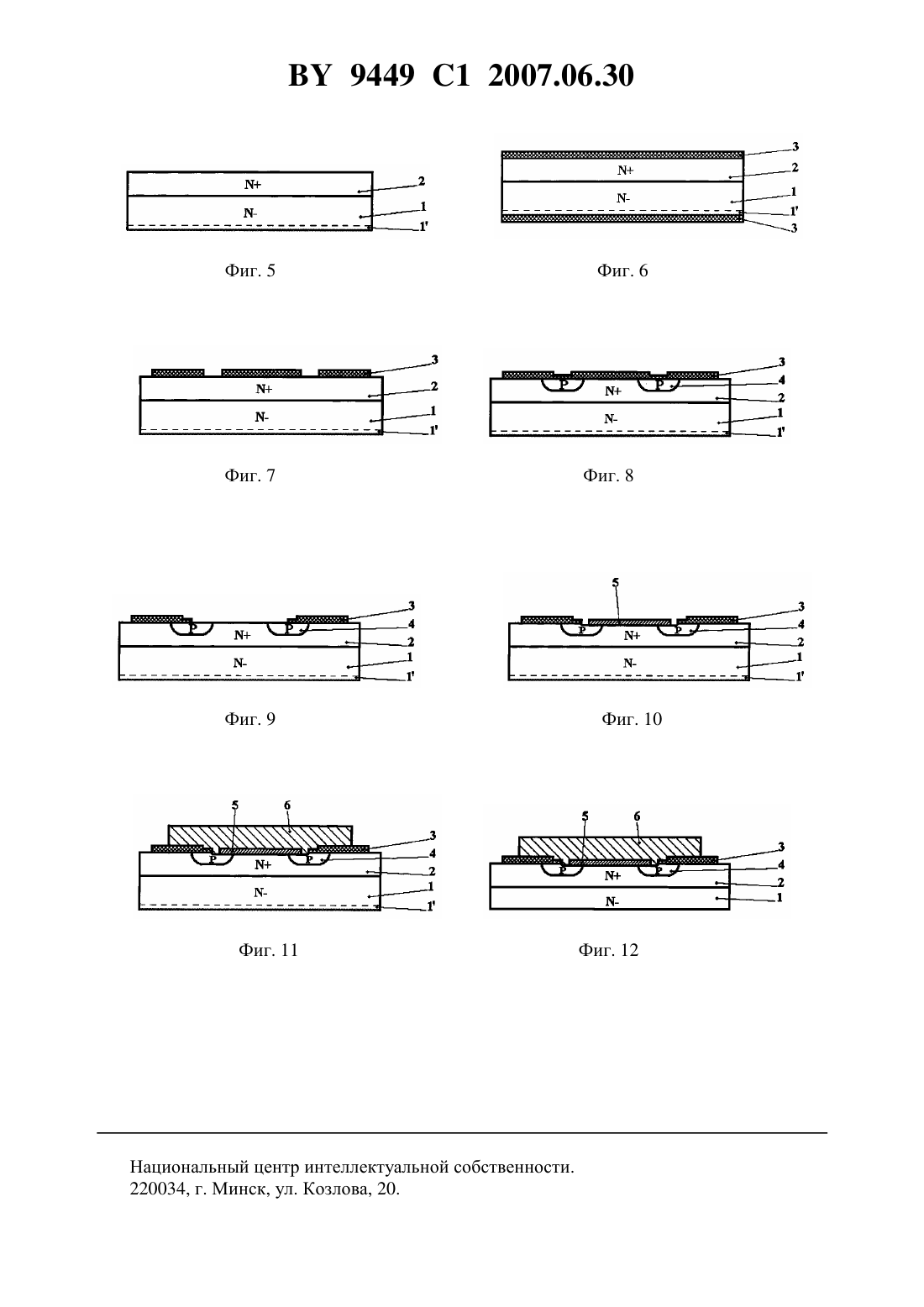
(51)701 29/872, 21/329 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДИОДА ШОТТКИ(71) Заявитель Производственное республиканское унитарное предприятие Завод Транзистор(72) Авторы Турцевич Аркадий Степанович Глухманчук Владимир Владимирович Ануфриев Дмитрий Леонидович Соловьев Ярослав Александрович(73) Патентообладатель Производственное республиканское унитарное предприятие Завод Транзистор(57) Способ изготовления диода Шоттки, включающий нанесение на планарную сторону сильнолегированной кремниевой подложки -типа проводимости слаболегированного эпитаксиального слоя того же типа проводимости, окисление, формирование в эпитаксиальном слое охранного кольца -типа проводимости, вскрытие в окисле кремния окна,формирование в окне барьерного слоя электрода Шоттки, создание металлизации электрода Шоттки и металлизации непланарной стороны подложки, отличающийся тем, что перед нанесением эпитаксиального слоя создают геттерирующий слой двухсторонним полированием подложки свободным алмазным абразивом с последующим полированием планарной стороны подложки, а после создания металлизации электрода Шоттки удаляют геттерирующий слой шлифовкой непланарной стороны подложки. Фиг. 13 Изобретение относится к электронной технике, а более конкретно - к технологии изготовления мощных диодов Шоттки, и может быть использовано в изделиях силовой электроники. Известен способ изготовления диода Шоттки 1, включающий нанесение на планарную сторону сильнолегированной кремниевой подложки -типа проводимости слаболегированного эпитаксиального слоя того же типа проводимости, окисление, формирование в 9449 1 2007.06.30 эпитаксиальном слое охранного кольца -типа проводимости, вскрытие в окисле кремния окна, травление эпитаксиального слоя внутри охранного кольца на глубину - - перехода,формирование барьерного слоя электрода Шоттки, создание металлизации электрода Шоттки и металлизации непланарной стороны подложки. Однако из-за отсутствия геттерирующего слоя диоды Шоттки, изготовленные данным способом, отличаются высокими значениями токов утечки, их разбросом, что приводит к низкому выходу годных. Кроме того, из-за травления эпитаксиального слоя на глубину- перехода изготовленные таким способом диоды Шоттки имеют значительный рельеф планарной поверхности. Это приводит к обрыву металлизации электрода на образующейся ступеньке, что означает разрыв электрического контакта с охранным кольцом, обусловливающий значительный рост токов утечки и снижение выхода годных. Известен способ изготовления диода Шоттки 2, включающий нанесение на планарную сторону сильнолегированной кремниевой подложки -типа проводимости слаболегированного эпитаксиального слоя того же типа проводимости, окисление, формирование в эпитаксиальном слое охранного кольца -типа проводимости, вскрытие в окисле кремния окна, формирование барьерного слоя электрода Шоттки, создание металлизации электрода Шоттки и металлизации непланарной стороны подложки. Благодаря исключению травления эпитаксиального слоя в данном способе исключен рост токов утечки и снижение выхода годных из-за обрыва металлизации электрода на ступеньке. Однако из-за отсутствия создания геттерирующего слоя диоды Шоттки, изготовленные данным способом, тоже отличаются высокими значениями токов утечки, их разбросом и низким выходом годных. Кроме того, одновременное формирование барьерного слоя электрода Шоттки и создание металлизации электрода Шоттки приводит к отслаиванию барьерного электрода Шоттки от поверхности окисла за пределами наружной границы охранного кольца, что означает потерю полевой обкладки диода Шоттки, и приводит к дополнительному росту токов утечки и снижению выхода годных диодов Шоттки. Наиболее близким к предлагаемому техническим решением является способ изготовления диода Шоттки 3, включающий нанесение на планарную сторону сильнолегированной кремниевой подложки -типа проводимости, слаболегированного эпитаксиального слоя того же типа проводимости, окисление, формирование в эпитаксиальном слое охранного кольца -типа проводимости, вскрытие в окисле кремния окна, формирование в окне барьерного слоя электрода Шоттки, создание металлизации электрода Шоттки и металлизации непланарной стороны подложки. Благодаря формированию барьерного слоя электрода Шоттки во вскрытом в окисле кремния окне в данном способе исключается рост токов утечки и снижение выхода годных из-за потери полевой обкладки, связанной с отслаиванием барьерного слоя электрода Шоттки от поверхности окисла. Однако из-за отсутствия создания геттерирующего слоя данный способ также отличается высокими значениями токов утечки, их разбросом и низким выходом годных. В основу изобретения положена задача повышения выхода годных диодов Шоттки,снижения токов утечки и уменьшения их разброса. Сущность изобретения заключается в том, что в способе изготовления диода Шоттки,включающем нанесение на планарную сторону сильнолегированной кремниевой подложки -типа проводимости слаболегированного эпитаксиального слоя того же типа проводимости, окисление, формирование в эпитаксиальном слое охранного кольца -типа проводимости, вскрытие в окисле кремния окна, формирование в окне барьерного слоя электрода Шоттки, создание металлизации электрода Шоттки и металлизации непланарной стороны подложки, перед нанесением эпитаксиального слоя создают геттерирующий слой двухсторонним полированием подложки свободным алмазным абразивом с последующим полированием планарной стороны подложки, а после создания металлизации электрода удаляют геттерирующий слой шлифовкой непланарной стороны подложки. 2 9449 1 2007.06.30 Сопоставительный анализ предполагаемого изобретения с прототипом показал, что заявляемый способ отличается от известного тем, что перед нанесением эпитаксиального слоя создают геттерирующий слой двухсторонним полированием подложки свободным алмазным абразивом с последующим полированием планарной стороны подложки, а после создания металлизации электрода удаляют геттерирующий слой шлифовкой непланарной стороны подложки. Использование идентичной или сходной последовательности действий для решаемой задачи не обнаружено. Решение поставленной задачи объясняется следующим образом. Известно, что величина токов утечки диодов Шоттки определяется высотой барьера Шоттки, плотностью поверхностных состояний на границе металл - кремний, а также током генерации носителей заряда в области обеднения диода Шоттки 4, 5. Анализ обратных вольтамперных характеристик диодов Шоттки, изготовленных согласно способу - прототипу, показывает,что в эпитаксиальном слое наблюдается высокая концентрация примесных металлов, которые при выходе на поверхность обусловливают высокую плотность поверхностных состояний на границе металл - кремний и неоднородности высоты барьера по площади диодов, что приводит к росту токов утечки и снижению выхода годных диодов Шоттки. С другой стороны, высокая концентрация примесных металлов в объеме эпитаксиального слоя приводит к увеличению тока генерации носителей заряда в областях обеднения контакта металл - кремний, - - перехода охранного кольца и полевой обкладки. Двухстороннее полирование кремниевой подложки свободным алмазным абразивом приводит к формированию сетки микрорисок, представляющей собой совокупность дислокаций кристаллической структуры с поверхностной плотностью порядка 108 см-2. Такая поверхность является эффективным геттерирующим слоем, оттягивающим на себя металлические примеси из объема кремниевой подложки во время высокотемпературных обработок. Последующее полирование планарной стороны подложки приводит к удалению геттерирующего слоя только с планарной стороны, что обусловливает низкую плотность дефектов кристаллической структуры в эпитаксиальном слое при его нанесении. Удаление геттерирующего слоя после создания металлизации электрода Шоттки шлифовкой непланарной стороны подложки производится с целью уменьшения последовательного сопротивления, что приводит к снижению падения напряжения на диоде Шоттки при прямом смещении и увеличению выхода годных. Если вышеупомянутая последовательность операций не выполняется, то положительный эффект не достигается. Сущность изобретения поясняется фиг. 1-13, где на фиг. 1 изображен поперечный разрез диода Шоттки, изготовленного по способу - прототипу, включающему нанесение на планарную сторону сильнолегированной кремниевой подложки -типа проводимости (1) слаболегированного эпитаксиального слоя того же типа проводимости (2), окисление,формирование в эпитаксиальном слое охранного кольца -типа проводимости (4), вскрытие в окисле кремния (3) окна, формирование в окне барьерного слоя электрода Шоттки(5), создание металлизации электрода Шоттки (6) и металлизации непланарной стороны подложки (7), а на фиг. 2-13 поясняется изготовление диода Шоттки согласно предлагаемому способу. На фиг. 2 показана исходная сильнолегированная кремниевая подложка типа проводимости, на фиг. 3 - исходная сильнолегированная кремниевая подложка после двухстороннего полирования, на фиг. 4 - после полирования планарной стороны, на фиг. 5- после нанесения эпитаксиального слоя, на фиг. 6 - эпитаксиальная структура после окисления, на фиг. 7 - после создания в окисле окна для диффузии охранного кольца, на фиг. 8- после формирования охранного кольца, на фиг. 9 - после вскрытия в окисле окна, на фиг. 10 - после формирования барьерного слоя электрода Шоттки, на фиг. 11 - после создания металлизации электрода Шоттки, на фиг. 12 - после шлифовки непланарной стороны подложки, на фиг. 13 - структура после создания металлизации непланарной стороны. 3 9449 1 2007.06.30 Предложенный способ формирования структуры, изображенной на фиг. 13, используется для изготовления диодов Шоттки с пробивными напряжениями от 20 до 200 В. В качестве примера показано его применение для изготовления диода Шоттки 2045. Исходную подложку монокристаллического кремния (1) легированного мышьяком с удельным сопротивлением 0,003 Омсм и ориентацией (111) (фиг. 2) подвергают двухстороннему полированию на станке двухсторонней полировки СДП-100 винилискожей замшевой галантерейной с абразивной суспензией алмазной пасты АСМ 3/2 ПОМГ в смеси трансформаторного масла и этилового спирта (фиг. 3), в результате чего на двух сторонах исходной подложки (1) формируется геттерирующий слой (1). Затем проводят химико-механическое полирование планарной стороны подложки на станке типа Ладья(фиг. 4) во время которого снимается слой толщиной 20-25 мкм. После этого на установке эпитаксиального наращивания Эпиквар восстановлением тетрахлорида кремния водородом наносят эпитаксиальный слой -типа проводимости (2) толщиной 4,5-5,5 мкм и удельным сопротивлением 0,55-0,65 Омсм на планарную сторону подложки (фиг. 5). Далее проводят окисление полученной эпитаксиальной структуры (фиг. 6) в диффузионной системе Оксид 3 ПО при температуре 950 С до толщины окисла (3) 0,35-0,41 мкм (фиг. 6). Стандартным методом фотолитографии вскрывают окна в окисле для формирования охранного кольца (фиг. 7). Проводят ионную имплантацию бора дозой 9 мкКл/см 2 при ускоряющем напряжении 60 кВ. Производят отжиг структуры в диффузионной печи СДОМ 3/100 при температуре 1050 С в среде кислорода до получения охранного кольца (4) глубиной 1,1 мкм с поверхностным сопротивлением 1000 Ом/кв. и толщиной окисла 0,43 мкм (фиг. 8). Фотолитографией вскрывают окно в окисле (фиг. 9). После химической обработки пластин в горячих растворах 24222, 2242 и травления эпитаксиального слоя на глубину до 0,25 мкм в травителе 332 (либо другого состава) на установке вакуумного напыления Оратория 29 наносят слой молибдена толщиной 0,3 мкм, а фотолитографией в окне окисла кремния формируют барьерный электрод Шоттки (5) (фиг. 10). Затем на установке вакуумного напыления Оратория 29 наносят слой алюминия толщиной 3 мкм, а на установке вакуумного напыления Магна 2 М наносят трехслойную металлизацию /-/, с последующим формированием электрода Шоттки (6) (фиг. 11). Далее после защиты планарной стороны защитной лентой производится утонение пластины до толщины 300 мкм шлифовкой непланарной стороны подложки алмазным кругом на установке- 83/Н с последующим снятием защитной ленты (фиг. 12). После этого создают металлизацию непланарной стороны (7) нанесением трехслойной /-/ - металлизации на установке Магна 2 М. Как показали экспериментальные исследования, электрические параметры приборов,изготовленных согласно предложенному способу изготовления диода Шоттки, существенно лучше по сравнению с прототипом. В таблице приведены сравнительные данные по электрическим параметрам диодов Шоттки и выходу годных. Сравнительные данные по электрическим параметрам и выходу годных диодов Шоттки, изготовленных согласно заявляемому способу и прототипу Способ формирования Двухстороннее Шлифовка полиро- подложки вание 9449 1 2007.06.30 1). Величину токов утечки при напряжении 45 В и температуре 25 С измерялись по всем кристаллам на пластине при помощи измерительной системы КАШС установки зондового контроля ЭМ 610 с записью в ПЭВМ каждого измеренного значения, в таблице приведены среднее значение параметра и его СКО для всех кристаллов, в которых отсутствуют дефекты типа обрыв и короткое замыкание, погрешность измерения 1 мкА. 2). Величину обратных токов при напряжении 45 В и температуре 125 С измерялись в импульсном режиме на установке зондового контроля с подогревом рабочего столика выборочно в 10 точках по пластине с последующим усреднением, погрешность измерения 5 мА. 3). Показатель ВГ/ВГп для каждого варианта определялся как отношение выхода годных, полученного для данного варианта к выходу годных способа-прототипа. Как видно из таблицы, двухстороннее полирование перед химико-механическим полированием планарной стороны приводит к повышению выхода годных диодов Шоттки,снижению токов утечки и уменьшению их разброса благодаря уменьшению геттерирующим слоем концентрации примесных металлов в эпитаксиальном слое и снижению обусловленной ими плотности поверхностных состояний на границе металл - кремний выпрямляющего контакта. Шлифовка подложки после создания металлизации электрода позволяет увеличить выход годных за счет уменьшения прямого напряжения диода и снижению числа забракованных по данному параметру диодов Шоттки. Таким образом, предлагаемый способ изготовления диода Шоттки по сравнению с прототипом позволяет решить задачу повышения выхода годных диодов Шоттки более чем в 1,65 раза, снижения токов утечки более чем в 1,2 раза и уменьшения их разброса более чем в 1,3 раза. Источники информации 1. Патент Великобритании 1312678, П 01 5/00, 1973. 2. Патент США 4110775, МПК 01 29/48, 1978. 3. Патент Великобритании 2341276, МПК 01 21/329, 2000. 4. Родерик Э.Х. Контакты металл - полупроводник Пер. с англ. / Под ред. Г.В. Степанова. - М. Радио и связь, 1982. - 208 с. 5. Зи С. Физика полупроводниковых приборов Кн. 1. Пер. с англ. - М Мир, 1984. - 456 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: H01L 21/329, H01L 29/872
Метки: способ, шоттки, диода, изготовления
Код ссылки
<a href="https://by.patents.su/6-9449-sposob-izgotovleniya-dioda-shottki.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления диода Шоттки</a>
Способ изготовления диода Шоттки
Номер патента: 8449
Опубликовано: 30.08.2006
Авторы: Пеньков Анатолий Петрович, Кузик Сергей Владимирович, Турцевич Аркадий Степанович, Карпов Иван Николаевич, Соловьев Ярослав Александрович, Ануфриев Леонид Петрович
МПК: H01L 21/328, H01L 29/47, H01L 21/329...
Метки: шоттки, изготовления, диода, способ
Текст:
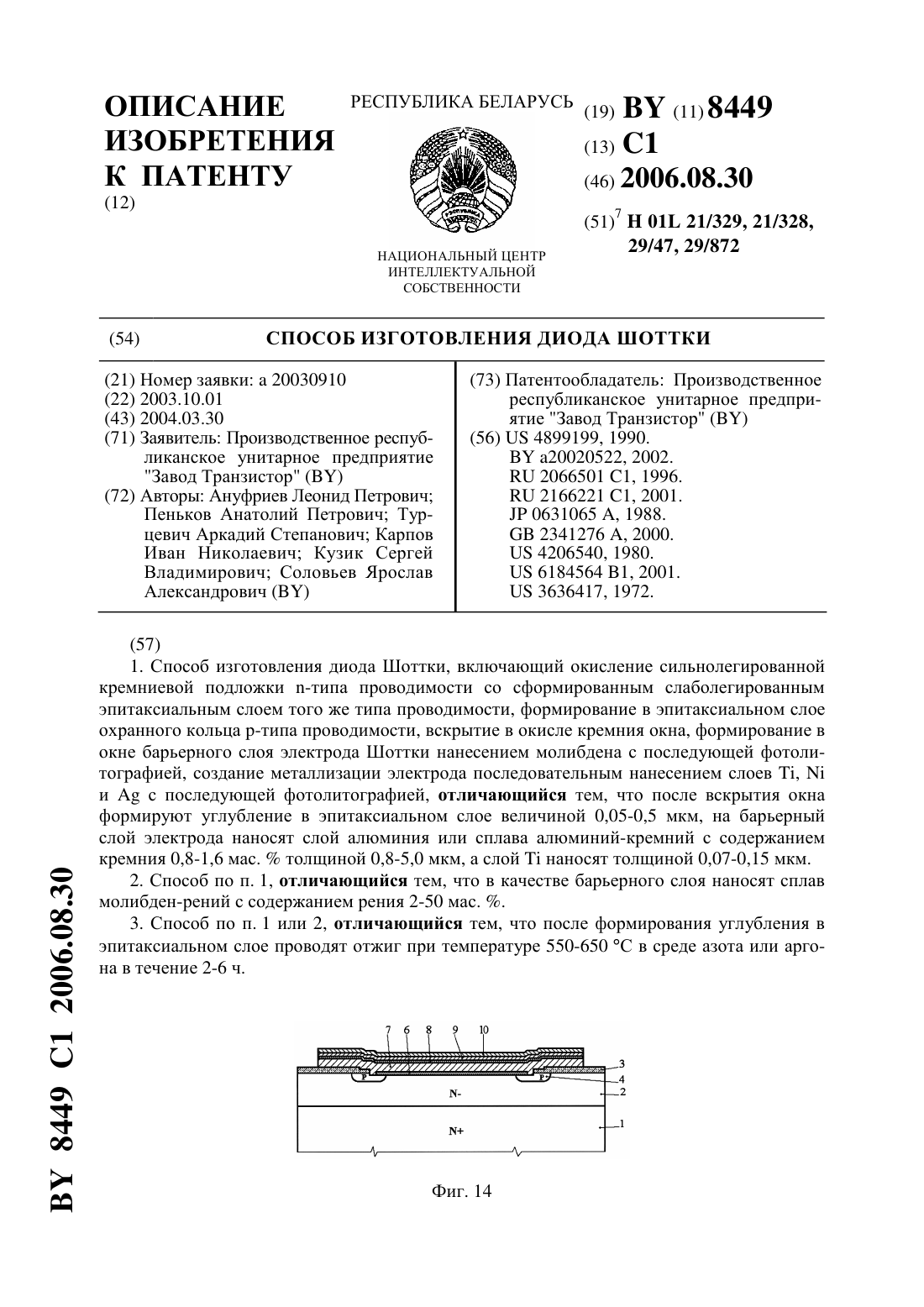
...адгезионным и служит для улучшения адгезии между никелем и алюминием или сплавом алюминий-кремний, во-вторых,4 8449 1 2006.08.30 структура - стойка к электромиграции и шипообразованию из-за образования интерметаллического соединения 3. Толщина слоя титана 0,07-0,15 мкм выбирается как из приведенных выше соображений, так и из условия минимизации механических напряжений в многослойной структуре /////. Сущность изобретения поясняется фиг....
Диод Шоттки
Номер патента: 8380
Опубликовано: 30.08.2006
Авторы: Глухманчук Владимир Владимирович, Ануфриев Леонид Петрович, Соловьев Ярослав Александрович, Турцевич Аркадий Степанович, Баранов Валентин Владимирович, Тарасиков Михаил Васильевич
МПК: H01L 29/47, H01L 29/872
Текст:
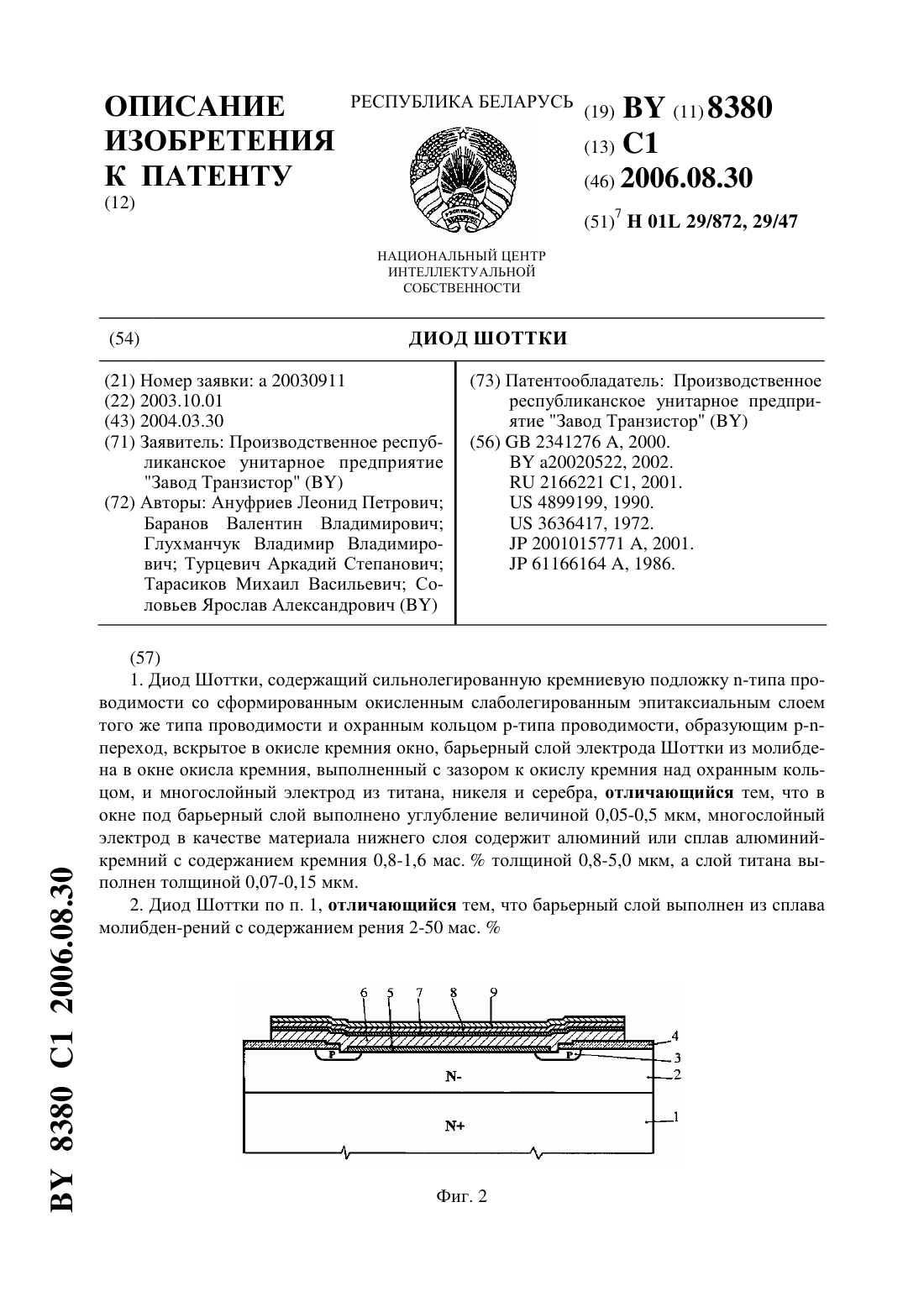
...раскислять естественный 2 с образованием проводящих оксидов рения, стабилизирующих границу раздела. Кроме того, сплав - обладает по сравнению сболее высокой прочностью при сохранении относительно высокой пластичности 5. 3 8380 1 2006.08.30 Слой титана в многослойном электроде толщиной 0,07-0,15 мкм является адгезионным и служит для улучшения адгезии между никелем и алюминием или сплавом алюминийкремний, во-вторых структура / устойчива к...
Способ изготовления светоизлучающего диода
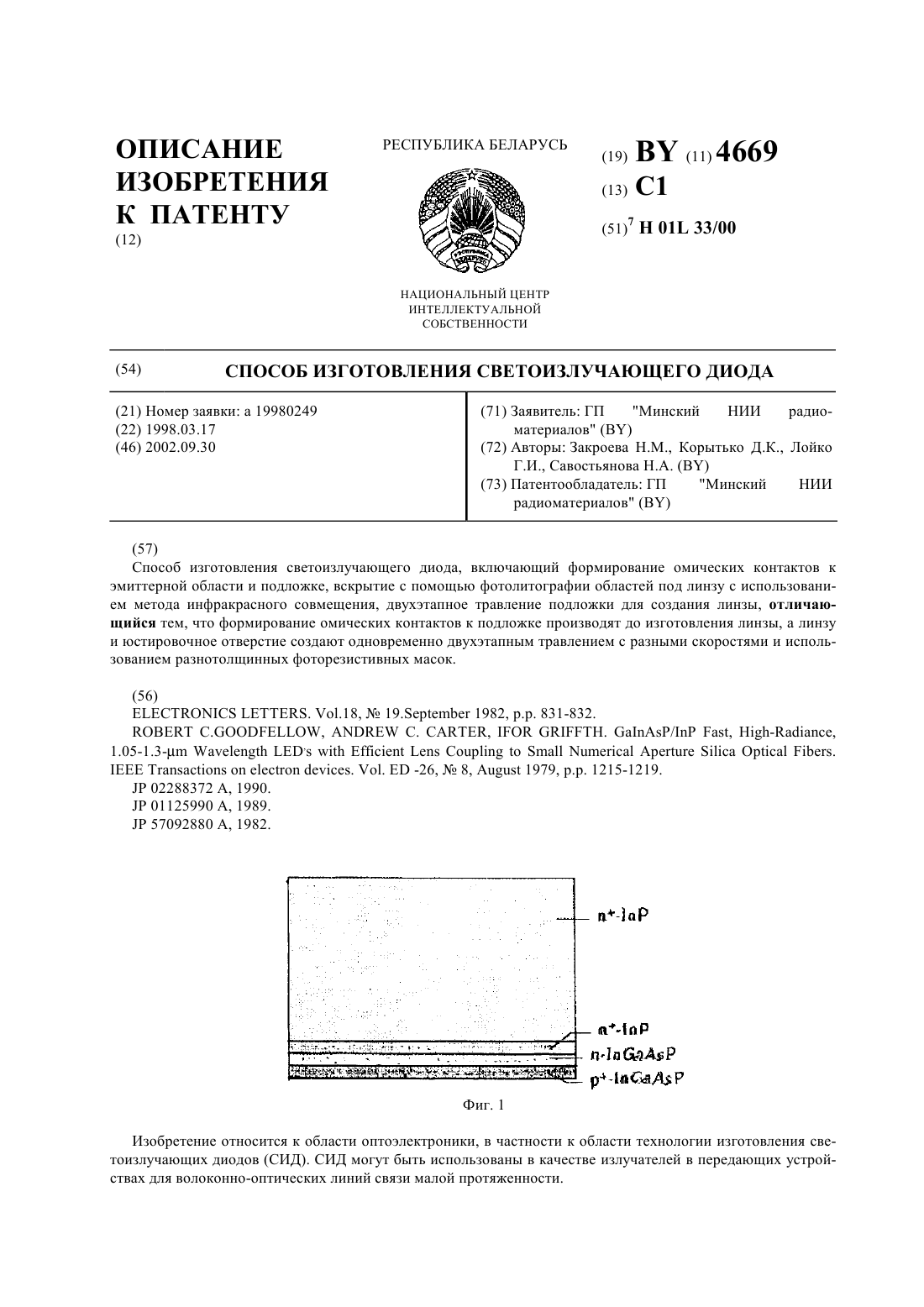
Номер патента: 4669
Опубликовано: 30.09.2002
Авторы: Корытько Дмитрий Константинович, Савостьянова Наталья Александровна, Лойко Галина Ивановна, Закроева Нина Михайловна
МПК: H01L 33/00
Метки: способ, диода, светоизлучающего, изготовления
Текст:
...структура после утонения пластины до 110 мкм и формирования омического контакта - к подложке. На фиг. 7 представлена структура после травления подложки через маски разнотолщинных резистов. На фиг. 8 представлена структура после формирования линзы. Пример осуществления способа. Для изготовления СИД в качестве полупроводникового материала используют п- подложку, на которой методом жидкофазной эпитаксии выращены п- буферный слой толщиной 5 мкм,...
Диод Шоттки
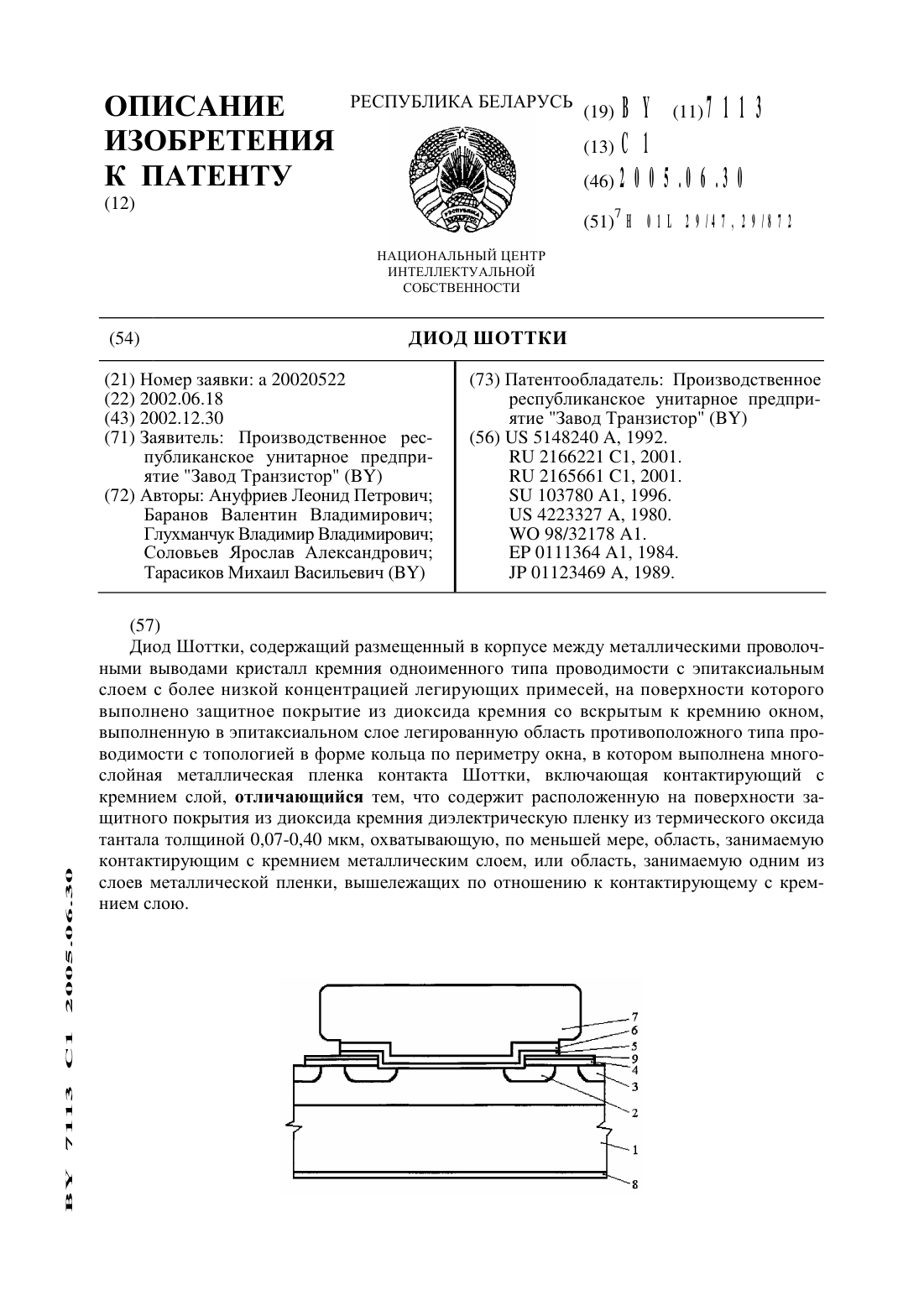
Номер патента: 7113
Опубликовано: 30.06.2005
Авторы: Тарасиков Михаил Васильевич, Баранов Валентин Владимирович, Соловьев Ярослав Александрович, Ануфриев Леонид Петрович, Глухманчук Владимир Владимирович
МПК: H01L 29/47, H01L 29/872
Текст:
...процессе сборки диффундируют преимущественно в виде ионов и поэтому они оказываются связанными зарядовыми ловушками, расположенными на границе раздела диэлектрических слоев 51 О 2/Та 2 О 5. По этой причине их присутствие в обедненном слое контакта Шоттки практически исключается и дестабилизирующего действия примесей во время работы прибора не происходит.Сущность изобретения поясняется чертежом, на котором представлен поперечный разрез диода...
Способ изготовления мощного высоковольтного ДМОП-транзистора
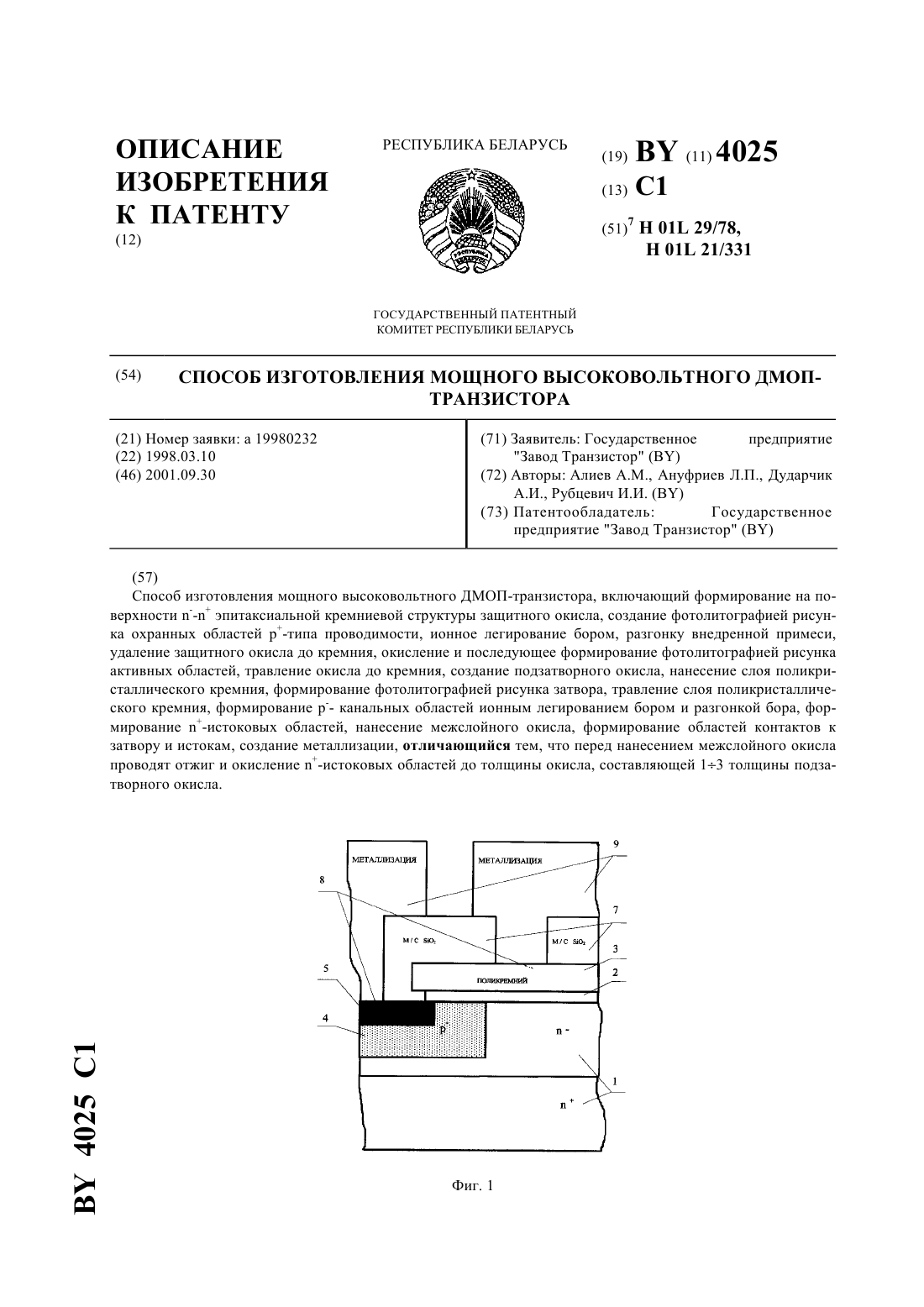
Номер патента: 4025
Опубликовано: 30.09.2001
Авторы: Рубцевич Иван Иванович, Алиев Алигаджи Магомедович, Дударчик Анатолий Иванович, Ануфриев Леонид Петрович
МПК: H01L 29/78, H01L 21/331
Метки: мощного, способ, высоковольтного, изготовления, дмоп-транзистора
Текст:
...кремния, формирование канальных областей ионным легированием бором и разгонкой бора, формирование -истоковых областей, нанесение межслойного окисла, формирование областей контактов к затвору и истокам, создание металлизации, перед нанесением межслойного 2 4025 1 окисла проводят отжиг и окисление -истоковых областей до толщины окисла, составляющей 13 толщины подзатворного окисла. Сопоставительный анализ предполагаемого изобретения с...
Предыдущий патент: Способ уничтожения забрасываемых передатчиков помех
Следующий патент: Способ анализа изображений
Случайный патент: Композиция для изготовления теплоизоляционных изделий